¶ Under extrusion
This is usually caused by insufficient extrusion, and there are two phenomena: overall under-extrusion and local under-extrusion.
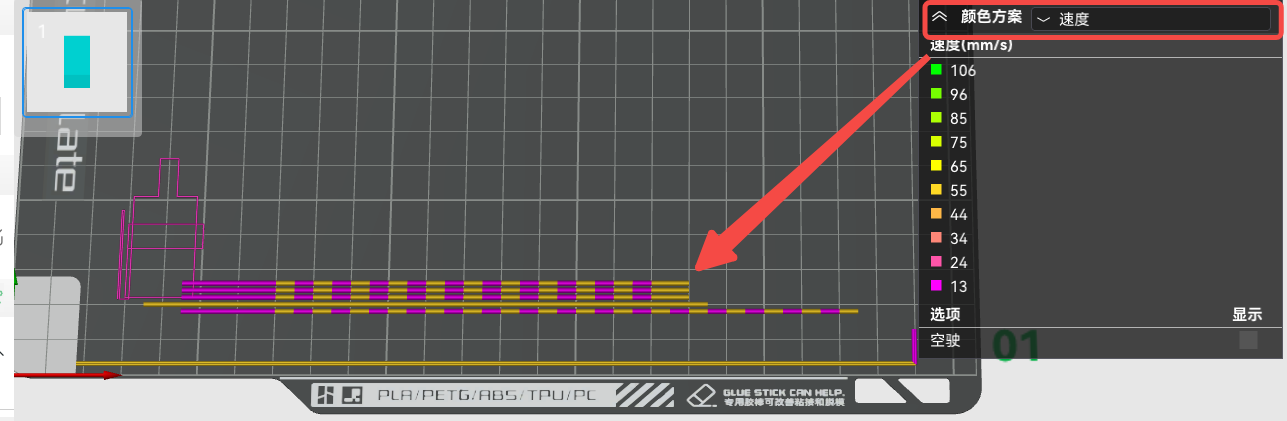
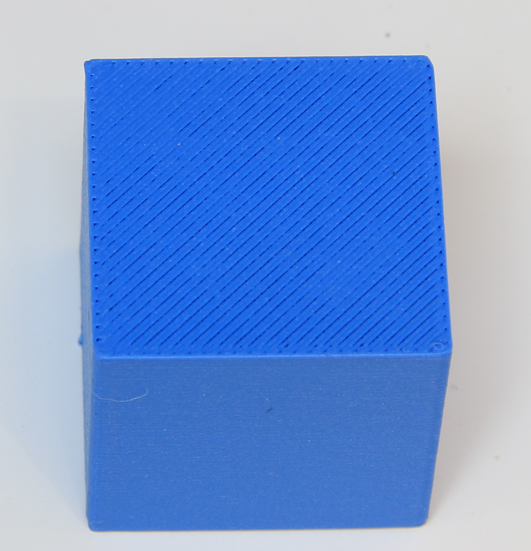
Overall under extrusion, usually, the lines will be sparse, as shown in the following figure:
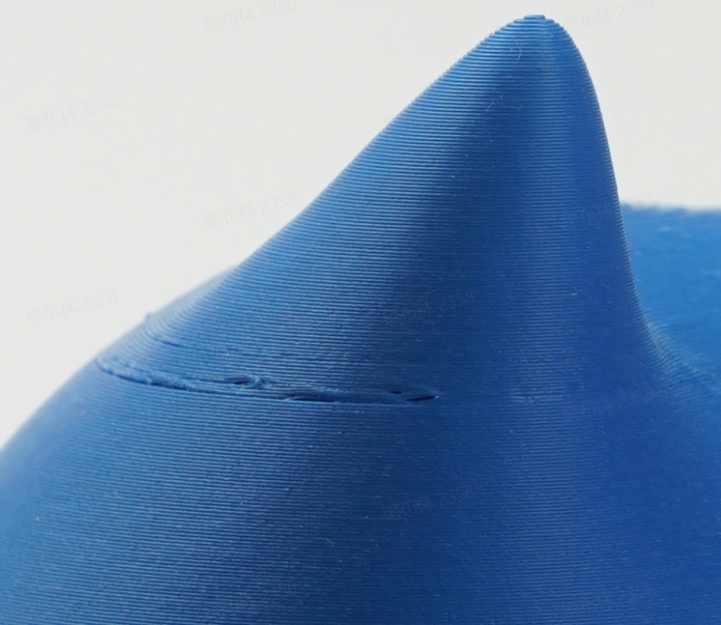
Part of the model lacks material, as shown below:
 |
 |
The following are potential reasons for the issue and corresponding solutions:
1. Excessive extrusion resistance
- Stuck spool or tangled filament - check and rearrange before printing
- PTFE tubes have foreign objects, partially bent or worn - clean foreign objects, or replace the tube。
- Extruder gears stuck or damaged - clean or replace gears.
- Blockage of the internal passage of the nozzle, difficult extrusion (easy to happen after a long time of printing the filament containing fiber) - clean the nozzle or replace the nozzle with a new one.
2. The extrusion volume is too small
The melting and extrusion speed of the filament cannot keep up with the printing speed - increase the nozzle temperature or decrease the printing speed appropriately. If you want to turn on "Ludicrous Mode" (higher speed printing), it is better to increase the nozzle temperature ( about 10 °C) to increase the melting speed of the filaments. If you want to use third-party filaments (which may not support high-speed printing), please select the Generic parameter for slicing and printing with a relatively low printing speed.
- Blockage of the internal passage of the nozzle, difficult extrusion (easy to happen after a long time of printing the filament containing fiber) - clean the nozzle or replace the nozzle with a new one.
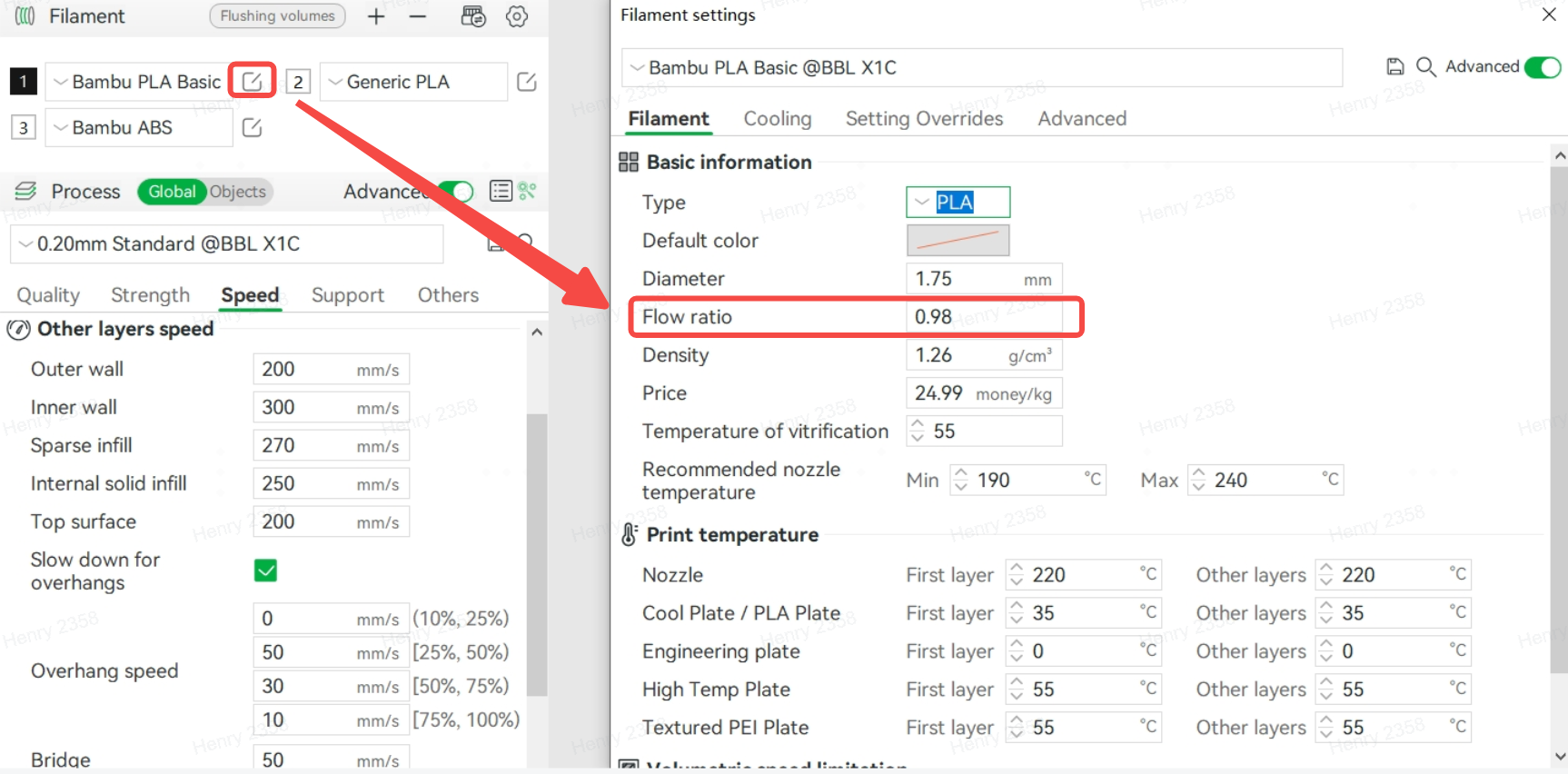
- If the entire surface of the model is obviously lacking material, it is also possible that the flow rate is not enough, you can increase the flow rate a little in the slicer. If you are using the official Bambu filament, it is recommended to use the default flow ratio and not modify it at will.
3. Inappropriate PA value
When the model is short of material at the corner (figure below), then it is likely that the pressure advance value is set incorrectly and the flow needs to be recalibrated.
.png)
The function of flow calibration is to ensure that the filament extruded by the extruder can remain uniform when the tool head is moving during printing, avoiding excessive or insufficient material at the accelerating or decelerating nodes. If the pressure advance value is wrong, it may lead to the instantaneous extrusion of too much or too little filament. The flow calibration method of P1P and X1 series printers is shown in the following figure:
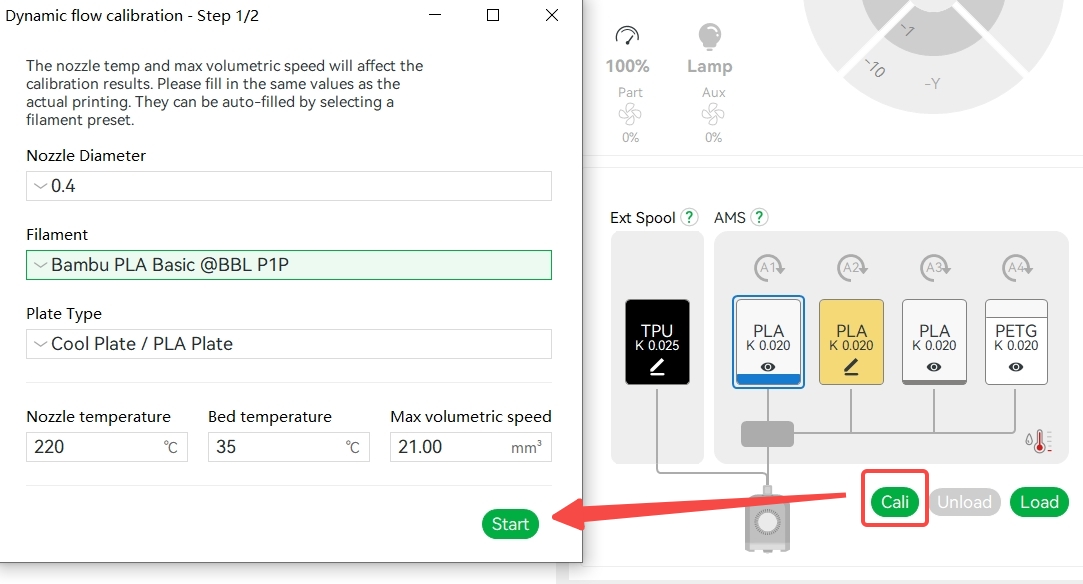
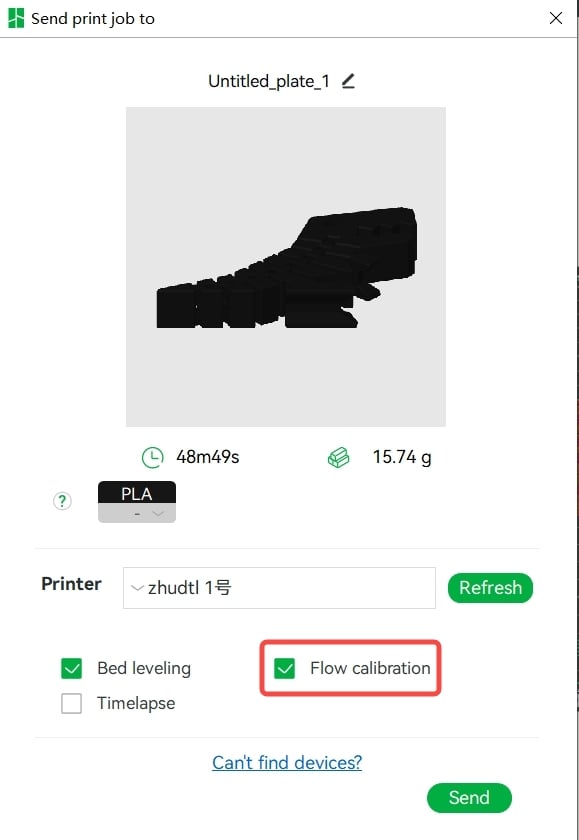
The essence of flow calibration is to find a suitable extrusion compensation value to ensure the uniform extrusion line during the acceleration and deceleration movement of the tool head.