¶ Overview
Filament tangle usually refers to the entanglement of the filament on the spool, resulting in the extruder being unable to pull the filament during the printing process and thus stopping the extrusion. Usually in this case, the filament detection sensor of the tool head is still triggered, it cannot trigger the filament-run-out reminder, which will cause the phenomenon of "air printing" during the printing.
The Bambu A1 series is equipped with a filament tangle detection module to deal with this situation. When the filament is tangled, due to excessive feeding resistance, the corresponding sensor will be triggered, and the printer will automatically pause printing and pop up a reminder of filament entanglement. Customers can re-arrange the filament on the spool and continue printing to avoid the "air printing".
|
|
¶ Principle of Detection
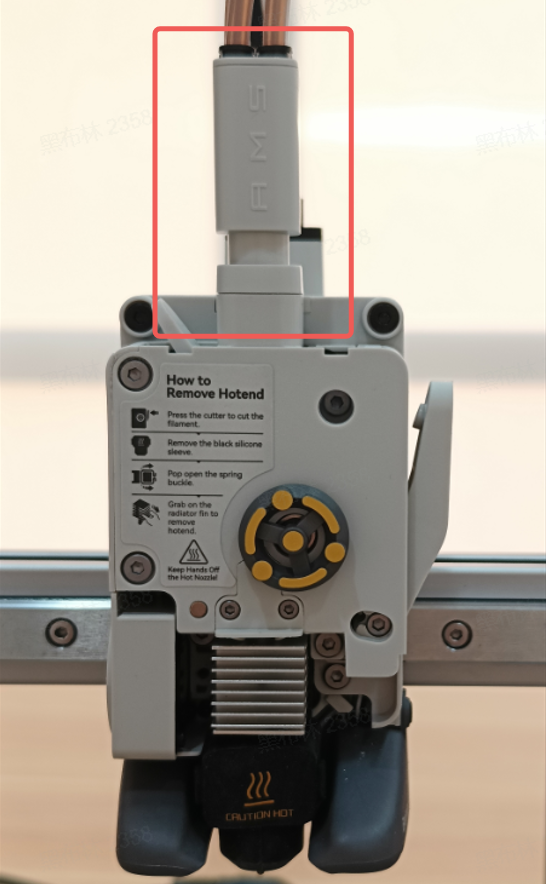
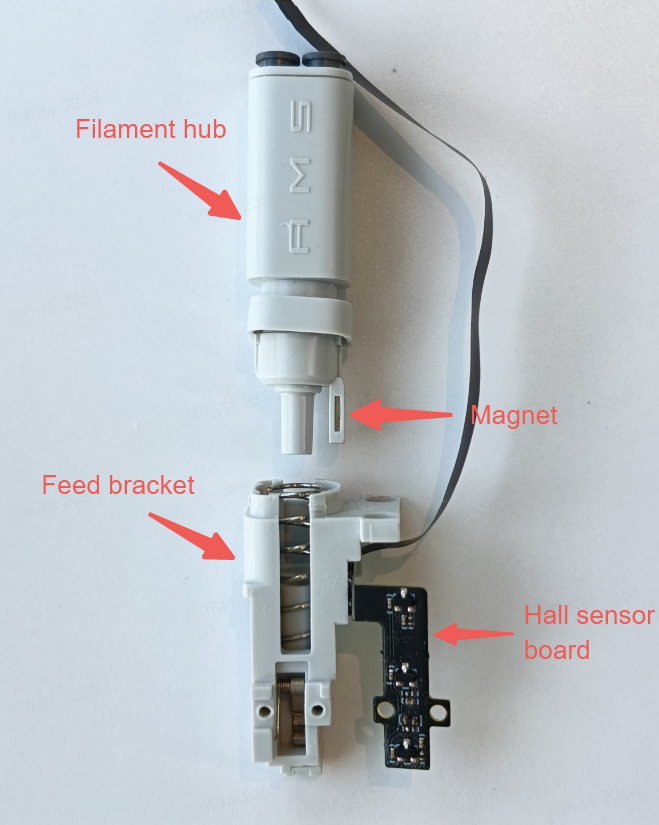
The tangle detection module is located above the tool head and consists of a filament Hub and feeding bracket. The filament Hub connects four PTFE tubes. The feeding bracket is connected to a filament sensor on the side, and there's a spring inside. The lower part of the filament hub also has a magnet. After the filament hub and the feeding bracket are assembled together, the magnet is like a slider that can move up and down, so as to form a tangle detection module. It mainly consists of a spring + slider (with magnet)+ detection sensor.
 |
 |
 |
When the feed resistance is too high, the filament inside the PTFE tube is difficult to feed, and the extruder is still extruding the filament. Therefore, the extruder will consume the filament inside the tangle detection module, the spring inside it will be compressed, and the slider magnet will also be closer to the Hall sensor. By detecting the position of the slider through sensors, the feed resistance from the toolhead outside can be calculated. In addition, the spring also provides a buffering effect, so that there is still enough buffered filament for the extruder to consume when excessive feed resistance is detected, avoiding printing defects caused by "air printing".

In addition, the operation of the tangle detection system also relies on the PTFE tube and the fixed parts on both sides to transmit force, so the tangle detection module is not effective when the PTFE tube is not fixed.
¶ Enable the function
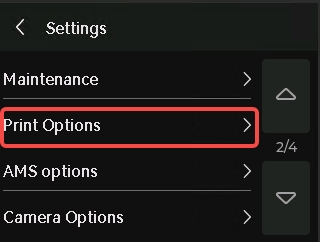
You can enable the tangle detection function in the Settings > Print Options on the display screen:
 |
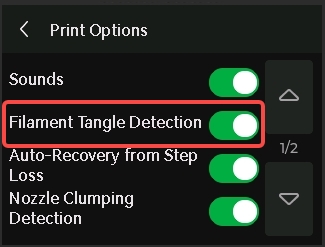 |
This function is enabled by default. If you want to manually test this function, please note:
The normal filament entanglement phenomenon is actually a slow process of the filament changing from loose to tight. If you manually pull the filament back or directly rotate the spool back, it may cause the filament to quickly tighten and cause the extruder gear and filament to slip. The buffering effect of the tangle detection module disappears, which can easily lead to "air printing" and print defects.
Take A1 as an example, the same applies to A1mini. If filament tangle detection is triggered during printing, there are two types of situations:
- Printing without AMS lite: The printer will unload the filament and pause printing. As shown in the below GIF:
- Printing with AMS lite: The printer will extrude a small piece of filament at the purge wiper to check if the tangle detection module can spring back. If it springs back, the printer will continue to print. If not, it means the feeding resistance outside the tool head is too large(e.g. filament is tangled), and the printer will unload the filament and pause printing.
¶ Restrictions on the use of filament tangle detection
The tangle detection function does not support flexible materials, including TPU, TPE, wet water-soluble filaments, and PVA filaments.
¶ Print with an external spool
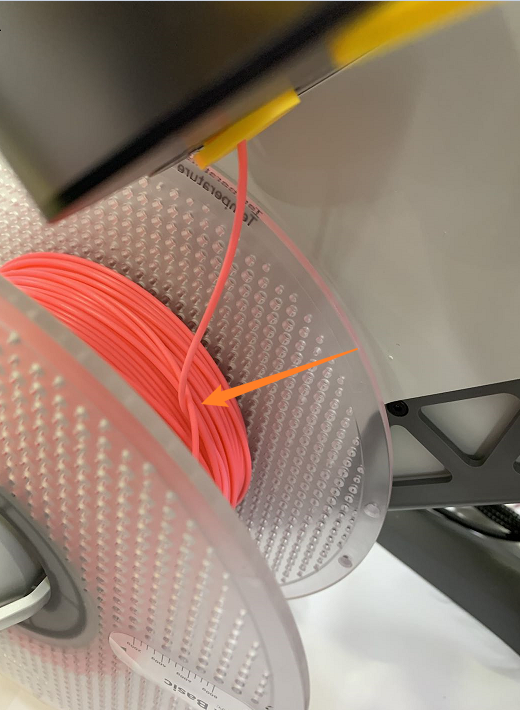
Before printing, place the spool correctly on the printer's external holder, send the filament through the PTFE tube to the extruder, and make sure that both sides of the PTFE tube are fixed (the recommended external tray placement is shown below).

The root cause of triggering the tangle detection alarm is that the feeding resistance on one side of the tube is too large, and the extruder consumes the filament inside the detection module, resulting in spring compression. After the tangle alarm is triggered, check whether the following conditions occur:
1. The filament on the spool is wound and tangled;
2. The spool is placed directly on the table or in the drying oven;
3. The PTFE tube length used is too long or the tube is badly bent.
¶ Print with AMS lite
Note: If the filament tangle hall sensor fails, it may sometimes cause a false alarm. When the printer fails to load the filament and displays a filament tangle error, but there is no filament tangle, you can turn off the filament tangle detection function before trying to load the filament.
Avoid materials that are too hard (i.e., too high modulus) or too brittle (i.e., not enough toughness), including third-party fiber reinforcement materials such as PA-CF/GF, PET-CF/GF, and PLA-CF/GF.
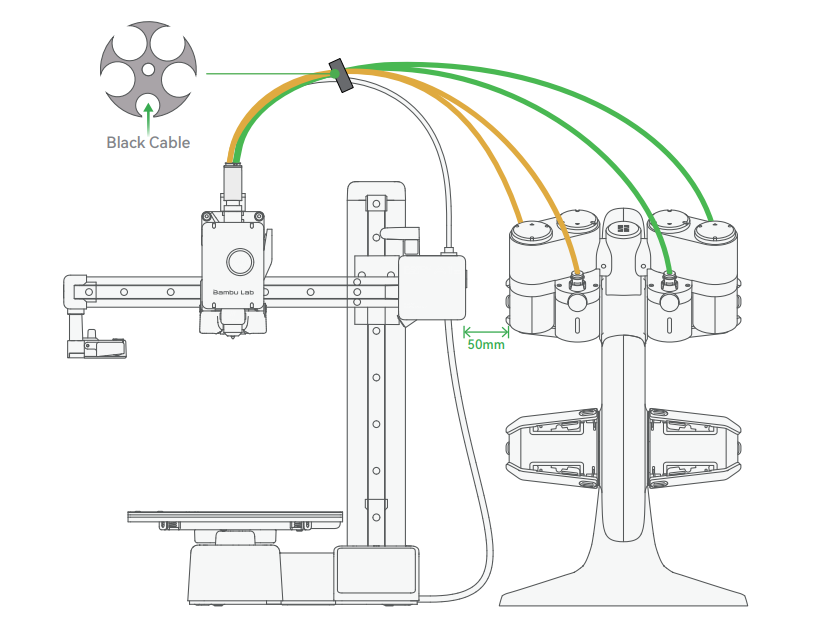
Before printing, place the AMS lite next to the printer in the recommended position, as shown below:
|

|
After printing with AMS lite and triggering the tangle detection, please check if the following situations cause the feeding resistance on one side of the tube to be too high:
1. The filament on the spool is wound and tangled;
2. The filament is stuck on the edge of the spool;
3. The AMS lite is placed too far, and the PTFE tube is installed incorrectly, resulting in too much bending and too much feeding resistance;
4. The spool is not properly installed on the AMS lite, for example, the spool is placed in the drying oven and the filament is pulled into the AMS lite;
5. The extrusion wheel of the AMS lite feeder has residual debris and needs to be cleaned.
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
To ensure a safe and effective execution, if you have any concerns or questions about the process described in this article, we recommend submitting a technical ticket regarding your issue.
Please include a picture or video illustrating the problem, as well as any additional information related to your inquiry.