¶ 什么是空打检测
在3D打印过程中,由于热端堵头、耗材受潮/直径异常、温度设置不当等原因,导致喷嘴无法正常挤出耗材而悬空打印的现象,称为空打。H2系列 打印机通过多模块协同检测,发现空打现象后可及时暂停并提示用户处理故障。需要说明的是,基于喷嘴摄像头的视觉方案不支持H2S。
¶ 三大检测方案介绍
¶ 1. 基于摄像头-视觉检测(视觉监控喷嘴是否出料)(因无喷嘴摄像头,H2S不支持)
¶ 检测原理
通过喷嘴摄像头实时监测:
-
喷嘴未出料;
-
喷嘴与打印件间距逐渐增大。

 |
 |
¶ 开启条件
- 打印机需配备喷嘴摄像头;
¶ 适用条件
-
打印机配备喷嘴摄像头,且摄像头和辅助补光灯工作正常,镜头无脏污。
-
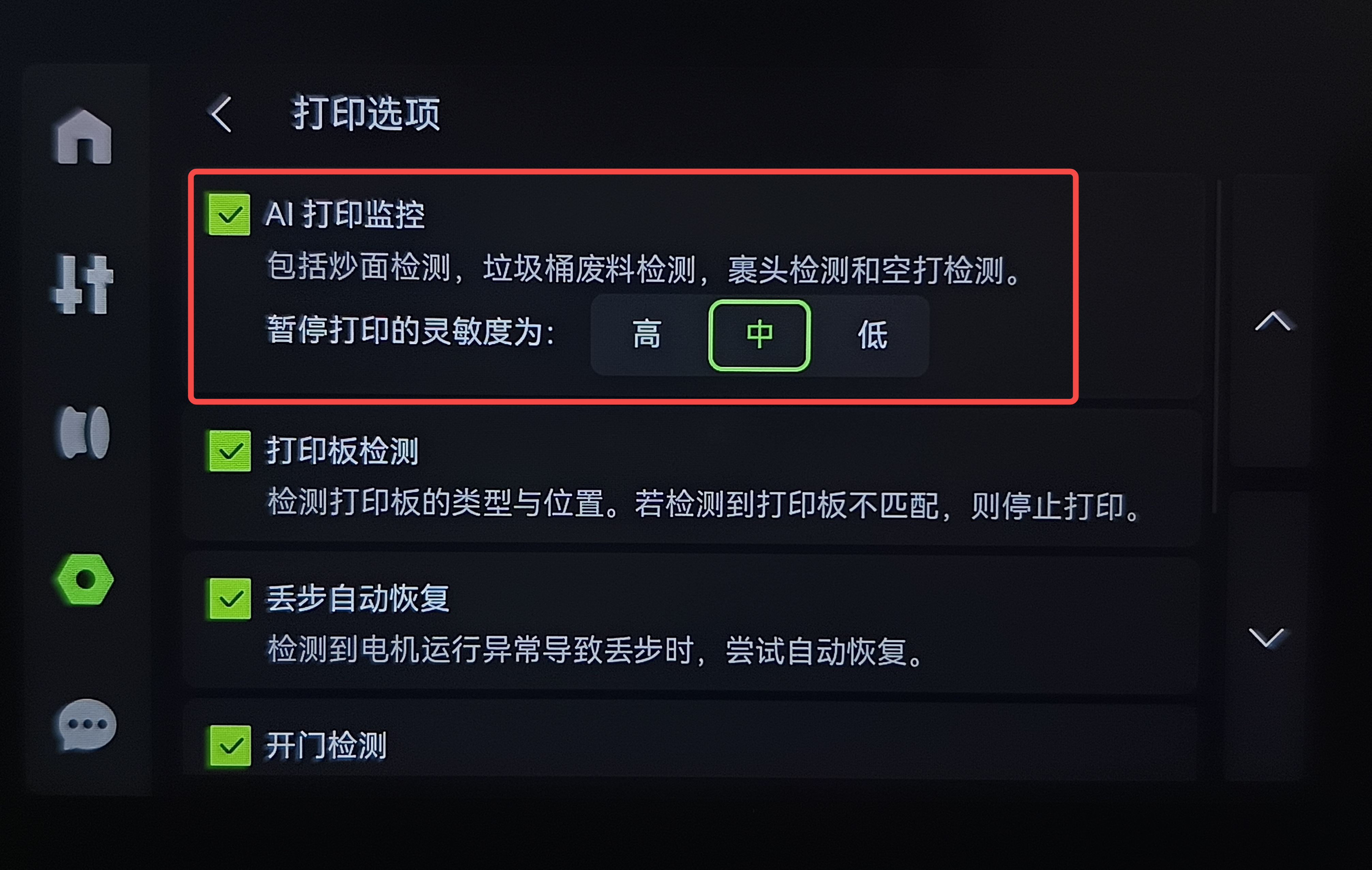
打印选项中 AI 打印监控功能已开启。
¶ 注意事项
-
误检风险:对于空驶时间占比较长的模型(如距离较远的多个细小模型),可能会存在误触发空打检测的风险。
-
准确率说明:当前版本的固件因样本数量有限,我们还会持续优化算法提升准确率。
¶ 2. 基于AMS的检测(AMS计算挤出长度)
¶ 检测原理
AMS实时监测打印过程送料长度:
- 若打印过程送料长度未变化 → 判定挤出异常 → 自动切断并回抽耗材。
¶ 开启条件
使用AMS自动供料打印时默认开启。
¶ 注意事项
-
出现空打报错后,打印机会自动切断耗材并将其拉回 AMS。用户需从 AMS 相应槽中拉出耗材,解决耗材磨损等导致空打的原因后,将其重新插入 AMS继续打印。若重新进料后仍出现挤出异常,需检查挤出机或喷嘴是否堵塞。
-
由于空打检测需要通过送料长度判断,检测过程中通常已经存在一定程度的空打。在恢复打印后模型表面可能出现轻微缺料,建议检查后决定是否继续恢复打印。
¶ 3. 基于闭环伺服挤出电机的检测(感受挤出阻力)
¶ 检测原理
监测挤出电机输出力矩:
- 高挤出速度 + 低力矩 → 判定挤出轮空转(如耗材丝未被咬合或耗材磨损)。
H2D使用的挤出电机是闭环伺服电机,在打印过程中,打印机会实时监控挤出电机的输出力矩,当发现挤出速度较快但输出力矩很小时,则会判定为挤出异常。
常见导致挤出齿轮空转并报错的场景有:
-
用户手动插入外挂耗材触发了挤出机进料传感器但实际耗材并没有被挤出轮咬上;
-
耗材在挤出轮被磨损导致线径变细无法被咬合住。
¶ 开启条件
使用外挂料盘打印,打印机会默认打开基于挤出电机的空打检测。
¶ 适用条件
-
使用外挂料盘打印;
-
使用0.4mm喷嘴打印(暂不支持其他尺寸);
-
打印速度不能太慢。因打印速度较低时输出力矩异常特征不明显,需打印流量大于9.6 mm³/s,一些像低速打印首层等流量较低的场景,该检测方案并不生效;
-
目前仅支持的耗材类型有:PLA、PLA-CF、PETG、PETG-CF。
¶ 故障处理步骤
-
剪断耗材异常部分;
-
重新插入耗材 → 预热喷嘴 → 手动测试出料;
-
如果喷嘴仍不出料,请检查热端或挤出机内部是否堵塞并清理。
¶ 注意事项
-
打印某些需要频繁挤出和回抽的模型时检测可能不灵敏,例如打印多根细长直的柱子;
-
恢复打印后请仔细检查模型是否出现缺料。检测时效性与耗材类型以及打印速度等有关,空打的报错提醒可能有滞后。请根据实际打印件的缺料情况,考虑是否继续打印。
¶ 各方案的使用场景
综上所述,根据打印供料方式的不同,系统会自动启用双重检测机制:
使用AMS自动供料时:
-
摄像头视觉检测:实时监控喷嘴出料状态(H2S不支持)
-
AMS送料监测:精确统计耗材输送长度
使用外挂料盘时:
-
摄像头视觉检测:实时监控喷嘴出料状态(H2S不支持)
-
电机力矩检测:感知挤出阻力变化
通过双重检测方案的组合监控,无论是AMS还是外挂料盘场景,都能实现更高灵敏度的空打识别,显著提升打印的可靠性和成功率。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
为了确保您安全有效地进行操作,如果对指南中的任何步骤有疑虑或问题,请在开始操作前联系我们的客户服务团队,我们随时乐意为您解答疑问并提供支持。点击此处联系在线技术支持 (服务时间 9:00-21:00)