Düsenverstopfungen sind im Bereich des 3D-Drucks keine Seltenheit. Früher oder später werden Sie wahrscheinlich selbst auf dieses Problem stoßen. Verstopfungen können aus verschiedenen Gründen auftreten. Zum Beispiel kann die Temperatur des Hotends zu niedrig sein, um das Filament beim Extrudieren schnell genug zu schmelzen. Oder das verwendete Filament enthält mikroskopisch kleine Partikel (wie bei PLA-Wood oder anderen mit Partikeln versetzten Filamenten), die sich an der Spitze der Düse ansammeln und den Materialfluss einschränken. Die Symptome lassen sich relativ leicht erkennen. Sie zeigen sich in der Regel durch:
- Unterextrusion – Es wird nicht genügend Filament extrudiert, was zu Lücken oder fehlendem Material an den gedruckten Stellen führt.
- Keine Extrusion – Der Drucker führt zwar die richtigen Bewegungen aus, aber es kommt kein Filament aus der Düse.
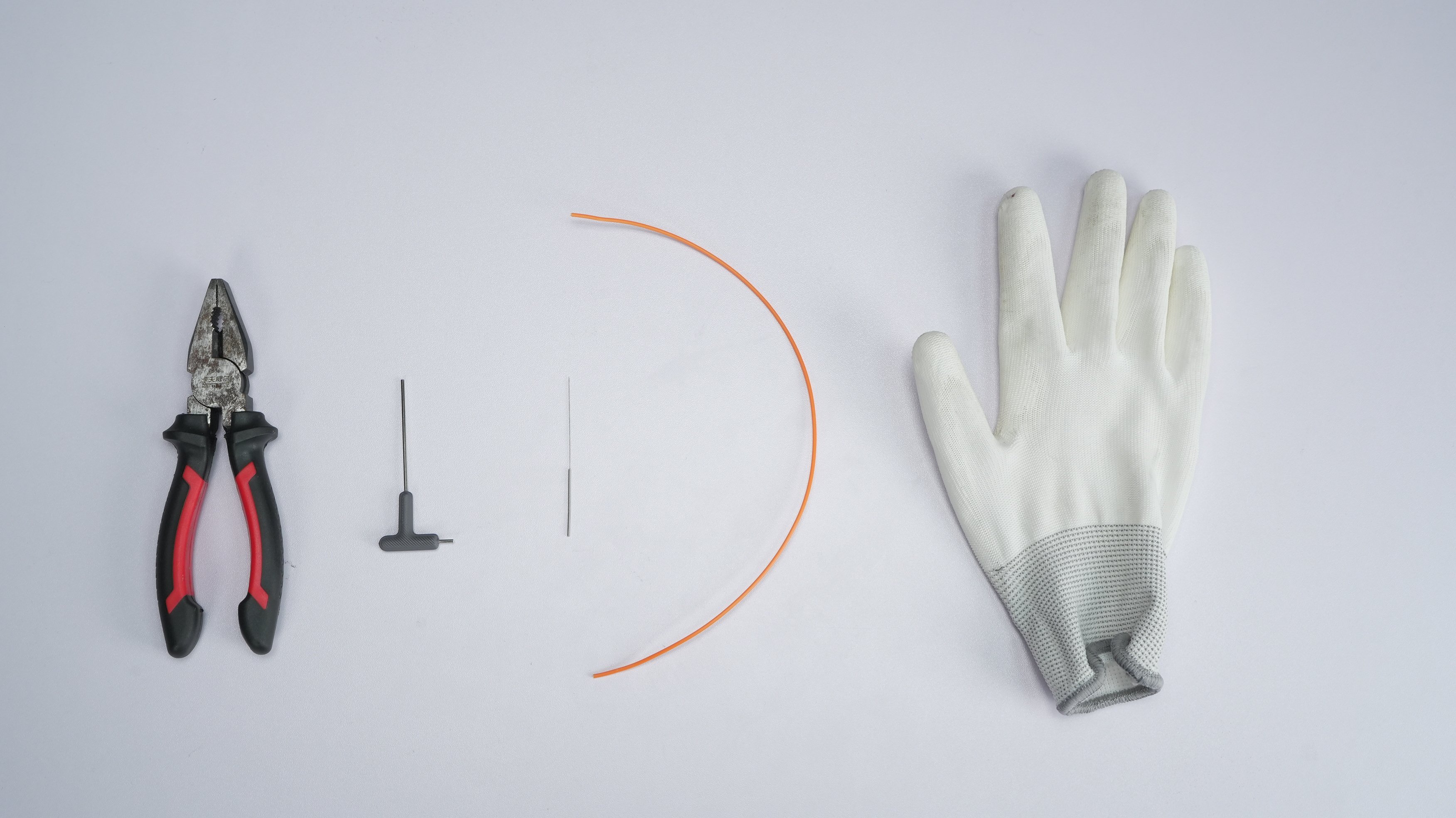
¶ Benötigte Werkzeuge
- Düsenreinigungsnadel
- Zange
- hitzebeständige Handschuhe
¶ Hinweise vor Beginn
Achtung: An der Düse können sehr hohe Temperaturen entstehen. Führen Sie die in dieser Anleitung beschriebenen Arbeitsschritte deshalb nur mit größter Vorsicht durch. Treffen Sie alle erforderlichen Sicherheitsmaßnahmen. Für bestimmte Arbeitsschritte sollte das Gerät ausgeschaltet und die Düse vollständig abgekühlt sein.
Wenn Sie das Hotend in die Hand nehmen, tragen Sie bitte einen hitzebeständigen Handschuh. Achten Sie außerdem darauf, das Hotend nur auf einer hitzebeständigen Oberfläche abzulegen und von brennbaren Materialien, Möbeln oder Bodenbelägen fernzuhalten.
¶ Bedienungsanleitung
Wir stellen Ihnen vier verschiedene Methoden vor, um das Hotend zu entblocken. Wählen Sie je nach Art der Verstopfung die passende Vorgehensweise aus.
¶ 1. Heiß-Extrusion
Dies ist die einfachste Methode, um eine Düse zu entstopfen:
¶ Schritt 1: Hotend aufheizen
Erhöhen Sie die Temperatur des Hotends auf einen Wert, der etwas höher ist als die für das verwendete Filament empfohlene Temperatur (bei PLA z. B. die Hotend-Temperatur auf 250 °C einstellen).

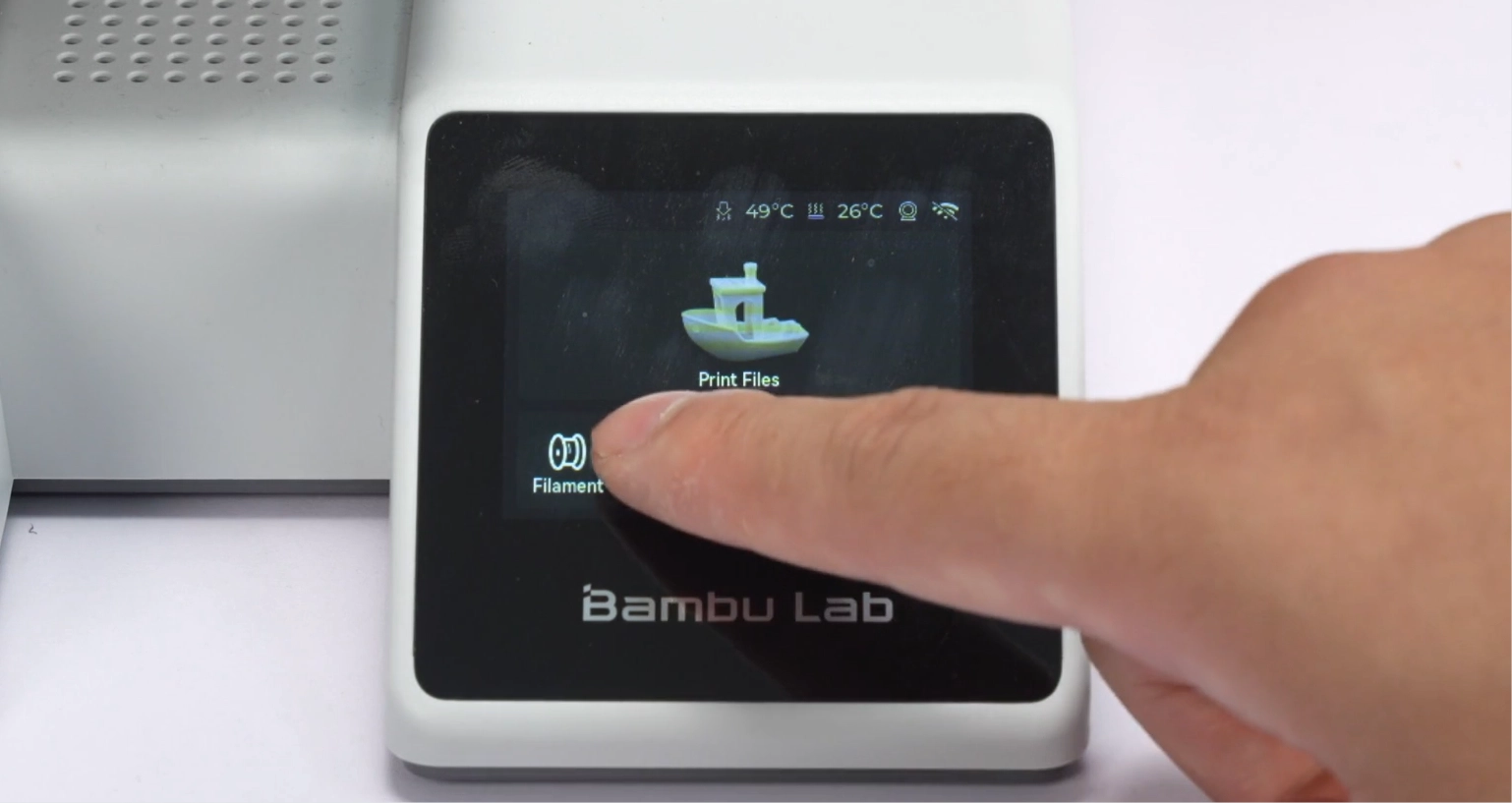
¶ Schritt 2: Filament manuell extrudieren
Extrudieren Sie das Filament, indem Sie auf dem Bildschirm die Fördertaste (Feed-Button) betätigen.

¶ 2. Entblocken mit Düsenreinigungsnadel und Cold Pull
Ein vollständiges Video-Tutorial steht zur Verfügung, ergänzt durch schriftliche Anleitungen und Abbildungen in diesem Wiki.
Das folgende Video zeigt Schritt für Schritt die Entblockung mit der Düsenreinigungsnadel und dem Cold Pull.
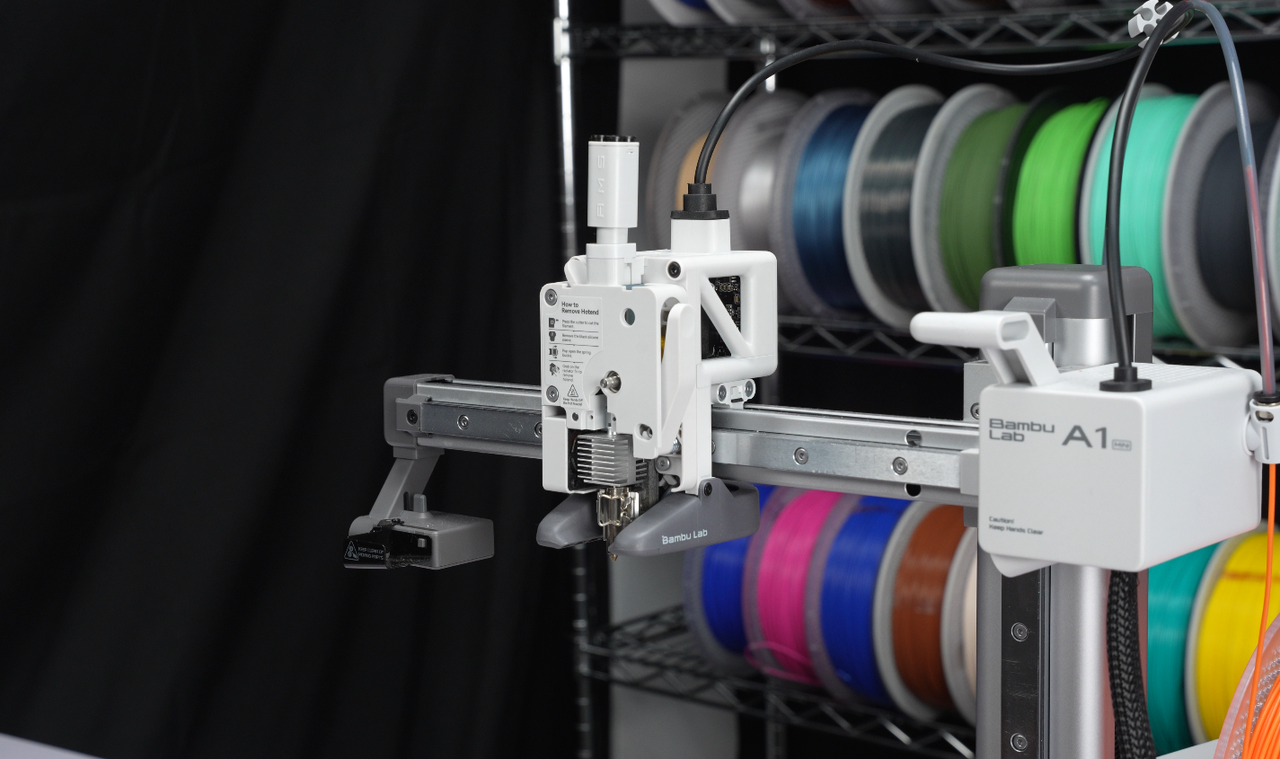
¶ Schritt 1: Vorbereitung vor Beginn
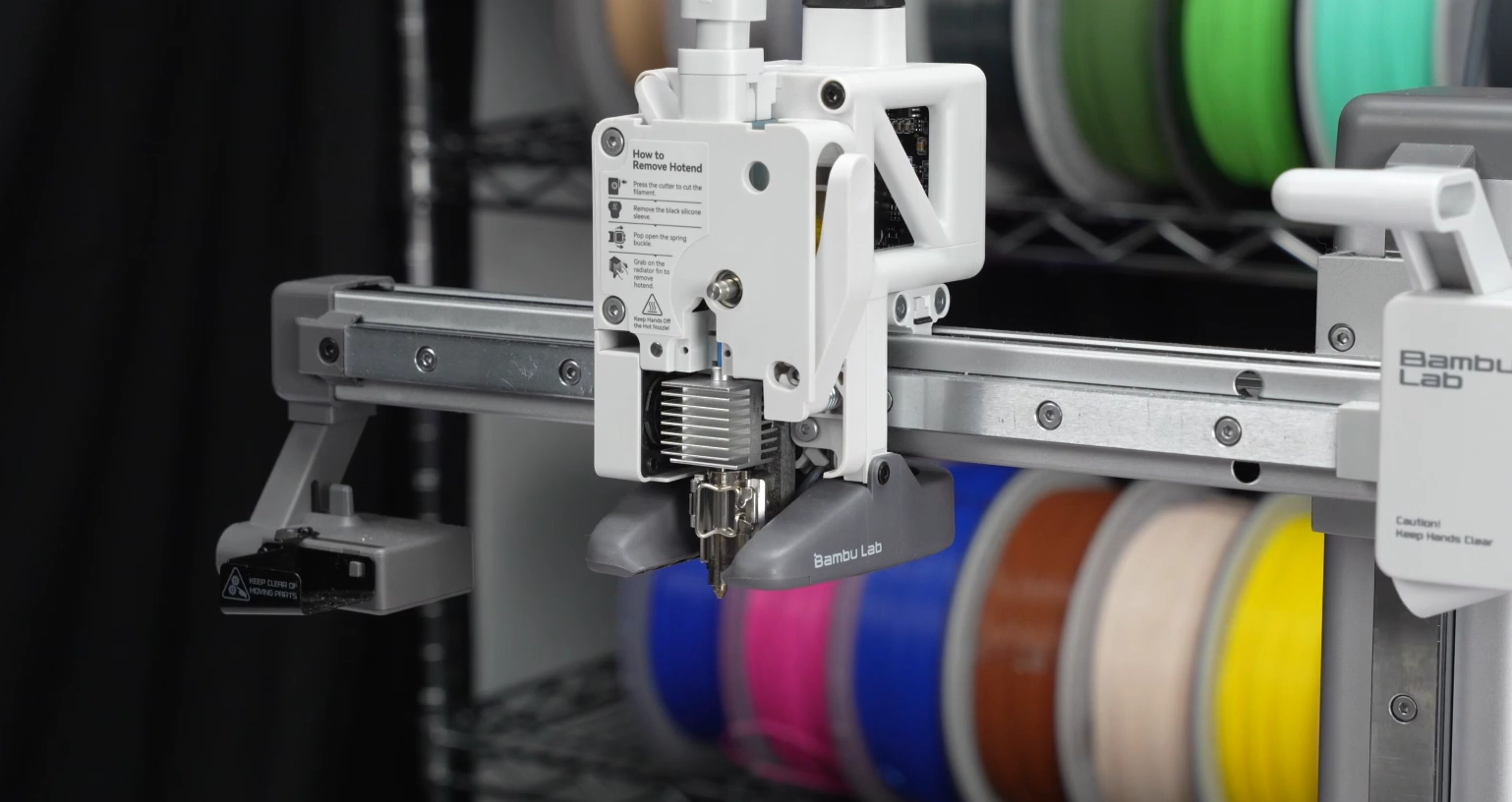
Bewegen Sie die Z-Achse auf die passende Höhe und bringen Sie auch den Werkzeugkopf in die entsprechende Position. Entfernen Sie anschließend die vordere Abdeckung des Werkzeugkopfes für den nächsten Schritt.
¶ Schritt 2: Hotend aufheizen und Filament entfernen
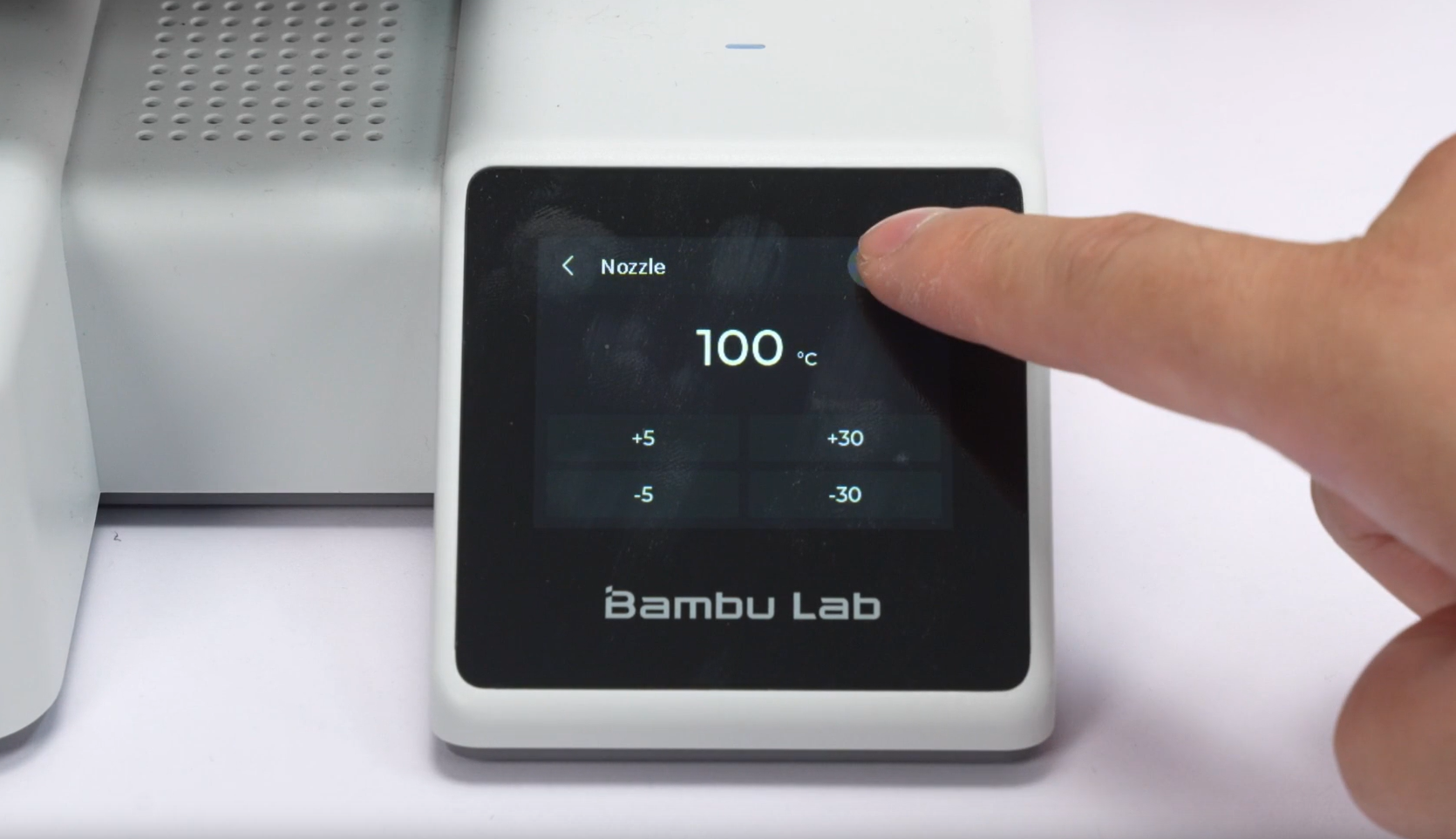
Heizen Sie das Hotend auf 100 °C auf (bei PLA z. B.) und nehmen Sie das Hotend vorsichtig heraus, während es noch heiß ist. Bitte tragen Sie dabei einen hitzebeständigen Handschuh!
 |
 |
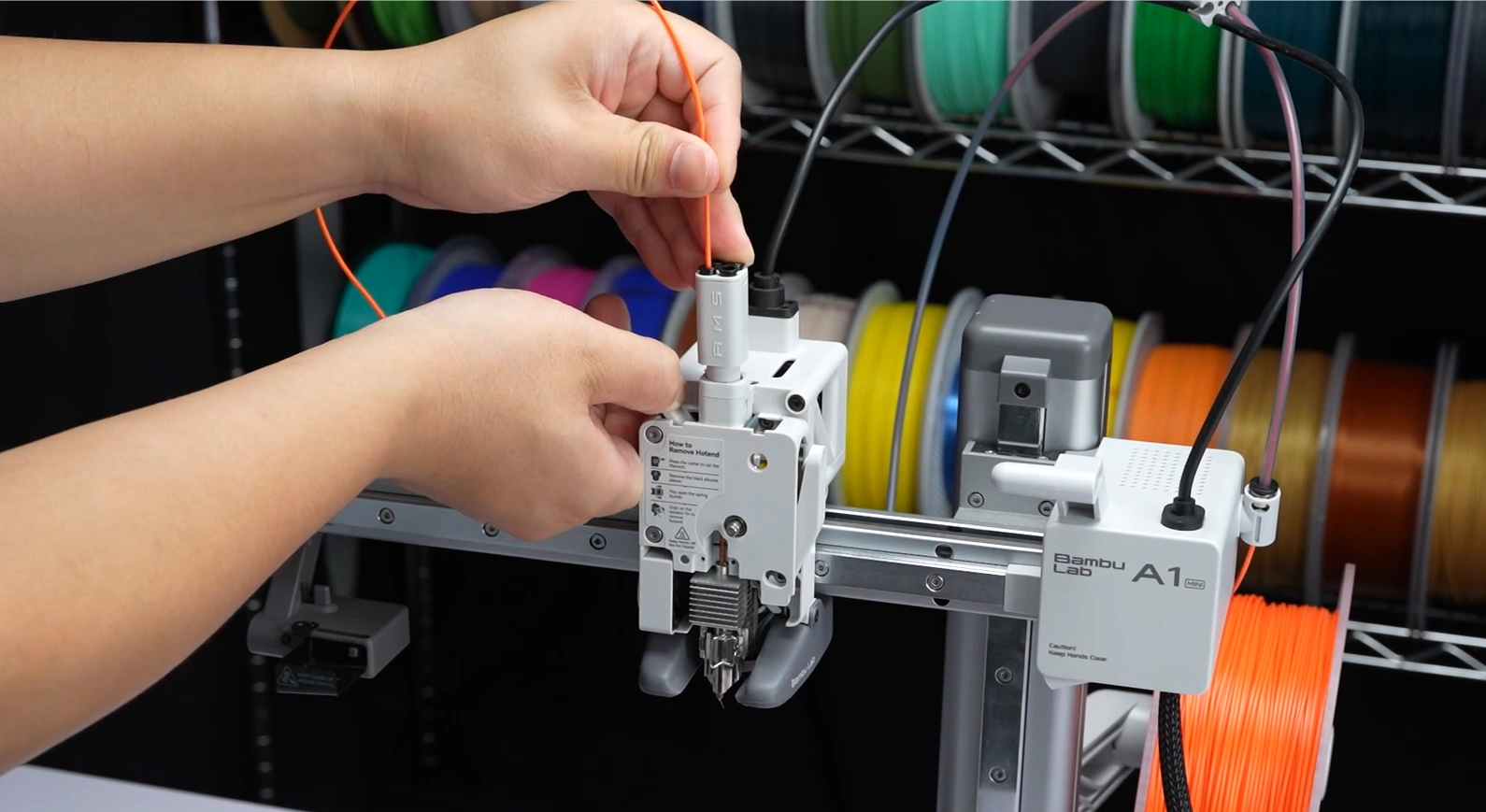
Entfernen Sie das Filament am Eingang des Hotends vorsichtig mit einer Zange.

¶ Schritt 3: Hotend wieder einsetzen und aufheizen
Setzen Sie das Hotend wieder ein.
Stellen Sie die Hotend-Temperatur auf 220 °C ein und laden Sie ein Filament derselben Sorte – möglichst in einer anderen Farbe.
Hinweis: Die Farbwahl ist optional, erleichtert jedoch die Kontrolle, ob die vorhergehenden Schritte erfolgreich waren.
 |
 |
¶ Schritt 4: Filament manuell extrudieren und Cold Pull durchführen
Wenn das aus der Düse extrudierte Filament vollständig frisch geladen ist, kann die Hotend-Temperatur auf 100 °C gesenkt werden, und der Cold Pull kann begonnen werden.
 |
 |
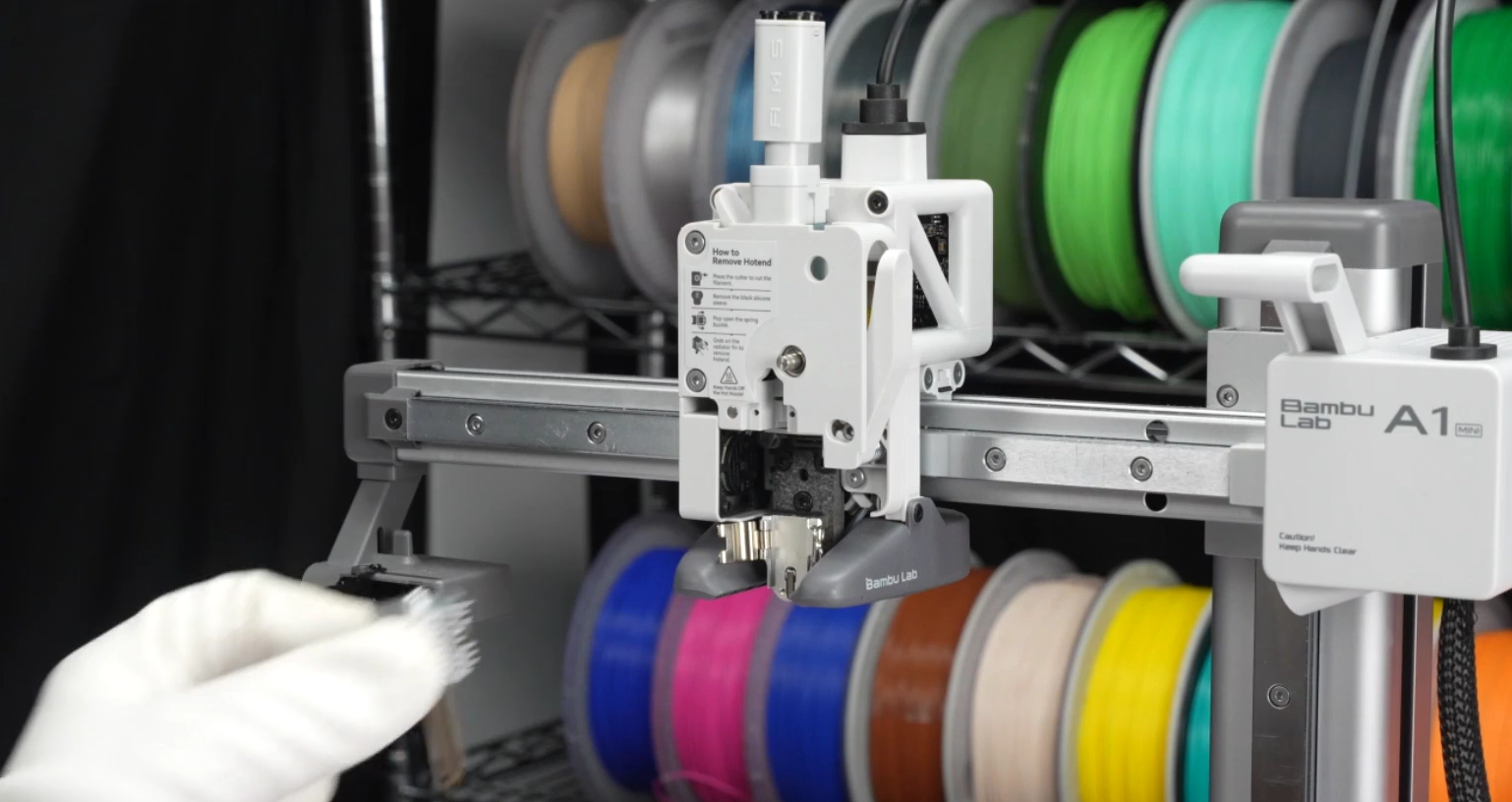
¶ Schritt 5: Entblocken mit der Düsenreinigungsnadel
Wenn das Filament nicht aus der Düse extrudiert werden kann oder das extrudierte Filament nicht vollständig frisch geladen wird, ist es notwendig, eine Düsenreinigungsnadel zu verwenden, um das Hotend zu entblocken, und das Filament manuell erneut zu extrudieren.
Dieser Vorgang kann mehrfach wiederholt werden (Zyklus aus Entblocken mit der Nadel und manuellem Extrudieren).

¶ Schritt 6: PTFE-Schlauch wieder anschließen und Extrusion testen
Schließen Sie den PTFE-Schlauch wieder an, laden Sie das Filament und testen Sie die Extrusion.
Wenn weiterhin keine Extrusion oder eine Unterextrusion auftritt, sollten die vorhergehenden Schritt wiederholt werden, um das Hotend zu entblocken.
¶ Überprüfung des Erfolgs
Die oben beschriebenen Methoden beseitigen in der Regel 99 % aller Düsenverstopfungen. In einigen Fällen muss die Düse jedoch möglicherweise ersetzt werden, da sie beschädigt sein könnte.
Wenn Ihr Drucker nach allen diesen Schritten korrekt druckt, wurde die Düse erfolgreich entblockt.
¶ Hinweis
Düsen mit 0,2 mm Durchmesser lassen sich deutlich schwieriger entblocken und erfordern möglicherweise ein mehrmaliges Durchführen der oben beschriebenen Schritte.
Düsen mit einem Durchmesser größer als 0,4 mm neigen hingegen weniger zu Verstopfungen als 0,4 mm-Düsen, da die größere Öffnung der Düse auch größere Partikel passieren lässt.
¶ Abschließende Hinweise
Wir hoffen, dass Ihnen diese ausführliche Anleitung hilfreich und informativ war.
Sollte dieses Handbuch Ihr Problem nicht lösen, bitten wir Sie, ein Support-Ticket zu erstellen. Gerne beantworten wir Ihre Fragen und unterstützen Sie bei Ihrem Anliegen.
Wenn Sie Anregungen oder Feedback zu diesem Wiki haben, hinterlassen Sie bitte eine Nachricht im Kommentarbereich. Vielen Dank für Ihre Unterstützung und Ihr Interesse!