¶ 故障描述
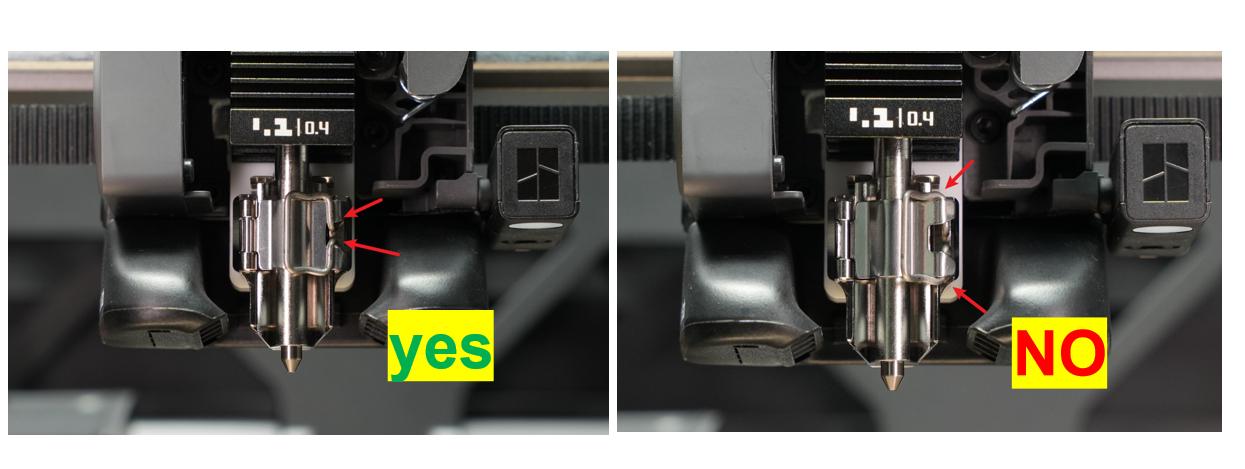
热端通过锁扣固定在热端加热器上。随着挤出力的变化,挤出力涡流传感器与热端上散热翅片的间隙也会相应变化,从而实现挤出力测量。若挤出力信号频率过高,则说明涡流传感器与热端上散热片间隙偏小,系统将触发告警,热床会轻微下降,任务终止并显示错误信息。
涡流线圈安装在挤出机上,位于热端的上方,正确安装后,线圈与热端散热片的间隙 >=0.15 mm && <= 0.5 mm。
可能的原因包括:
-
热端安装不正确
-
挤出力传感器涡流线圈安装过低
-
挤出力传感器与TH板的连接脱落或松动
-
挤出力传感器损坏
¶ 故障排除
¶ 工具、设备及材料
-
H1.5 内六角扳手
-
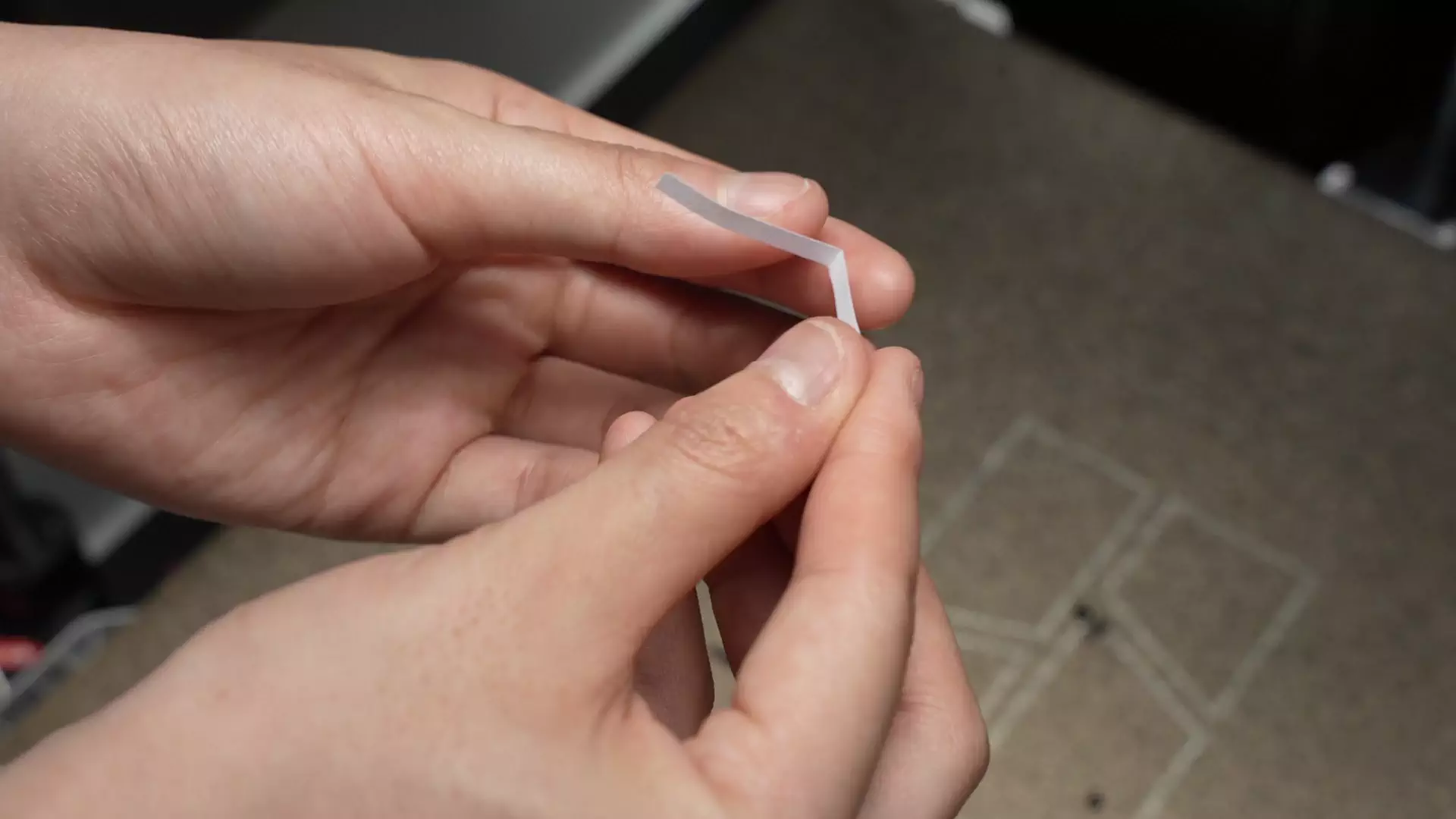
普通A4(打印)纸
¶ 排故措施
用户可视情调整各排故措施的顺序。
¶ 步骤1:检查热端是否正确安装
¶ 步骤2. 检查挤出力传感器涡流线圈与热端间隙
参考更换H2S 涡流线圈,折叠A4纸检查间隙正常。若间隙偏小,请按更换涡流线圈的相关操作步骤进行调整。
校准涡流线圈安装位置(重要):装回热端,将一张合适尺寸的A4纸对折,插入到热端和涡流线圈之间的间隙,来回抽拉时,能感受到一定的摩擦阻力,但是纸张仍然可以自由移动,这样的话,热端和涡流线圈大致间隙为0.2-0.3mm。
¶ 步骤3. 挤出力传感器与TH板连接松动检查
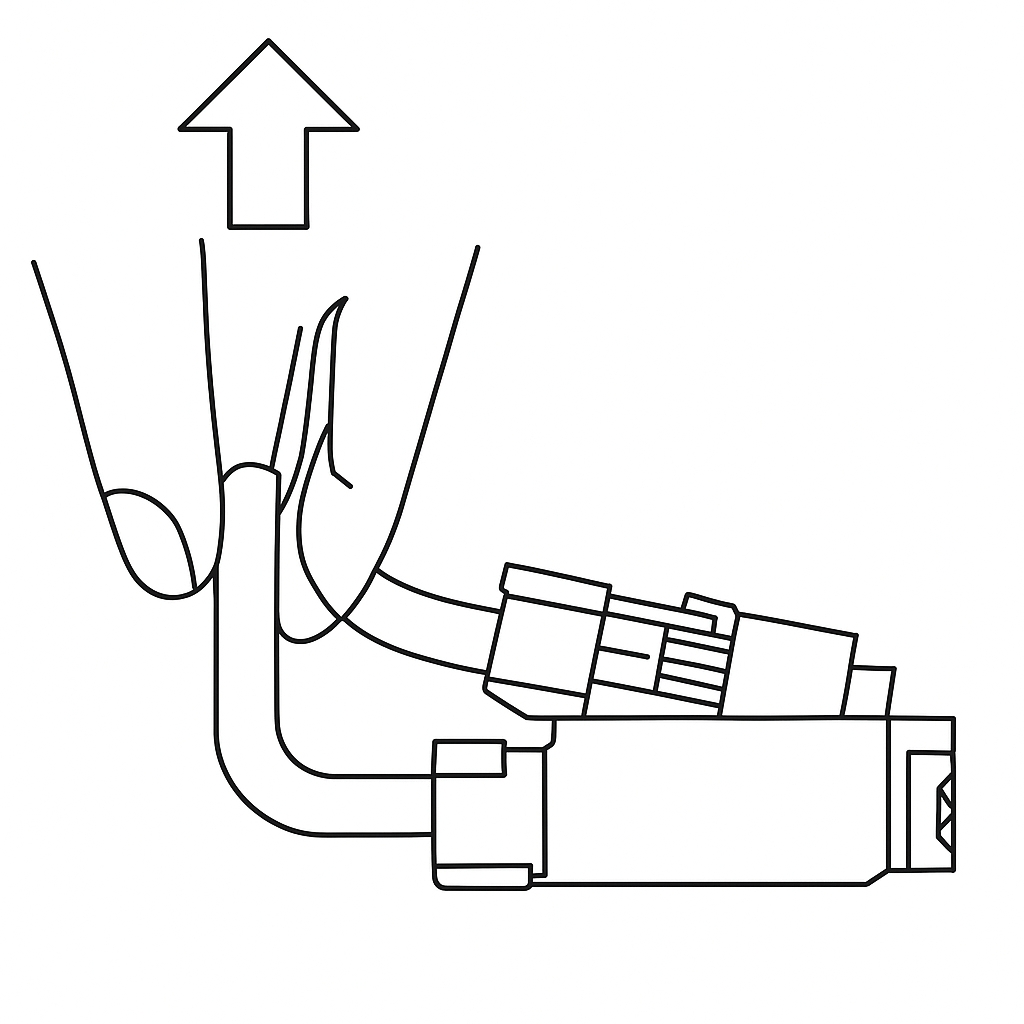
建议重新插拔一次插头。
- 拔插头方法:捏住插头根部,从垂直 PCB 板的方向施力,断开涡流线圈插头。

- 插插头方法:连接风扇线缆,将插头的插孔面朝 TH 板上的插座(插头金属焊点面朝机箱背面),对齐后下压插头,将多余线长压入 TH 板下方,最后贴回醋酸胶布。

¶ 步骤4. 回零或调平验证
重启打印机,并点击屏幕上“回零”或“自动调平”,观察是否成功。若成功回零则故障解除,如仍未解决,请继续按照后续步骤操作。
若以上排故措施无法解决您的问题,请提交工单并上传打印机工作日志。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!