¶ 螺钉种类与应用
M(机牙螺钉) M 系列螺钉是最通用的公制机器螺钉,属于标准螺纹连接螺钉,需与 配套螺母或预先加工好内螺纹 的零件配合使用,螺纹为 全牙设计,连接稳定性强,拆装重复性好,常用于 需要牢固且可反复拆卸 的连接场景。 |
BT(塑料自攻螺钉) BT 系列为 专门针对塑料材质设计 的自攻螺钉,螺纹 牙型较浅且牙距较宽,尖端为圆钝或半尖设计,能在塑料件上自行攻出螺纹,同时避免因螺纹过深导致塑料开裂,对塑料材质的适配性更强。 |
ST(钣金自攻螺钉) ST 系列是针对钣金(薄金属板)设计的自攻螺钉,螺纹 牙型锋利、牙距较密,尖端为尖锐设计,具备较强的切削能力,可在厚度较薄(通常 1–3 mm)的钣金件上直接攻丝,无需预先钻孔攻牙,提升组装效率。 |
MG(半牙螺钉) 半牙螺钉的特点是 螺杆的一部分带有螺纹,另一部分没有螺纹,通常是无螺纹的杆部在靠近螺钉头部的位置。该设计结合了全牙螺钉的紧固能力和无牙螺钉的定位能力,因此常用于需要同时连接固定和精确定位的应用场景中。 |
BT、ST 与 M 系列螺丝不可混用,三者螺纹牙型与螺距不同,混用易导致滑牙、涨裂或孔位永久损伤。
¶ 尺寸与标注规则
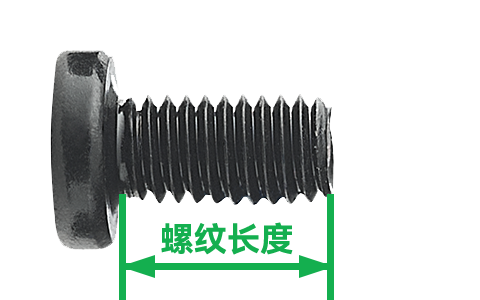
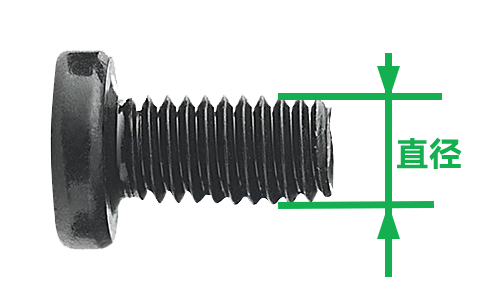
通用表示方法:“种类 + 直径 × 螺纹长度(mm)”。例如,M3×10,表示该螺钉为 M 系列,其螺纹直径为 3mm,螺纹长度为 10mm。
直径:外螺纹牙顶所在圆柱面的直径。 螺纹长度:指从零件 “头部底面” 到 “杆体末端” 的距离(不包含头部自身的高度)
¶ 内六角螺孔
Bambu Lab 打印机在其机身组装与核心部件固定中,大量采用了内六角螺钉。其中,大部分螺钉仅需使用 H1.5 和 H2.0 规格的内六角螺丝刀即可完成拆卸与安装。
注意: MakerWorld 装配作业中可能用到 H1.3、H2.5 内六角扳手,请根据实际情况选择合适的内六角扳手。针对 40 W 激光器,其 PU 管气动接头的拆卸需使用 H2.5 内六角。
在螺丝刀的规格标识中,“H” 代表其为内六角(Hexagon Socket)类型,而紧随其后的数字(如 1.5、2.0)则精确指示了螺丝刀刀头对边尺寸的毫米(mm)数值。这种设计既确保了连接的稳固性,也为用户提供了便捷的维护体验。

¶ 螺纹胶
螺纹胶是指在出厂前将其涂覆于紧固件螺纹表面(局部或全牙),装配时无需再点胶即可获得抗松动与抗振性能。在 Bambu Lab 打印机中的螺丝可以分为 两类 :“红胶”螺丝 和 “蓝胶”螺丝。
| 类型 | 红胶螺丝(高强度) | 蓝胶螺丝(中强度) |
|---|---|---|
| 定义 | 涂覆高强度螺纹胶,抗松动性最强。 | 涂覆中强度螺纹胶,兼顾防松与可维护性。 |
| 主要用途 | 用于极不希望松动且几乎不需日常拆卸的关键部位。 | 用于既需防松,又需定期维护或检修的部位。 |
| 典型应用 | 丝杆螺母固定、运动框架、线轨、导轨等核心结构件。 | X Y Z 电机连接、工具头上挤出机固定螺钉。 |
| 防松效果 | 极强,需较大力才能拆卸,确保长期稳定性。 | 稳定性良好,同时保持适度可拆性。 |
| 注意事项 | Bambu Lab “红胶” 螺钉采用化学胶。该类型螺钉以一次装配为最佳方式,完成装配后胶层需约 24 小时才能充分固化;后续若需拆卸,因化学胶固化后附着力较强,需施加较大力气才能将螺钉拧出,且螺钉退出后,胶层的防松结构会受损,再次装配时防松性能会下降。 | Bambu Lab “蓝胶” 螺钉采用蓝色尼龙胶,其特性支持多次装拆,且在反复拧入、拧出的过程中,能较好地维持稳定的紧固力度,可满足多次装配需求。 |
| 示意图 |

|

|
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI;点击此处提交服务工单。