热蠕变(Heat Creep)是3D打印中常见的术语,指的是耗材在高温下长期受力导致的逐渐变形现象。在3D打印过程中,耗材会经历加热和冷却的不同温度条件。热蠕变可能导致打印成品的尺寸发生变化、强度降低等问题,从而影响成品的精度和整体性能。因此,理解和控制热蠕变对于确保打印件的质量和可靠性至关重要。

¶ 主要原因
热蠕变的产生主要和温度及耗材特性有关。
¶ 温度
¶ 腔内温度
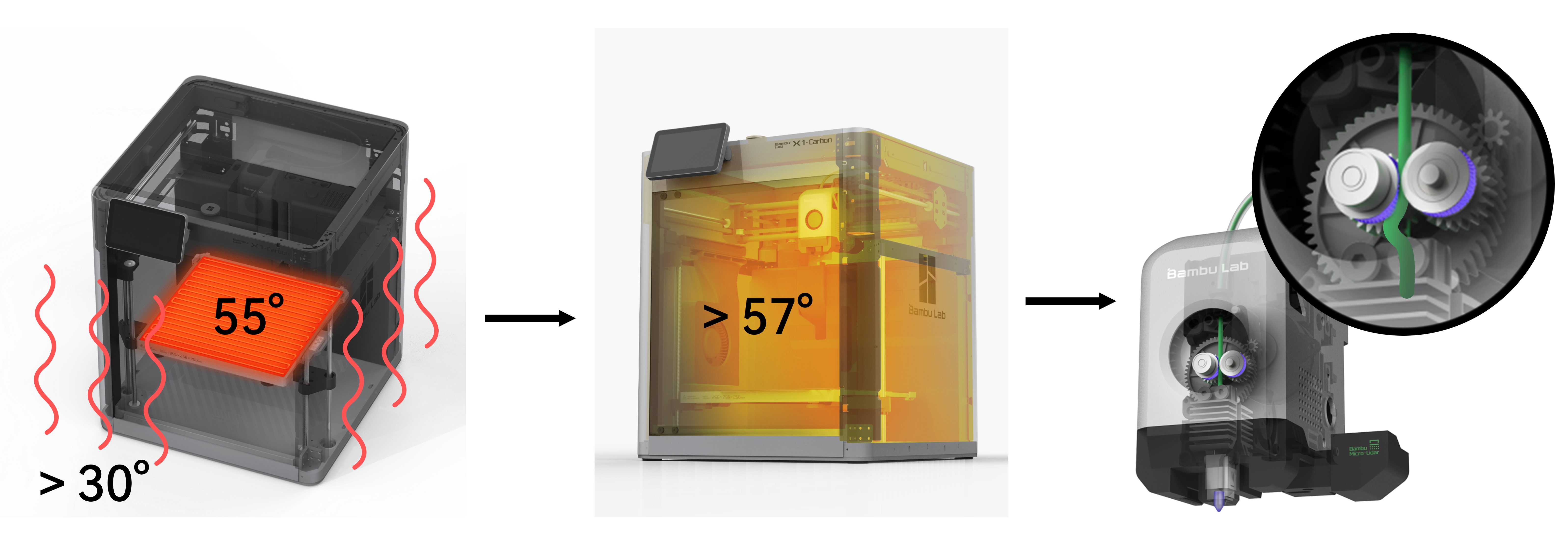
- 腔内温度:3D打印机使用加热系统来保持腔内温度,以避免打印过程中材料的快速冷却和翘曲。适宜的腔内温度能确保打印过程中耗材的稳定性,但如果腔内温度过高,可能会导致耗材在打印时变得过于柔软,从而增加热蠕变的风险。
- 热床温度:在3D打印中,热床通常会加热到一定温度,以此增加耗材在打印过程中的附着力并减少冷却引起的收缩。但如果热床温度过高,冷却过程中就可能产生底部的热蠕变。
¶ 外部温度
- 季节因素:在夏季的高温中,即使打印机的内部温控系统正常工作,外部高温仍可能使耗材在加热区域的软化程度增加,从而引发热蠕变。这使得耗材变得更加柔软和易变形,在挤出机内部流动不畅,从而增加挤出机堵塞的风险。同时,冬季的过低温度会导致打印机腔内温度与外部环境差异大,影响打印件的冷却速度。耗材在打印过程中可能冷却过快,从而导致材料收缩不均,形成应力集中,增加热蠕变的风险。
- 后处理阶段的温度控制:打印后处理(如热处理和退火)通常是在外部加热设备(如烘箱、炉子或热处理机)中完成的,旨在改善耗材性能。 在此过程中,打印件会暴露在相对高温的环境下。因此,如果处理后缺少适当的冷却或稳定阶段,就可能进一步加剧耗材的热蠕变现象。
¶ 耗材特性
软化温度(或称热变形温度)是耗材在加热到一定温度时开始变软,并失去其原有形状的温度。它直接影响耗材在高温环境下的蠕变行为。
- 低软化温度的耗材更容易发生热蠕变。因为该种耗材在相对较低的温度下就会变得柔软或开始失去其原有形状,因此它们在高温下更容易发生塑性变形,导致热蠕变的风险增加。例如,PLA、PVA 和 TPU 的软化温度低于60°C,它们在高温下可能会翘曲、弯曲或变形。
- 反之,高软化温度的耗材更不容易发生热蠕变,它们在高温环境中仍能保持较好的刚性和形状稳定性,因此在相对高温下发生热蠕变的风险较低。例如,PA 和 PC 的软化温度高于150°C,它们在高温下能够维持较好的刚性和形状稳定性,热蠕变的风险极低。
¶ 常见故障
¶ 挤出机和热端堵塞
热蠕变使得耗材在高温下软化,容易在喷嘴和加热区内部积累或沉积,导致喷嘴堵塞。同时,热蠕变导致的沉积物也会造成热端流道阻塞。这些积累和沉积物阻碍了正常的耗材流动,从而引发挤出机和热端的堵塞问题。
¶ 打印质量下降
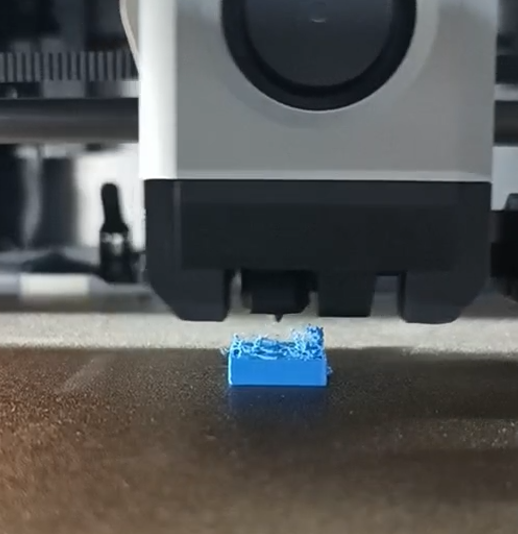
由于热蠕变,耗材在高温下变得柔软并更具流动性。软化的耗材在打印过程中无法有效固化,导致层间粘附力减弱,形成空隙或漏洞。同时,热蠕变导致的膨胀和变形使得打印件内部结构不均匀,从而影响其完整性和强度,降低整体打印质量。
其他打印质量相关问题请见:打印质量与解决办法
¶ 如何避免热蠕变?
¶ 如何避免热蠕变导致耗材软化从而导致挤出机/喷嘴堵塞?
- 开门和取下盖板:在打印软化温度较低的耗材(如 PLA、PVA 和 TPU)时,可适度开启前门或取下顶部盖板,以帮助降低腔内温度,冷却耗材。特别是在打印过程中发现材料过度软化或出现其他问题时,暂时打开门或盖板可以作为一种短期解决方法。
- 确保打印环境的温度保持稳定:剧烈的温度波动会导致打印件在打印过程中冷却不均匀,从而增加热蠕变的风险。通常,打印环境的室温应保持在20°C-25°C之间。为此,可以使用空调、加热器或安装环境温度传感器以监控和调节室内温度,确保其维持在合适的范围内。
注意:只有 X1E 能主动控制腔温,要获知更多关于腔温设置的信息,请查阅:X1E 腔温设置指南
¶ 如何避免热蠕变(如环境温度差异大导致冷却过快,冷却不均匀等)导致模型变形?
- 创造封闭的打印环境:在打印软化温度较高的耗材(如 PA 和 PC)时,最好保持封闭环境,以保持温度稳定,避免由于温度不均引起的热蠕变和翘曲。建议始终将打印机腔内温度设置为至少比耗材的软化温度低10℃。
- 选择合适的热床温度:根据所用耗材的推荐热床温度范围进行设置。 设定合适的热床温度可以提高耗材与热床之间的粘附力,减少打印过程中因冷却不均匀引起的翘曲和收缩。特别是打印软化温度较低的耗材时,过高的热床温度可能导致热蠕变,因此应保持在推荐范围内。
- 放缓冷却速度:在热处理设备(如烘箱、炉子或热处理机)中,逐步降低加热温度(如每小时降低5°C)。这种逐步降低的方式帮助材料适应温度的变化,减少热蠕变的可能性。同时,为确保足够的冷却时间,避免在热处理结束后立即取出打印件,以便耗材能够在较低的温度下稳定下来。
- 适当的退火温度:在退火过程中,确保温度设定在耗材的适当范围内。过高的温度可能导致耗材软化过度,从而增加热蠕变的风险。请遵循各类耗材推荐的退火温度。详情可见:打印结束后的工作
¶ 其他注意事项
- 为了进一步帮助您选择合适的耗材并优化打印环境,请查阅 耗材指南 获取耗材的更多信息,帮助您更有效地避免热蠕变。
- 在打印软化温度较低的耗材时,如果环境温度极低(例如5℃-10℃),则可以通过关闭前门并安装顶盖来提高打印机腔内的温度,从而防止翘曲。如果您按此操作后仍遇到挤出机或热端堵塞的问题,稍微打开前门可以让内部热风与外部冷空气循环,有助于降低腔内温度和稳定温度分布,从而减少因过热或热不均匀导致的堵塞问题。
- 建议您定期检查打印机的加热元件和冷却系统,确保它们正常运行。这有助于防止设备故障引发的热蠕变问题,确保打印件的质量和稳定性。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对指南中的任何过程有疑问或顾虑,请在操作前随时联系我们的客户服务团队。
我们随时准备为您解答疑问并提供帮助。