¶ 模型缺料
缺料通常是由于挤出不足导致的,现象有整体缺料和局部缺料两种。
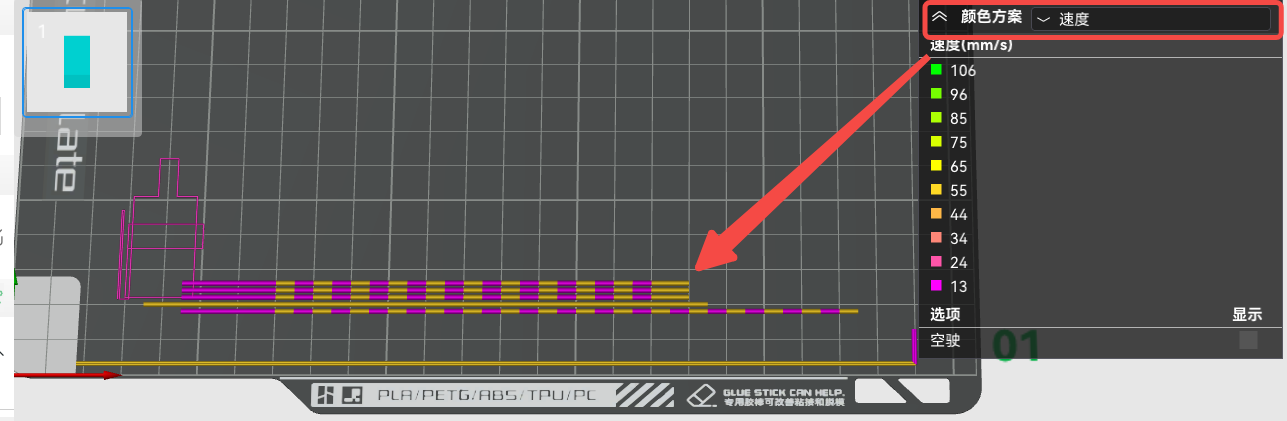
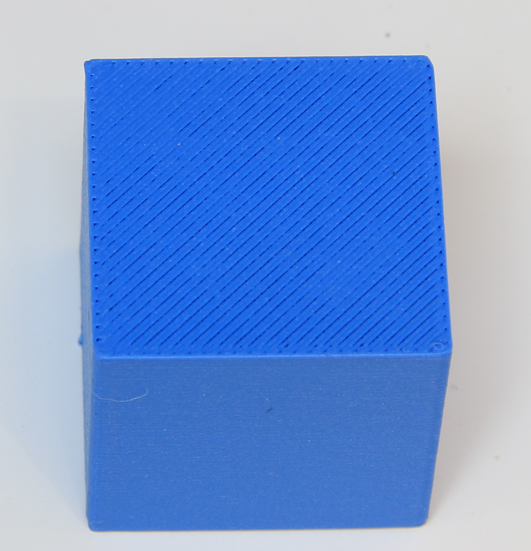
模型表面整体缺料,通常线间会很稀疏,表现如下:
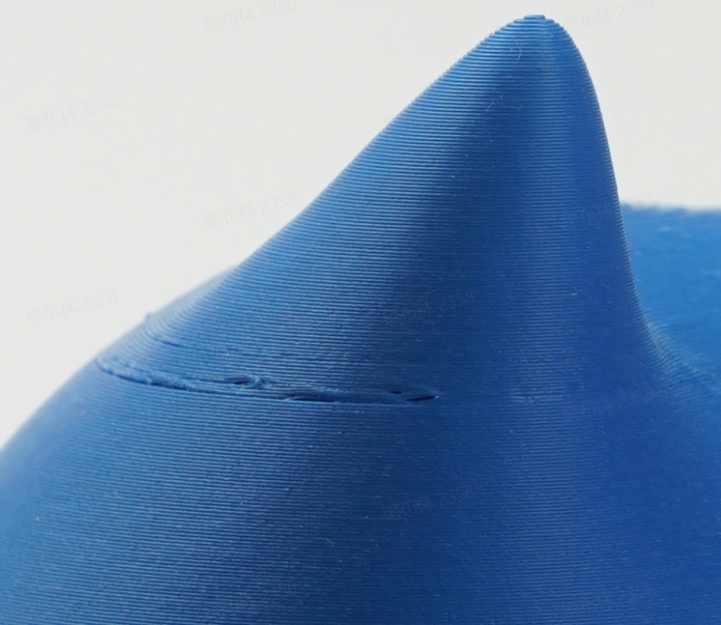
模型局部缺料表现如下:
 |
 |
常见的原因和改善方法如下:
1. 挤出阻力过大。
- 料盘转动受阻或料线缠结——排除故障后再重新打印。
- 料管进入异物、局部弯折或磨损——清除异物,修复或更换料管。
- 挤出机齿轮卡住或损——清洁或更换齿轮。
- 喷嘴内部通道阻塞,出料困难(长时间打印或打过含有纤维的料后易发生)——疏通喷嘴或更换新喷嘴(与前述相同)。
2. 挤出量偏小。
- 耗材的熔融、挤出速度跟不上打印速度——适当提高喷嘴温度或降低打印速度。如果要开启“狂暴模式”(更高速打印),最好适当提高喷嘴温度(提高10 ℃ 左右)来提高耗材的熔融速度。如果要使用第三方的耗材(可能不支持高速打印),请选择打印速度相对较低的 Generic 参数来切片、打印。
- 喷嘴内部通道阻塞,出料困难——疏通喷嘴或更换新喷嘴(与前述相同)。
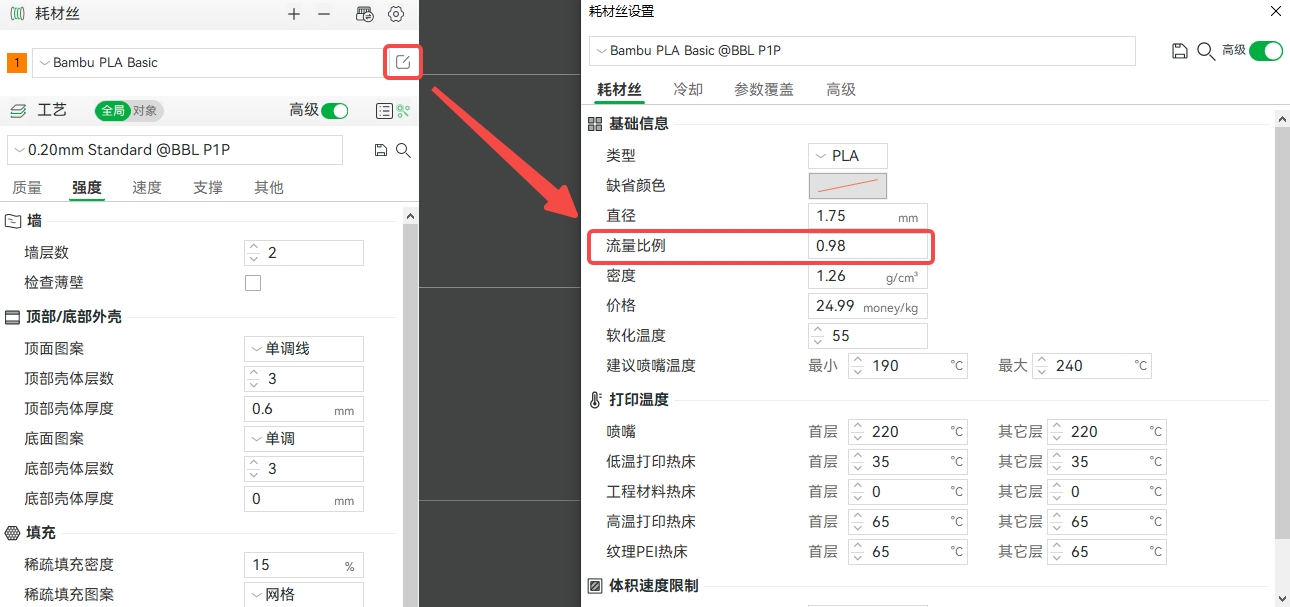
- 如果模型的整个表面都明显缺料了,也有可能是流量比例不足导致的,可以在切片软件里适当提高一点流量比例。如果您使用的是Bambu官方耗材,建议使用默认的流量比例,不要随意修改它。
3. 压力提前值设置错误。
当模型都是在转角处缺料(如下图),那么很有可能压力提前值设置错误了,需要重新进行流量标定(校准)。
.png)
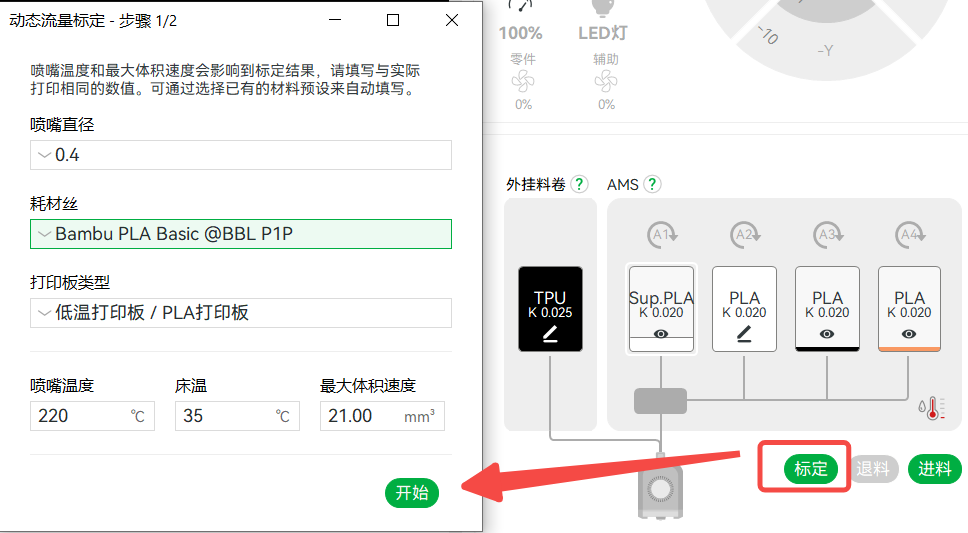
流量标定的作用是,确保工具头在加速和减速运动的时候,挤出机挤出的料能够保持均匀,避免在加速或减速的节点多料或者少料。如果压力提前值错误,则有可能导致打印头变速的瞬间挤出太多或者太少。P1P和X1系列打印机的流量标定方法如下图所示:
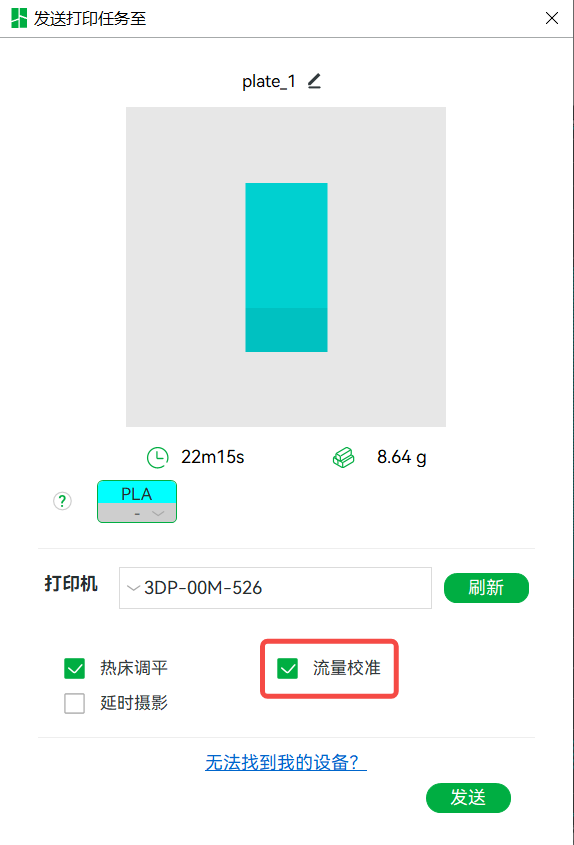
流量校准的本质,就是测试在工具头加速——减速运动过程中,找到一个合适的挤出补偿值来保证挤出线条均匀。