¶ 故障描述
在使用外挂料盘进行打印时,系统会实时监测挤出电机的挤出力变化。若检测到挤出力异常,打印任务将自动暂停,需排除故障后方可继续打印。
该告警用于识别“空打”现象。
导致该故障的原因包括:
-
耗材直径过细、磨损,导致挤出机齿轮驱动耗材时打滑;
-
热端堵头,耗材无法从喷嘴挤出;
-
切片中设置的材料与实际使用的材料不符;
-
耗材触发了工具头进料传感器但是没有被挤出机咬上
备注:通过挤出电机检测空打的条件有3个:
1、当前只支持当外挂料盘的耗材是PLA、PETG、PLA-CF、PETG-CF、PA-CF、PET-CF
2、挤出流量需大于9.6mm^3/s
3、暂时只支持0.4mm热端
检测时效性与打印耗材类型、打印速度等有关,检测可能有滞后,在故障排除后,请根据实际打印件情况,考虑是否继续打印。
¶ 故障排除
工具头拆装前,请务必保持打印机处于断电状态。
¶ 工具、设备及材料
- H2.0 内六角扳手
- H1.5 内六角扳手
- 斜口剪钳/剪刀
- 尖嘴钳
¶ 故障定位与解决流程
详细解决步骤见下文。
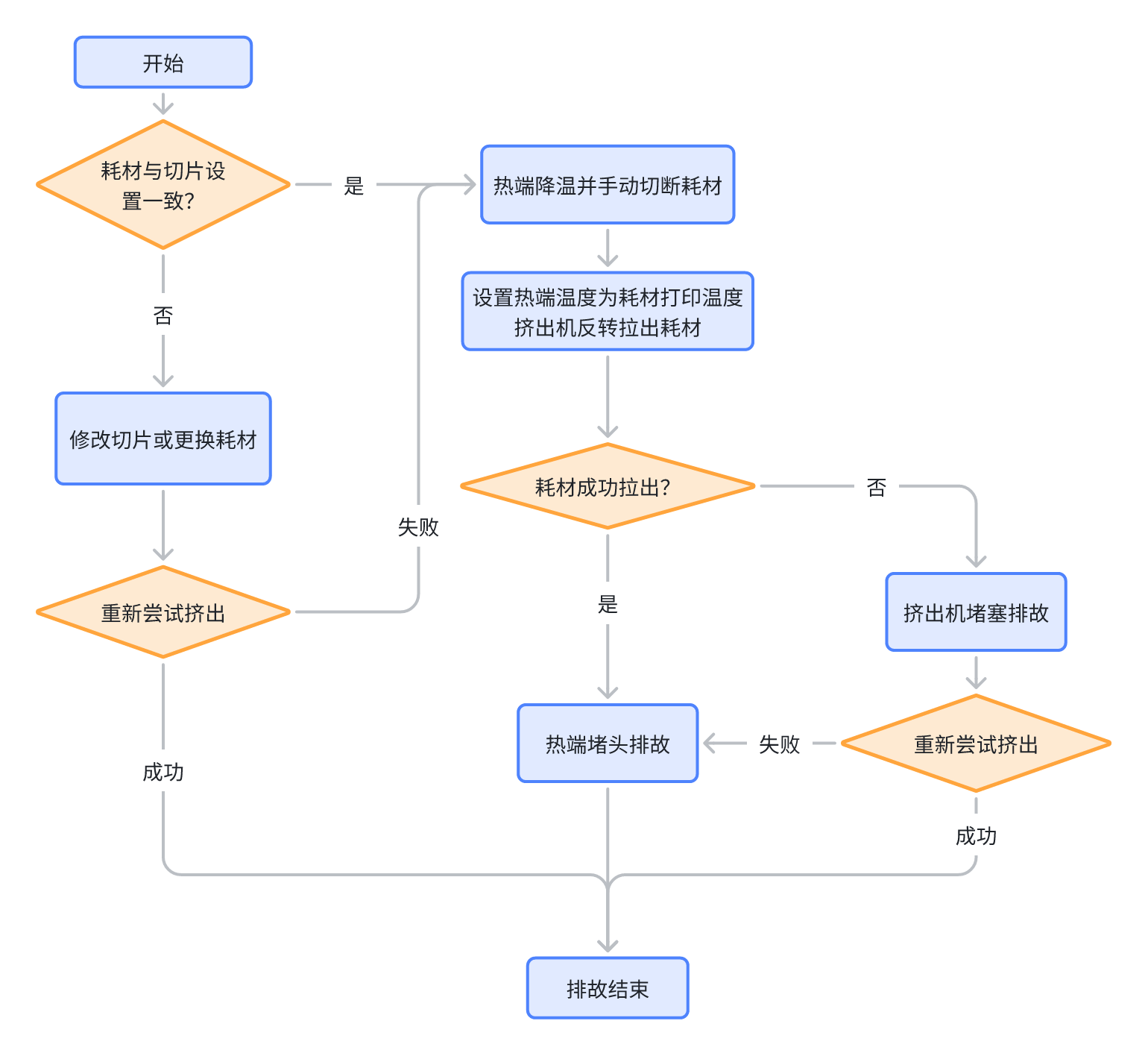
¶ 排故措施
用户可依据实际情况调整各排故措施的顺序。
¶ 步骤1. 检查切片中耗材参数设置
-
若切片设置的耗材类型与实际使用的耗材不一致,可能导致空打现象。请调整切片参数或更换耗材,确保二者匹配。
-
重新尝试挤出操作,若空打告警仍未消除,请跳转至步骤2。
¶ 步骤2. 热端降温并手动切断耗材
- 设置热端温度为0°C,等待热端降至室温

- 按压切刀,切断耗材

¶ 步骤3. 热端升温,尝试反向拉出耗材
-
设置热端温度为耗材打印温度,等待热端升温
-
拔出挤出机上端PTFE管
-
操作挤出机反向旋转,同时手动拉耗材

¶ 步骤4. 若步骤3耗材未成功拉出,进行挤出机清理
挤出机内部可能存在堵塞,请参考H2S堵塞排查清理挤出机。完成清理后,尝试重新挤出。若依旧堵塞,进行步骤5热端堵头排故。
¶ 步骤5. 若步骤3耗材成功拉出,说明挤出机段正常,进行热端堵头排故
热端可能存在堵塞,请参考H2S热端堵塞清理清理热端。完成清理后,尝试重新挤出。若恢复正常成功挤出,则问题已解决;若仍然无法挤出,可能热端已经磨损或损坏,需要更换一个新的热端。
若以上排故措施无法解决您的问题,请提交工单。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!
¶ 等效代码
如下HMS代码均代表同一类型的故障。
| HMS代码 | 故障描述 |
|---|---|
| 0300-0900-0002-0003 | 挤出电机无法挤出料,可能堵头或者耗材丝过细导致挤出机打滑。 |