PLA Aero is a kind of foaming material, which is an excellent choice for printing parts for RC (Radio Controlled) models due to its unique properties. This material is known for its reduced density, which results in lighter prints, a critical factor in the performance of RC models. In addition, compared to conventional printing materials, RC models printed with foaming PLA can avoid heavy head or tail weight, and do not require too much adjustment of the aircraft's center of gravity, making the flight of the aircraft model more reliable and safe.
However, when printing with PLA Aero, special care should be taken (at the end of this article, two 3mf files with parameters that match Bambu PLA Aero well in most cases are provided). The material tends to expand during printing, which requires careful calibration of the printer and precise control of the printing temperature. Furthermore, due to its lightweight nature, it may not be as durable as other materials, so it's essential to consider the part's intended use and the stresses it will endure. Lastly, post-processing techniques such as sanding or painting need to be done cautiously to avoid damaging the printed part.
¶ Classification of foaming PLA
Active Foaming PLA - Volume expands during heating up. Examples:
- ColorFabb LW-PLA
- eSun eLW-PLA
- Bambu PLA Aero
Passive Foaming PLA - Volume expanded in the factory
- PolyLite LW-PLA
Active Foaming PLA is formed during the heating process in the nozzle. As the material is heated, foaming additives within the PLA begin to sublimate, creating bubbles within the base material. This results in a significant volume expansion, leading to a dramatic reduction in weight and some loss of strength. Due to the time required for these materials to react, printing at high speeds is not recommended. Avoiding travel without extruding is important, as this can cause uneven heating. When printing with foaming filament, a lower flow ratio of around 0.5 is usually required. You may control the expansion ratio by changing nozzle temperatures.
Passive Foaming PLA is available in lightweight, pre-expanded rolls. This material is lighter than classic PLA but not as light as the Active foaming PLA in extremely high temperatures. It is pre-foamed so it may still experience slight foaming due to the heating of bubbles during printing, the expansion is significantly less compared to active foaming filaments. The reduced volume expansion makes passive foaming PLA less sensitive to printing temperatures and varying heating times. This characteristic allows for some travel without extruding and may not require adjusting the default flow ratio.
¶ Unique RC Model Requirements
RC models require lightweight construction for optimal performance, but standard printing settings may not be suitable for these applications. Consequently, skilled model designers create models that circumvent the limitations of lightweight PLA (LW-PLA) while minimizing the number of lines. Techniques include designing single-wall wing surfaces, avoiding retractions, and adhering to the requirements previously mentioned for foaming materials.
Typically, RC model planes are designed with thin walls and internal structures to enable slicers to process each layer in a single, closed-loop path. This approach allows printing to start and stop at the same position, eliminating the need for travel. Bambu Studio offers a special mode called "Sprial vase," which prints a closed loop while continuously elevating the Z-axis, further removing the start/stop points for each layer (Note: Not all models are suitable for printing in "Sprial vase" mode).
¶ Bambu Studio setting for RC models
You can refer to our tutorial on using Bambu Studio, as it is generally easy and intuitive to use.
Bambu Studio Quick Start Guide
The default settings for most 3D printers are not optimized for printing RC models. To achieve the best results when printing RC models, it is essential to adjust your slicer settings accordingly. The below setting helps Bambu Studio to recognize and slice the RC model correctly.
¶ Settings
Table of summary
| Settings | Active Foaming PLA | Passive Foaming PLA | |
|---|---|---|---|
| Mandatory | |||
| Precision->Slicing gap closing radius | 0 | 0 | |
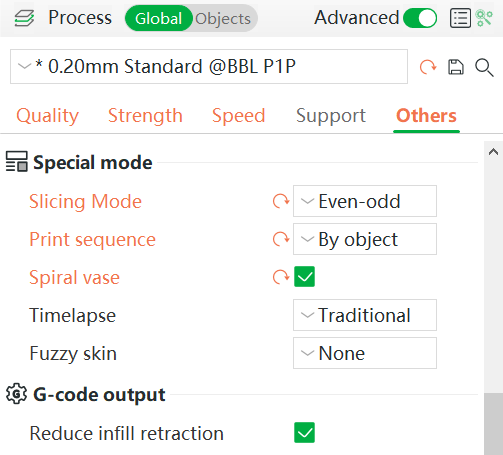
| Others / Special Mode / Slicing Mode | Even-odd | Even-odd | |
|
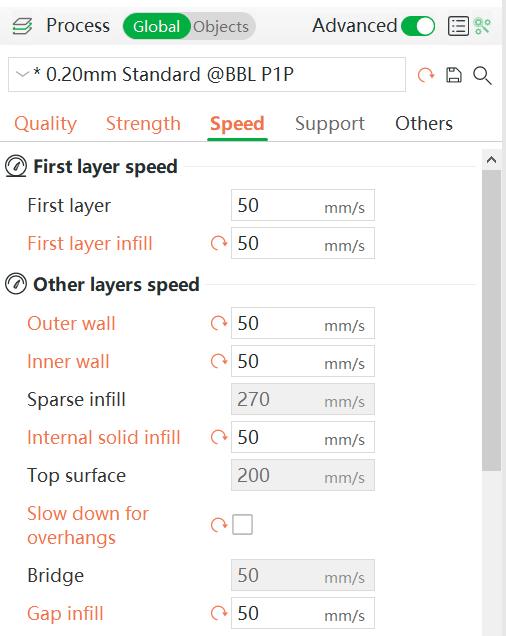
Speed / First layer speed / First Layer Infill Speed / Other layer speed / Outer wall |
~50mm/s | ~50mm/s | |
| Speed / Other layer speed / Slowdown for Overhangs | unselected | unselected | For consistent print speed. |
| Filament setting/ Filament / Layer temperature | Per spec | ~230℃ | Set the first layer temp 10℃ higher than the other layer. |
| Filament setting/ Filament / Flow ratio | ~0.6 245℃ | ~1 | Per filament spec, change according to the set temperature. |
| Optional | |||
| Line width | >0.4mm | >0.4mm | Or per the model designer's guidance. Increasing line width dramatically increases strength. |
| layer height | 0.15~0.25mm | 0.15~0.25mm | Lower layer height increases layer adhesion |
| Filament setting / Cooling / Fan speed | 20% | <50% | Adjust the speed of the auxiliary cooling fan as appropriate depending on whether the machine is enclosed |
Please see the settings below.
¶ Printing profile for Spiral-Vase model
Specific parameter settings:
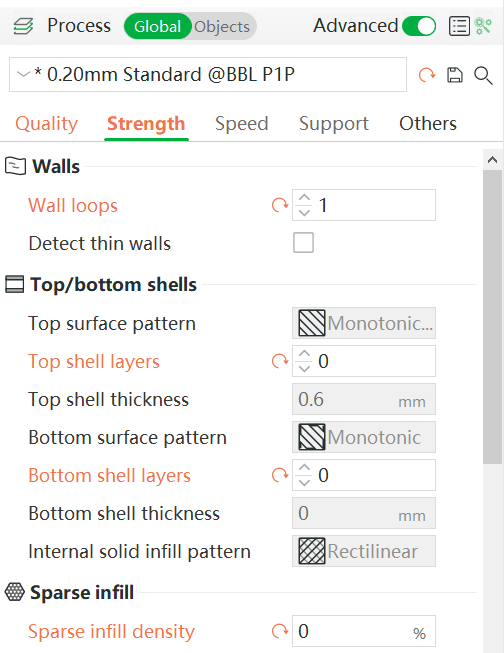
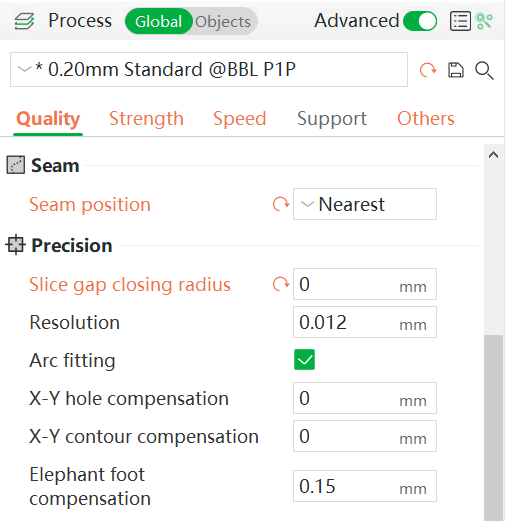
| Close the slice gap closing radius and select "Classic" in Wall Generator |
Set the number of wall loops to 1; Set the number of top/bottom shell layers to 0; Set the sparse infill density to 0%; |
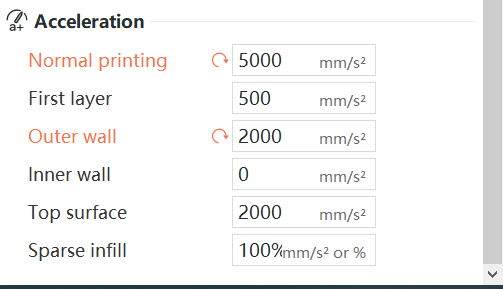
Set all print speeds to the same and disable "Slowdown for Overhang"; Reduce print acceleration appropriately; |
Select "Even-odd" slice mode; Enable the "Spiral vase"; Select the "by object" print sequence (if you need to print multiple models on one plate). |
 |
 |
  |
 |
¶ Print profile for non-Spiral vase mode
For some RC models, slicing with a single loop spiral may result in loss of detail, so it is not recommended to use the "Spiral vase" mode, but need to adjust the parameters. However, most of the parameters are the same as the configuration in Spiral vase mode, you only need to modify the following:
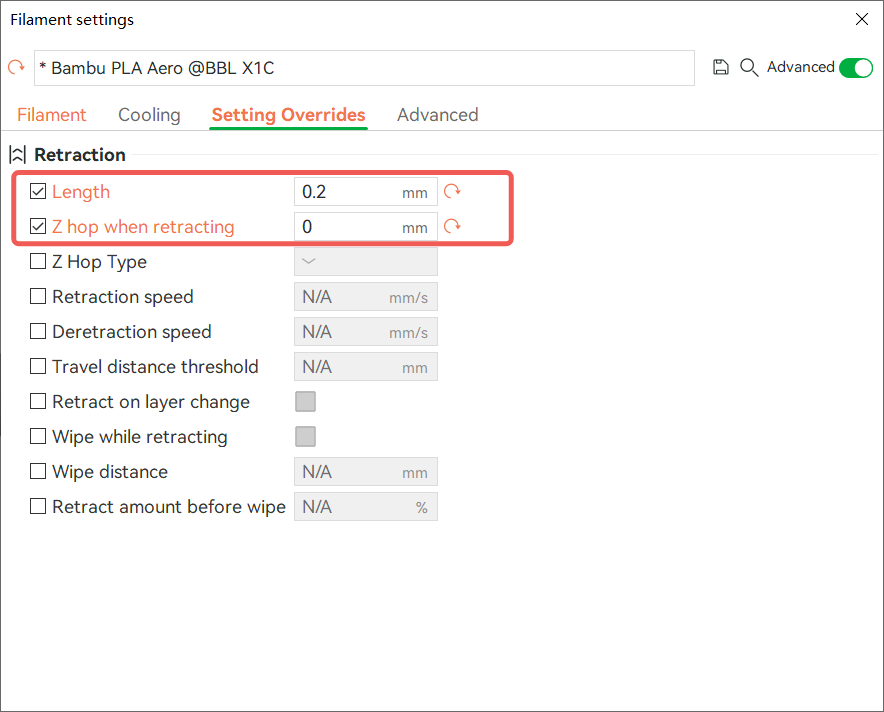
| Reduce or disable the retraction; Disable Z hop | Adjust the seam position according to the slicing result, usually select "Nearest". |
 |
 |
¶ Material profile
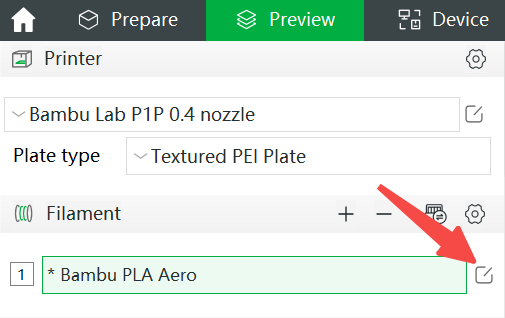
| Select filament PLA Aero and click Edit Preset |
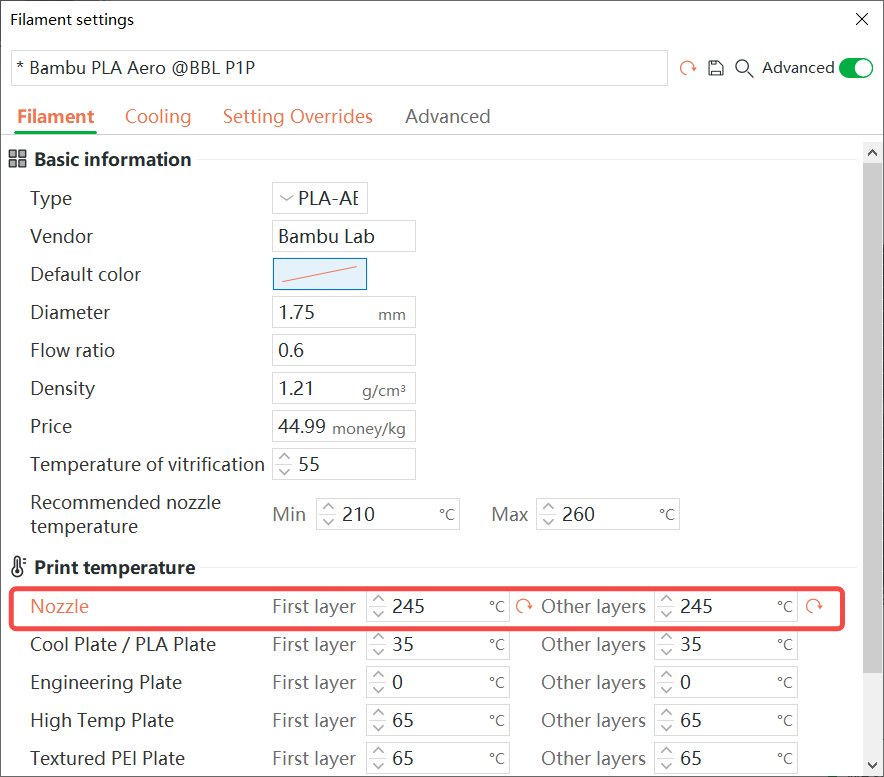
When printing foaming PLA, set the flow rate and nozzle temperature according to the specifications, typically set to flow ratio = 0.6 (default), nozzle temperature = 245 ℃. In a certain range, the higher the printing temperature, the larger the foaming ratio of PLA Aero. Therefore, the density of the printing model can be adjusted by adjusting the printing temperature, flow ratio, etc. In general, the density of the model decreases with the increase of the printing temperature and the decrease of the flow ratio. |
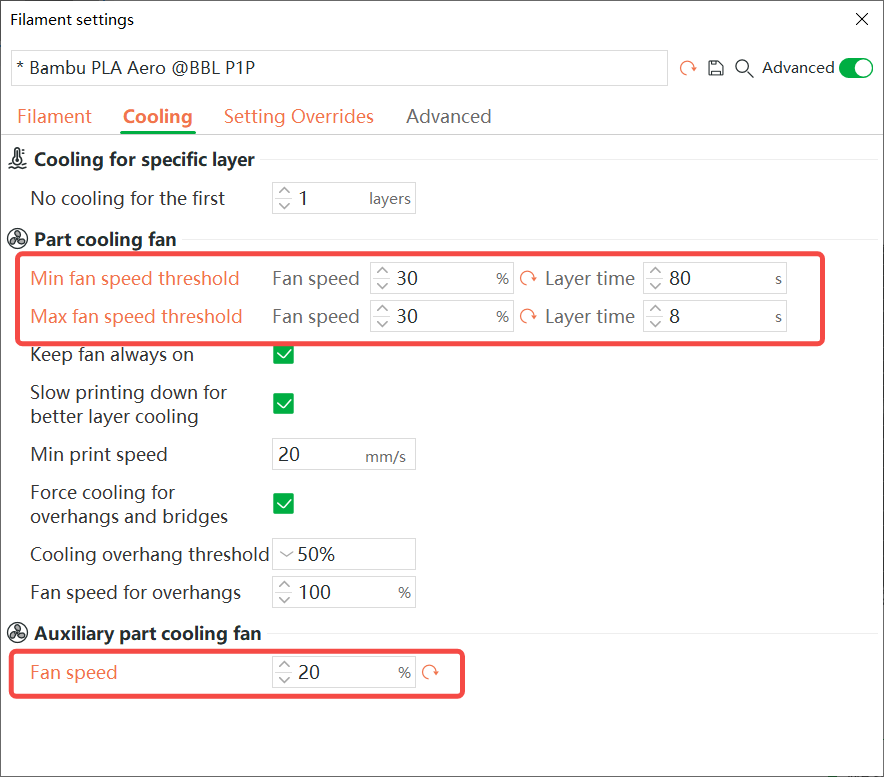
Set the fan speed to a low percentage (≤ 30%). |
 |
 |
 |
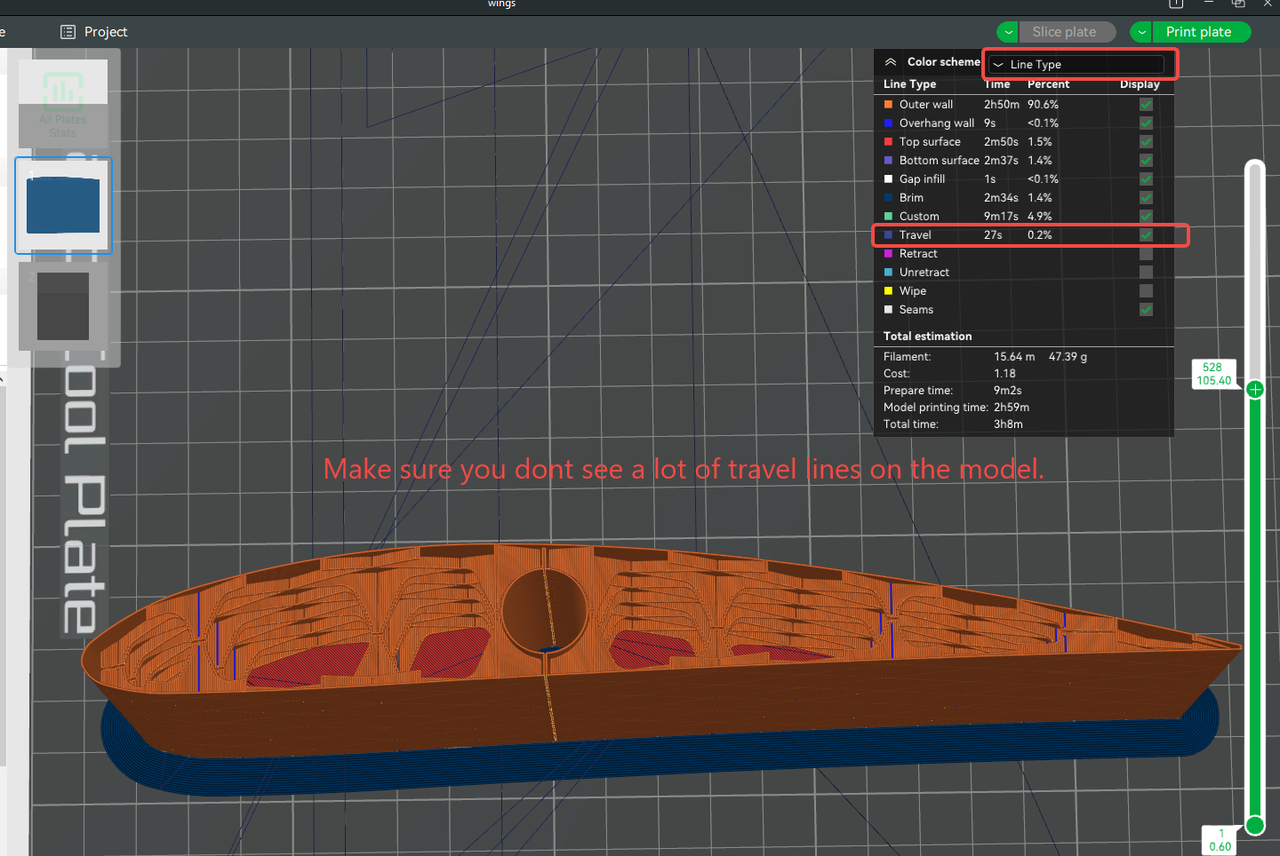
Make a final check before printing, make sure there are no travel lines (dark blue lines) across the model.You can also use the horizontal slice bar to see the printing sequence in each layer, make sure the loop is closed.
¶ Start Printing
When using PLA Aero with AMS, you may occasionally encounter feed failure, so please try to feed it by placing it on the spool holder at the back of the printer. PLA Aero has lower strength than standard PLA, and there is a certain probability of gear and filament slip during AMS feeding.
Remember to dry the filament before printing (refer to Procedure and 3mf file for drying filament with the X1C heatbed | Bambu Lab Wiki), if the printing time is more than 4 hours, please put the filament and effective desiccant in an airtight container to use、
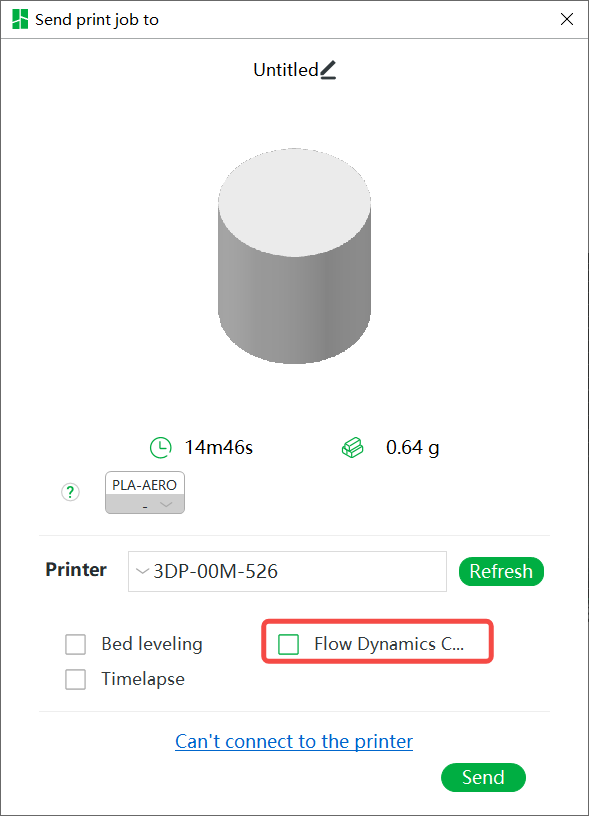
Before sending the print task, uncheck the Flow Dynamic calibration in the window. Calibrating the flow rate of foaming PLA in X1C may not obtain an accurate calibration value, because its dynamic response is much different from that of ordinary materials, and there is a great risk of stringing and oozing when printing the calibration line.
¶ Ending
Even though printing foaming PLA requires slower speeds, the Bambu Lab X1C's accurate extrusion, input shaping, and sturdy CoreXY frame still ensure great print quality despite not using the printer's full-speed potential.
Some early RC models might not be designed to work with this special mode. You may try to slice them with the default setting and print them with normal PLA.
The presettings of PLA Aero can be downloaded by clicking the following link, and you can “Open” one of them and “Imput” your models to get the presettings in Bambu Studion. However, please note that these parameters are not suitable for all printing models and filaments, please make some adjustment according to the actual situation and needs.
PLA Aero Profile(non-spiral vase mode)