¶ Purpose
This Wiki provides guidelines on how to minimize the risk of liquid leakage when printing models such as vases designed to hold liquids.
¶ Notes and Printing Parameter Tips:
Pre-dry the filament before printing:
This helps to remove moisture, and thus avoid holes in the extruded lines and ensure high print qualities.
Increase the flow ratio:
Filaments may exhibit volume differences after the "Melting - Solidification" process. Increasing the extrusion flow ratio can ensure fuller extruded lines and reduce or avoid holes.
Increasing the line width and decreasing layer height appropriately:
Increasing the line width can minimize gaps between printed lines, while decreasing the layer height allows beter adhesion between layers.
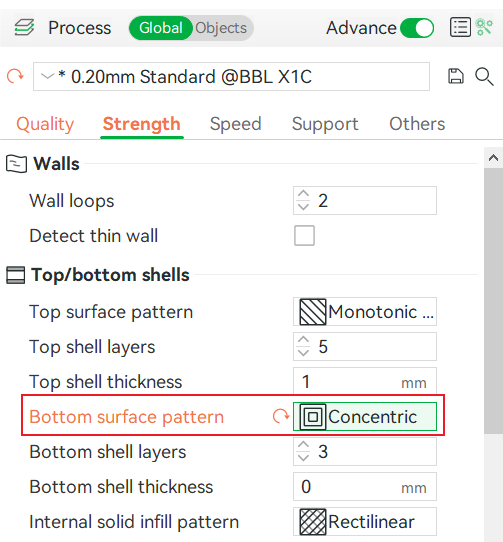
Adjust the bottom surface pattern to "Concentric":
Using a "Concentric" pattern can better fill the gaps that may occur when filling small areas.
Increase the wall loops and/or the infill density:
Increasing the wall loops and/or infill density results in thicker walls and fewer gaps, making it more difficult for liquid to permeate or leak.
At the end of this wiki, some 3mf files with the above tips are provided.
Please note: These printing parameter tips can only reduce the risk of liquid leakage but cannot guarantee that all models will be leak-proof. The actual resistance to liquids and the risk of leakage depend on the properties of the filaments used, as well as the size, structure, and design of the prints. Therefore, it is not recommended to use regular printed models to contain corrosive or toxic liquids such as acids, alkalis, salt solutions, organic solvents, or any potentially hazardous liquids.
¶ Slicing Parameter Settings (Example Image for 0.4 mm Nozzle and PLA Basic Filament)
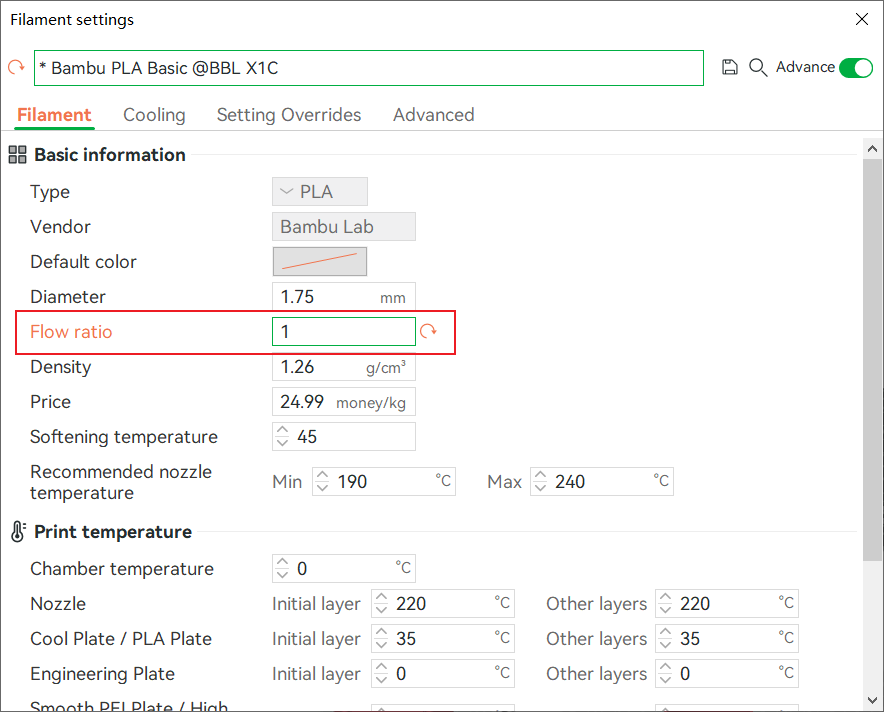
¶ Increase the flow ratio:
Recommend increasing the flow ratio by 0.02 to 0.05. For example, raising it from 0.98 to a range of 1.00 to 1.03 for PLA Basic filament. Please be cautious not to use excessively high flow ratio, as it may result in rough surface, stringing, or oozing.
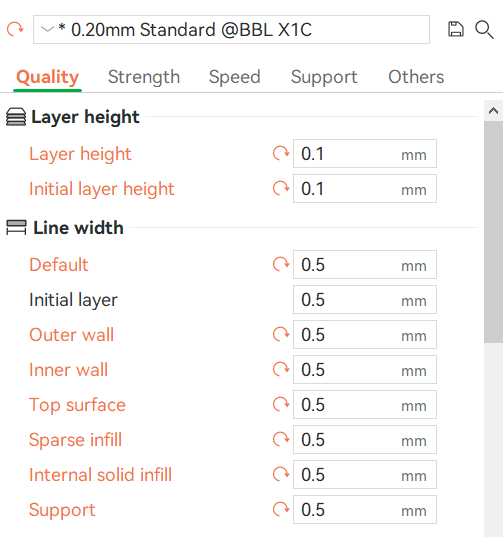
¶ Increasing the line width and decreasing layer height appropriately
Please refer to the following image for the suggested settings:
¶ Adjust the bottom surface pattern to "Concentric":
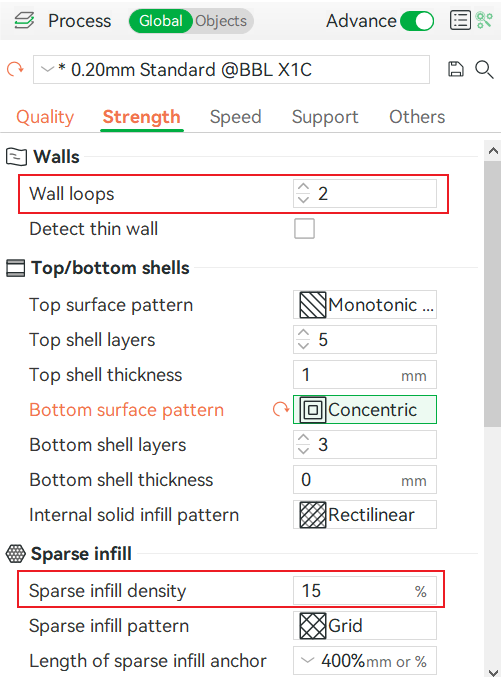
¶ Increase the wall loops and/or infill density:
You can appropriately increase the wall loops and/or infill density based on the specific characteristics of the model and your usage requirements.
The recommended settings are: the wall loops between 2 and 4, and the infill density between 0% and 40%. Increasing the wall loops and the infill density will enhance the prints resistance to liquid leakage. However, it will also result in longer printing times and higher filament consumption. So, please adjust these settings according to your specific needs.
¶ Printing Model Showcase
The results after 48 hours of water containment for the prints are shown in the following images:
 |
 |
The tissue placed underneath the water-filled vase remains dry, indicating that the vase has a strong resistance to water leakage.
Note: The water has been dyed with black ink for easier check.
¶ Default profile
Here, we also provide some 3mf files with recommended parameters that you can download based on the filament you are using:
bambu_pla_basic_-_vase_-_0.4_mm_nozzle.3mf
bambu_pla_silk_-_vase_-_0.4_mm_nozzle.3mf
generic_pla_-_vase_-_0.4_mm_nozzle.3mf
bambu_petg_basic_-_vase_-_0.4_mm_nozzle.3mf
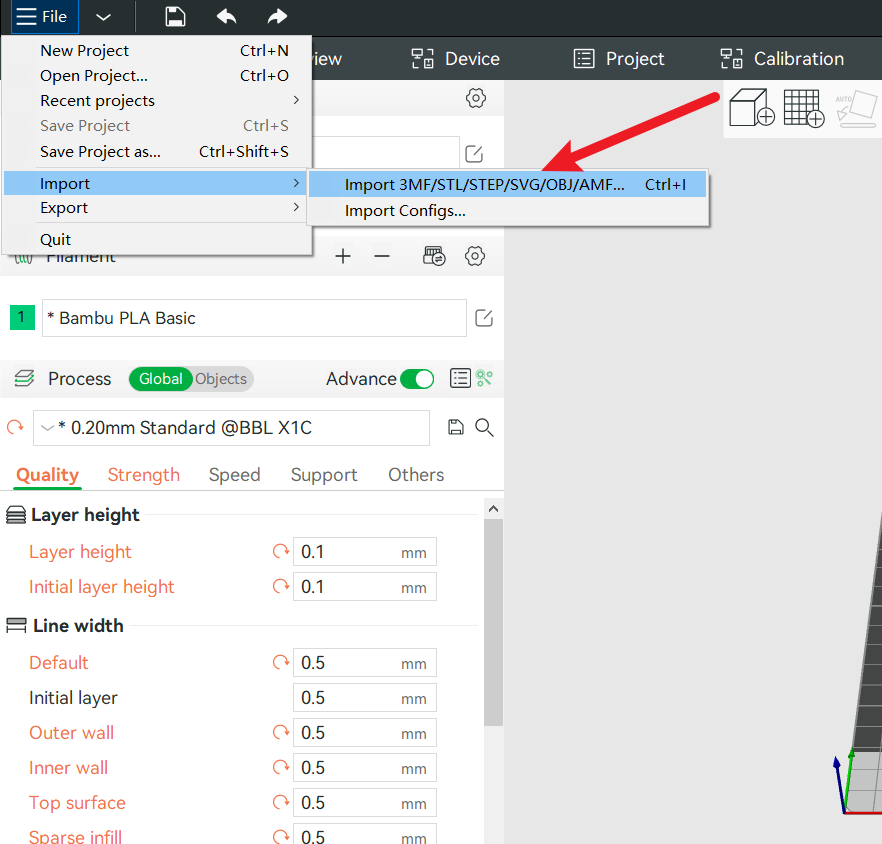
¶ How to import a default profile?
You can download and open the 3MF files and then “Import" the models you want to print to abtain the recommended parameters.
Note: These parameters may not be suitable for all models. Please adjust some parameters according to your specific circumstances. When printing with a different printer model, you can "Transfer" the corresponding process parameters and filament parameters from the X1C as needed.