¶ H2S Hotend Unclogging Procedure
Nozzle clogs are a somewhat common occurrence within the 3D Printing realm, so chances are that at some point you will encounter them.
Clogs can happen for a few different reasons, like for example, the temperature of the hotend is not high enough to ensure the plastic melts quickly enough while being extruded, or maybe the filament you use could have microscopic particles (like types of wood filament or other infused filaments) that would gather at the tip of the nozzle restricting the flow.
The symptoms are fairly easy to diagnose as these will show themselves through:
-
Under extrusion (not enough plastic is being extruded, resulting in gaps around the printed model)
-
No extrusion (the printer is doing the right moves, but no filament is coming out of the nozzle)
¶ Tools needed
-
Unclogging Pin Tool
-
Plier
-
Oven glove
-
H1.5 or H2.0 Allen key
-
Filament
¶ Notes before you start
Please note that some of the operations within this guide could be hazardous if not performed with care as they involve high nozzle temperatures. Please take all precautions necessary when performing these tasks. For some of these procedures, the machine should be powered off and the nozzle should be completely cooled down for most of these procedures.
When it is necessary to hold the hotend in your hand, please wear an oven glove and make sure that the floor or tabletop below the hotend is free of flammable materials or furniture or flooring that can be easily damaged by the heat.
¶ Operation guide
¶ 1. Manually extrude the filament
This is the simplest method to clear a clog in the hot end. Increase the hot end temperature slightly above the filament's recommended temperature on the screen, then extrude the filament by selecting the loading option in the screen menu.
¶ Step 1. Heat the hotend
Increase the hotend temperature slightly above the recommended temperature for the filament (PLA for example, set the hotend temperature to 250°C).

¶ Step 2. Manually extrude
Click the loading button on the screen to extrude the filament manually, observe if the nozzle can extrude properly.
 |
 |
¶ 2. Cold pull
If you cannot extrude the filament manually, the printer offers a nozzle cold pull maintenance feature to aid you in carrying out the cold pull operation. This article uses PLA as an example for the cold pull procedure.
¶ Step 1. Click on "Toolbox"
On the Toolbox page, click on "Nozzle Cold Pull Maintenance", then proceed by clicking "Next".
 |
 |
¶ Step 2. Adjust the cold pull parameters
Select the cold pull parameters based on the nozzle size and the type of filament residue in the nozzle. In this example, the nozzle size is 0.4mm, the cold pull filament is PLA, and there is PLA residue in the nozzle. Once you have confirmed the cold pull parameters, click on "Start".

¶ Step 3. Start the cold pull
Next, the printer will automatically execute the cold pull process. Please follow the instructions provided by the printer.

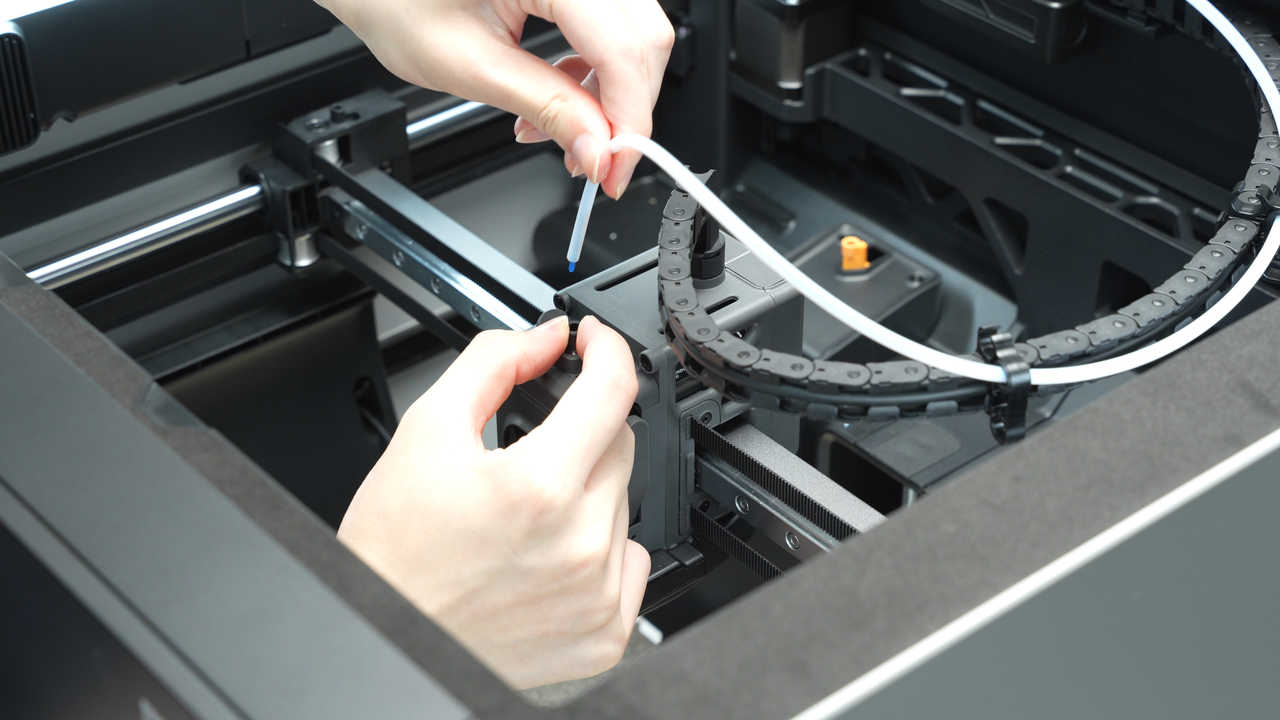
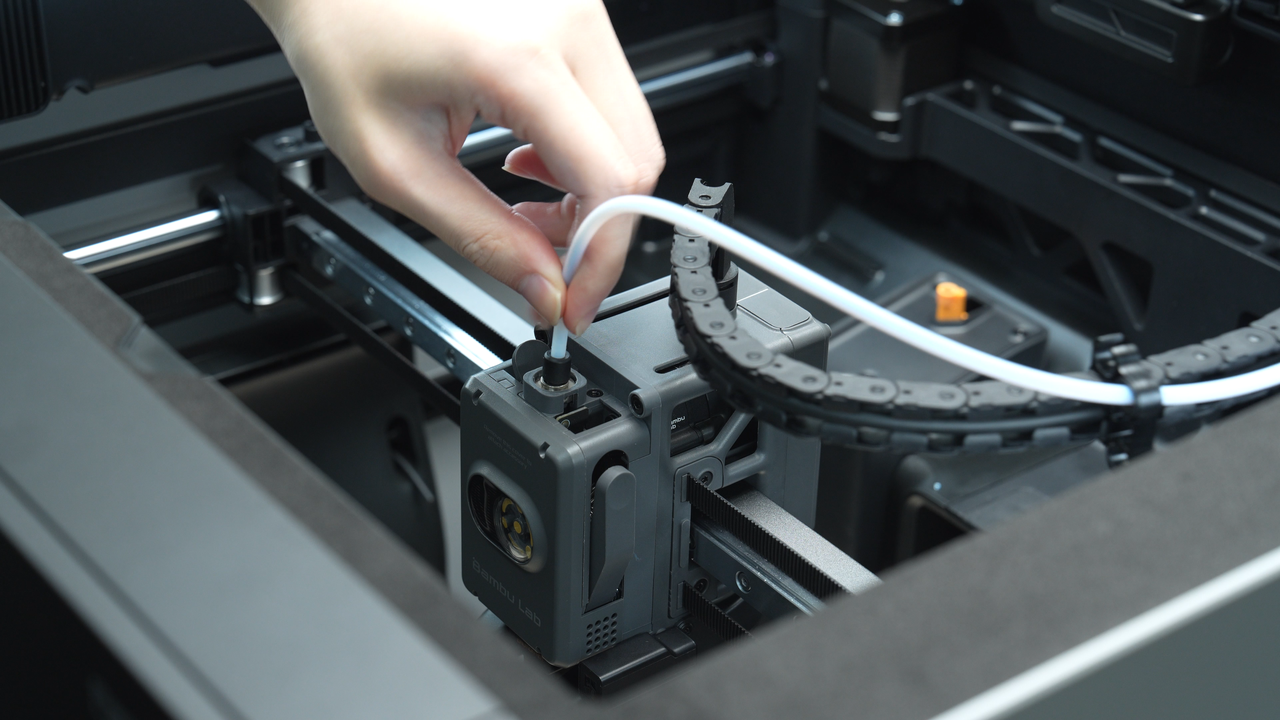
As instructed, press the black pneumatic and remove the PTFE tube. Then click on "Finished, Continue"
 |
 |
The next step is to insert the filament into the extruder until it cannot be pushed any further.


The printer will automatically engage the filament, heat the nozzle, and begin purging.


Wait until the extruded filament has completely transitioned to the newly loaded one before the nozzle starts to cool down.


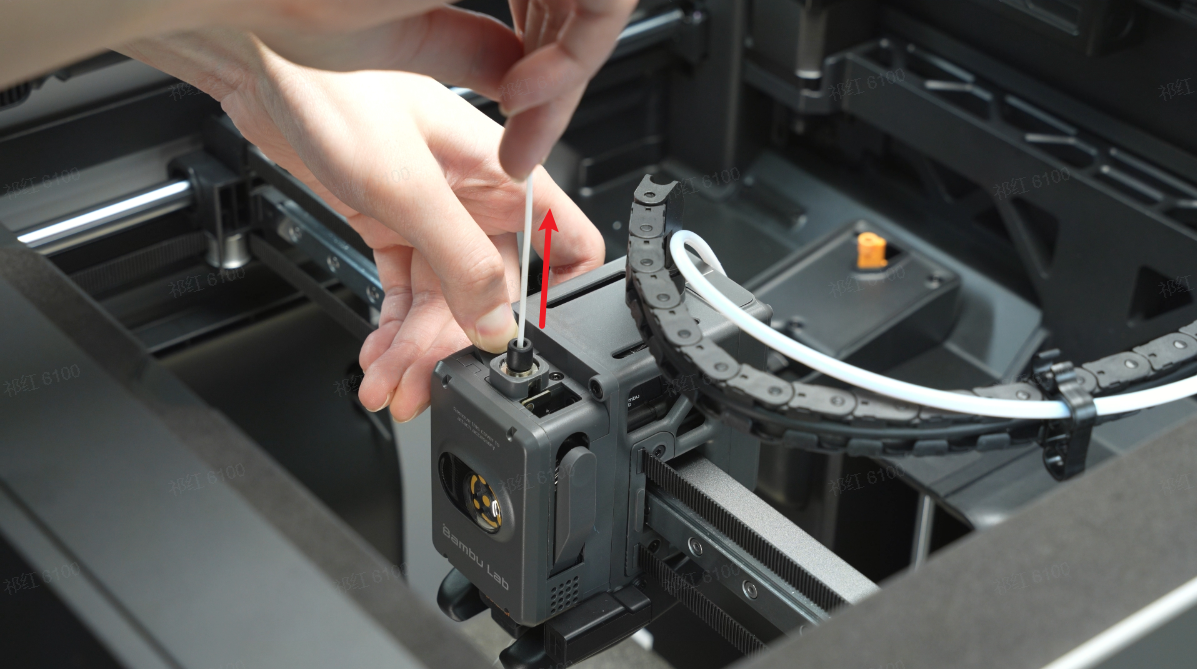
After the nozzle has cooled down, following the printer's prompts, hold the driven wheel bracket with one hand while slowly pulling out the filament with the other hand.

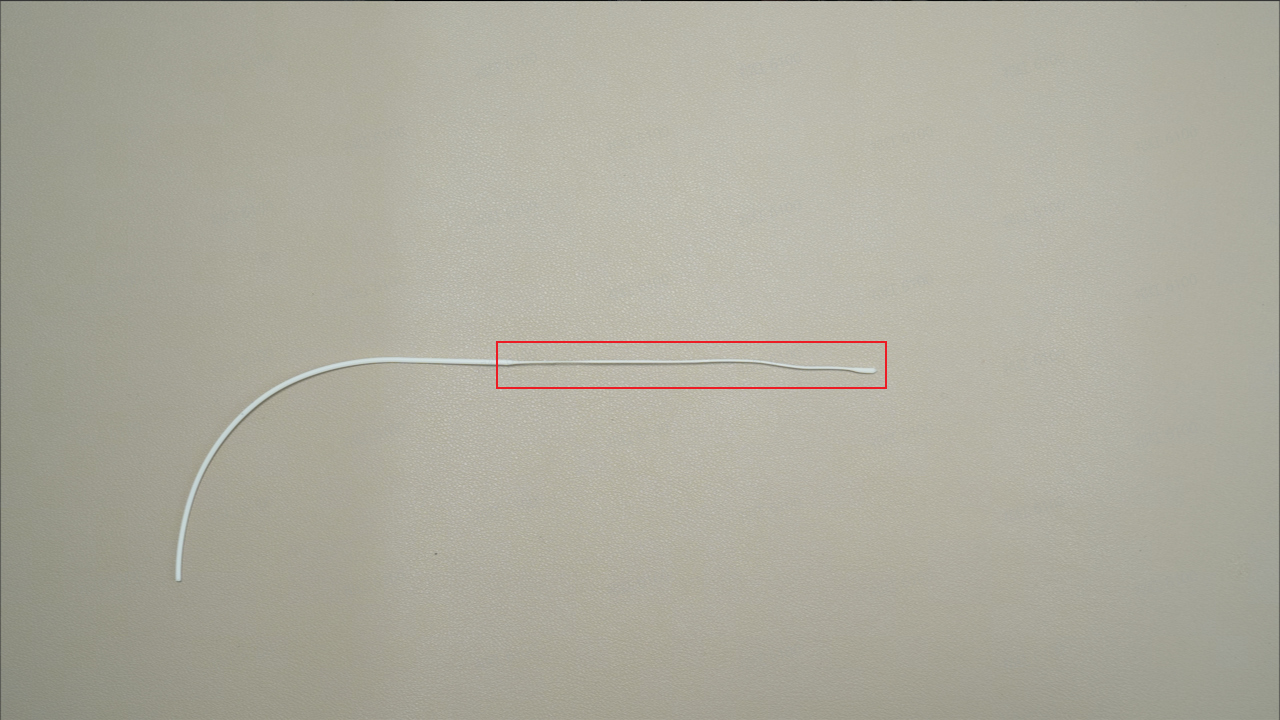
Inspect the end of the withdrawn filament for any impurities remaining. We strongly recommend repeating the cold pulling process several times until the extracted filament is clean and free of any abnormal residues. If the quality of the cold pull meets the requirements, you can click "Finished".
 |
 |
After maintenance is complete, reinsert the PTFE tube.
 |
 |
¶ 3. Unclogging with a pin tool
Using a needle to clear the nozzle may release internal pressure from the hot end, which can cause the nozzle to suddenly expel hot debris. Therefore, it is crucial to wear gloves, and do not lean into the machine for a closer look during the unclogging process.
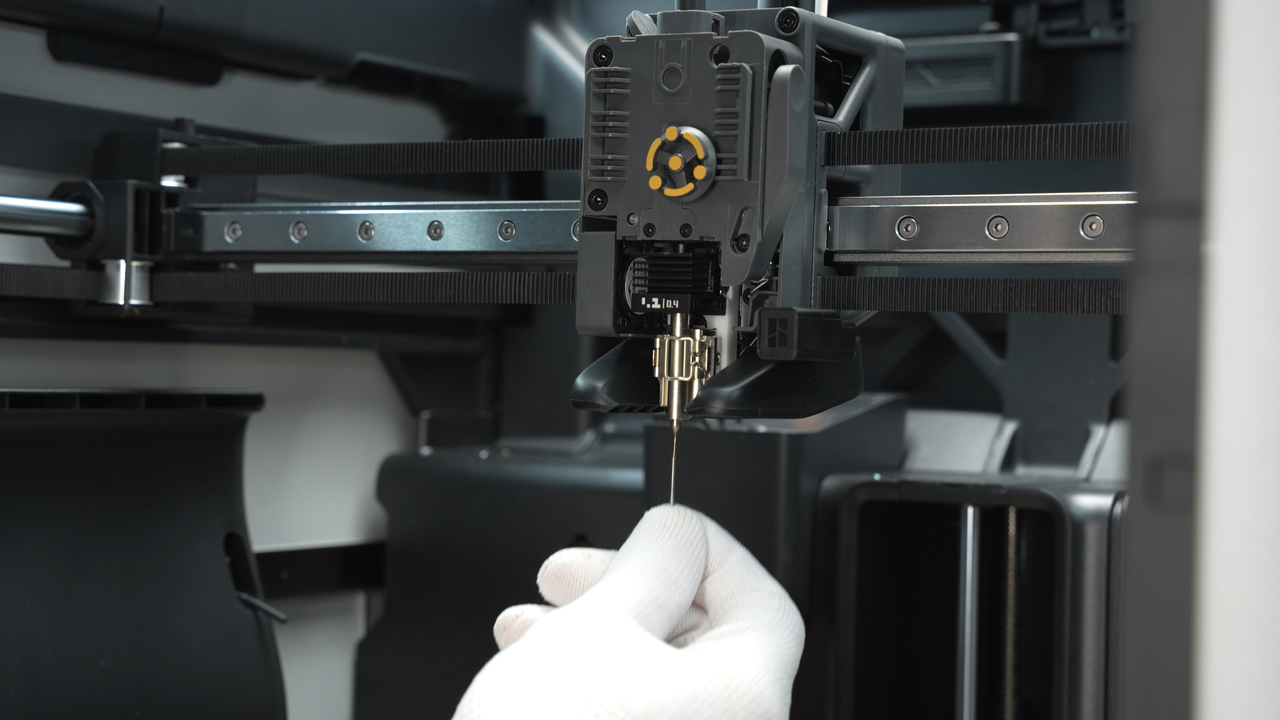
If the filament cannot be extruded from the nozzle, or if the filament extruded from the nozzle does not become newly loaded filament, it will be necessary to use a through-needle to unclog the hotend and manually re-extrude the filament (cycling the unclogging with a pin tool and extruding process).
Heat the hotend to 220°C. After reaching the temperature, insert the needle into the nozzle and unclog it up and down several times.
 |
 |
¶ How to verify completion/success
Reinstall the nozzle, connect the PTFE tubes, and reload the filament to test the extrusion. If there is still clogging or insufficient extrusion, it is necessary to repeatedly attempt cleaning the hotend.
While the above methods tend to clear out 99% of clogs, there might be cases where a nozzle simply needs to be replaced as it could be damaged. If after all these, your machine can print normally, then you have successfully unclogged your nozzle.
¶ Note
0.2mm nozzles are much more difficult to clear clogs from and might require the above steps several times over. On the other hand, nozzles larger than 0.4mm tend to clog a lot less than 0.4mm ones as the opening of the nozzle allows for larger particles to go through.
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
If this guide does not solve your problem, please submit a technical ticket, we will answer your questions and provide assistance.
If you have any suggestions or feedback on this Wiki, please leave a message in the comment area. Thank you for your support and attention!