¶ X 轴线轨滚珠意外脱出
X 轴线轨滚珠通常可能在以下场景中脱出:
- 保养、润滑 X 轴惰轮时
- 更换 X 轴皮带、电机、端盖时
如果不重新安装滚珠,可能会导致 X 轴精度下降以及滑动异响等问题。

注意:如无任何故障或未经客服要求,请勿拆开 X 轴线轨,以免滚珠脱出。
¶ 所需工具:
- 滚珠
- H1.5/H2.0 内六角扳手
- 镊子
- 15 分钟
¶ 安全提示
重要提醒 !
在对打印机及其电子设备(包括工具头线缆)进行任何维护工作之前,请关闭打印机电源并断开电源连接,以避免发生电路短路从而引起额外的电子设备损坏和安全隐患。
在您对打印机进行维护或故障排查时,请先确认热端和热床的温度,避免在高温状态下操作,如果必须在高温状态下操作,请佩戴好隔热手套,以确保安全有效地执行维护工作。
如果您对本指南有任何疑问,请点击这里提交工单,我们将及时回复并为您提供所需的帮助。
¶ 视频指南
https://public-cdn.bblmw.com/wiki/A1/troubleshooting/a1-x-axis-zh.mp4
¶ 移除工具头
¶ 步骤 1. 移除五通组件
用扳手轻微撬起五通的盖子,将五通组件取下。
注意:进料霍尔板底座处涂布有阻尼脂,可能会有些粘手,请在操作时小心。
 |
 |
¶ 步骤 2. 断开 USB 线
用 H1.5 内六角扳手移除 4 颗螺丝,将 USB 线从工具头上断开。

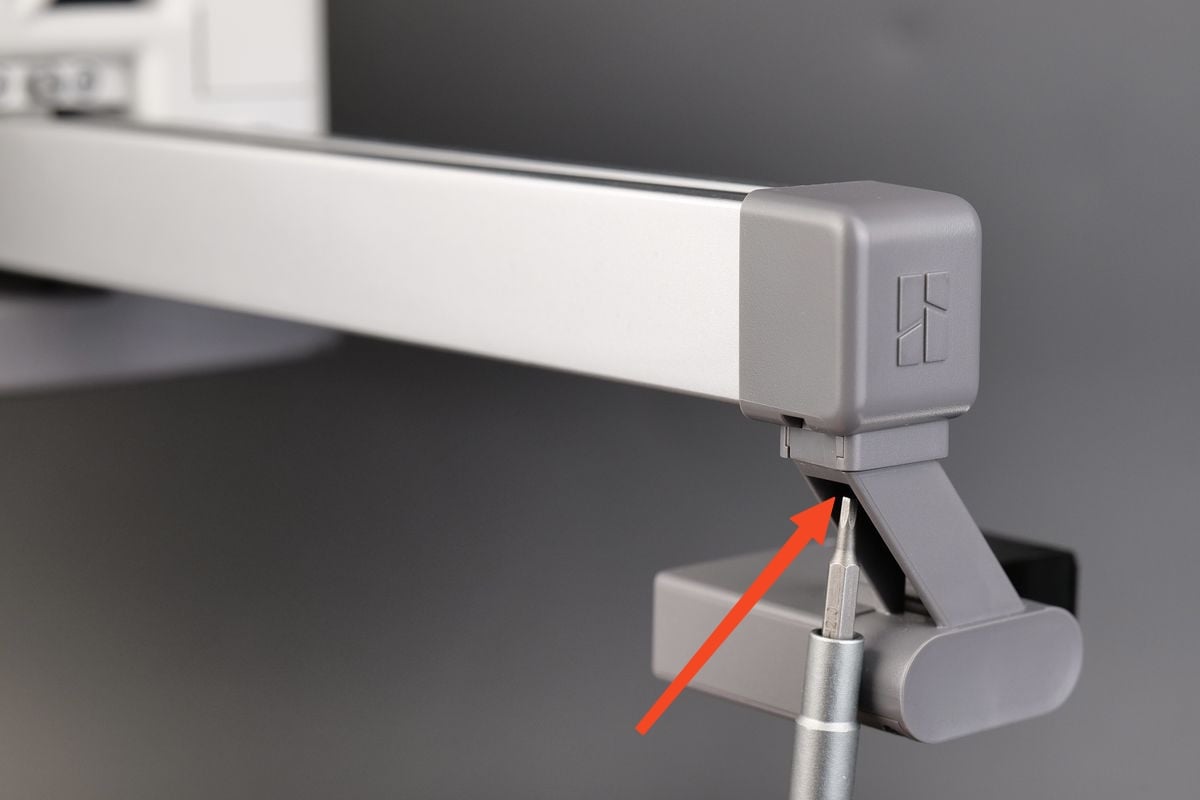
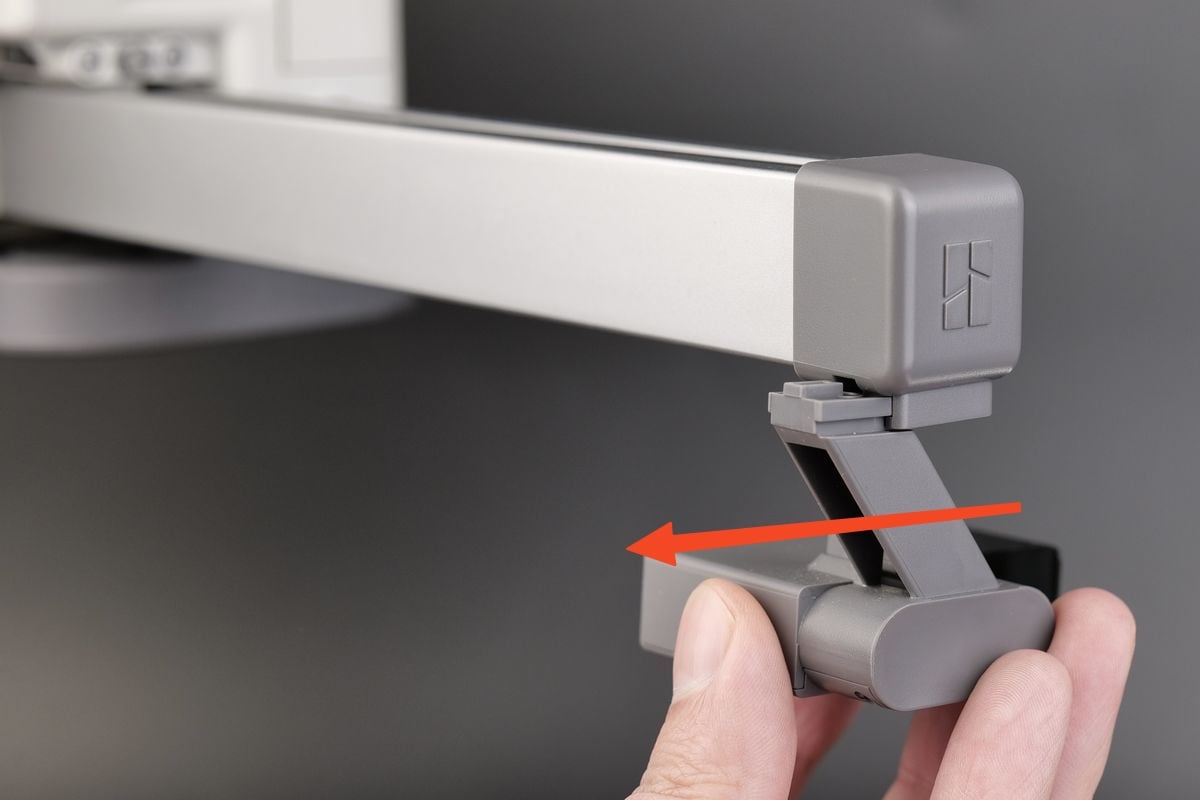
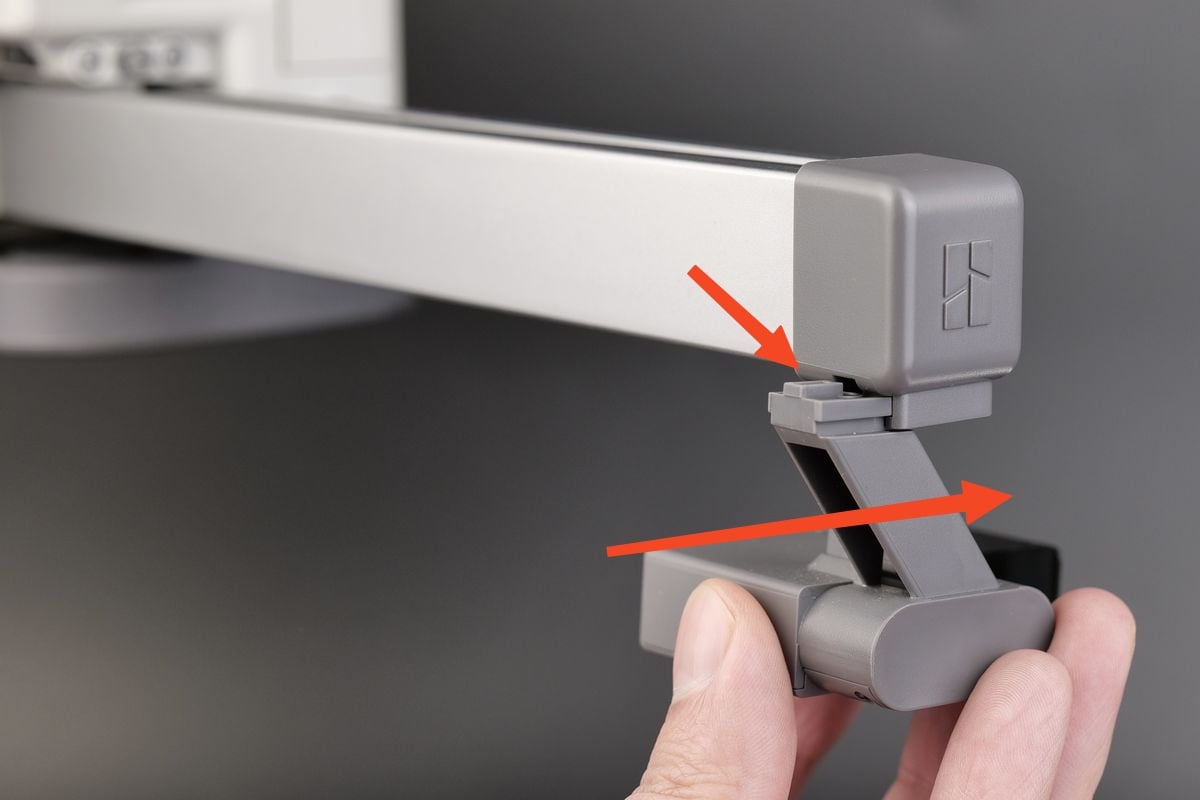
¶ 步骤 3. 移除吐料组件
拧松位于吐料组件下方的螺丝,然后将吐料组件从支架中根据图片示意方向滑出。
 |
 |
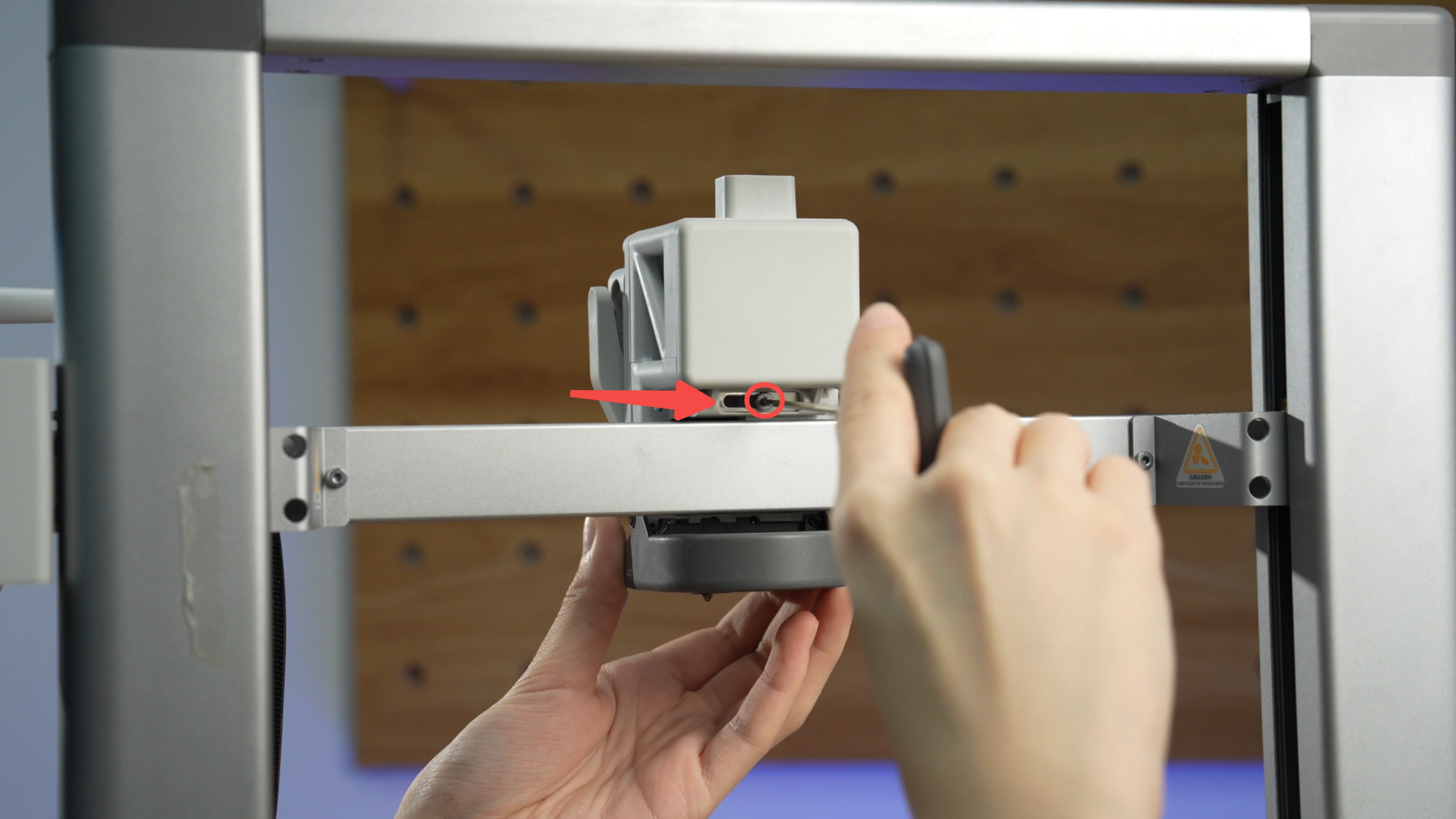
¶ 步骤 4. 移除 X 轴端盖
用 H2.0 内六角扳手移除端盖螺丝,取下 X 轴端盖;
注意:端盖螺丝较吐料组件螺丝更短,请将两颗螺丝区分开,避免后续安装时出错。
 |
 |
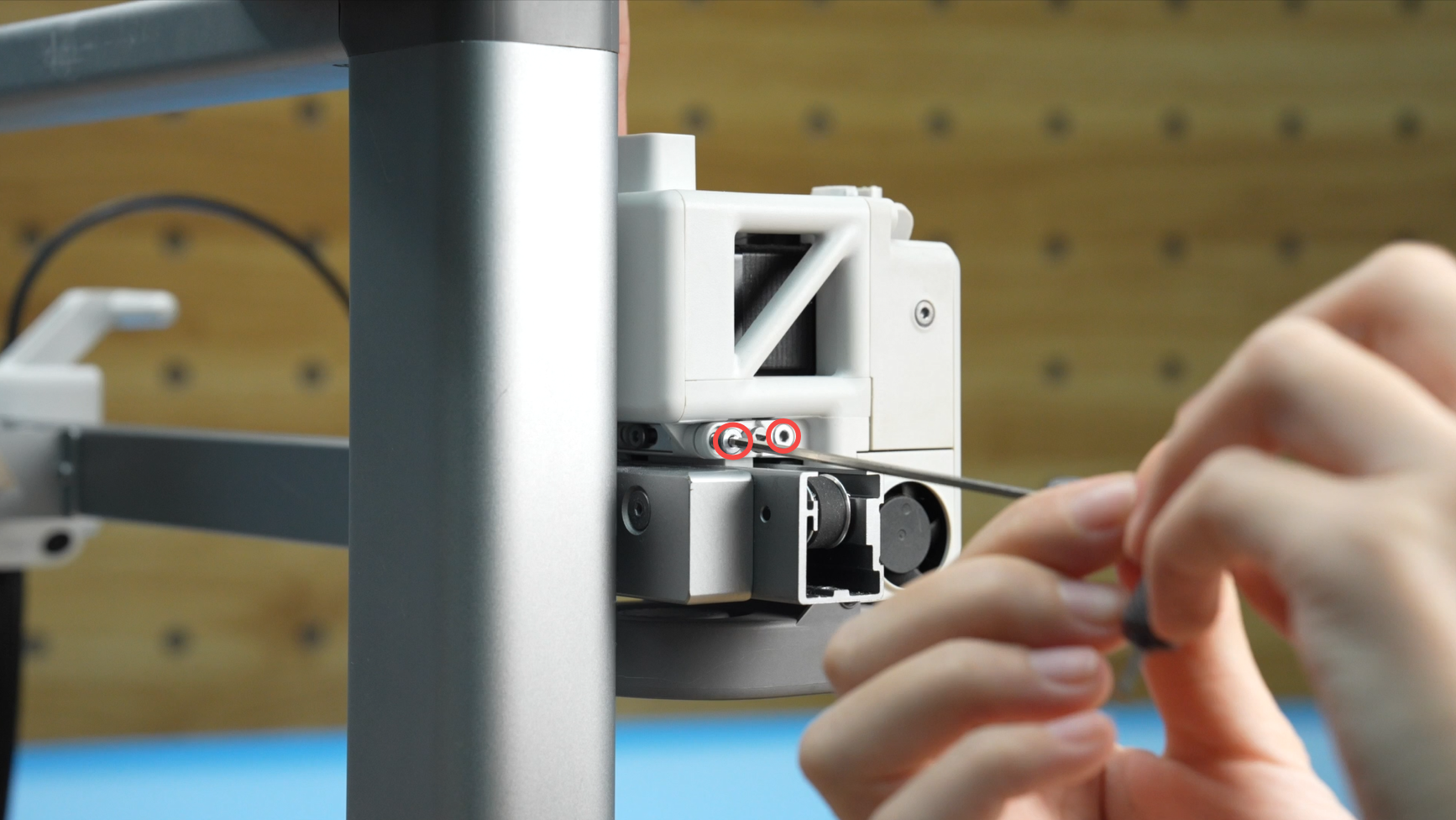
¶ 步骤 5. 移除工具头后侧和左侧螺丝
移除工具头背后的 1 颗螺丝和左侧的两颗螺丝,并移除左侧压块。
注意:左侧皮带压块上方与工具头外壳有轻微干涉,拔出时需要同时向下轻压压块部分,避免压块上方被卡住。
 |
 |
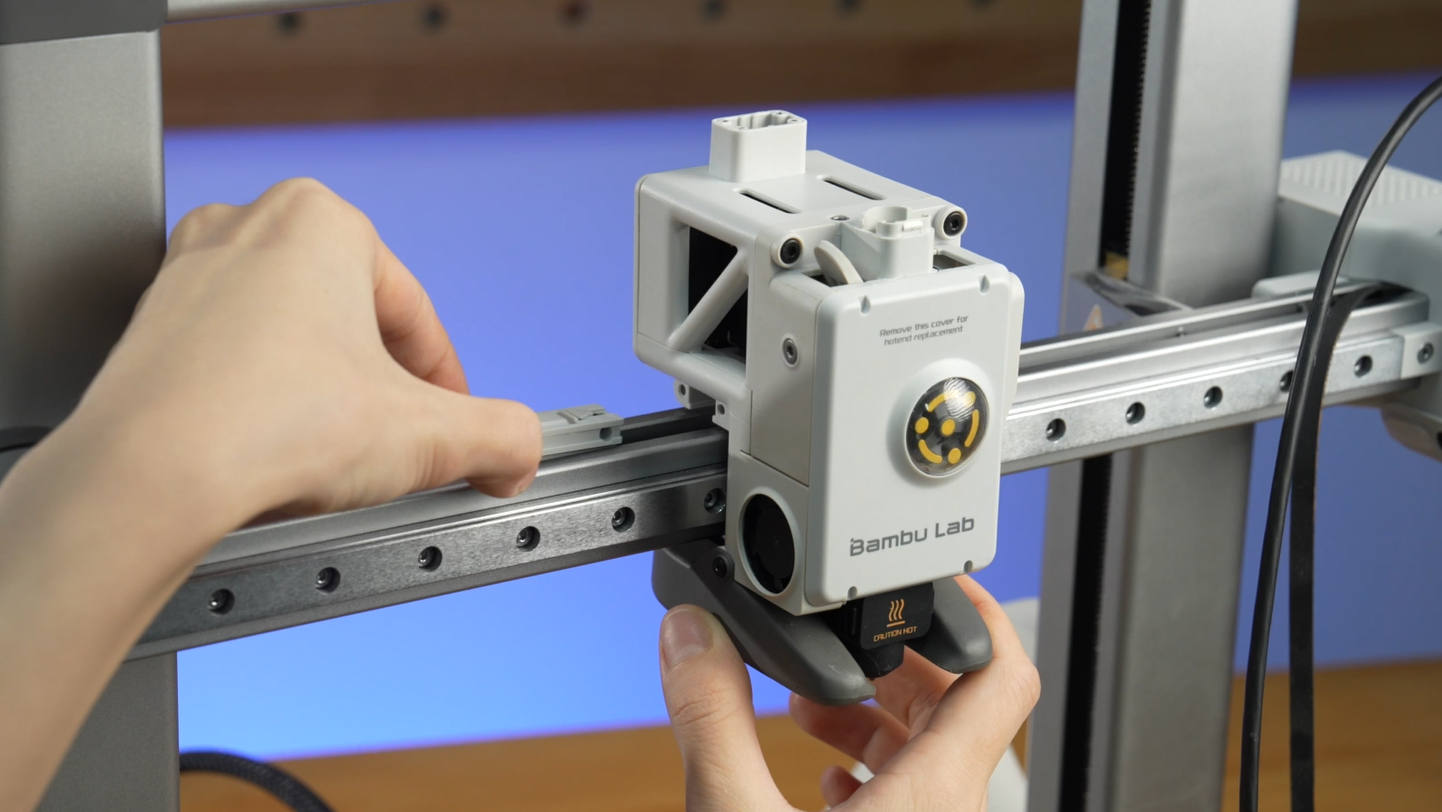 |
¶ 步骤 6. 移除工具头
缓慢将工具头从导轨上移除,并将滚珠面朝上放置。
警告:此步骤一定要缓慢操作,避免更多滚珠脱出。
 |
 |
¶ 安装滚珠
注意:以下步骤需缓慢操作。
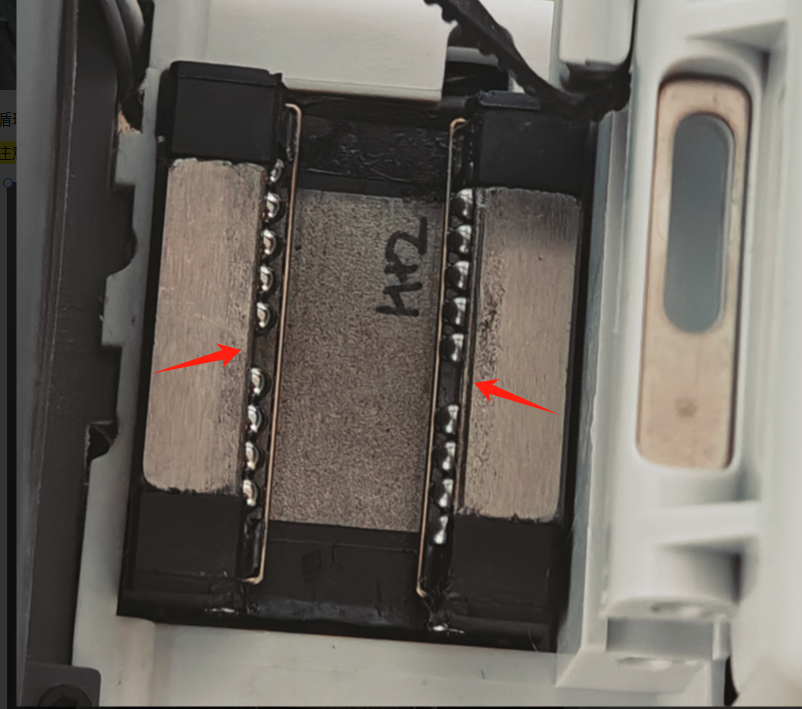
¶ 步骤 1. 放入滚珠
小心用镊子将滚珠放入槽内。
注意:每个槽内有 24 颗滚珠,共有 48 颗。一个槽内丢失 1-2 颗滚珠影响不大;如果丢失更多则需要自行购买线性导轨专用的 2.381mm 直径钢珠进行替换。
 |
 |
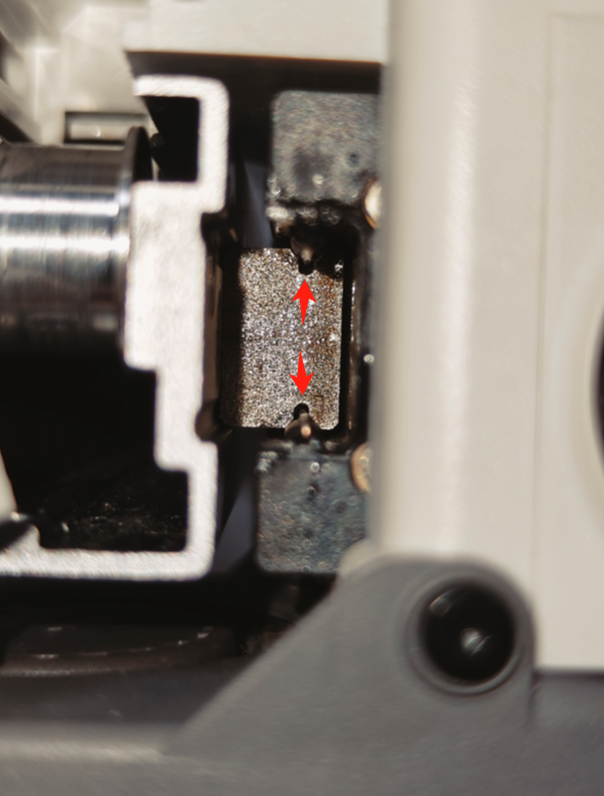
¶ 步骤 2. 按压滚珠
用镊子背面将滚珠压入槽内。
 |
 |
重复以上两个步骤,直至装入所有脱落的滚珠。
注意:左右槽内需留出空位,避免全部塞满滚珠,以确保滑块能够顺畅运动。
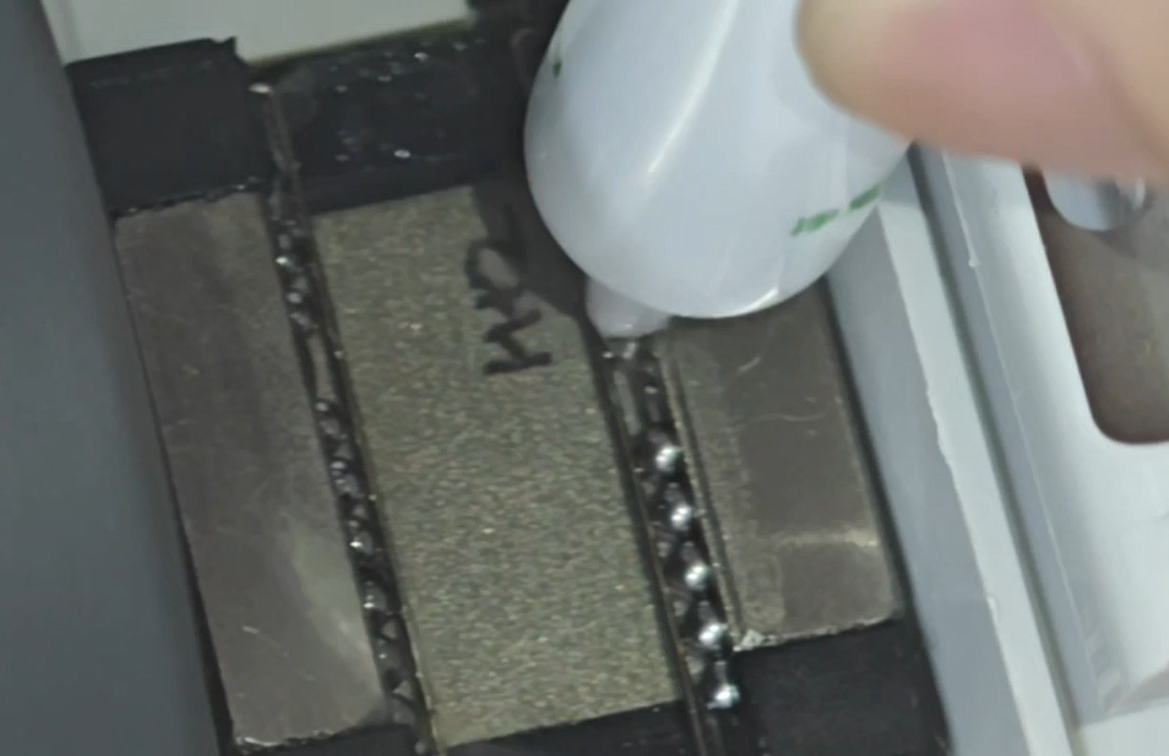
¶ 步骤 3. 润滑滚珠
安装完成后,可用镊子上下滑动,确保滚珠顺畅;此时可以使用润滑油润滑滚珠。
 |
 |
¶ 装回所有部件
¶ 步骤 1. 装回工具头
对准上下两个槽位,滑入工具头,然后手动滑动工具头,检查是否顺畅。
警告:此步骤需缓慢进行,避免安装完成的滚珠再次脱出。
 |
 |
¶ 步骤 2. 安装螺丝和皮带压块
安装 X 轴皮带左侧的两颗螺丝和工具头背后的 1 颗螺丝;对齐皮带压块上的定位销,安装左侧皮带压块。
|
|
|
¶ 步骤 3. 装回 X 轴端盖
将 X 轴端盖插入 X 轴中,然后锁紧螺丝。
注意:端盖螺丝比吐料组件螺丝更短,如果用错则会顶到 X 轴惰轮,导致 X 轴阻力异常,回零时持续丢步等情况。
 |
 |
¶ 步骤 4. 装回吐料组件
将吐料组件的插槽与支架对齐,将其滑入直至表面齐平,然后锁紧吐料组件螺丝。
 |
 |
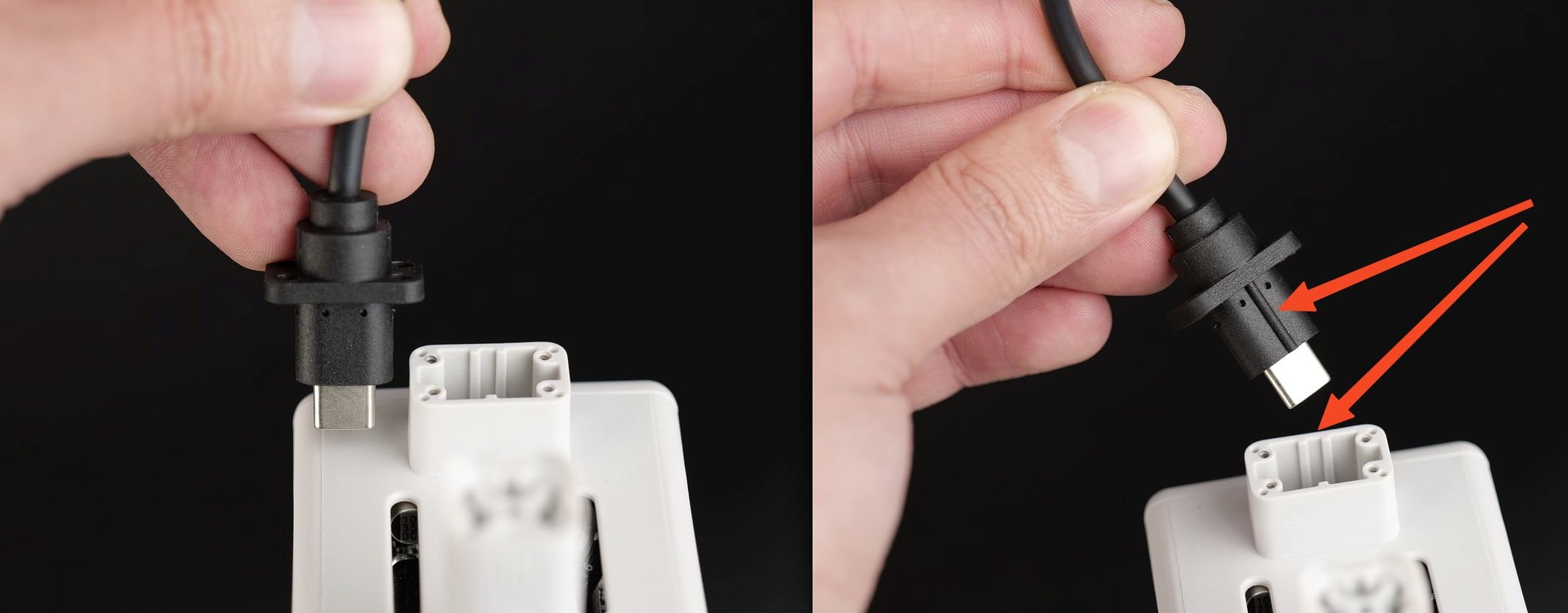
¶ 步骤 5. 连接 USB-C 线缆
插入 USB-C 线缆并锁紧 4 颗螺丝。
¶ 步骤 6. 安装五通
将五通组件安装到底座上,对齐安装卡扣,下压五通主体,锁定五通组件。
 |
 |
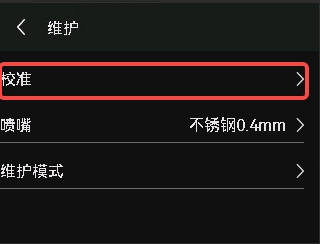
¶ 校准
开启打印机,在校准菜单中选中振动补偿,完成一次校准流程。
 |
.jpg) |
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!