热端堵塞是 3D 打印领域内的一个常见的现象,时常会遇到这个问题。堵塞的发生有各种不同的原因,例如,热端的温度不够高,不能确保耗材在挤压时足够快地融化;或者使用的耗材可能有微小颗粒(如木质的耗材或其他耗材),这些颗粒会聚集在喷嘴的尖端,限制流动。这些现象很容易判断,会通过以下方式表现出来:
-
挤出不足(挤压出的耗材不够,导致打印模型周围有间隙)
-
没有挤出 (打印机运行正常,但没有耗材从喷头中出来)
¶ 所需工具
为了解决大部分的堵塞问题,你可能会用到以下工具:
-
通针
-
钳子
-
防烫手套
-
耗材
-
H1.5或H2.0螺丝刀

¶ 操作前的注意事项及机器状态
请注意本指南中的一些涉及高温打印头的操作有一定危险性。在执行这些操作时,请采取所有必要的预防措施。对于其中的一些操作,请关闭机器并等待热端完全冷却。
在需要手持热端的时候,请您带好防烫手套。
¶ 视频指南
¶ 操作指南
我们提供了以下疏通热端的方法,你可以根据热端堵塞的情况来选择合适的方法。本文以左喷嘴为例进行清理。
¶ 1. 手动挤出堵塞物
这是清理热端堵塞最简单的方法,在屏幕上切换到左喷嘴,将热端温度提高到略高于耗材要求的温度,然后通过屏幕菜单点击进料来挤出耗材。
¶ 步骤 1. 加热热端
将热端温度提高到略高于耗材要求的温度(以PLA为例,设置热端温度为250℃)

¶ 步骤 2. 手动挤出
通过点击屏幕上的进料按钮挤出耗材,观察喷嘴能否正常挤出。如果使用TPU耗材,点击挤出按钮不能超过三次,请避免快速多次点击退料,以免卡死或卷料。

¶ 2. 冷拔
¶ 步骤 1. 开始前的准备
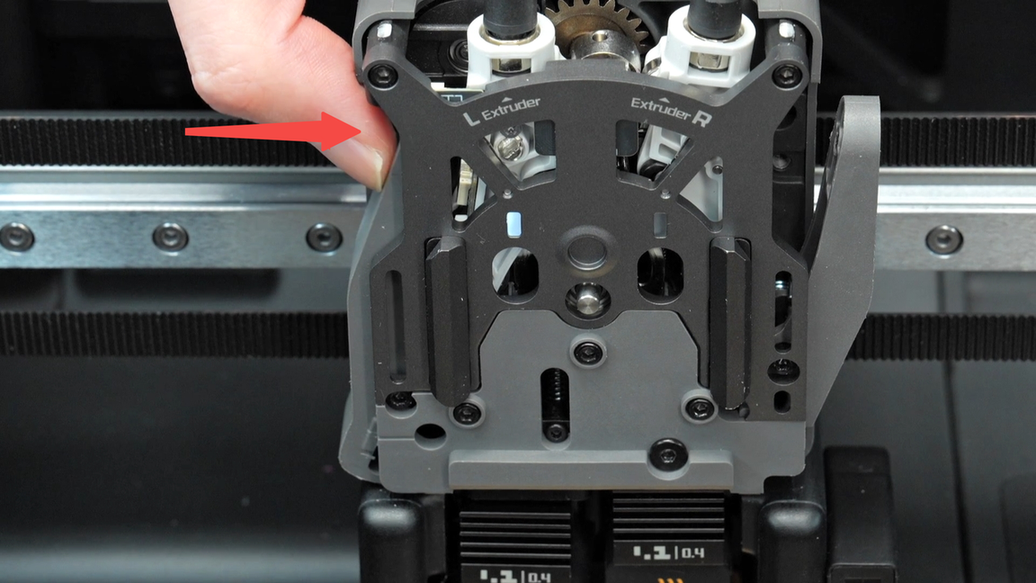
将工具头移动到合适的位置。捏住工具头前盖顶部的两角处,向上提起以移除工具头前盖。
以对称的方式,按住黑色外圈,解锁挤出机上方的两个气动接头,断开PTFE管。以便于进行下一步的操作。

确认热端处于室温,然后按压切刀切断耗材。
取下热端硅胶套。
¶ 步骤 2. 加热热端并移除耗材
将热端加热至 100℃(以 PLA 为例),在加热的状态下将热端取下(请带好防烫手套操作!)


用钳子拔掉热端入口处的料线。

¶ 步骤 3. 装回热端并重新加热
将热端装回,并锁紧热端卡扣。

将热端温度设置为220℃,然后加载另一种颜色的同种耗材。

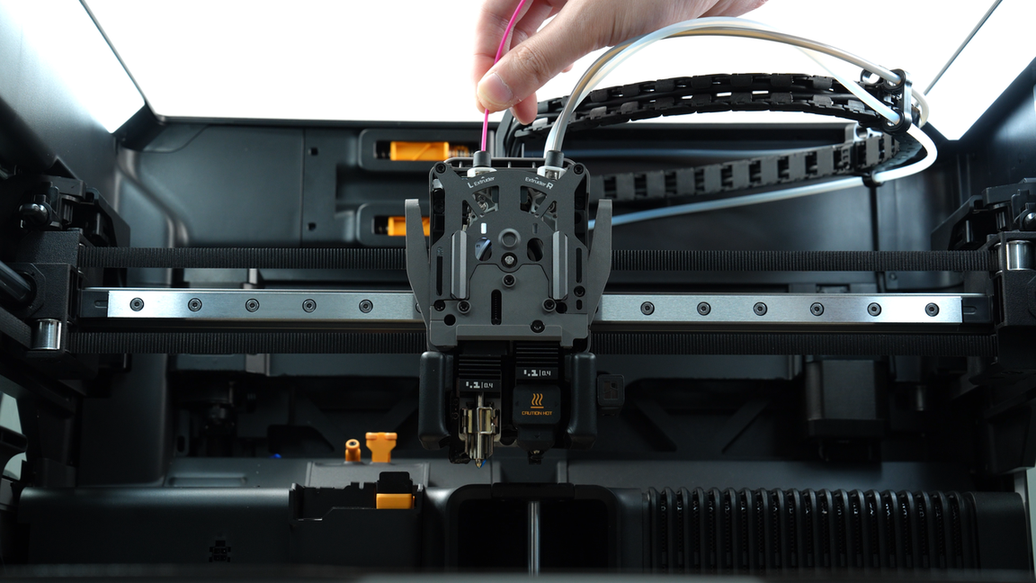
¶ 步骤 4. 手动挤出并冷拔
在屏幕上手动点击挤出键,如果观察到从喷嘴挤出的耗材完全变成了新加载的耗材,则可以开始冷拔。

以右挤出机使用0.4 标准流量(SF)喷嘴使用PLA进行冷拔操作为例:

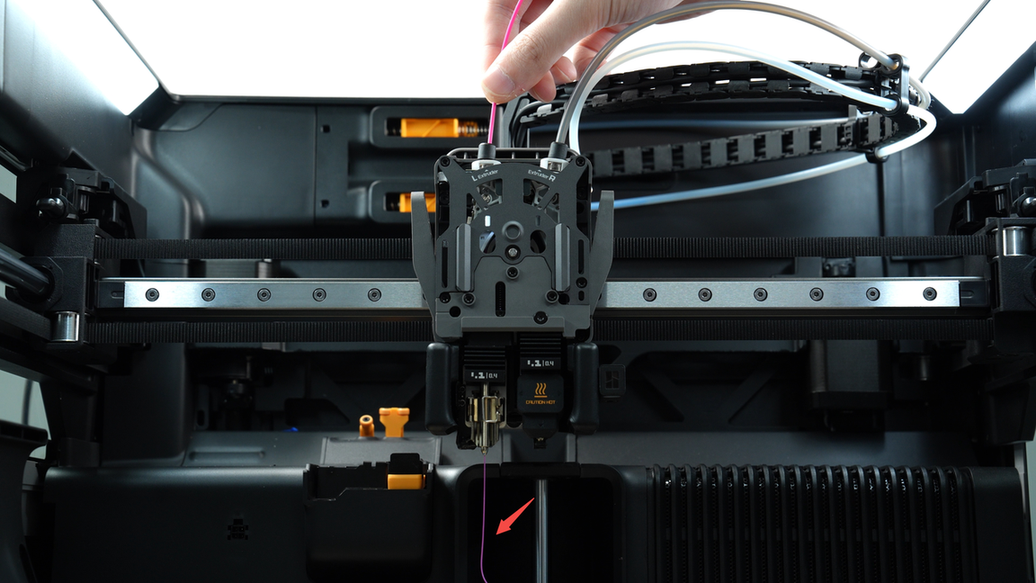
在机器提示您进行手动冷拔后,握住挤出机上方的耗材进行冷拔,在冷拔的过程中请缓慢向上冷拔出耗材,过快的冷拔速度以及倾斜角度拔出会导致耗材断裂。
¶ 评估冷拔效果:
在已拉出的耗材末端(如下图为 HF 喷嘴)上,需重点关注以下质量指标:
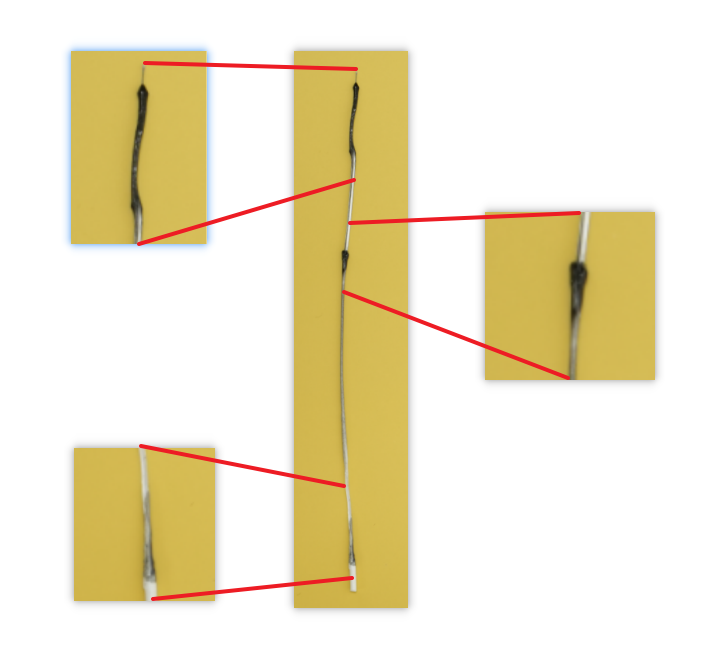
-
色泽一致性:已拉出耗材丝不得夹杂异色杂质或碳化沉积物。
-
表面洁净度:已拉出耗材丝表面需呈现均质化熔融状态,无颗粒状烧结物附着。
我们强烈建议您建议多次重复冷拔直至挤出的耗材丝达到表面洁净无异常物质残留(如下图所示为 HF 喷嘴)。

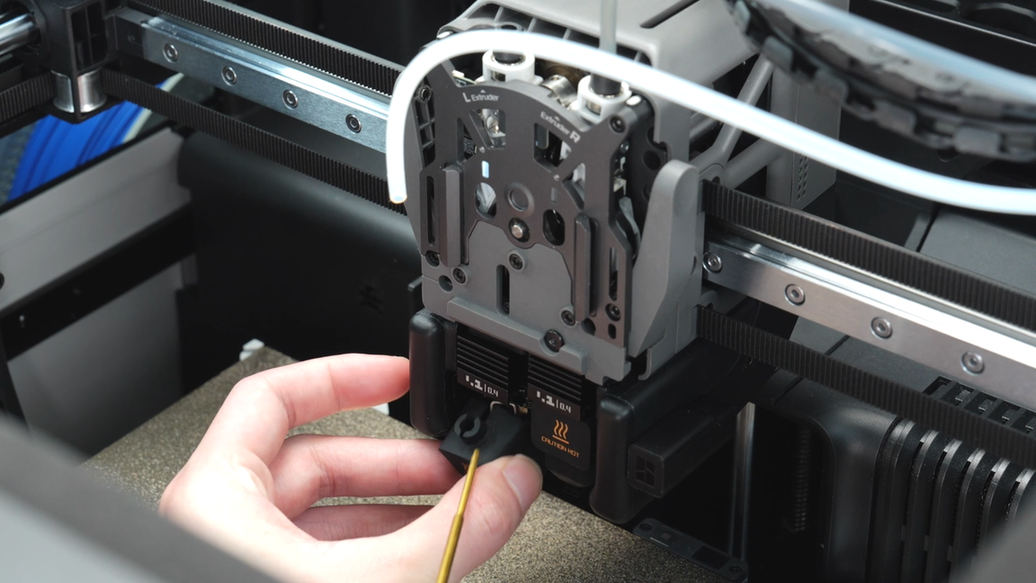
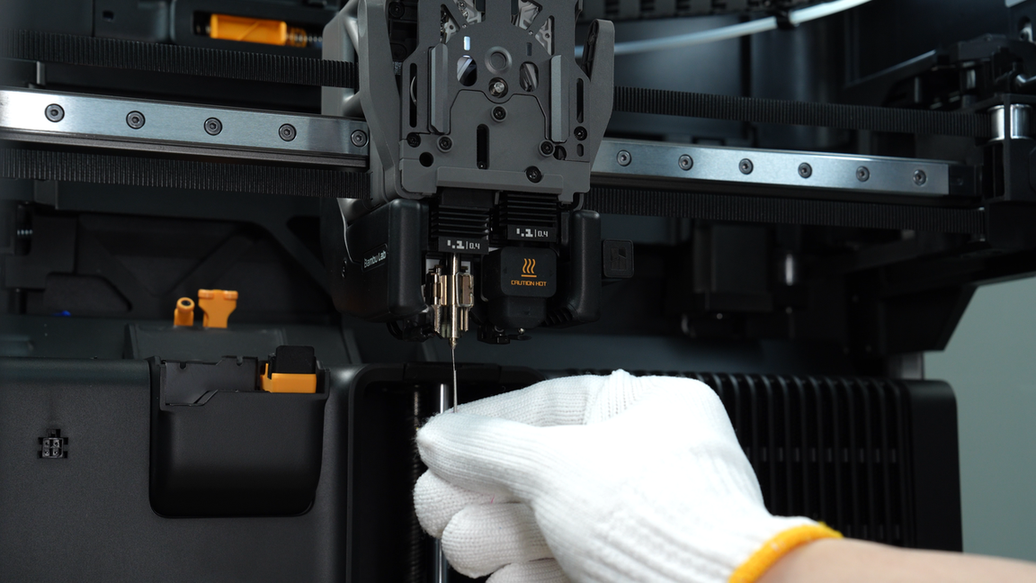
¶ 3. 使用通针疏通
如果料线无法从喷嘴中挤出,或从喷嘴挤出的料线没有完全变成新加载的料线,则需要使用通针来疏通热端,并重新手动挤出料线(循环通针疏通与挤出这一过程)。
将热端加热到220℃,等待热端达到指定温度后,将通针伸入喷嘴并上下疏通多次。

¶ 验证喷嘴是否正常
重新安装喷嘴,连接 PTFE 管,并重新装入耗材测试挤出效果,如果仍然堵塞或挤出不足,还需要反复多次尝试清理热端。

虽然上述方法往往能清除 99% 的堵塞物,但在有些情况下,由于喷嘴可能已经损坏,所以只需更换喷嘴。如果做完这些后,您的机器能正常打印,那么您就成功地疏通了您的喷嘴。
¶ 注意
0.2 mm 的喷嘴更难清除堵塞物,可能需要多次进行上述步骤。另一方面,大于 0.4 mm 的喷嘴往往比 0.4 mm 的喷嘴更少堵塞,因为喷嘴的口径开口允许更大的颗粒通过。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!