¶ 模型翘边
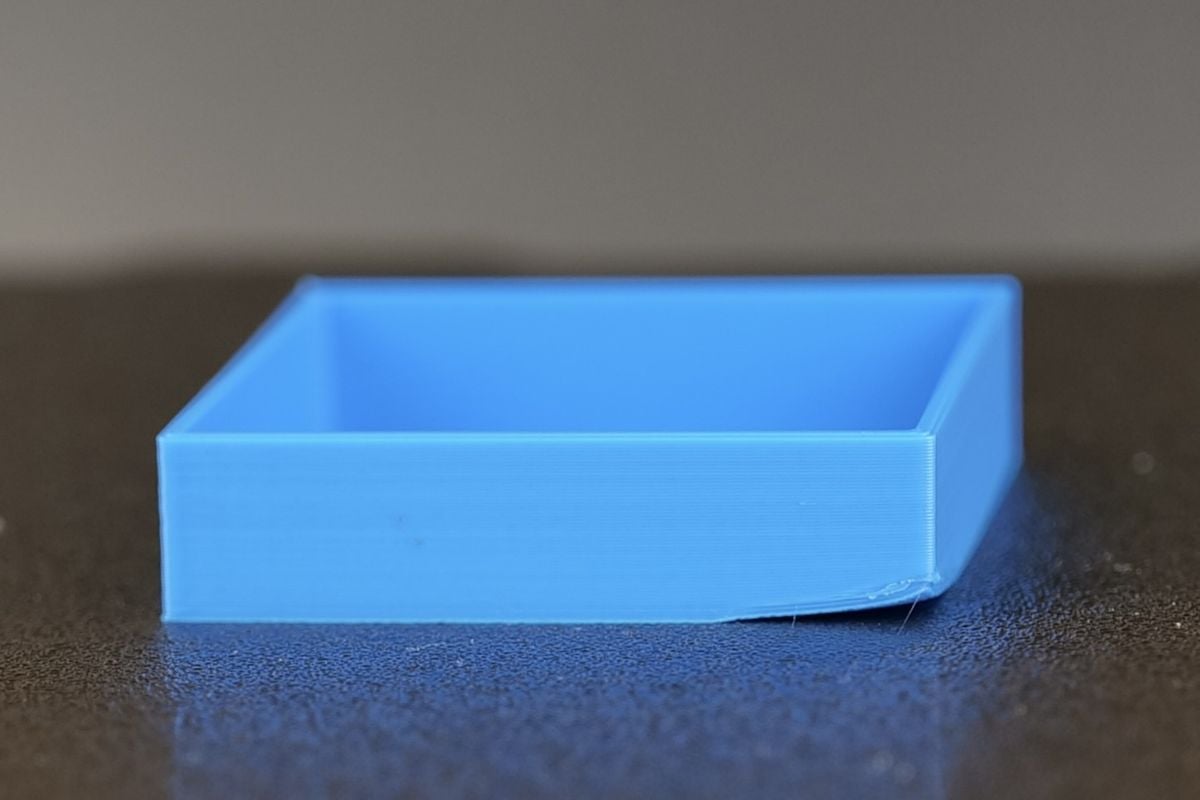
在下面的示例中,模型的一角出现了翘起。
相关 wiki:
¶ 潜在原因和解决方案
¶ 1. 热床温度设置过低/打印板类型不正确
导致模型翘边、从热床上脱落的最常见原因之一,就是热床温度与耗材温度不匹配,或选择了错误的打印板类型。
例如,如果您在低温打印板上切片模型,然后在纹理 PEI 打印板上打印,由于打印板的特性和要求不同,模型很可能会出现翘边,并从热床上脱落。低温打印板对 PLA 的温度要求在 35 摄氏度左右,而纹理 PEI 板对 PLA 的温度要求在 55 - 65 摄氏度左右。
根据所用的耗材,选择正确的打印板类型。同时,在开始打印前要确保打印板是干净的,可以大幅提高打印成功的几率。
¶ 2. 部件冷却风扇速度过高
大多数情况下,在快速打印时,快速冷却适用于 PLA 耗材。但在某些情况下,冷却过快会导致模型翘边。Bambu Studio 的耗材配置文件经过微调,为各种类型的耗材提供最佳效果,通常能达到预期的打印效果。
如果出现翘边,建议仔细检查 “耗材丝设置”下的“冷却”参数:
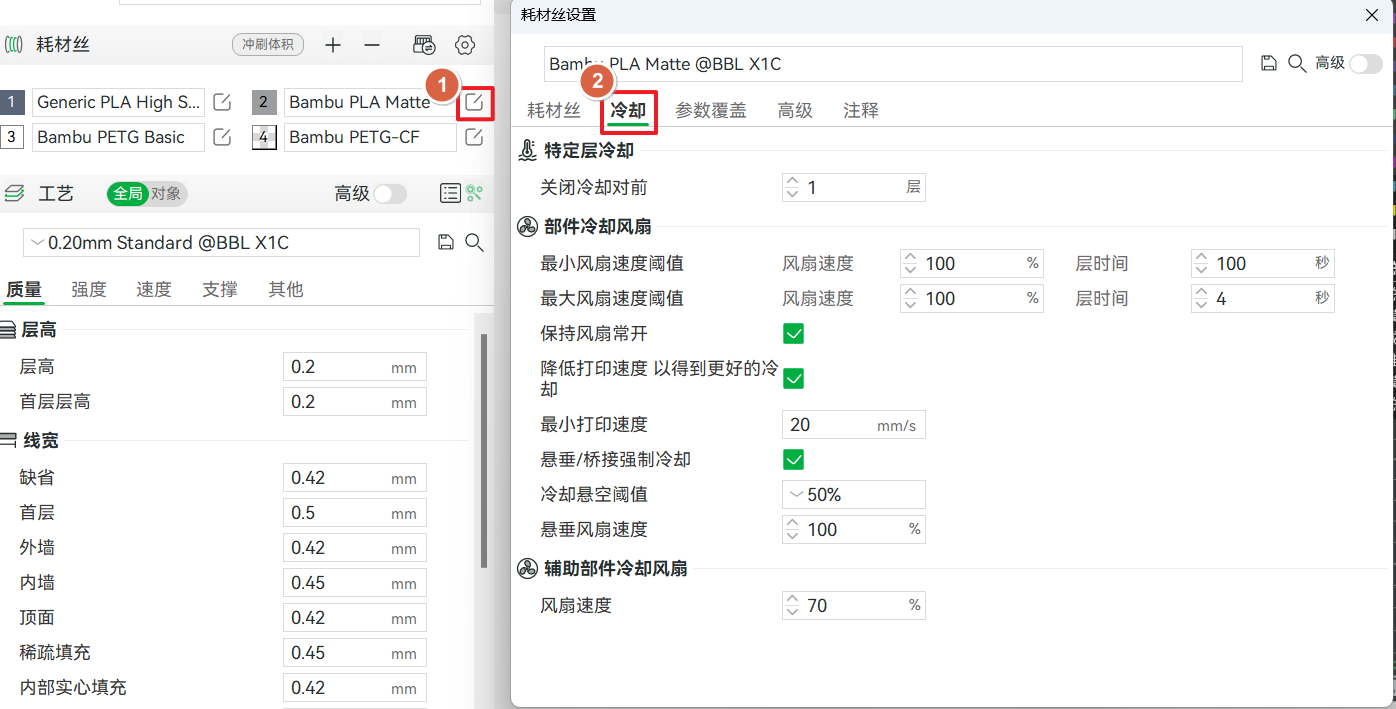
为了解决翘边,最需要更改的设置之一是“关闭冷却对前 X 层”选项。理想情况下,大多数常见耗材(PLA、PETG、TPU 等)的前 3 层都不需要冷却,可以确保打印层缓慢冷却,获得最佳粘附力,从而避免翘边和打印失败。
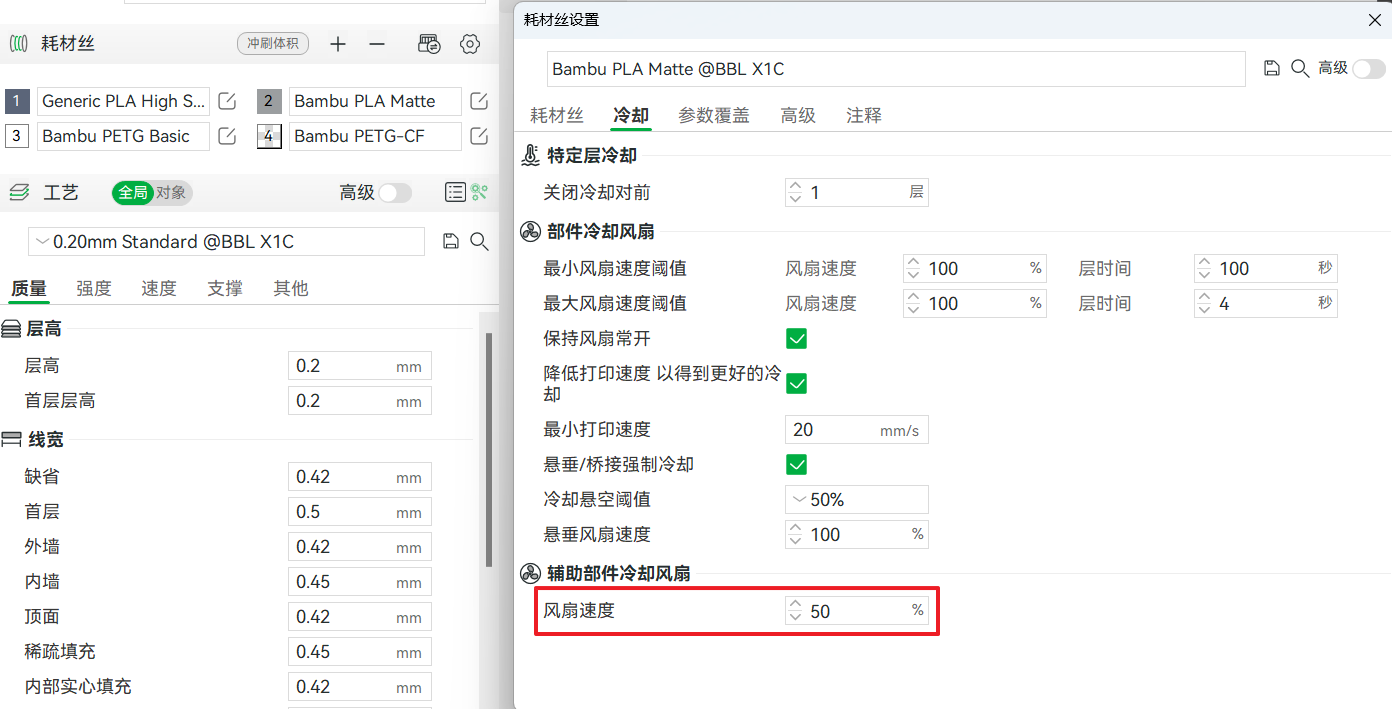
我们还建议根据实际情况,调整辅助部件冷却风扇,将其调低至 40-50% 左右。较高的辅助部件冷却风扇转速对 PLA 耗材好处更大,但主要适用于小模型或悬垂度较高的模型。如果模型出现翘边,降低辅助部件冷却风扇的转速会有所帮助。
¶ 3. 环境温度过低
常见的 PETG、ABS、ASA、PA 和 PC 比 PLA 更容易出现翘边。大多数情况下,由于打印层冷却过快,使得层间产生应力,最终导致翘边。这些温度要求高的材料通常要在封闭的 3D 打印机中打印,部件冷却较少或完全没有冷却,使得部件周围的环境温度较高,模型冷却较慢。
如果在非封闭的打印机(如 A1)上打印这些耗材,由于模型周围的温度与室温相同,可能会经常出现翘边。当室温低于 20 摄氏度时,即使是宽容度较高的 PLA 和 PETG 耗材也会出现翘边现象。在这种情况下,最好设置更高的热床温度(+10 摄氏度),通过减慢打印层之间的冷却速、确保打印机周围没有气流(气流会加快模型的冷却速度,增加层间的结合应力,导致翘边),从而提高模型的打印成功率。
¶ 4. 模型尺寸较大且填充率过高
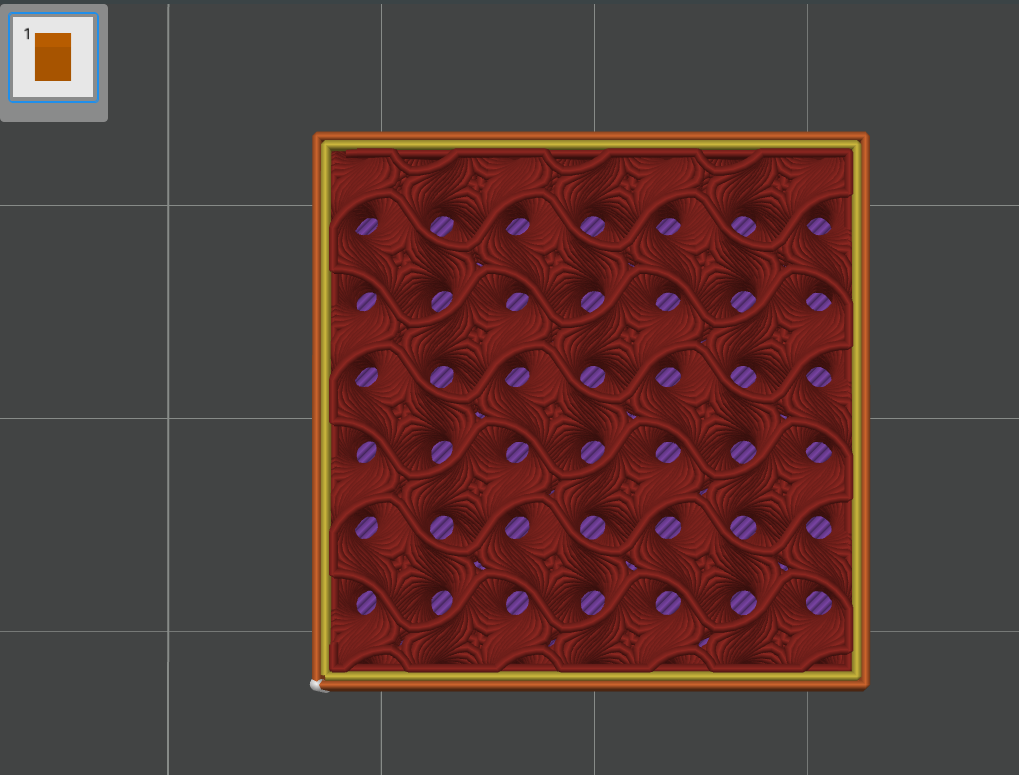
如果模型尺寸较大且填充率设置得较高,如 60%(默认值是 15%),发生了翘边,可适当调低。另外,填充图案带有较多直线的更容易收缩,可以把填充图案改成螺旋体来降低收缩风险。对于部分对强度要求较高的结构件,可以设置 5 层墙和 25% 左右的填充率,尽量避免使用 50% 以上的填充率,以降低收缩趋势;对于大多数对强度要求较低的非结构件,则可以直接选择默认的 2 层墙和 15% 的填充率。
螺旋体填充:
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请点击此处联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!