此页面是针对 Bambu Lab H2D 3D打印机主要部件的介绍,您能对打印机有大致的了解。
¶ H2D 是如何工作的?
H2D系列3D打印机是一种使用塑料耗材来创建 3D 物体的机器。
大多数情况下,H2D 可以打印stl格式的3D模型,打印前需要使用切片软件对文件模型进行预处理。
以Bambu Studio为例,切片软件会将stl文件切分成很多层,每个层的信息将被自动转换成打印机可以理解的语言,用于指示打印过程中各轴移动路径及速率。
除此之外,切片软件还能够在生成的代码中集成多种参数设置,例如耗材的打印温度、打印机的挤出速度,并为打印模型的某些部分生成支撑。
¶ CoreXY 运动系统
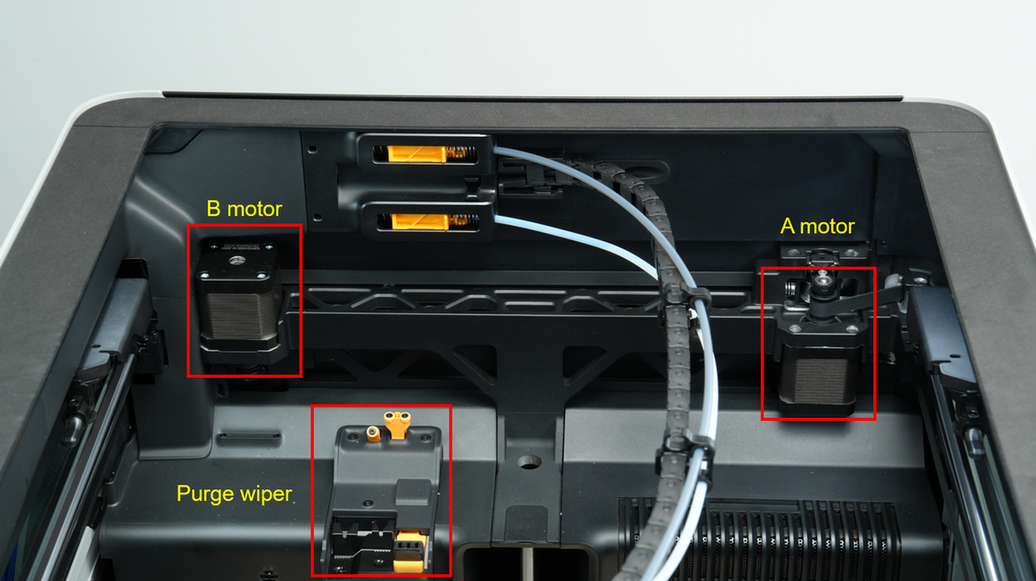
Bambu Lab H2D 基于Core-XY架构,该架构含两个步进电机与多组惰轮,每个步进电机都通过一条独立的同步带与工具头连接,通过电机-同步带协同传动来控制工具头的运动及位置。
与传统的笛卡尔打印机相比,使用 CoreXY 运动系统的 H2D 打印速度更快,因为这种运动系统的重量更轻,这对于快速打印非常重要。
想了解更多关于 CoreXY 运动系统的信息请访问该链接。
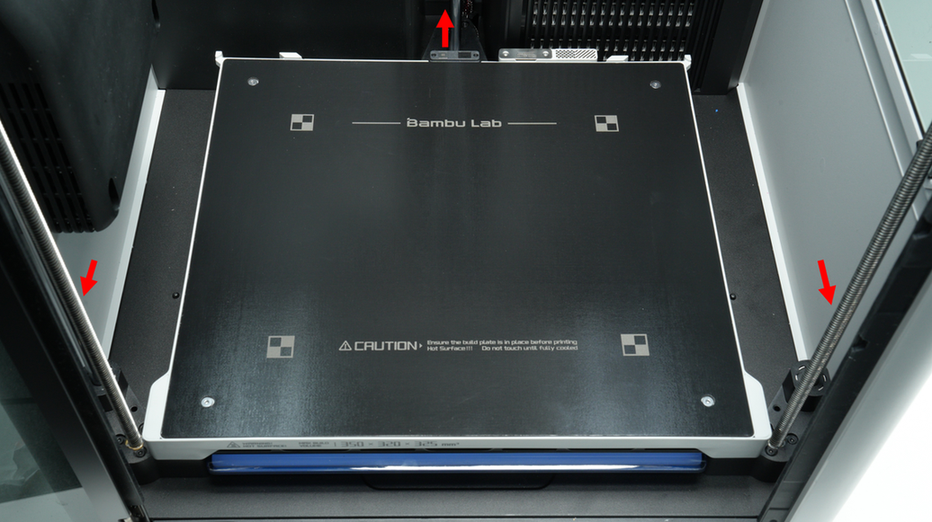
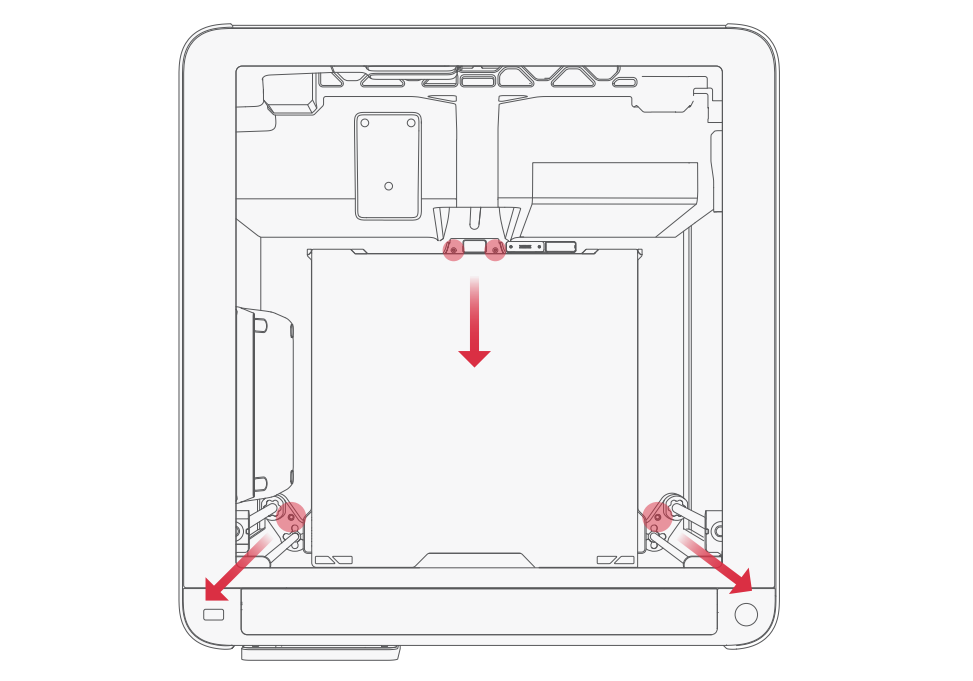
¶ Z 轴
打印机的 Z 轴由三个丝杆组成,丝杆通过皮带连接Z步进电机。
H2D出厂时已预先进行热床调平,使用前注意按照指示拆除将Z轴固定在底座的四颗螺丝即可,请保存好这四颗螺丝。若后续涉及到Z轴丝杆的拆装维护或者机器的运输,需要锁回这4颗螺丝。
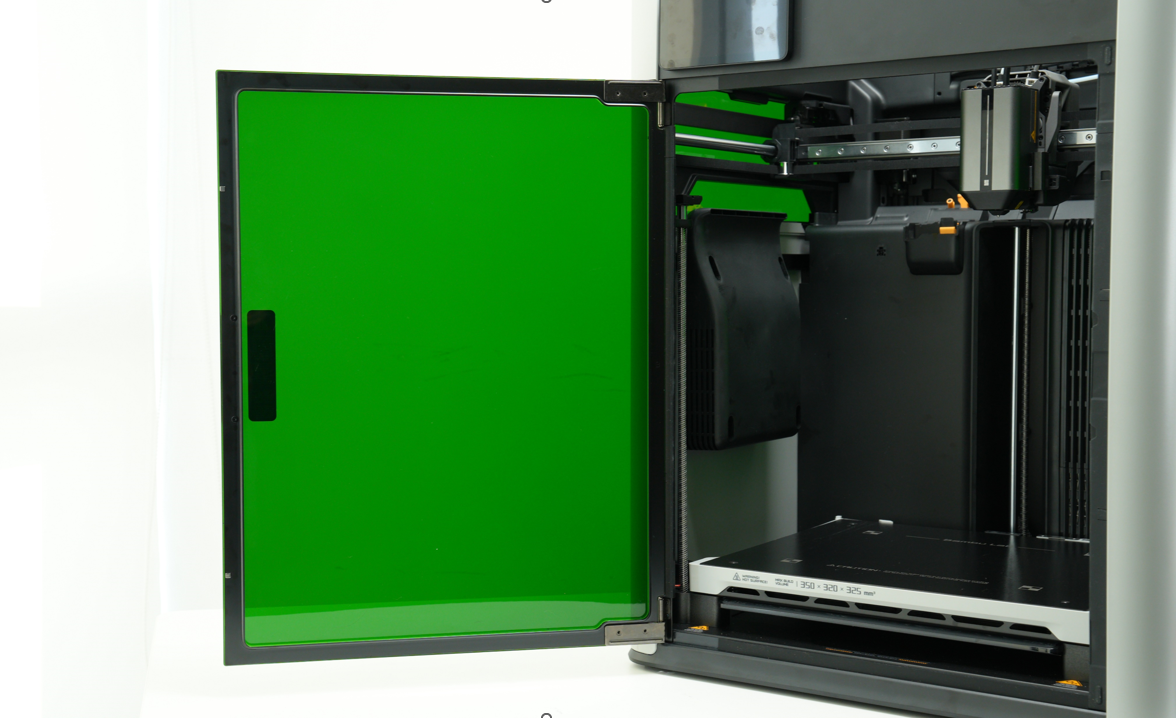
¶ 打印机外壳
H2D的打印机的顶盖、前门和侧板视窗提供两种材质选择:钢化玻璃版和激光防护版。
如果需要使用激光模组,必须安装激光防护版(激光版本标配,非激光版本需另外购买升级套装(晚于整机上市时间)),这包括绿色PC材质的前门和左右视窗,以及黑色的顶部防护盖,否则激光功能将被强制停止。
H2D为顶盖、前门、侧板及侧板视窗配备了开门检测功能。当检测到“门”被打开时,如果安装了激光模块,设备会弹出红色错误提示并立即暂停工作任务。而如果使用的是非激光功能,设备则会在HMS中提示“开门”,并弹出橙色警告提示,但不会暂停工作任务。


¶ 挤出机
挤出机负责从线轴中拉出耗材,并将其送入热端。耗材在热端加热熔化后,通过喷嘴挤出,生成打印模型。
挤出机需要精确控制挤出和回抽耗材长度,保证打印的模型尺寸精度和外观质量,是3D打印机核心部件之一。
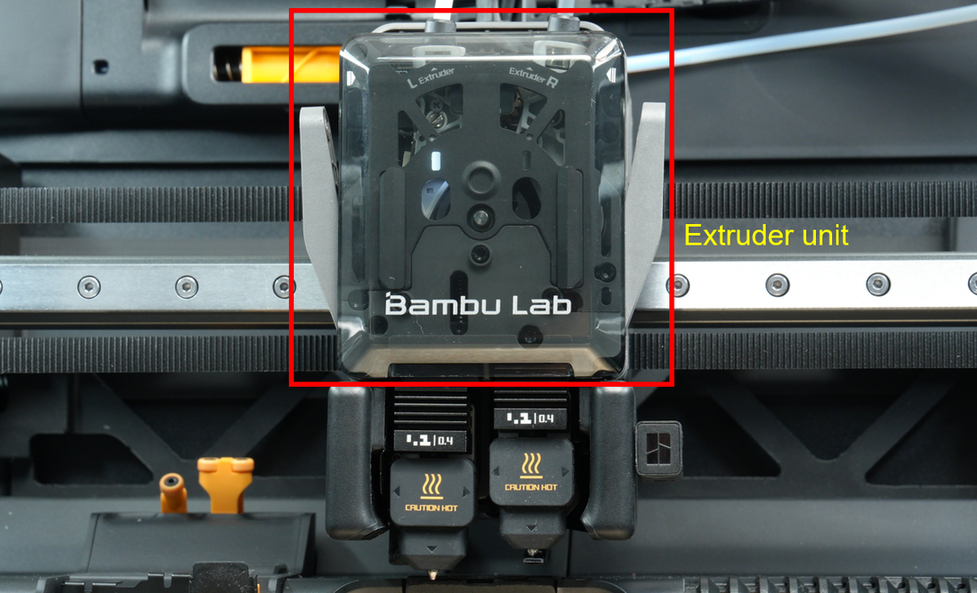
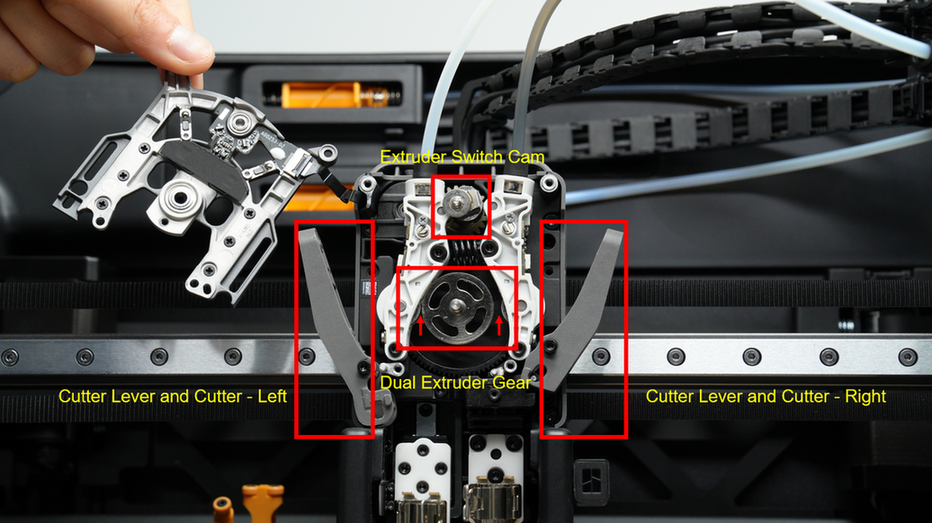
H2D的挤出机主要是由切换系统、挤出系统和切刀系统组成:
切换系统使用切换电机和传动系统驱动凸轮实现左右从动轮连杆(从动杆)的摇摆运动,搭配连接从动杆的拉簧,使一侧从动杆上的从动轮与挤出系统上的主动轮压紧耗材,主动轮旋转实现耗材的挤出;与此同时另一侧从动轮不压紧耗材,主动轮转动不会造成耗材运动。
挤出电机带动挤出主动轮顺时针或逆时针旋转,可以分别带动两侧从动轮挤出耗材,从而达到用一个挤出主动轮实现左右双挤出的效果。
切刀组件把耗材在挤出机与热端之间切断,此时可将耗材退出。搭配机器框架上的切刀顶杆和AMS,即可自动切断和更换打印耗材,实现多色或多材料打印。
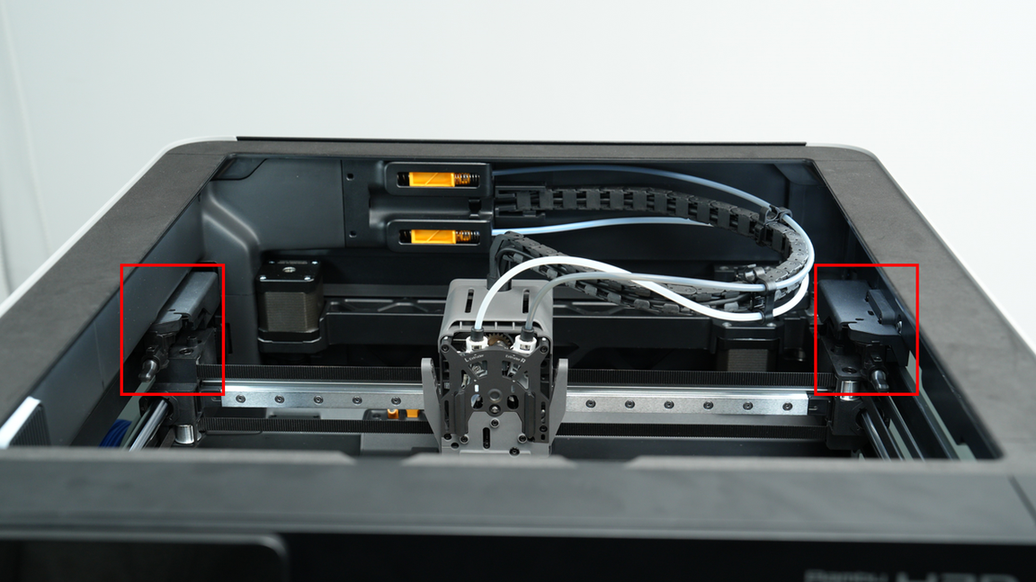
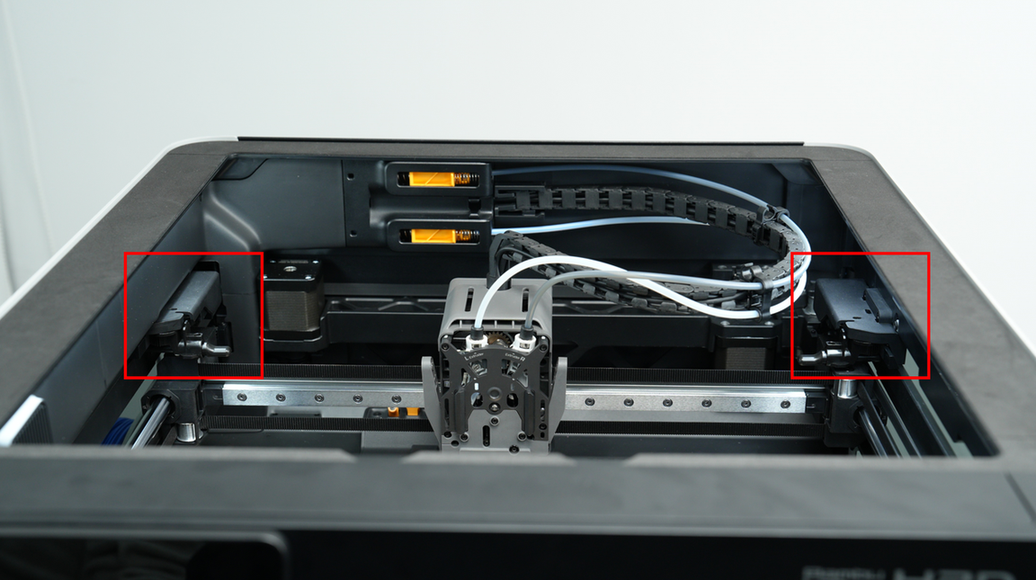
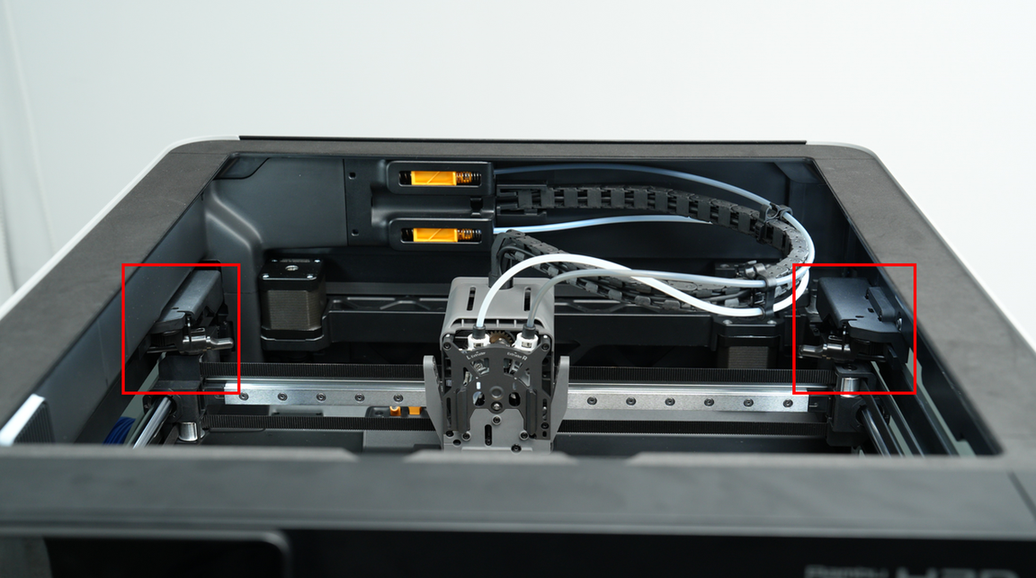
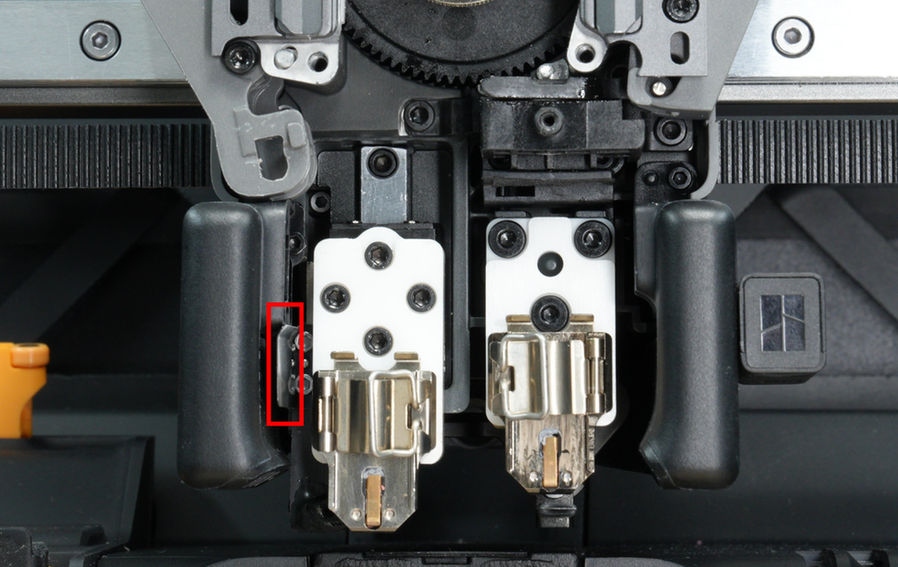
¶ 切刀顶杆
为了保证左右切刀正常工作,在H2D的左右两侧各有一个可折叠的切刀顶杆,切刀通过刀柄顶在顶杆上实现切料动作。
在打印机工作过程中,切刀顶杆有三种可能的状态:零点位置、工作位置和工具头回零避让位置。
-
零点位置:大部分时间,切刀顶杆处于零点位置,这样不会影响任何打印区域。
-
工作位置:当切刀需要切料时,顶杆会移动到工作位置。
-
工具头回零避让位置:为了不影响Y轴电机回零的准确性,切刀顶杆在工具头回零时会处于避让位置。
需要说明的是,与X1和P1打印机不同,H2D的切刀顶杆不会限制工具头的移动范围,可以在不进行任何特殊操作的情况下实现X轴和Y轴的极限打印范围。
¶ 热端
热端组件是工具头模块的核心部件,由热端加热组件,热端(集成了喷嘴、热阻断器和散热片)和热端硅胶套组成,支持的最高加热温度为350℃。热端组件将耗材加热到指定温度,熔化后的耗材以薄层的形式沉积来生成模型。

不同的材料往往需要不同的加热温度。 例如,PLA 材料在 210-220°C 左右的较低温度下打印,而 PPA 材料需要在 300~320°C 左右的较高温度下打印。Bambu Lab H2D 打印机与 A1 系列一样,将热端加热器和 NTC 测温传感器固定在加热底座上,无需拔插细小端子或使用螺丝刀。热端通过无需工具的快速锁紧卡扣固定,确保热传导和耗材融化。同时,基于A1热端的基础,在设计上,H2D 增加了加热功率和熔融区,以提高流量;在材质上,H2D 采用氧化锆陶瓷隔热底座和铜导热底座,提升隔热性能。
¶ 左热端上下升降的原理与作用
升降电机转动时,通过传动机构带动左热端上升和下降,同时带动堵嘴片左右摆动。左热端和堵嘴片之间存在联动关系,当左热端下降时,堵嘴片会移至右热端堵住右喷嘴;当左热端上升时,堵嘴片会移至左热端堵住左喷嘴,从而避免非打印状态的热端漏料。
注意事项:
-
堵嘴片的作用是堵住非工作状态的喷嘴防止漏料,如果出现轻微左右偏斜,只要不影响堵嘴功能就可以正常使用。如果发现堵嘴片没有压住喷嘴,可将堵嘴连杆拨到两个喷嘴中间的位置,尝试手动将堵嘴片向上掰一掰,然后在屏幕上手动切换左右喷嘴的升降,确认堵嘴片可以正常堵住喷嘴且能正常运动到位。
-
堵嘴片位于喷嘴下方且比较脆弱,打印异常情况下,堵嘴片可能会被异常的凸出物撞至变形,此时建议更换堵嘴片。挡风片是薄钢片,拆装热端硅胶套或热端时可能会导致挡风片变形,若变形不严重可手动掰直,若严重变形,建议更换该挡风片。
与此同时,左热端旁边安装了一个挡风片,随同左热端同升同降。使风道吹出的风尽可能集中于热端的散热片部位,提高散热效率,降低堵头风险。
¶ 适用于左/右热端打印的材料建议
-
如果您只打印单色耗材,建议使用固定端的热端进行打印。
-
如果您需要与AMS配合进行多色打印,建议将AMS连接到固定端的热端。
-
如果您想使用第二个热端打印支撑材料,建议使用升降热端进行打印。
-
TPU仅适用于固定端。
¶ 吐料组件
H2D的吐料组件包括吐料部件和擦嘴部件(粗擦),其中吐料部件由推料板与接料板构成,擦嘴部件由推杆与擦嘴连杆组成。
-
吐料部件:用于高效处理喷嘴吐出的废弃耗材。它的功能包括收集和运送废弃耗材,确保废弃废料得到正确的处置,以确保打印过程的连续顺畅进行。该装置在多个打印过程中发挥着重要的作用,包括打印机准备、暂停和继续打印、耗材的装载和卸载,以及多色打印时的耗材更换和冲刷过程。
-
擦嘴部件:用于在开始打印任务前清洁喷嘴。每次启动打印任务后,清洁动作会自动执行,无需人工干预。需要注意的是,更换硅胶擦嘴组件是常规保养程序之一。如果硅胶擦嘴组件损坏,您可以在官方商城购买替换配件。
打印前清洁喷嘴包括粗擦和精擦,粗擦主要用于去除喷嘴上的残余废料,而精擦则确保喷嘴表面的光洁。此处提到的擦嘴部件是用于粗擦动作,精擦则是指喷嘴在热床的擦嘴钢片向下蹭动 1~2毫米,以达到更好的清洁效果。
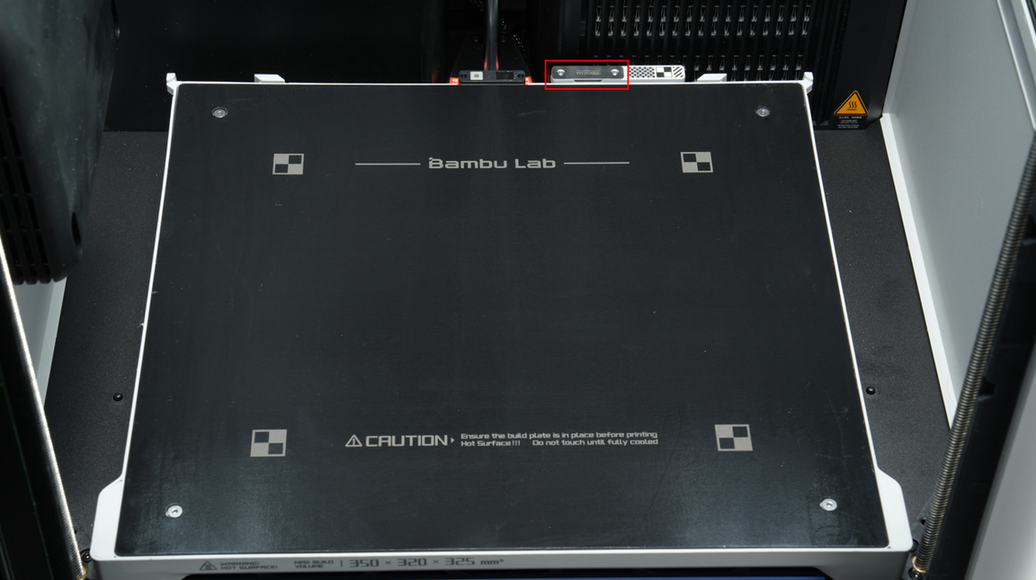
¶ 热床
热床用于加热打印表面,以帮助打印层更好地附着在打印板上,如果不对打印表面加热,沉积的耗材会快速冷却,层之间的张力会使其翘曲。在打印过程中,H2D打印机会根据所使用的材料类型来调节热床的加热温度,最高可达120°C。例如,使用PLA材料时,在低温打印板上打印时热床温度设定为35-45°C,可以有效避免翘曲现象。而对于ABS和PC等材料,为了防止翘曲,需要将热床温度设置在100-110°C之间进行打印。
热床表面的最大打印面积为350*320 mm²。(实际打印面积与使用的喷嘴有关,更多详情参考H2D双喷嘴可打印范围介绍。
H2D打印机的热床包括以下几个部分:
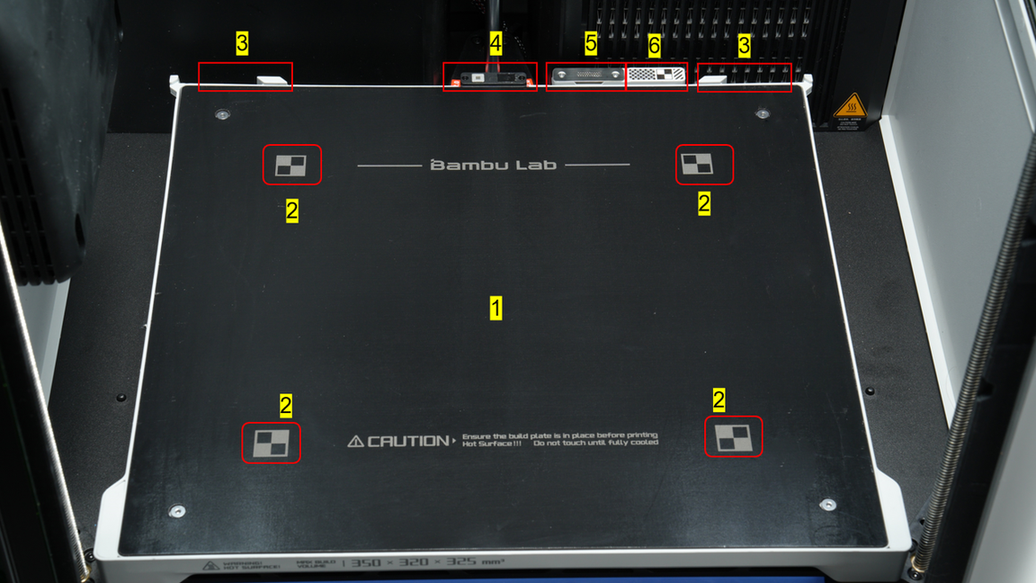

| 模块名称 | 1加热区 | 2磁贴表面丝印 | 3打印板定位平行块 | 4喷嘴偏移校准传感器 | 5擦嘴钢片 | 6校准贴纸 | 7状态指示灯 |
|---|---|---|---|---|---|---|---|
| 作用 | 加热表面 | 校准俯视摄像头和实况摄像头 | 便于使打印板放置准确 | 用于校准左右热端偏移量,确保两个热端的定位完全一致 | 以清洁喷嘴,确保喷嘴端面保持光滑 | 用于校准工具头摄像头 | 用于提示打印机健康状态和打印任务状态 |
| 注意事项 | 避免使用尖锐物划伤软磁贴 | 避免使用尖锐物划伤此丝印 | 放置打印板时可以轻微倾斜往内滑动,到达限位位置后放下即可 | 当你在打印过程中发现切换喷嘴打印后模型出现明显的层移,那么我们就建议你进行一次喷嘴偏移校准 | 严重磨损后可拆卸更换 | 避免使用尖锐物划伤此贴纸 |
¶ 打印面板
H2D系列打印机随机赠送了一块纹理PEI打印板。
请查看Wiki打印板介绍,获取更多我们打印板的相关信息。
¶ 冷却系统与加热系统
¶ 部件冷却风扇与风道
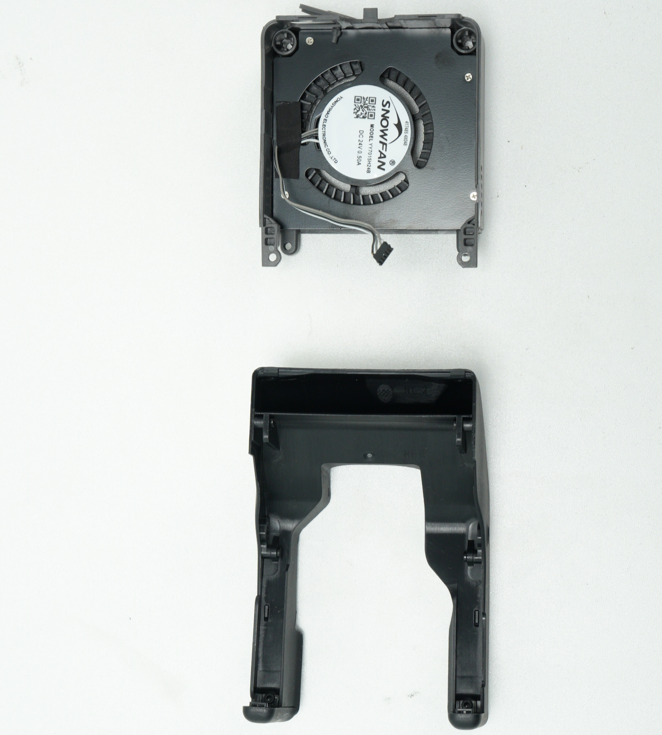
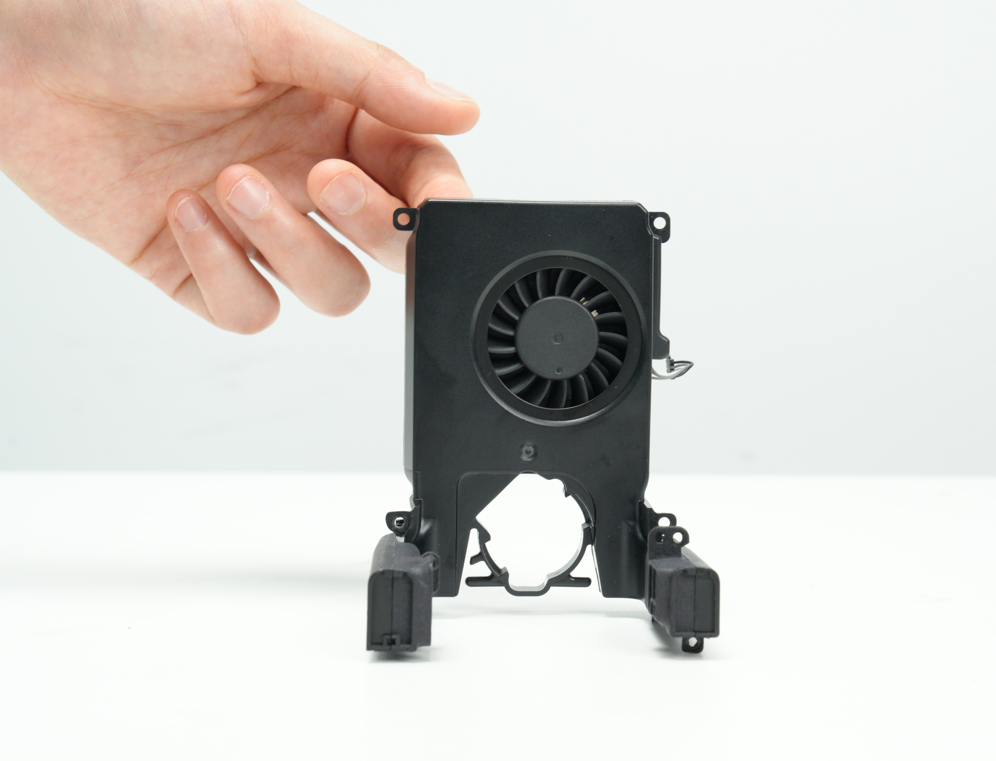
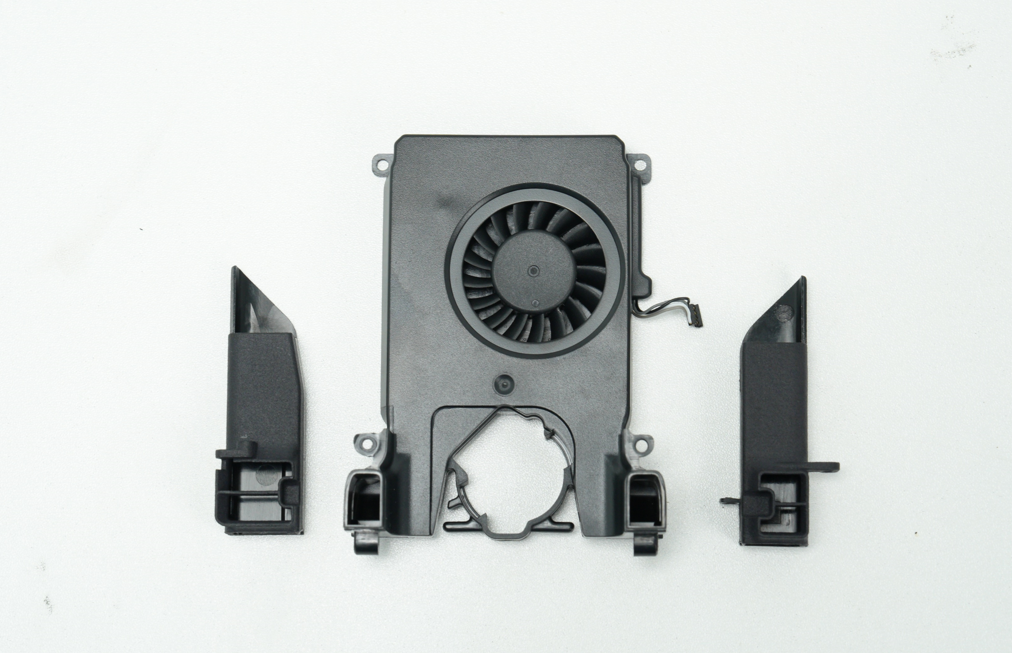
快速打印需要对打印部件进行良好的冷却,H2D配备了一个定制的 7015 离心风扇与风道,风扇吹出来的冷却空气会由风道吹到左右2个热端的喷嘴附近,从而保证左右热端打印部件的快速冷却。



¶ 热端风扇与风道
H2D配备了一个热端散热风扇和风道,风扇吹出的冷却空气通过风道导向左右两个热端的散热片附近,以保持热端温度的稳定,防止过热,从而提高打印质量并减少堵塞问题。此外,左热端还装有一个挡风片,关于挡风片的具体细节,请参见左热端上下升降的原理与作用部分。
¶ 辅助部件冷却风扇
H2D在机箱内左侧配有一个额外的冷却风扇,对于某些耗材(如 PLA),良好的散热有助于提升打印效果,开启该风扇将在打印件上形成“气流层”,有助于尽快固化打印层。
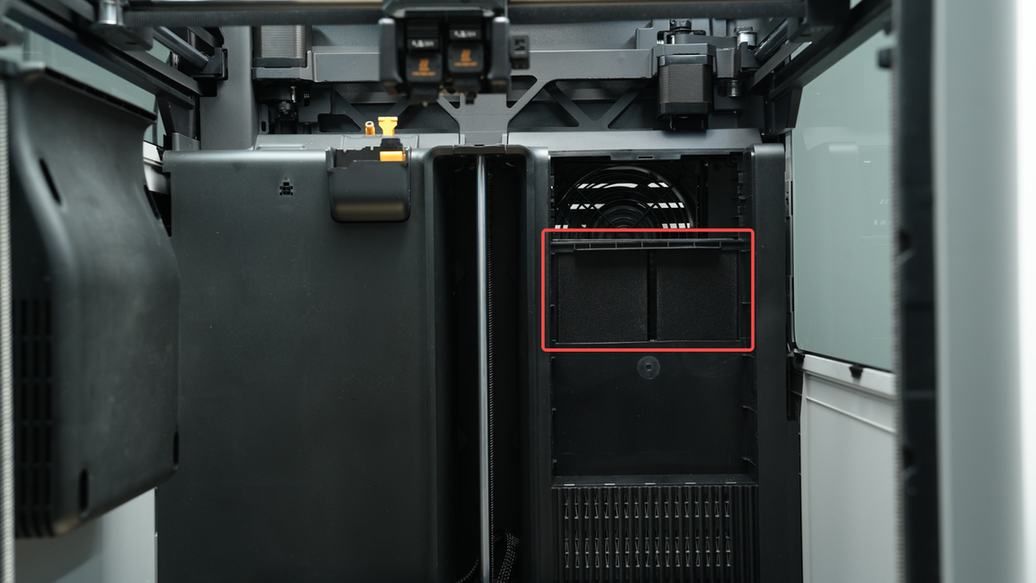
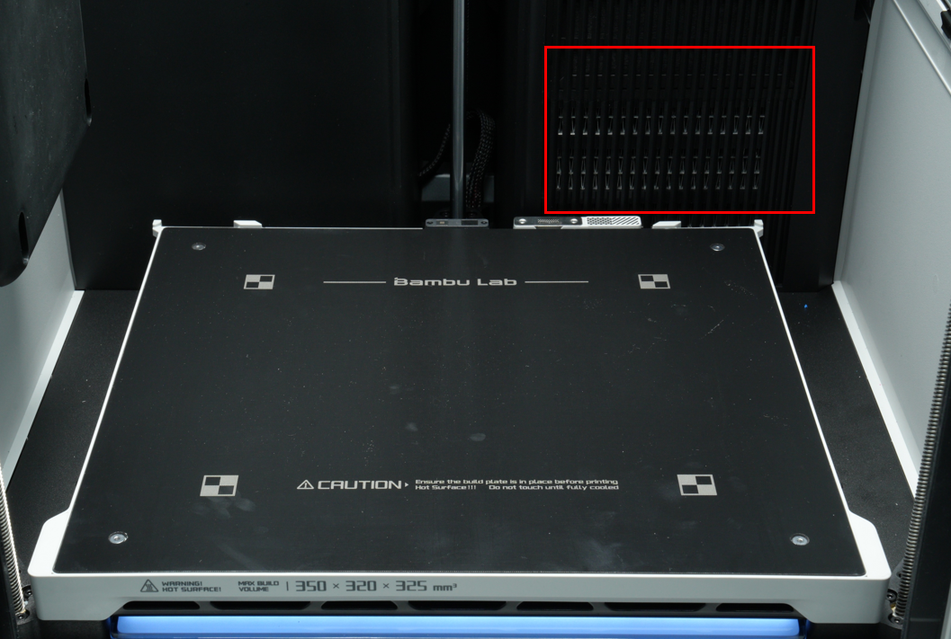
¶ 腔体冷却系统
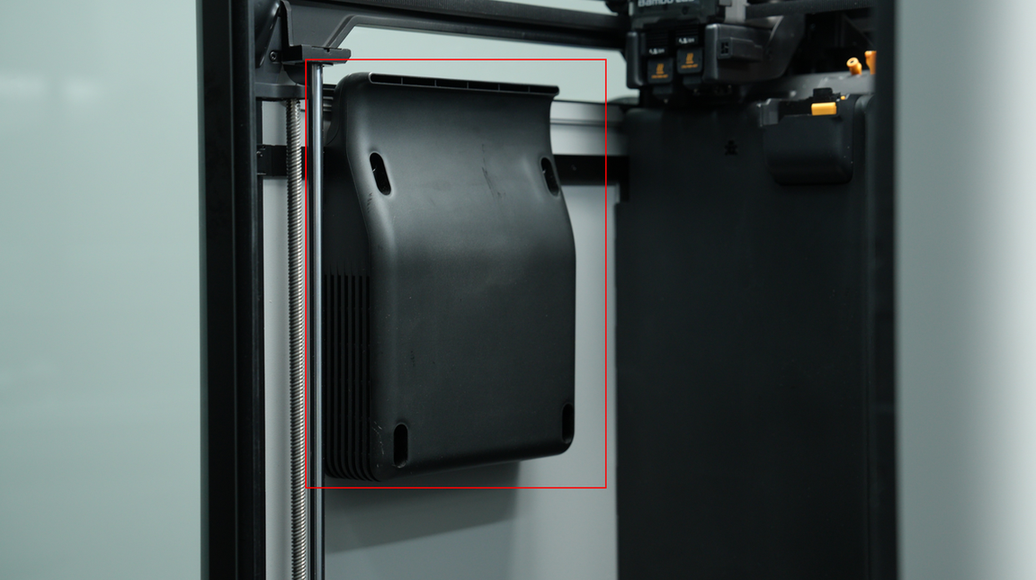
当打印机启动外排风扇时,顶部自动风门和位于打印机背面的自动排气格栅会自动打开,以便精准控制腔温或控制机箱内的气体流动。顶部自动风门作为进气口,与出气口的自动排气格栅相配合,从而为系统提供充足的进气量,同时确保机箱内的气体流动符合预期并可控。
打印机在空闲或打印过程中,若未开启腔温加热,则打印机处于冷却模式。
冷却模式下:
-
过滤切换风门保持打开;
-
排气格栅和顶部自动风门会跟随腔体外排风扇打开,以保证打印机腔体与外界的空气流通性,降低腔体内温度。
为了兼顾噪音和冷却效果,打印时腔体外排风扇转速会随腔体温度升高而升高。当打印机腔体温度较低,对冷却需求不强时,腔体外排风扇会降至30%转速。


综上,顶部自动风门和自动排气格栅主要有以下两个作用:
-
3D打印时,系统会根据所打印的耗材种类,以及对腔体温度的检测,自动控制开合及换气,实现腔温的精准控制;
-
激光模组在工作时,应提供充足的进气量,以帮助激光作业产生的废气和微粒经过滤芯充分过滤后再排放到机外,减少污染。同时,风门的开启角度经过精心设计,既能确保进气量充足,又能避免激光直射设备外部,从而降低对人体的潜在伤害。
¶ 腔体加热系统
在腔体加热时,打印机的循环系统会切换到腔温保持模式,此时自动排气格栅和顶部自动风门会关闭。为了在腔温升温阶段增加气体流动性以加快升温,过滤切换风门会打开;而在腔温保持阶段,过滤切换风门则会关闭,以确保过滤效果。
当在屏幕上设定腔温,或者选择加热模式,或者切片文件中设置了腔温加热,则打印机进入加热模式(但腔温加热器不一定位于加热状态)
当在机器屏幕端、Bambu Studio或Bambu Handy端设置腔体温度后,循环模式将自动切换至腔温保持模式,腔温加热器开始工作。
腔温加热器由PTC加热片和腔体加热循环风扇组成,设定腔温温度后,PTC将全功率加热,腔温加热风扇则以最大转速运行。当腔体温度达到设定值后,腔温加热风扇的转速保持不变,而PTC的功率会降低,以维持腔体温度在恒定值。
¶ 耗材缓冲器

它有两路耗材通道,分别对应两个热端,缓冲器的上路连到右侧热端,下路连到左侧热端,配合出厂标配的标准长度料管,可以尽可能减小进料过程中的阻力。
使用缓冲器时,需要先从机器后面的料管支架处插入料管,注意要一直插到底部,无法插入更深,且从缓冲器正面开孔处可以看到料管即到位。过程中AP板盖上设计了引导轨道,保证料管可以顺畅地插到位,此处需要注意,AP板盖上的轨道仅能通过PTFE管,从而引导耗材进入缓冲器,如果没有插入PTFE管,而是直接插入耗材,几乎是无法把耗材成功送入缓冲区。


每一路分为缓冲部分及有料检测部分。缓冲部分主要包含一个滑块、一块磁铁、两个弹簧和一个霍尔传感器;有料检测部分主要包含一块磁铁、一个弹簧和一个霍尔传感器。
¶ 缓冲部分
缓冲部分的基本工作原理是,AMS将耗材推入工具头挤出机时,送入耗材的压力会推动滑块向右移动,并存储一小段耗材在缓冲器内。当挤出机消耗缓冲器内的耗材后滑块会退回到左侧。通过传感器检测滑块所在的位置,并反馈回 AMS 和打印机,进而调整送料的速度。
另外,在用外挂料盘打印时,缓冲部分还具备缠料检测功能,可以检测到外挂料盘是否缠料。X1/P1系列的缓冲器不同,H2D的缓冲弹簧的另一侧还有一个缠料弹簧,当耗材进入机器阻力增大(例如缠料时),且工具头还在挤出,滑块向左侧运动,运动一段距离后,霍尔传感器的返回值超出阈值,就会判定缠料,打印机则会弹窗HMS提示告知用户处理,实现缠料检测功能。
¶ 有料检测部分
H2D在缓冲器处增加了有料检测功能,配合官方的料管扩展口,可实现单侧热端配合至多四个AMS的配合关系,省去了X1/P1的AMS集线器AMS Hub。
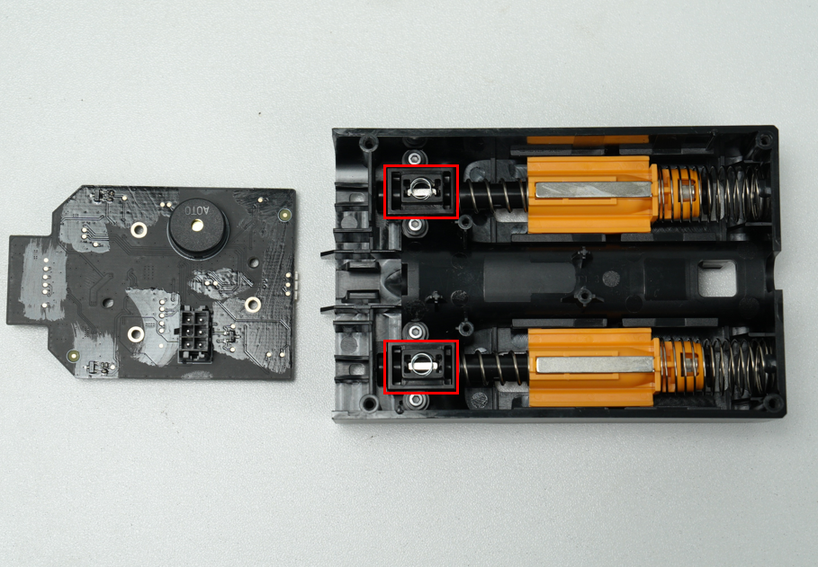
有料检测部分有一个磁铁,无耗材时磁铁被弹簧压在远离霍尔的位置,有耗材时磁铁被耗材顶起靠近霍尔,实现有料检测的功能。


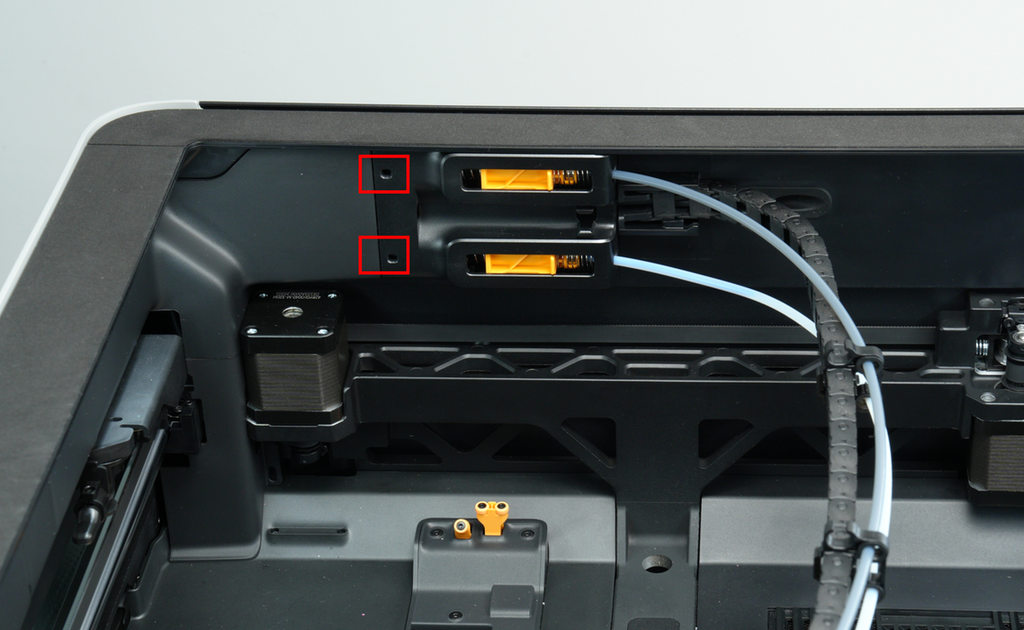
¶ 皮带张紧器
H2D 后部有可调节的皮带张紧器。 皮带张力监控器 (BTM) 将监控皮带的张力,将结果反馈给您,调整皮带张力以获取最佳性能。

¶ 电气元件
H2D 内部有许多电子元件,这里给出一些最重要元件的介绍:
¶ 主控板
H2D拥有两类核心主控板,一类负责交互逻辑处理,另一类负责整机运动单元控制处理。
AP逻辑主控板
逻辑主控板含有一个四核 CPU 以及连接到打印机的不同媒体电子设备所需的连接。
CPU 处理 H2D的智能功能(包括 AI 检测、流量校准和振动补偿)以及切片软件/移动应用与打印机之间的连接。
MC运动控制板
运动控制板含有一颗双M4内核的 MCU、一颗单M7内核的MCU,同时包含步进驱动器以及连接到打印机的不同运动电子设备所需的连接,提供:xyz运动控制、腔体温度控制、热床温度控制、腔体状态检测(舱门,顶盖,侧板开关及玻璃类型检测)、循环系统控制(空气循环及流通通道控制)。MCU 在从 CPU 获取G代码流后控制打印机的实际运动及整机状态。
¶ USB储存接口
H2D拥有一个支持USB2.0协议的普通USBA接口,可用于U盘离线发起打印和存储延时摄影录像文件。
¶ 屏幕
H2D配备了一块5英寸1280*720的触控屏幕,结合更为流畅的用户界面,实现丝滑的操作体验。
¶ 喷嘴摄像头
H2D拥有支持1080p 10fps(最高能到30fps)的喷嘴摄像头,可实现热端裹头,空打,炒面检测,垃圾桶位置标定。
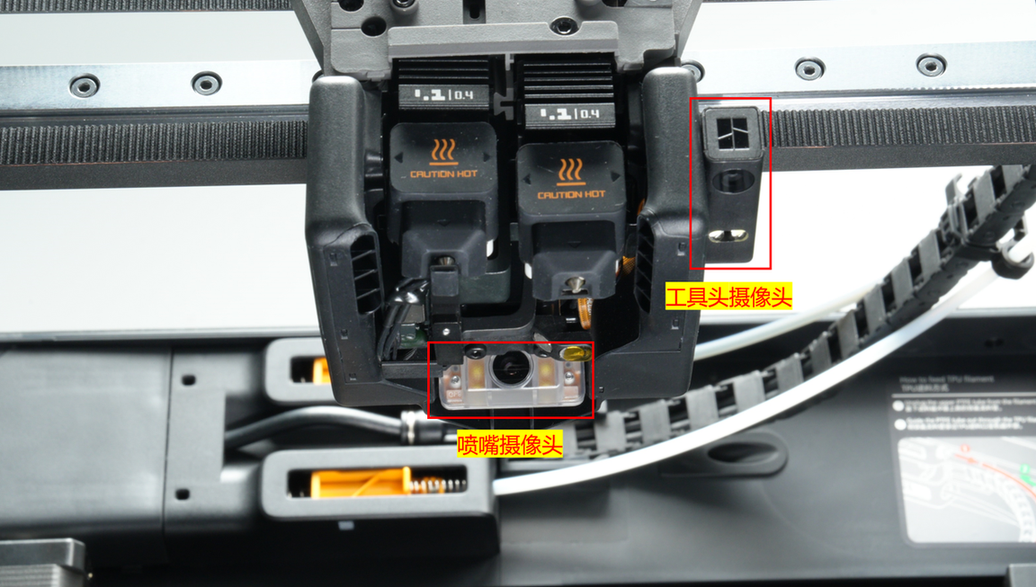
¶ 工具头摄像头
H2D拥有支持1080p 30fps的工具头摄像头,可用于运动精度校准,高精度喷嘴偏移校准。
¶ 实况摄像头
H2D拥有支持1080p 30fps的实况摄像头,可实现打印机腔体内部实况查看,延时摄影和必要的AI检测功能。

¶ 俯视摄像头(打印模块选配,激光必须安装)
H2D可选配4K,最大15fps的俯视摄像头,以满足在激光&模切扩展场景下的智能检测和识别功能。

¶ LED照明
H2D的左右横梁各配备有一个LED灯条,以确保腔体内有足够的照明。
¶ 启动/暂停按钮
激光任务需要有人值守。因此,在前处理软件中发送激光工作任务或刀切任务后,操作员需要按下位于打印机右上方的启动按钮以开始任务。
未来的固件更新可能会支持激光任务和模切任务的暂停功能;但目前,该按钮仅用于确认激光和刀切任务的开始。
该按钮对3D打印功能没有任何影响,不具备暂停也不具备启动打印的功能,3D打印任务的暂停需在触摸屏上进行操作。

¶ 安全钥匙
为确保符合相关安全规范,H2D打印机配备了一个安全钥匙插孔,必须插入安全钥匙(打印和刀切功能)或带有安全钥匙的急停按键(激光功能)才能启用电源。如果在连接打印机电源并打开电源开关后,打印机未正常供电,请务必检查这一点。

¶ 急停按键(打印和刀切功能选配,激光功能必须安装)
激光任务需要有人值守。因此,在前处理软件中发送激光工作任务或刀切任务后,操作员需按下位于打印机右上方的启动按钮以开始任务。
启动按钮还支持激光任务、模切任务以及3D打印的暂停功能(3D打印的暂停功能需更新固件,预计在2025年8月底可用)。


¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请点击此处联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!