¶ The Impact of the First Layer on Print Quality
In the 3D printing process, the quality of the first layer has a significant impact on the print success rate. While slight unevenness in the first layer usually does not have an obvious effect on the final model, severe first-layer quality issues can directly affect the overall quality of the printed part and even lead to print failure. For high-precision equipment like the H2S, first-layer problems are mainly divided into the following two types, which pose different levels of printing risks.
-
Nozzle Too Close to the Heatbed (First Layer Too Low):
- The nozzle continuously scrapes the heatbed, which may damage the nozzle and build plate;
- Excessive adhesion between the printed part and the heatbed makes it difficult to remove or even tear the model;
- Insufficient extrusion in the first layer printing causes "clogging" (material accumulates at the nozzle tip and blocks extrusion).
-
Nozzle Too Far from the Heatbed (First Layer Too High)
- The lines on the bottom layer of the model are sparse, affecting the appearance and structural strength;
- The first layer does not fit tightly to the heatbed, resulting in insufficient adhesion at the bottom of the model. During printing, the model may also collapse or shift, causing spaghetti (messy filament accumulation) or blobs, leading to print failure;
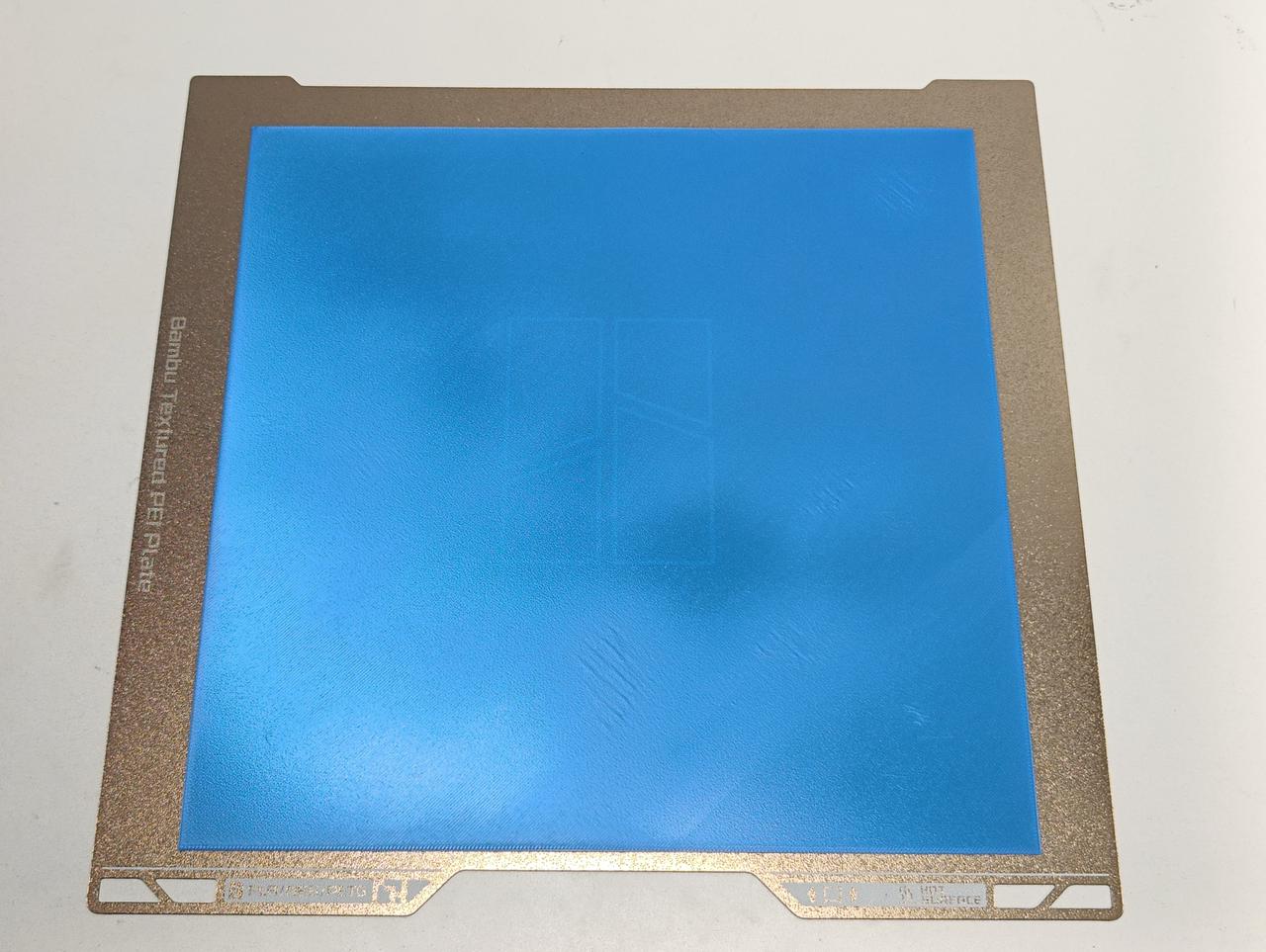
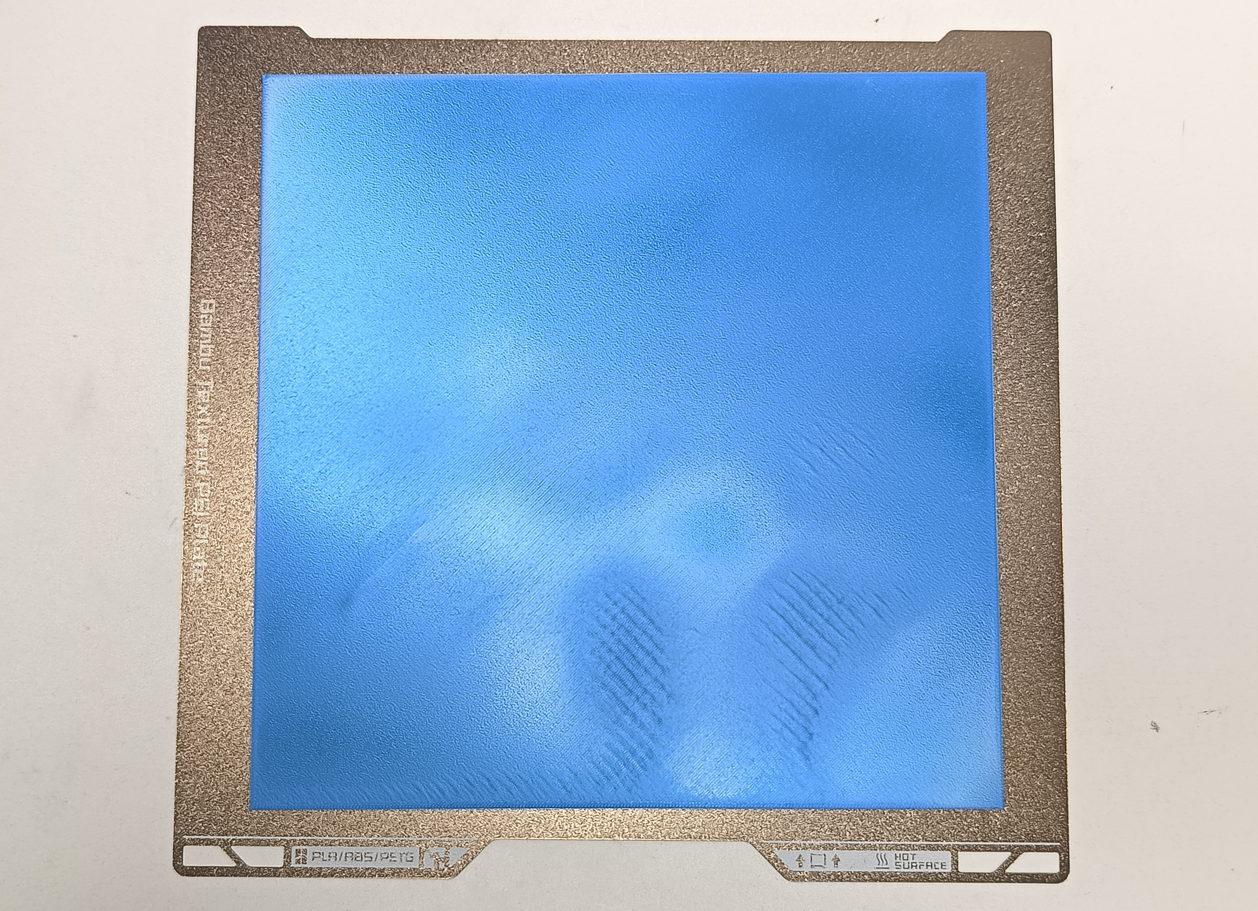
¶ Qualified First-Layer Examples
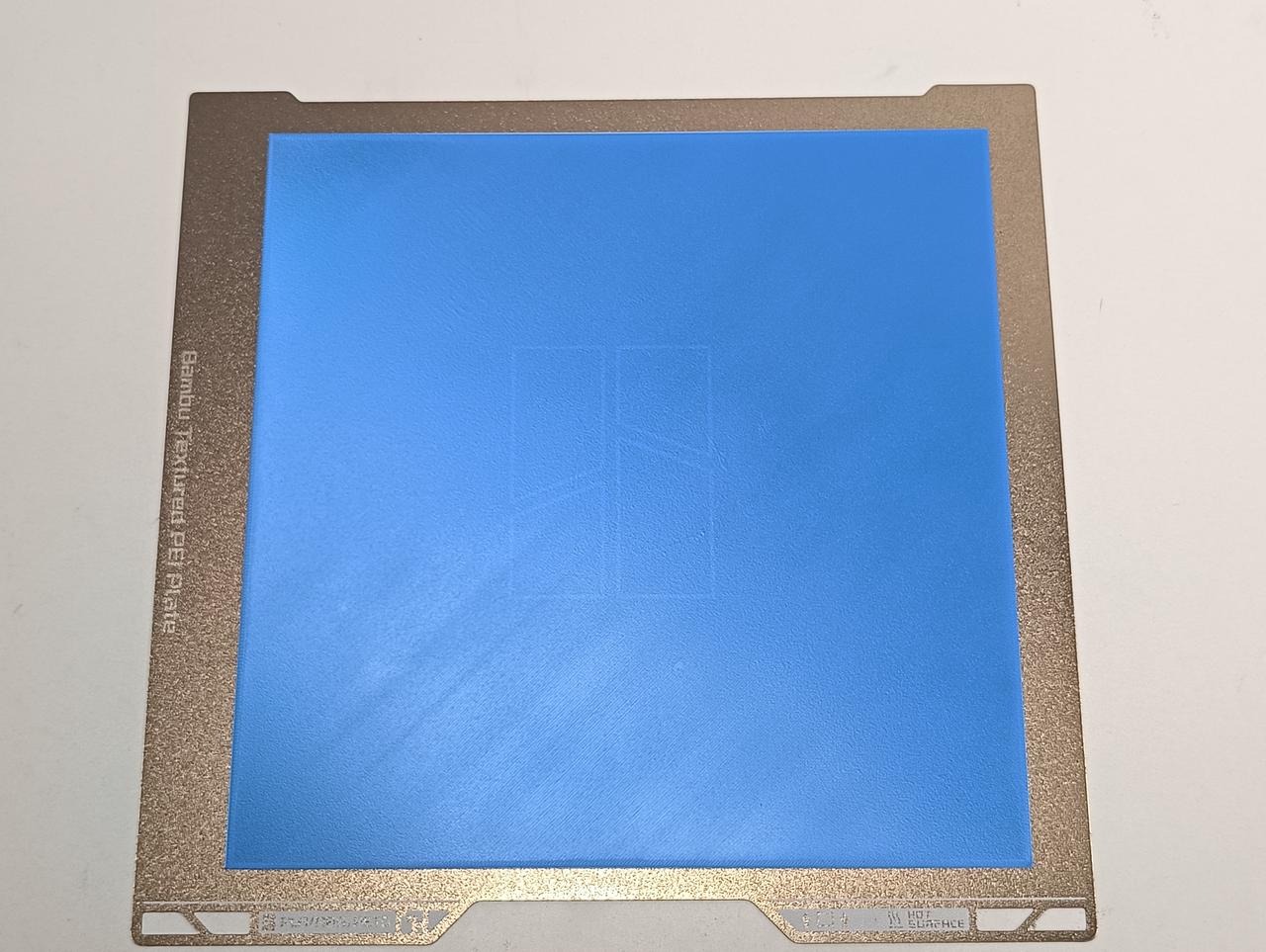
Note: Minor defects such as slight line width fluctuations or wrinkles (e.g., only 5% of the first layer has defects, while the remaining 95% is flat) usually do not affect the success rate of the printed part. As long as the overall adhesion and interlayer bonding are not affected, there will be no significant impact on the final print quality (refer to the figure below).
¶ How to Print a High-Quality First Layer
¶ Calibration & Leveling
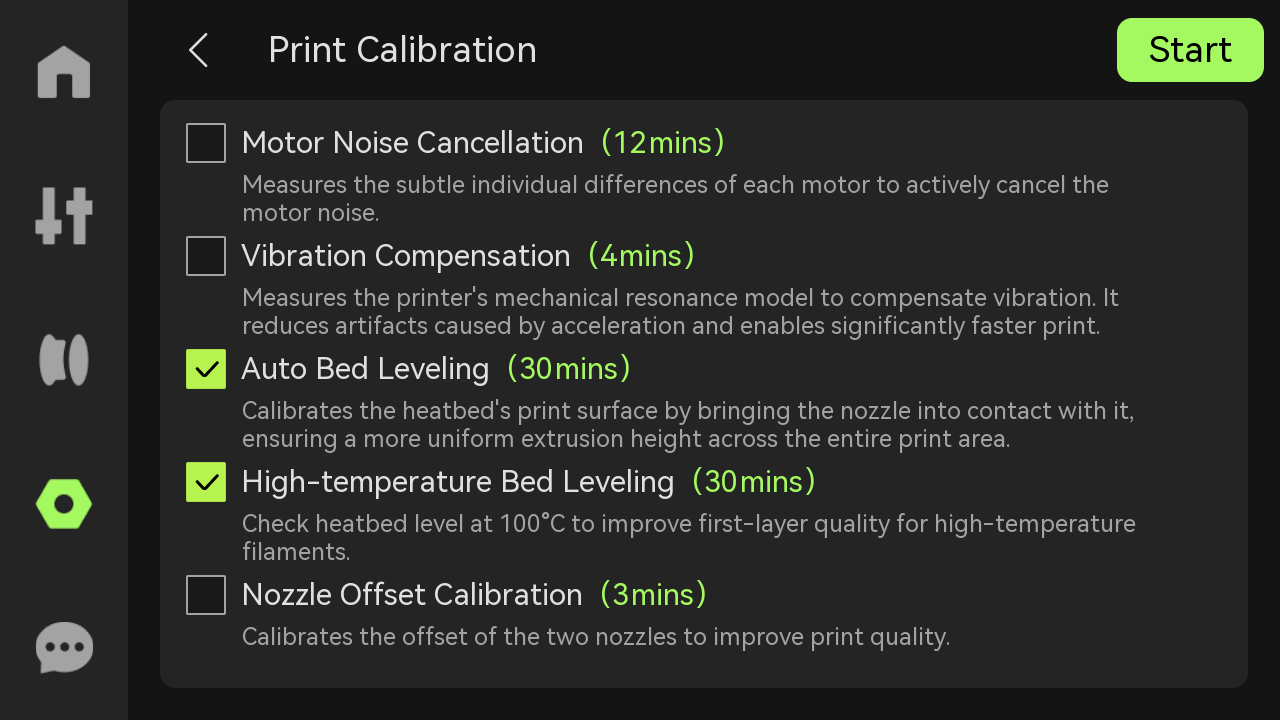
- Regardless of the first-layer printing quality issue your printer encounters, we first recommend that you run Auto Bed Leveling and High-Temperature Bed Leveling in Settings — Calibration — Print Calibration. If the machine has been moved, stored for a long time, or the heatbed has been disassembled, replaced, you must also run the leveling in calibration again.
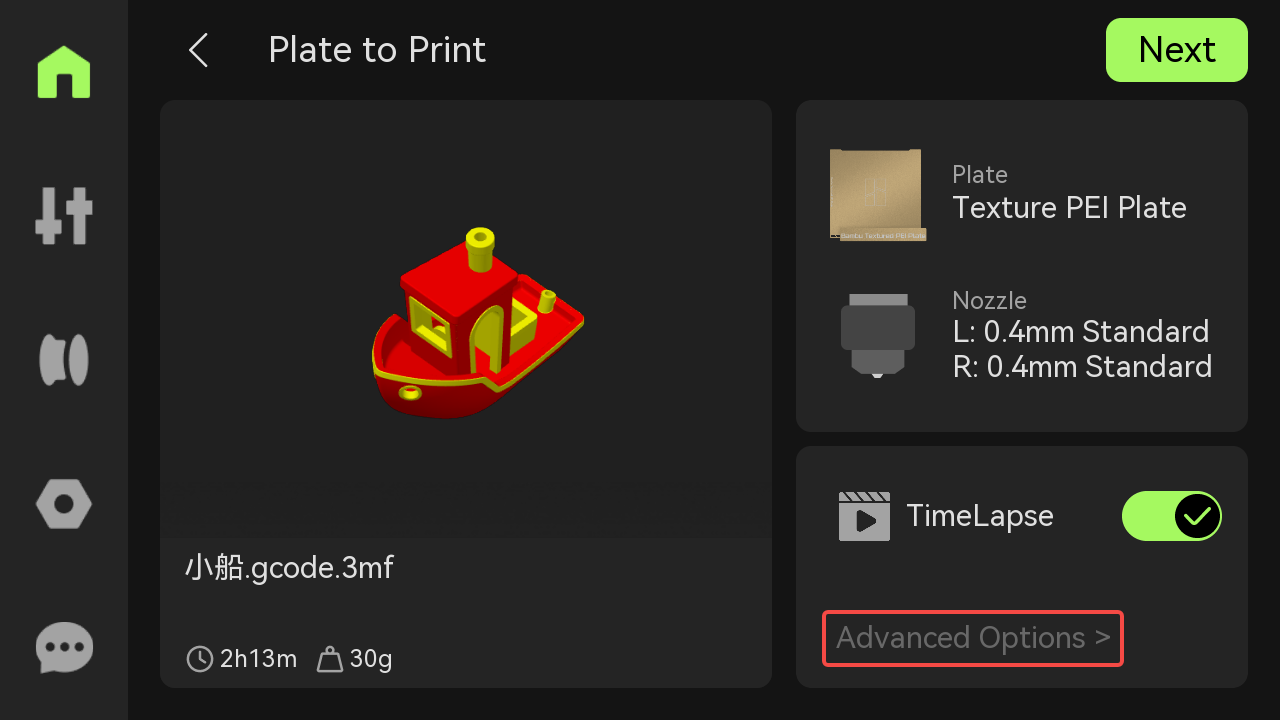
- Before printing, select "On" in "Auto Bed Leveling" in the print job sending window. A relatively fast leveling will be performed before the start of each print job.
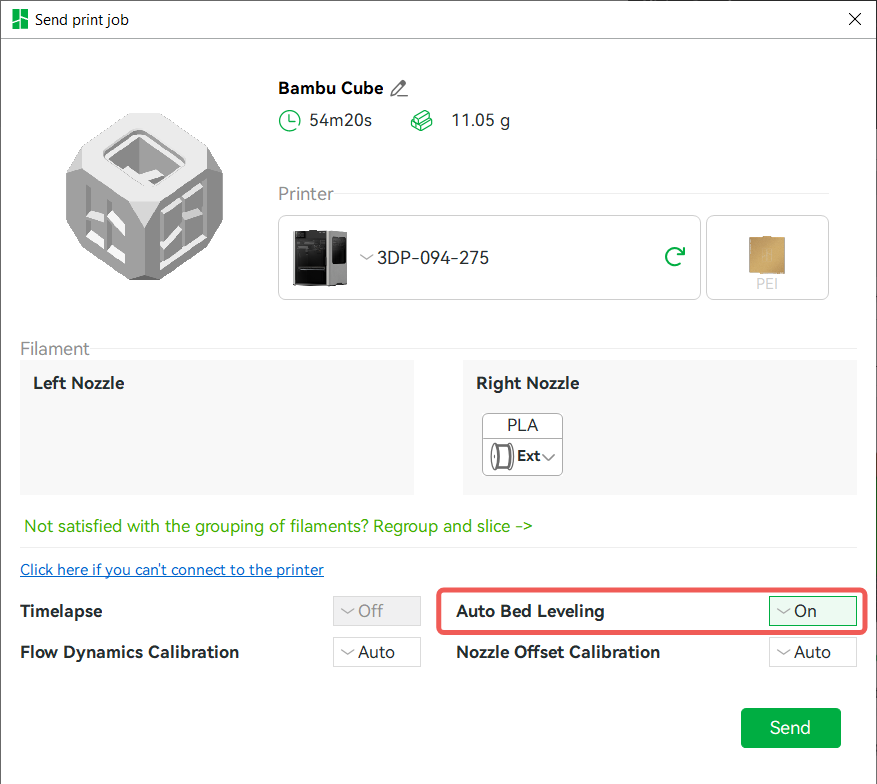
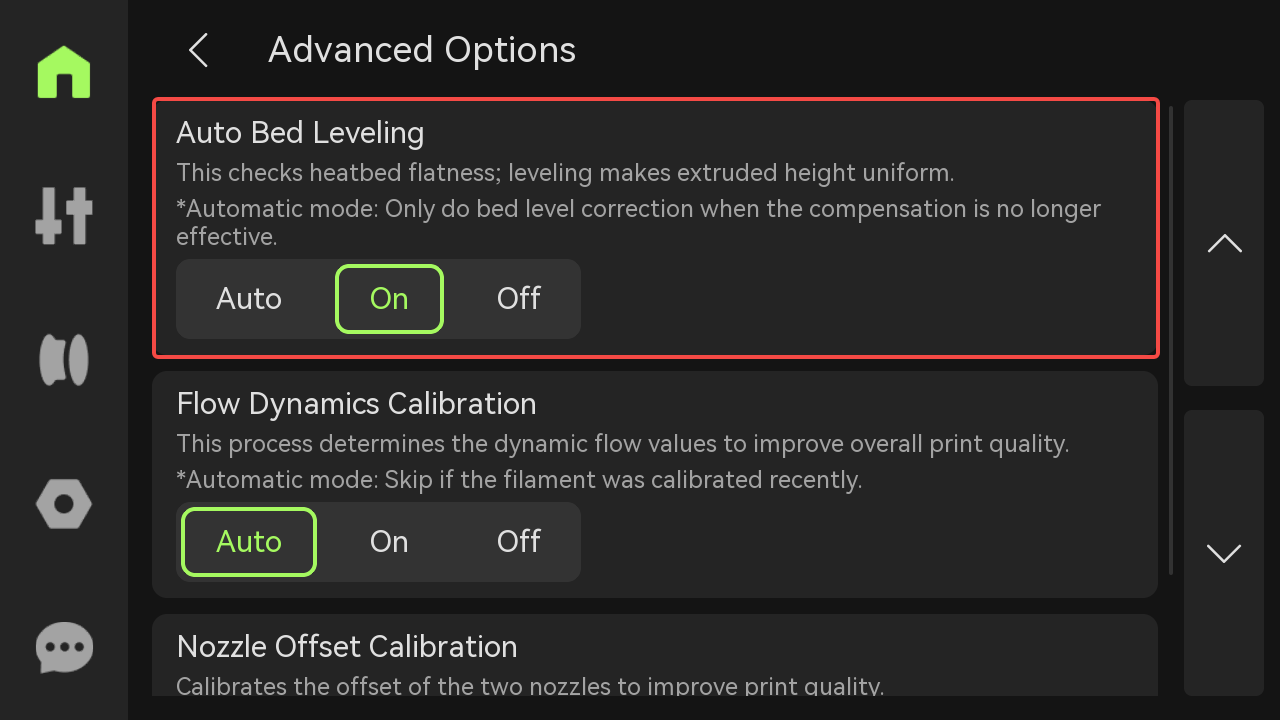
You can also enable Auto Bed Leveling on the printer screen: Advanced Options > Auto Bed Leveling.
The pre-print leveling data and calibration leveling data (including Auto Bed Leveling and High-Temperature Bed Leveling) are both stored in the printer. During printing, the system will automatically comprehensively apply these two sets of leveling data. For an introduction to several types of heatbed leveling of the printer, you can refer to the detailed information: H2S Printer FAQ
¶ First-Layer Printing Issue Classification and Handling Guide
¶ Large-Area/Full-Plate First Layer Too Low
- Solutions:
a. Tighten the Front and Rear Screws of the Ceramic Base: - First, loosen the ceramic base fixing screws (3 screws). Refer to the figure below for the specific location.
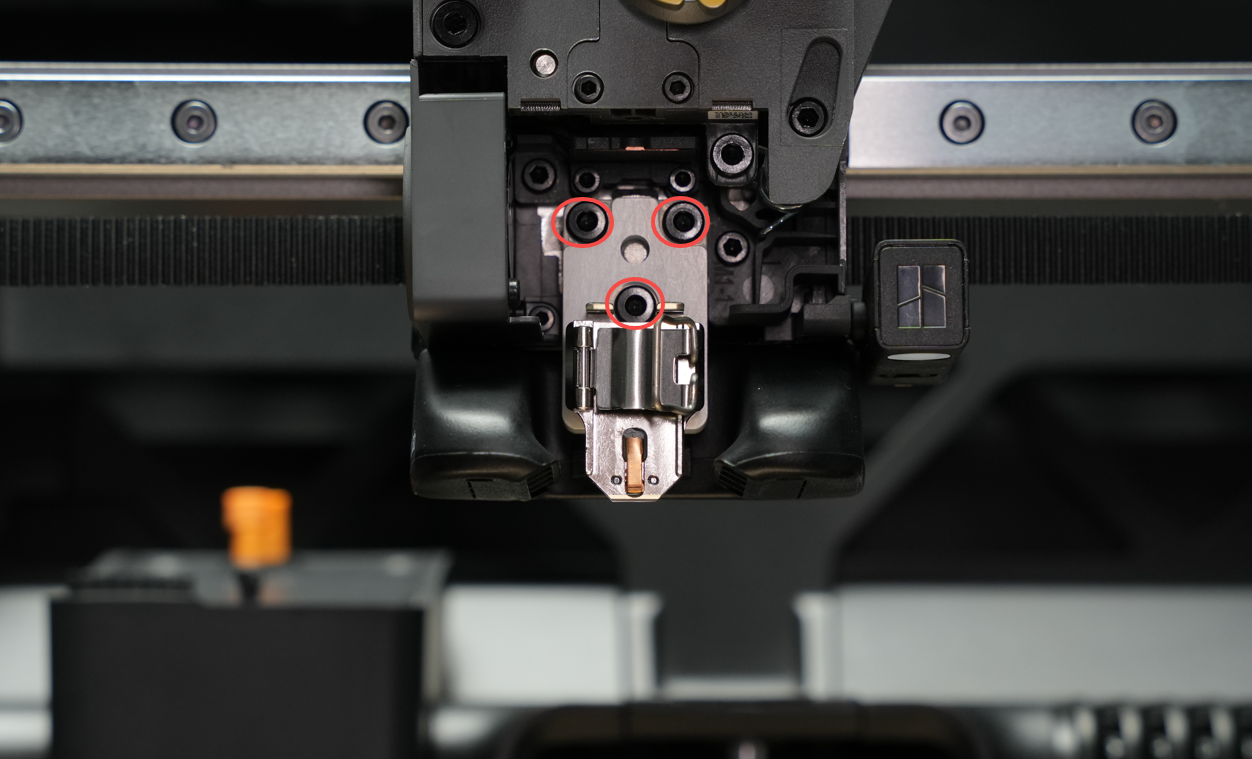
- Then moderately tighten the 4 screws on the back of the heating assembly, with a rotation range of approximately 1/8 turn.
Note: If the screws are already relatively tight, do not force them to tighten further to avoid damaging the ceramic base.
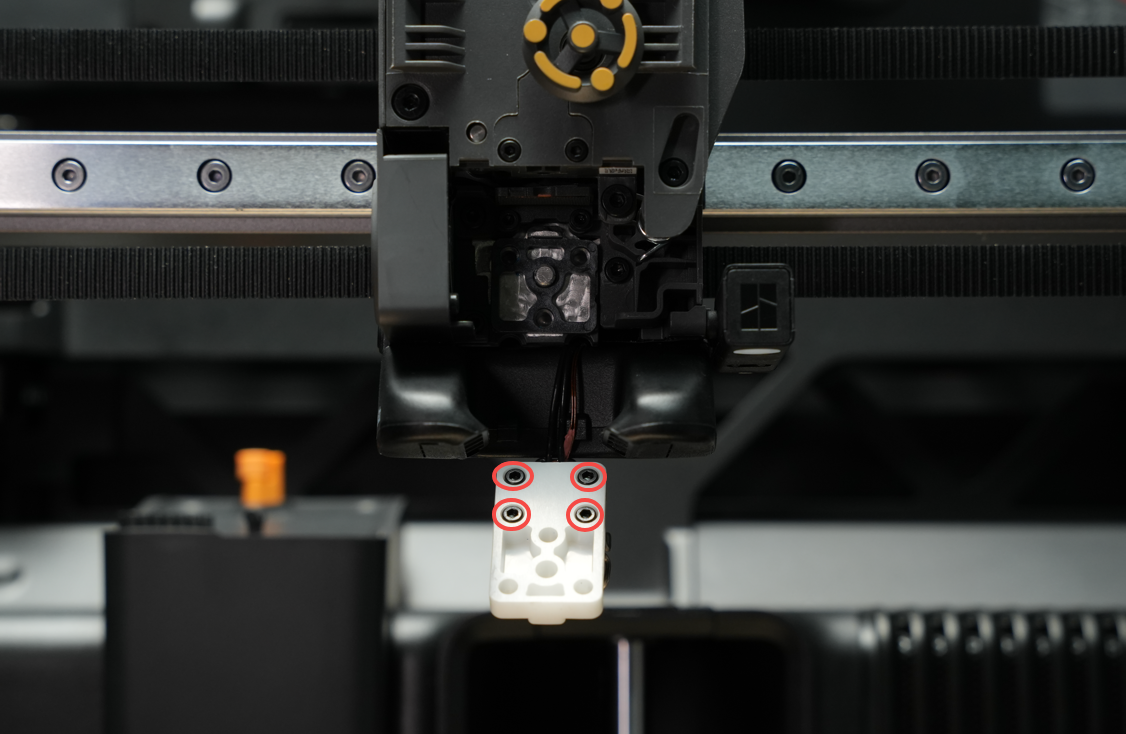
- Reinstall the ceramic base and tighten the fixing screws.
b. Check Nozzle Installation:
- When installing, press the nozzle downward and then fasten the clip. The clip should be fastened in the correct way to ensure no looseness;
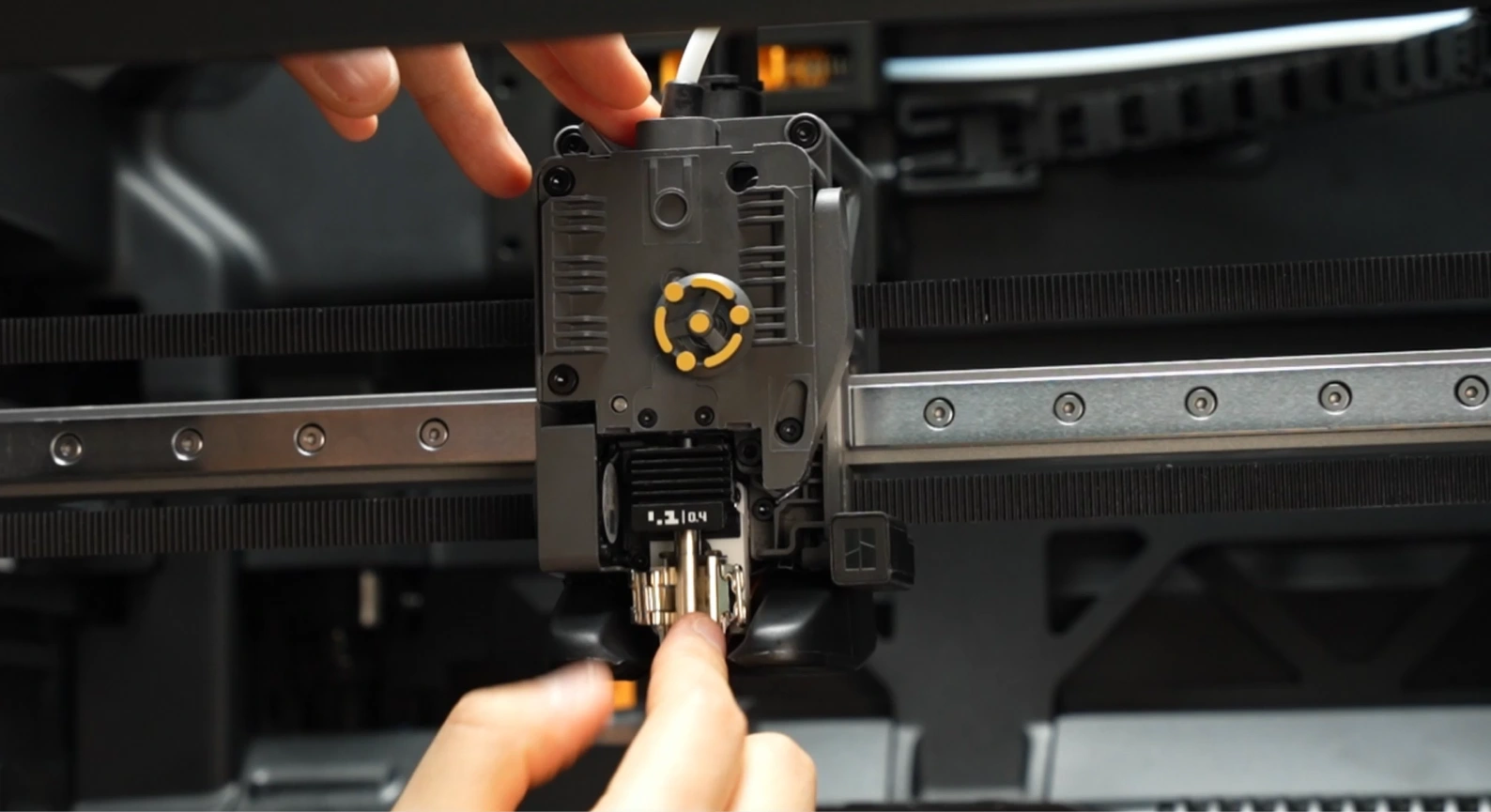
- After completion, manually shake the nozzle to check if it is firm. If there is obvious shaking, it indicates that the hotend is not fully fastened.
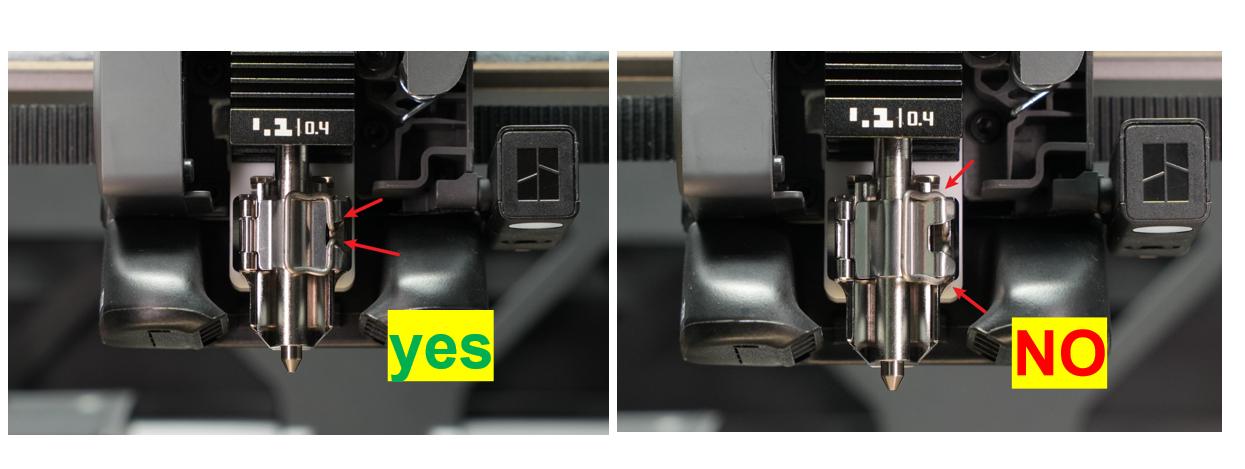
Situation of looseness and shaking:

Situation of being fastened without shaking:

¶ Partial First Layer Too Low
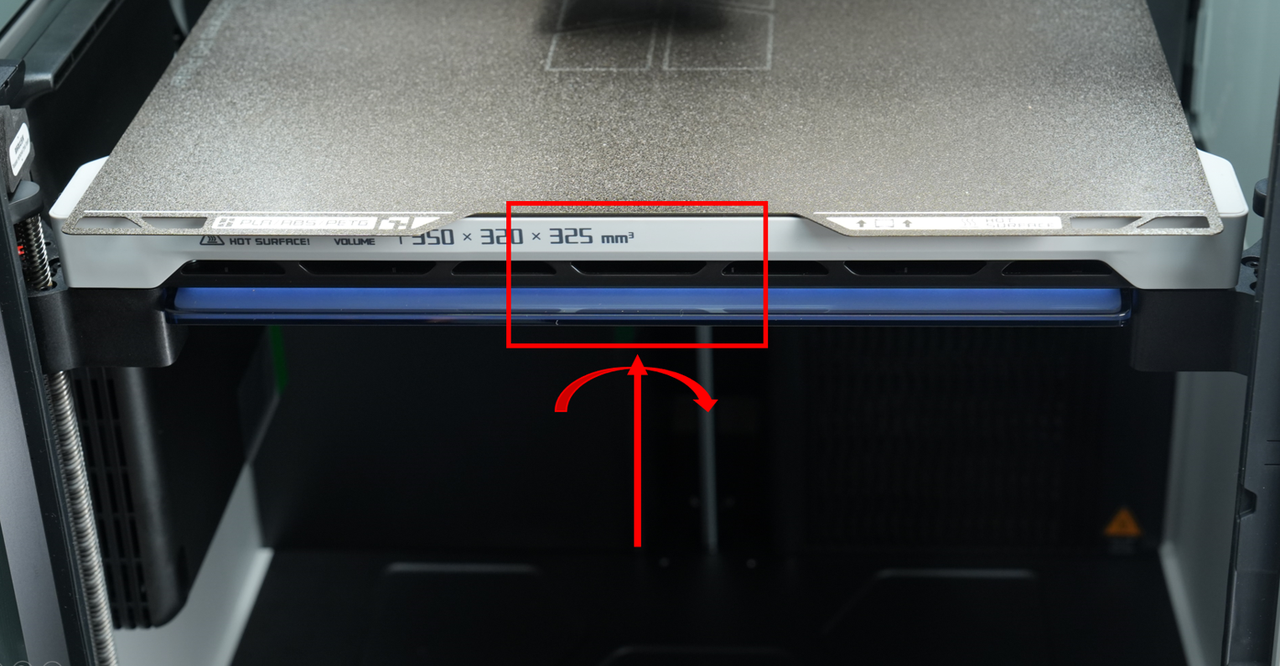
Partial low first layer usually occurs in the area near the front door of the printer, as shown in the figure below.
-
Solutions:
- Use a screwdriver or wrench to loosen the black side lock screw at the bottom front of the heatbed (about 1 turn). This screw is mainly used to enhance the rigidity of the heatbed during transportation, but over-tightening may cause local low areas.

-
Re-run the printer calibration procedure and check the first-layer printing effect.
-
If the problem is still not resolved
- Use H2 and H1.5 screwdrivers or wrenches to remove the 3 side lock screws on the heatbed (refer to the figure below for their positions).
- Note: These 3 screws are only used to enhance impact resistance during transportation. Removing the screws during normal use will not affect print quality.

- After removing the screws, run the calibration procedure again and reprint for testing.
¶ Large-Area First Layer Too High/Sparse
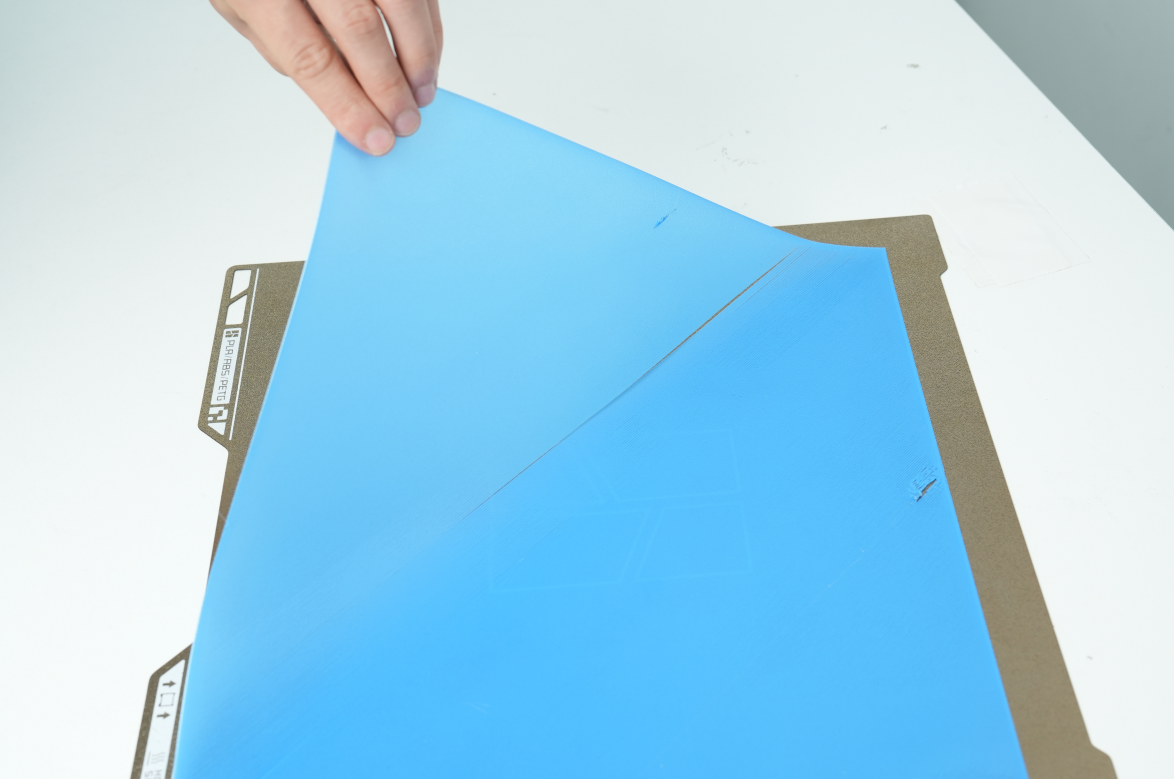
A too-high first layer is usually characterized by sparse lines with weak adhesion, and the lines may separate when the printed part is removed, as shown in the figure below.
-
Solutions:
- Check if the nozzle wiper (hard steel sheet or soft silicone brush) is properly cleaned, and confirm whether the hard steel sheet is bent or deformed (if it is concave in the middle, the nozzle cannot touch the steel sheet when wiping the nozzle). The positions are shown in the figures below;


- Residual material on the nozzle before leveling may cause errors in the leveling height. Please ensure the nozzle is clean before leveling;

¶ Ultimate Debugging Solution
If the first-layer printing quality is still not satisfactory after trying the above methods, you can try:
- Preheat the heatbed to the temperature required for printing and maintain it for 10-15 minutes in advance before initiating the print job;
- Refer to the wiki to perform manual leveling of the heatbed to ensure there is no obvious tilt. H2S Heatbed Manual Leveling
¶ Temporary Solution: Adjust Z-Axis Zero Offset
Notes:
- This method is a temporary solution, suitable for quickly correcting first-layer issues, but may introduce new local defects (for example: after correcting a locally low area of the first layer, the originally normal area may become too high).
- Recommended Adjustment Range:
- Textured Plate:
-0.01mm~0mm; - Smooth Plate:
-0.01mm~0.01mm.
- Textured Plate:
| Build Plate Type | Default Value/mm | First Layer Too High/mm | First Layer Too Low/mm |
|---|---|---|---|
| Textured Plate | -0.01 | -0.02 | 0 |
| Smooth Plate | 0 | -0.01 | 0.01 |
Adjustment Methods:
-
Modify G-Code Command
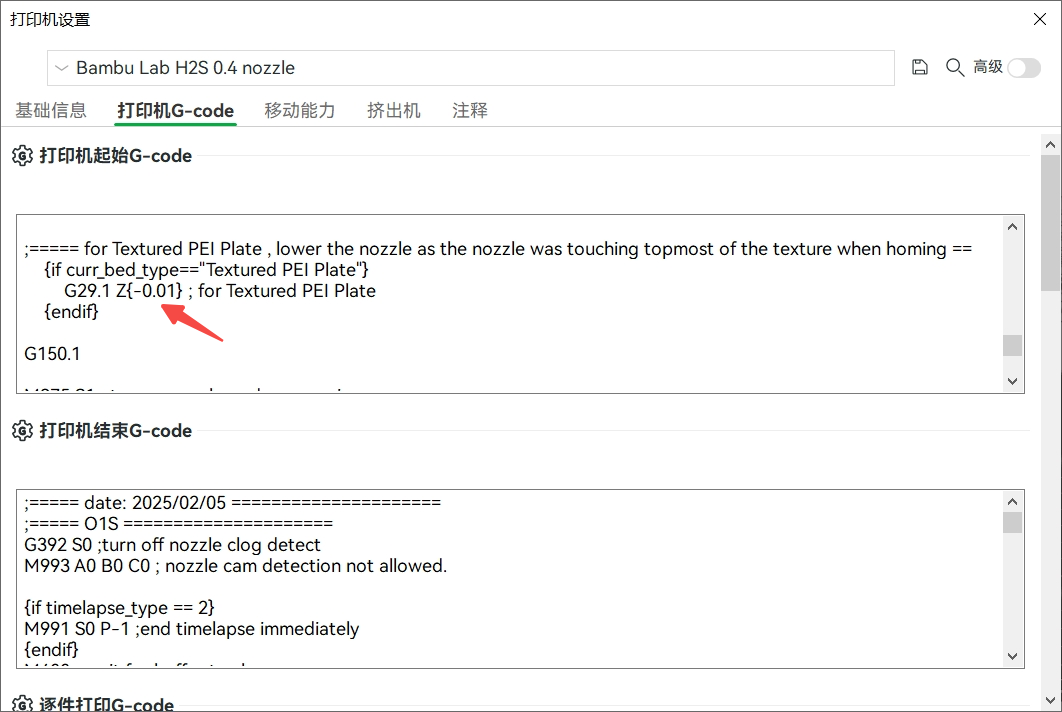
- Textured Plate: Find
G29.1in Printer Settings — Printer Start G-Code, and modify the original commandG29.1 Z{-0.01}toG29.1 Z{xxx}(wherexxxis the adjustment value). If the first layer is too low, you can change it to Z{0}, which is equivalent to lifting the nozzle by 0.01mm compared to the default setting during printing (to ensure a uniform first layer, the toolhead is pressed down by 0.01mm by default when using a textured plate).
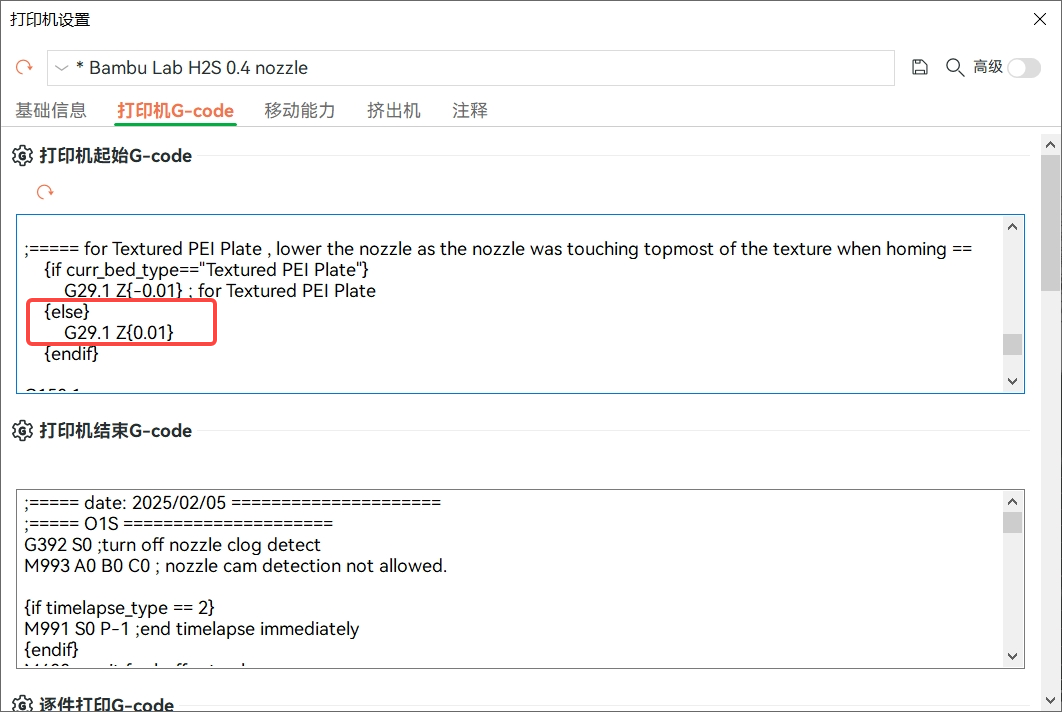
- Non-Textured Plate: For other types of build plates, such as smooth plates, it is necessary to add the
{else} G29.1 Z{xxx}command. Therefore, you can insert the code at the position mentioned above, as shown in the figure below.
- Textured Plate: Find
-
Adjustment Logic
- First Layer Too High → Decrease the offset value (e.g., change from
-0.02to-0.03). - First Layer Too Low → Increase the offset value (e.g., change from
-0.02to-0.01).
- First Layer Too High → Decrease the offset value (e.g., change from
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
If this guide does not solve your problem, please submit a technical ticket, we will answer your questions and provide assistance.
If you have any suggestions or feedback on this Wiki, please leave a message in the comment area. Thank you for your support and attention!