P1S 3D 打印机配备不锈钢热端和挤出机,适合打印标准、非磨蚀性耗材,如 PLA、PETG、ABS、PA(尼龙)和 TPU。

但在打印磨蚀性耗材(如碳纤维、玻璃纤维、金属颗粒或夜光耗材)时,不锈钢部件会因耗材中的磨蚀颗粒而迅速磨损。对于最具磨蚀性的耗材,仅一次打印就可能损坏喷嘴。
下图对比了全新喷嘴(左)与磨损喷嘴(右)。右侧不锈钢喷嘴打印 PETG-CF 约 10 小时后出现了明显磨损。

从正面看,您可以观察到磨损的喷嘴已形成了更大的喷孔。

升级为硬化钢热端和硬化钢挤出机是一种性价比极高的改造方案,可以提升 P1S 性能,使其稳定打印这类高级耗材。
¶ 为什么不锈钢部件不适合磨蚀性耗材?
不锈钢热端与挤出机相对硬化钢更软,适合打印通用耗材。而磨蚀性耗材中含有的碳纤维、玻璃纤维或夜光耗材中的磷光颗粒会如同砂纸,逐步侵蚀喷嘴内壁和挤出齿轮,导致:
-
挤出不一致: 磨损的喷嘴会导致孔径不规则或扩大,使耗材流量不均、层间粘结不良、打印质量下降。
-
更换频繁: 打印磨蚀性耗材时,不锈钢部件需经常更换,增加维护成本与停机时间。
-
精度下降: 挤出齿轮磨损会造成上下料时耗材打滑,出现挤出不足或跳层。
¶ 升级为硬化钢热端与挤出机的优势
为 P1S 更换硬化钢热端和挤出机可显著提升性能, 让 P1S 能可靠打印碳纤维、玻璃纤维、金属填充或夜光耗材,而不易快速磨损。
硬化钢更高的硬度和耐磨性,可与 P1S 的高速打印性能和封箱设计相结合,提供媲美专业工程机型的性能,却无需更换整机。对于希望在现有设备上打印磨蚀性耗材的玩家或专业用户,这是理想且经济的方案。
⚠️注意:硬化钢喷嘴有多种直径(如 0.4 mm、0.6 mm、0.8 mm),但不提供 0.2 mm 直径。建议使用 0.6 mm 或 0.8 mm 喷嘴以减少堵塞风险、改善熔融耗材流动状况,但可能略微降低细节表现。
¶ 如何升级挤出机与热端
¶ 选择升级路径
购买 P1S 硬化钢升级件,有两种方式:
由于整套组件升级更简便,我们提供了以下教程:
¶ 单独挤出机齿轮升级步骤
若打算单独更换部件,可接着参考以下步骤:
⚠️注意:下列步骤假设已按教程将挤出机和热端从打印机上拆下,需要先查看上面两个链接的整体拆装流程。
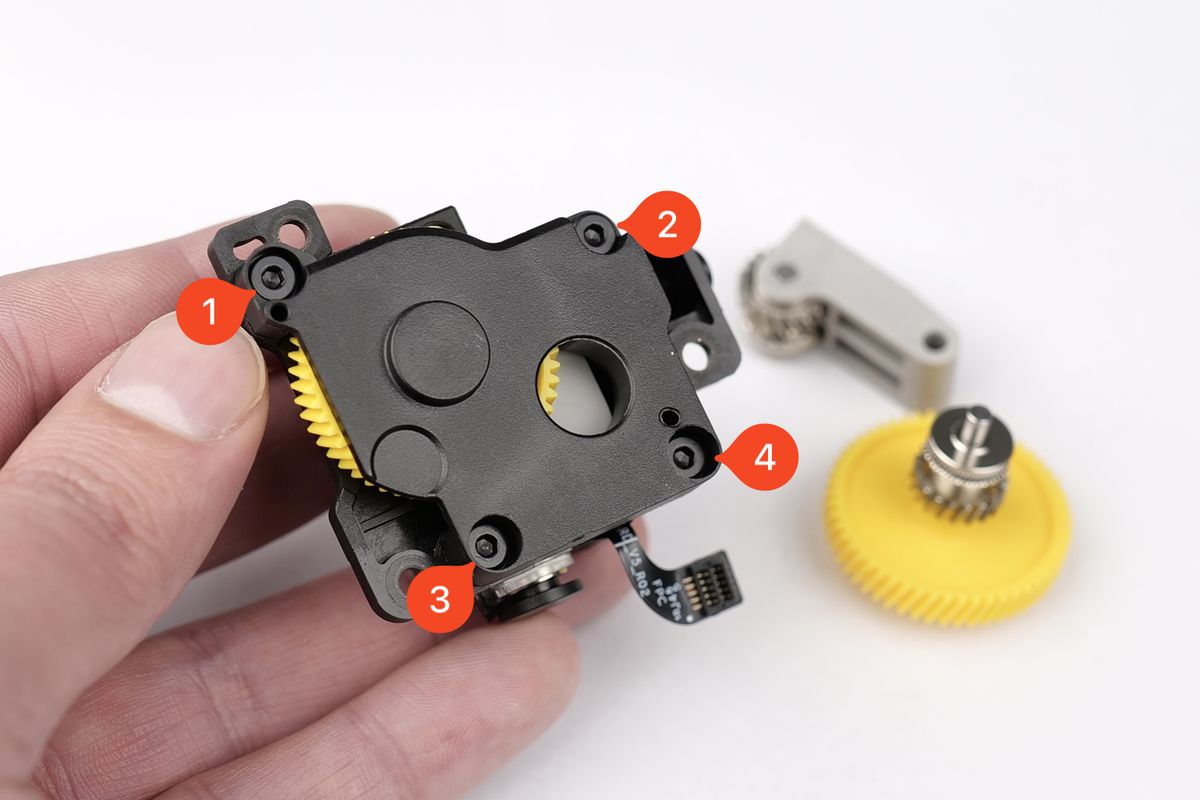
拆下挤出机后,拧下后盖的四颗螺丝。

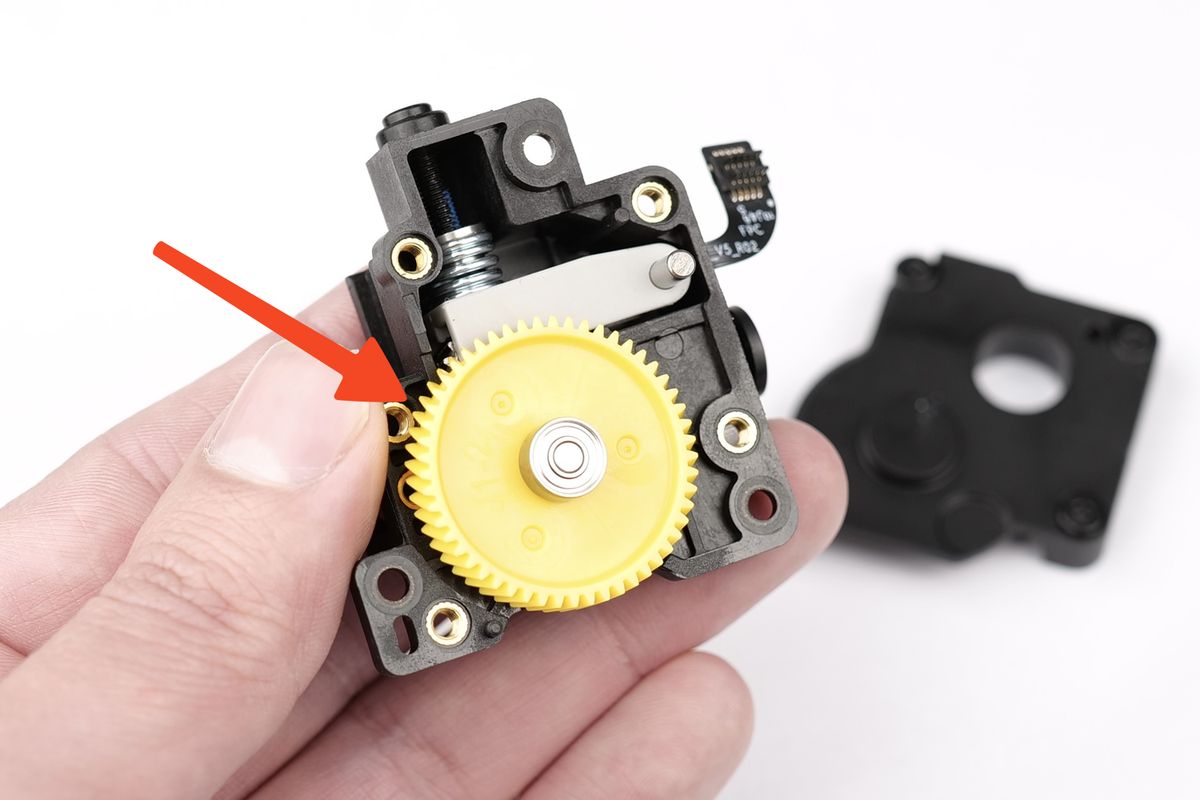
取出黄色挤出机齿轮:从侧面轻拉,注意不要让中心的轴承掉落遗失。
拆下挤出机从动轮:松开侧面螺丝(见下图),注意不要将其拧下,且弹簧中的金属垫圈应保持原位。
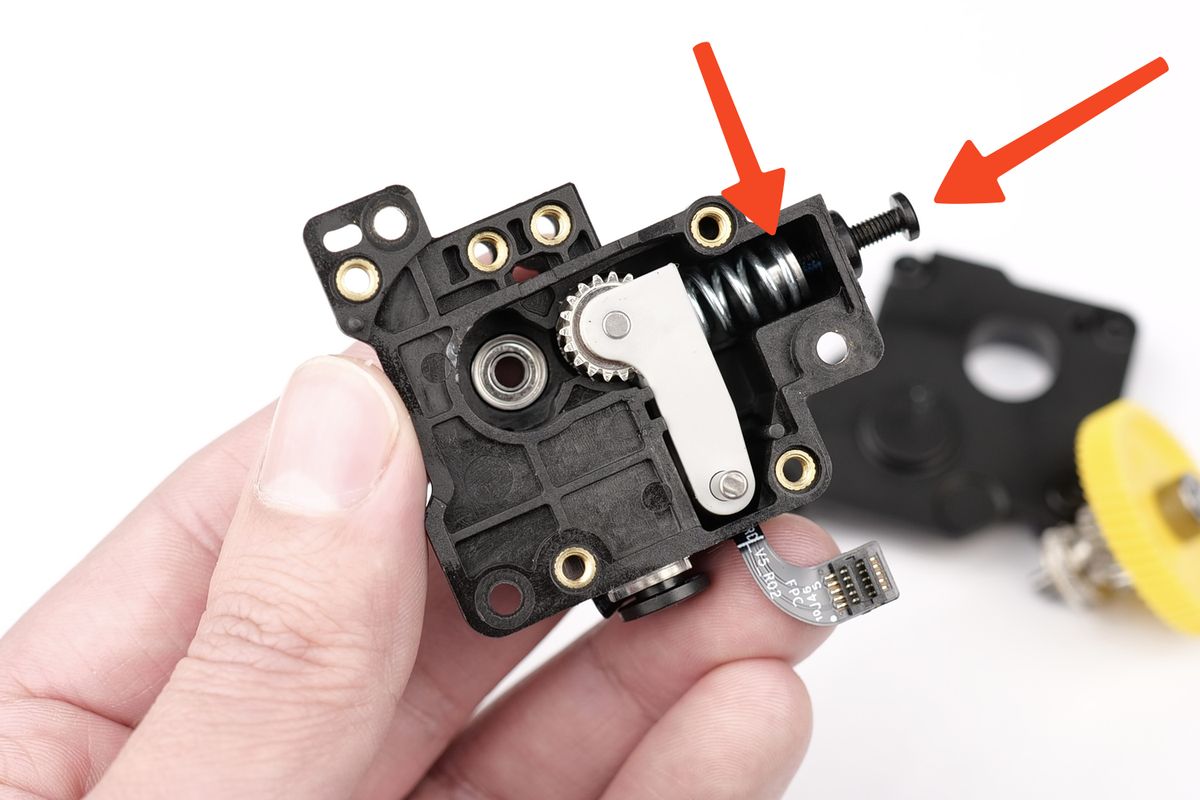
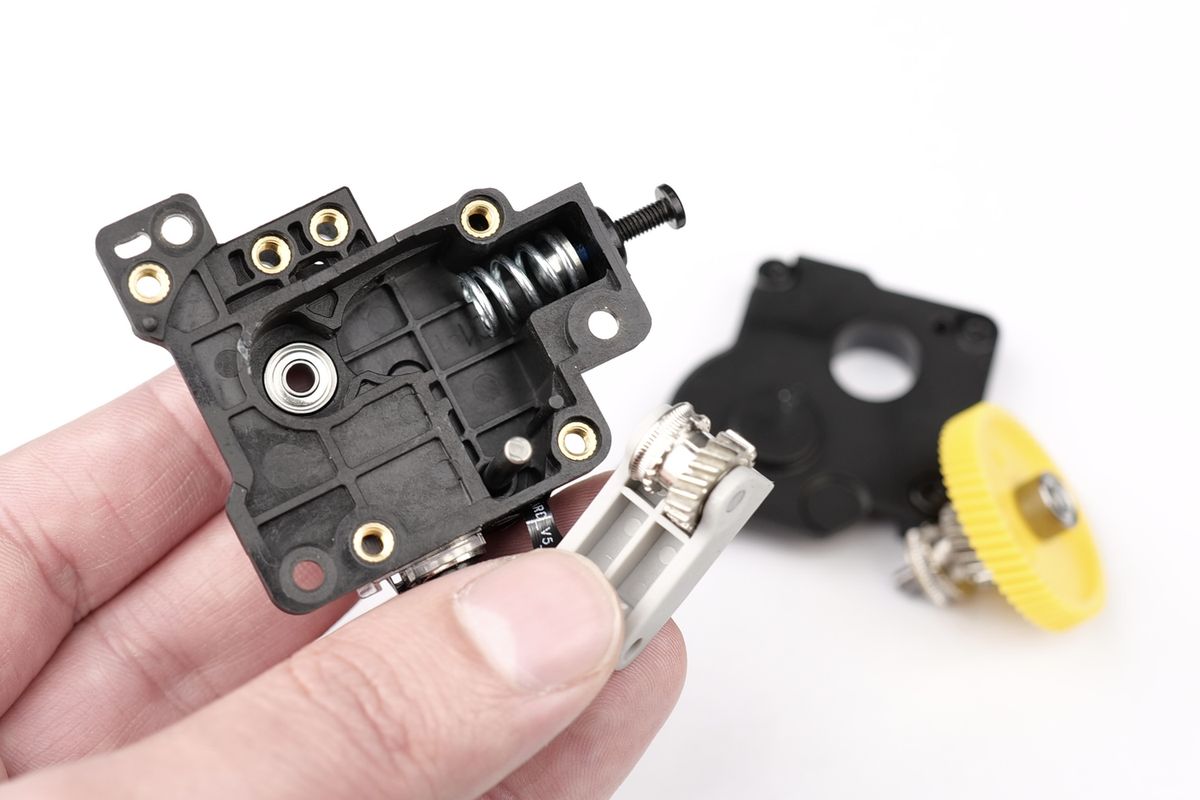
松开螺丝后,取下从动轮组件,小心弹簧与垫圈不要脱落。
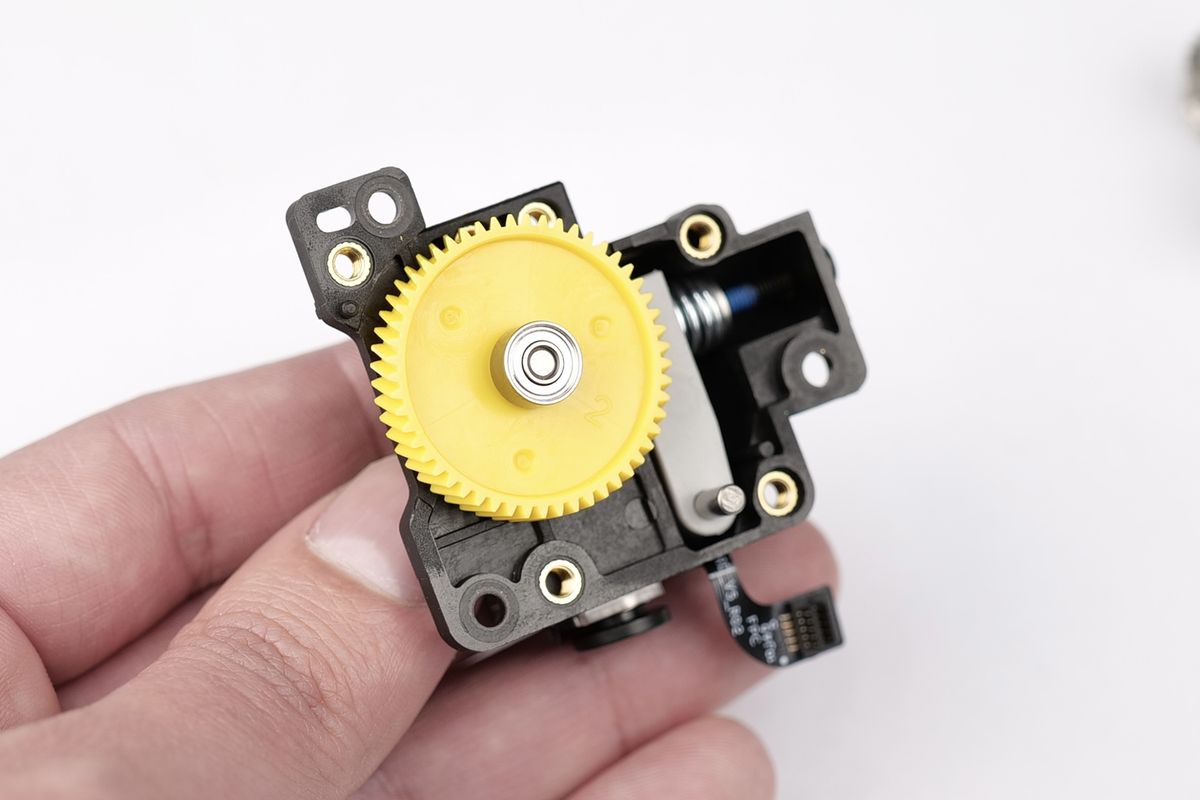
安装硬化钢从动轮:将其放入挤出机,从动杆弹簧如图所示对齐,拧紧螺丝以压缩弹簧。

安装硬化钢挤出齿轮:对准轴心,轻推入挤出机体,别忘记安装背部轴承。
复位后盖并拧紧四颗螺丝。
至此,挤出机齿轮升级完成。
¶ 单独升级喷嘴步骤
喷嘴升级较为复杂,需更多步骤:
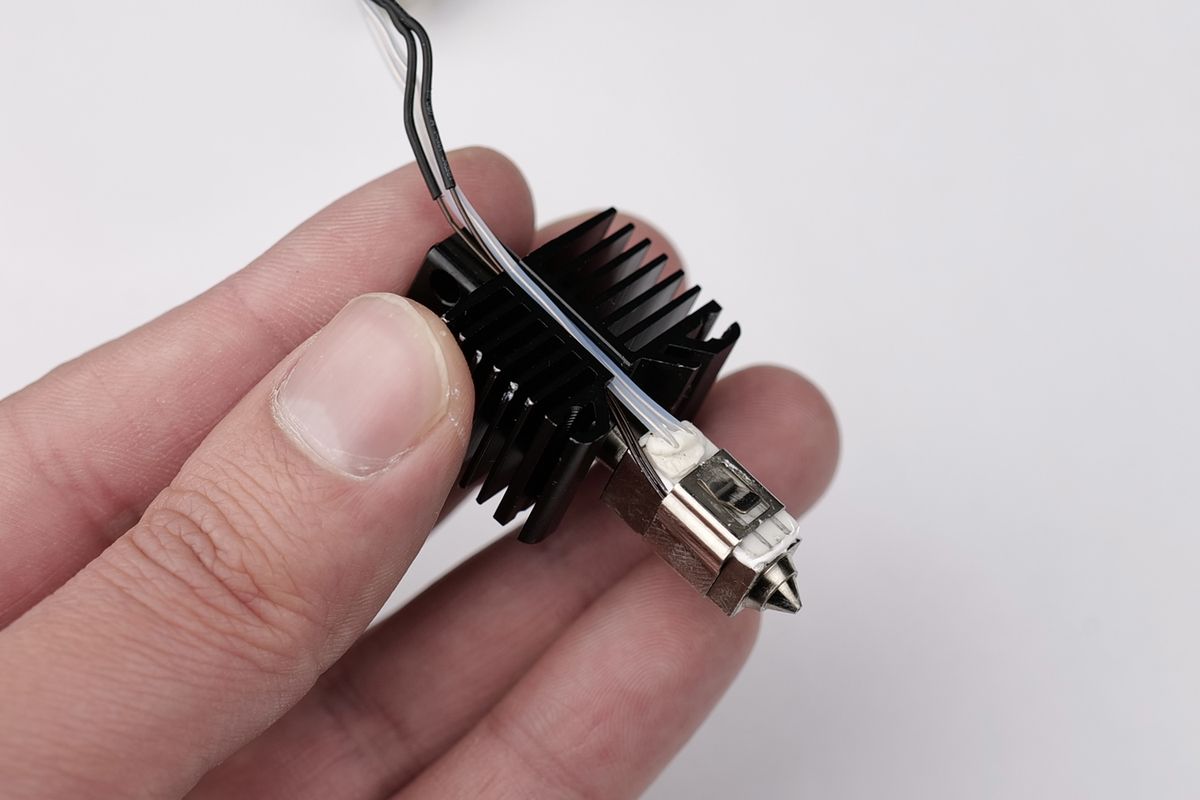
首先取下的整个热端组件如下。

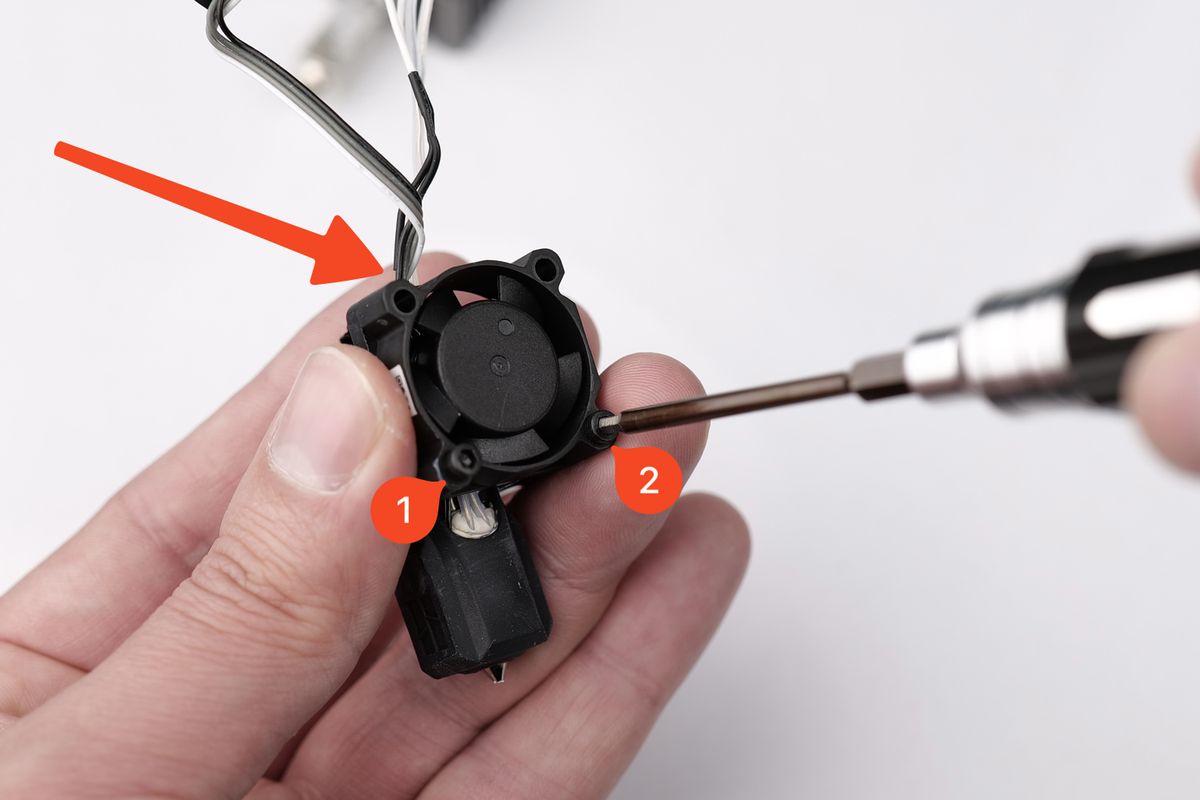
拆下热端风扇的两颗螺丝,并取下风扇。

小心拉出热端卡扣上的硅胶套。

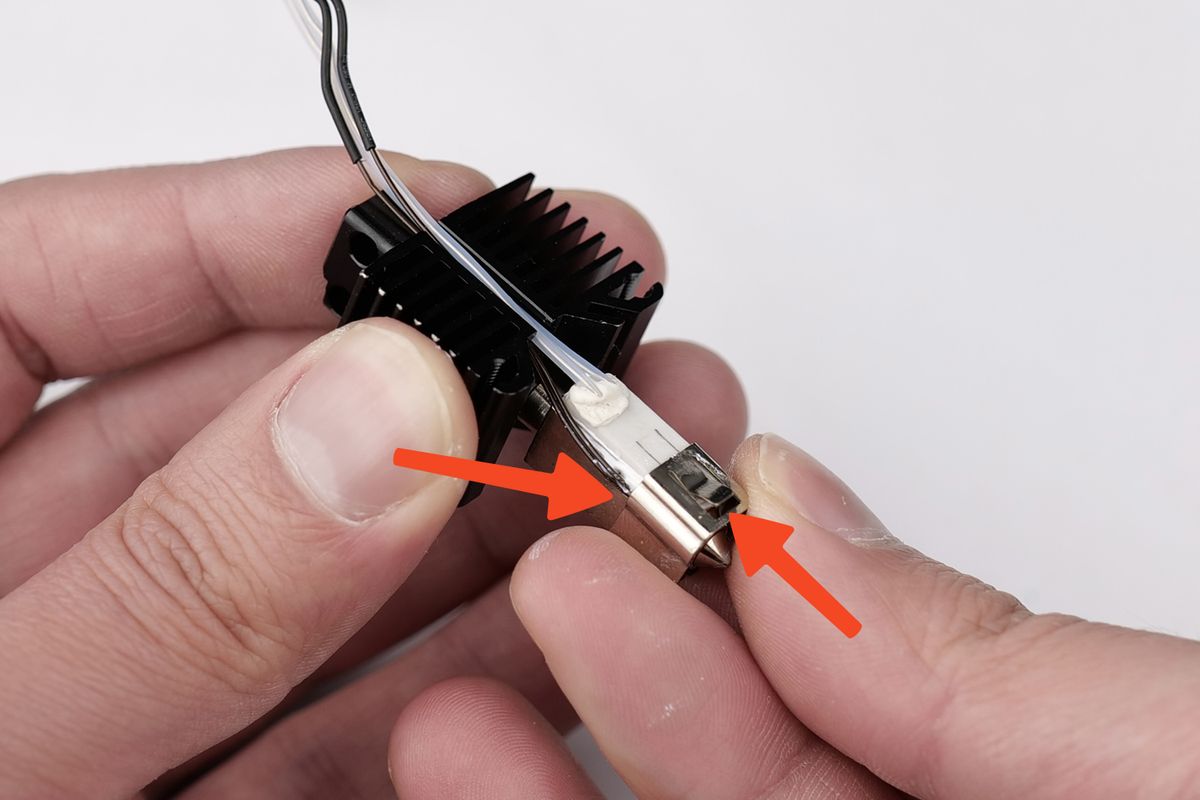
拆下固定加热组件的金属卡箍,向下拉出。

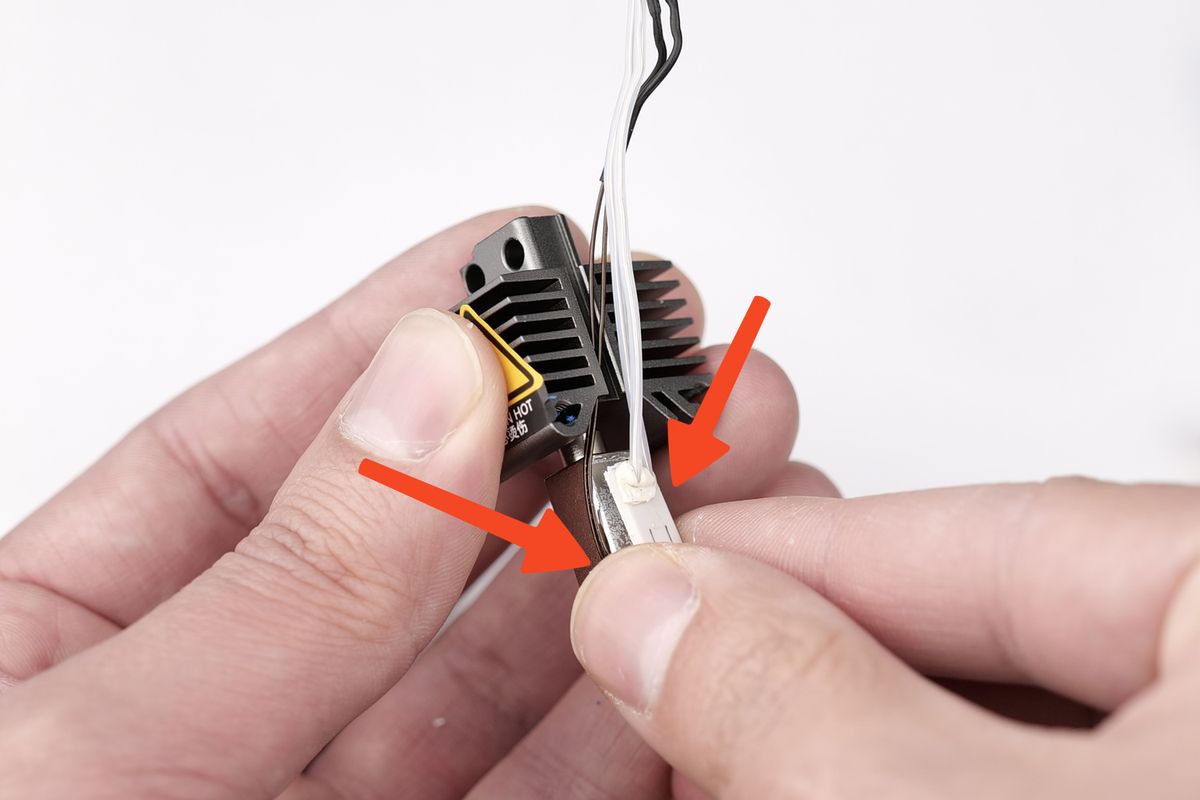
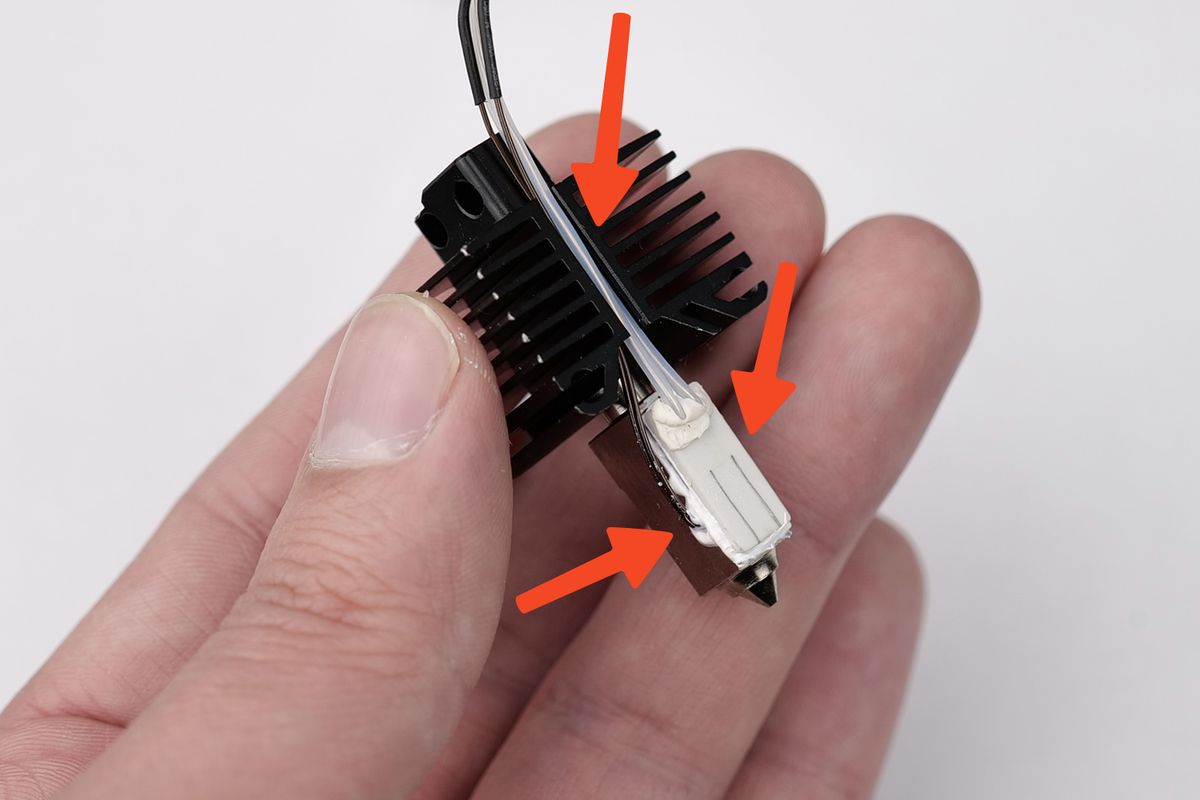
取出加热器和热敏电阻,它们与喷嘴之间涂有导热脂,可能已干结,需要轻柔操作,避免拉断线缆。
-
将白色加热片向外滑出;
-
将热敏电阻从喷嘴侧孔轻拉取出。
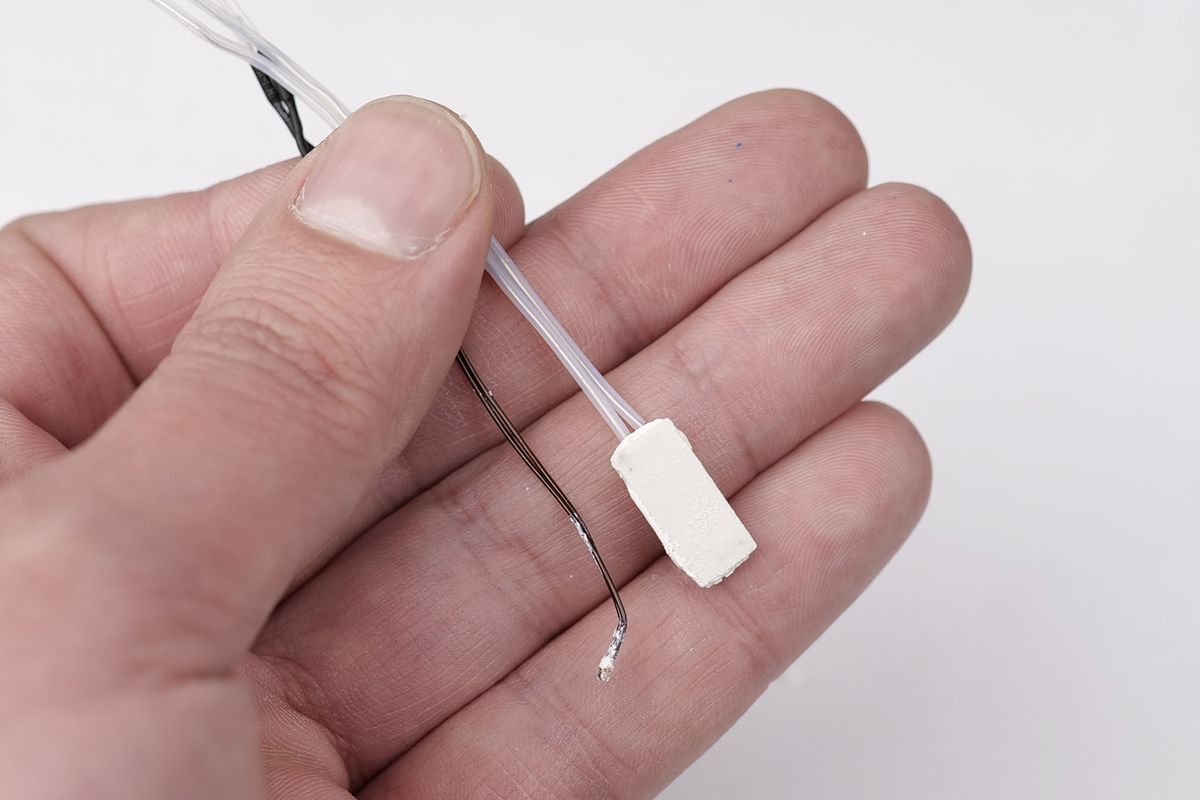
移出的热敏电阻和加热片如下图。然后清理导热脂,用异丙醇擦拭加热器和热敏电阻,清除残留。
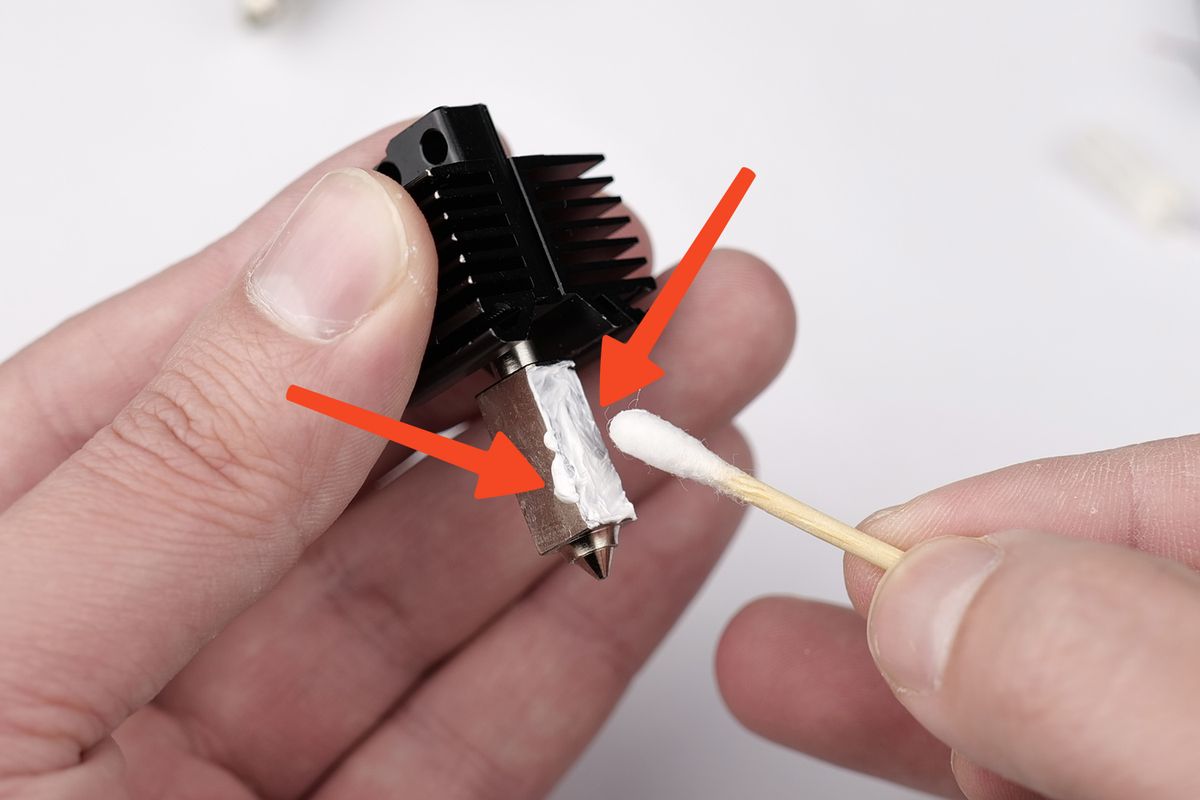
在硬化钢喷嘴上涂少量导热脂,注意方向,应该涂在和加热片接触的那一面上。

可以用棉签将导热脂薄薄涂在热端表面,并在热敏电阻孔内侧也涂抹适量,不要涂太多,可能会溢出。
安装加热器与热敏电阻:将加热器放在已涂脂的表面上,插入热敏电阻,理顺线缆,这时可能会挤出多余的导热脂,需要清理干净。
复位金属卡箍:将卡箍向上推至中部位置,确保其热敏电阻槽朝向热敏电阻线缆一侧。
完成上述步骤后,热端如下图所示。
然后重新安装硅胶套、安装热端风扇并拧紧螺丝,注意线缆方向。如下图所示。
¶ 将所有部件装回打印机
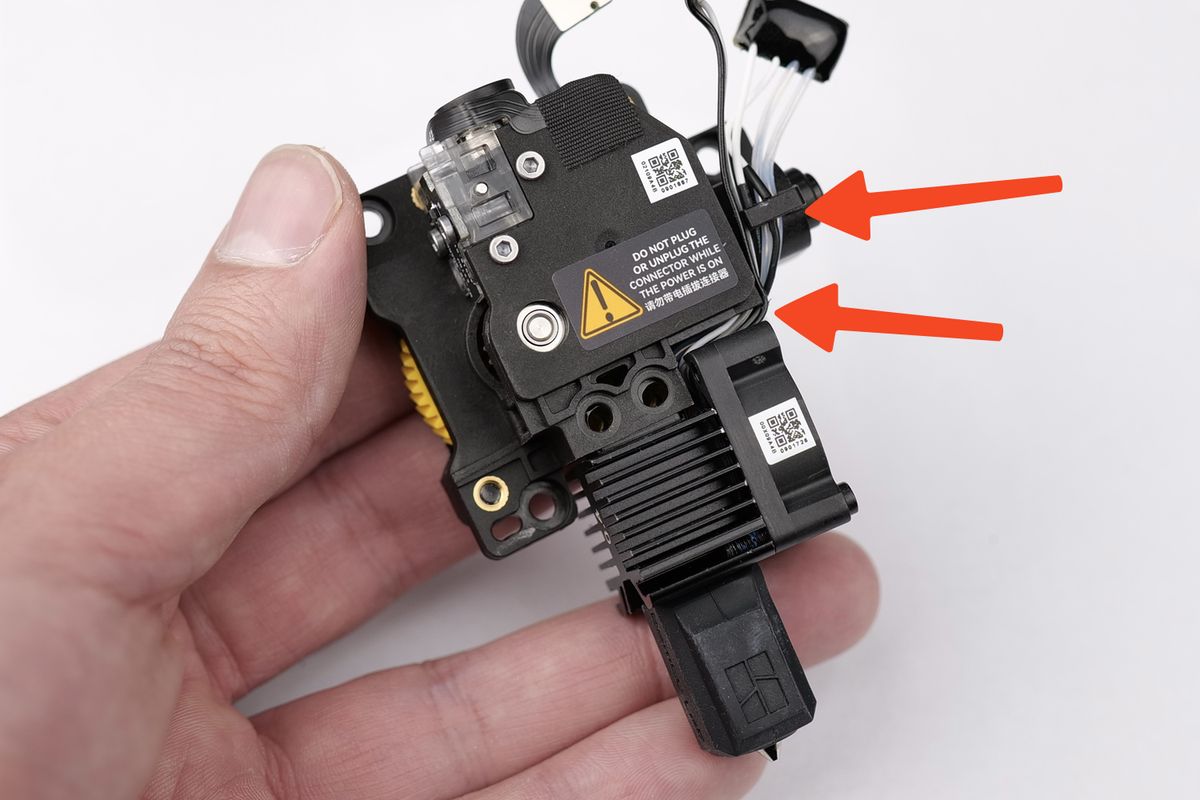
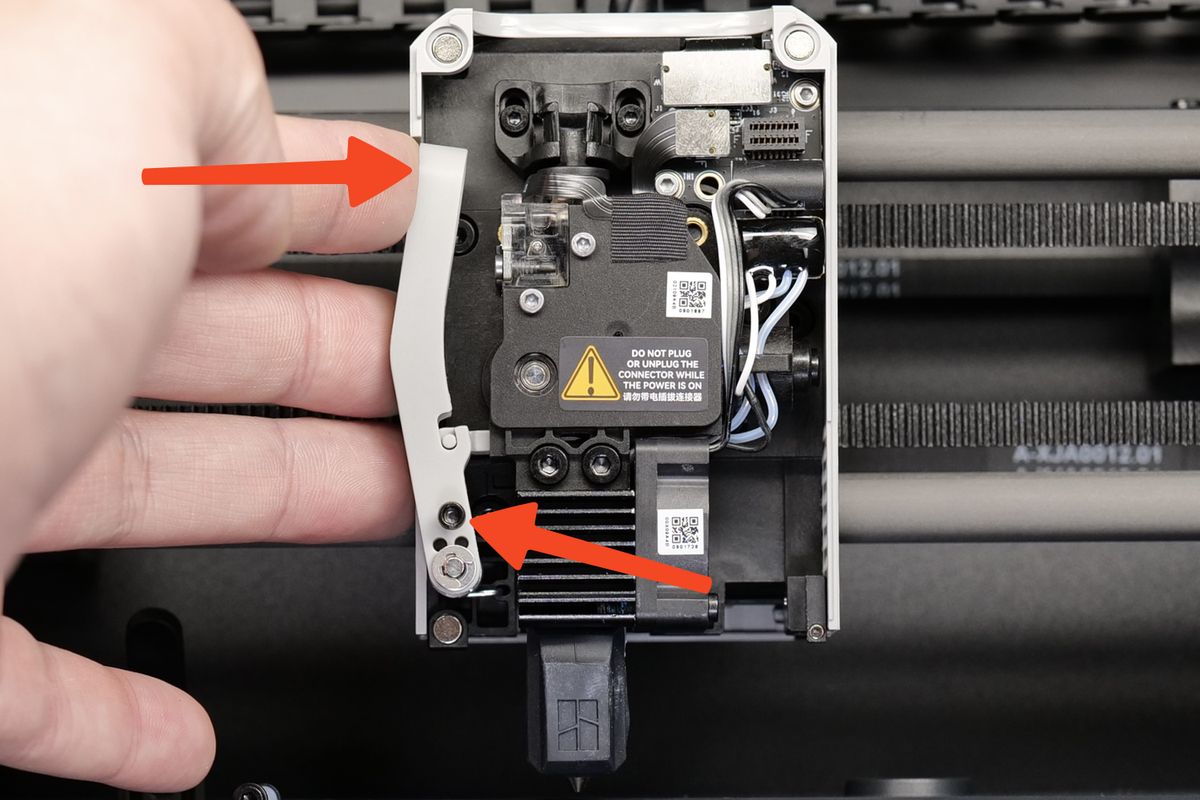
将挤出机与热端组件组合后再一起装回打印机会更容易操作,将热端和挤出机的两个螺孔位置对准,理顺线缆并穿过侧边的线缆卡扣,如下图所示。
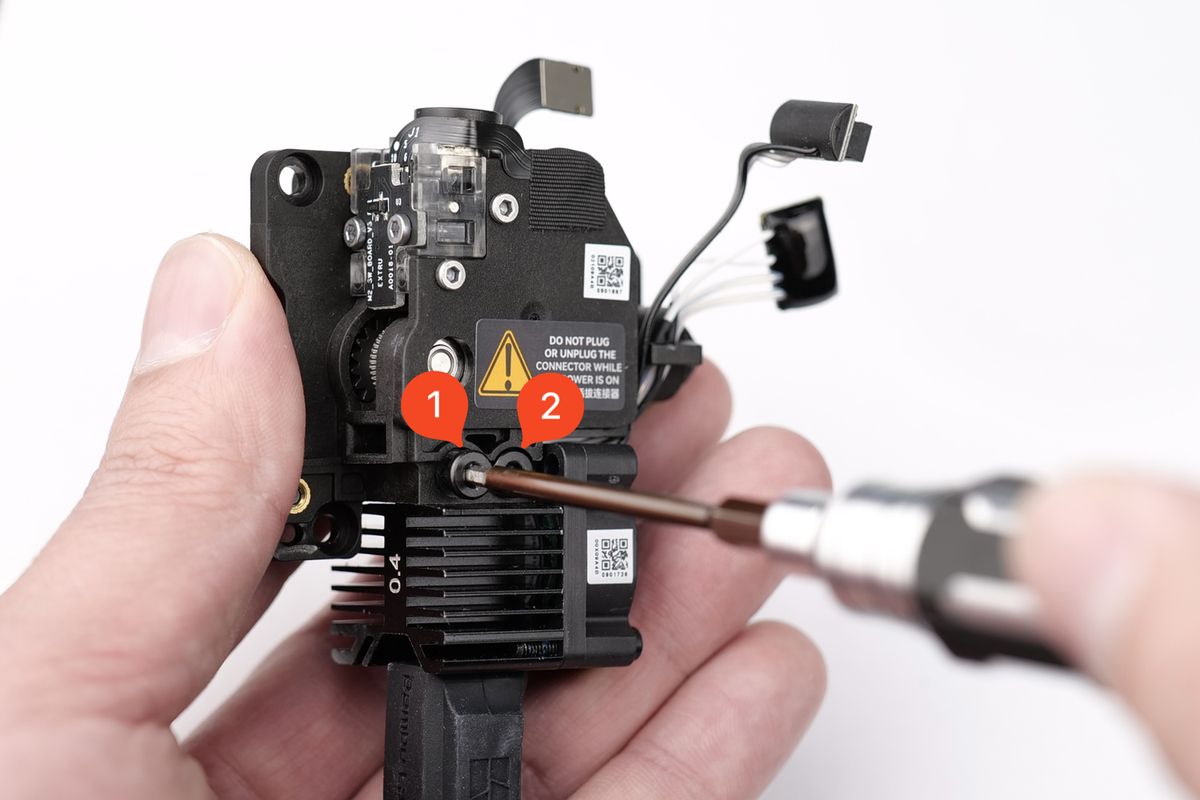
用两颗螺丝将热端固定至挤出机体,如下图所示。
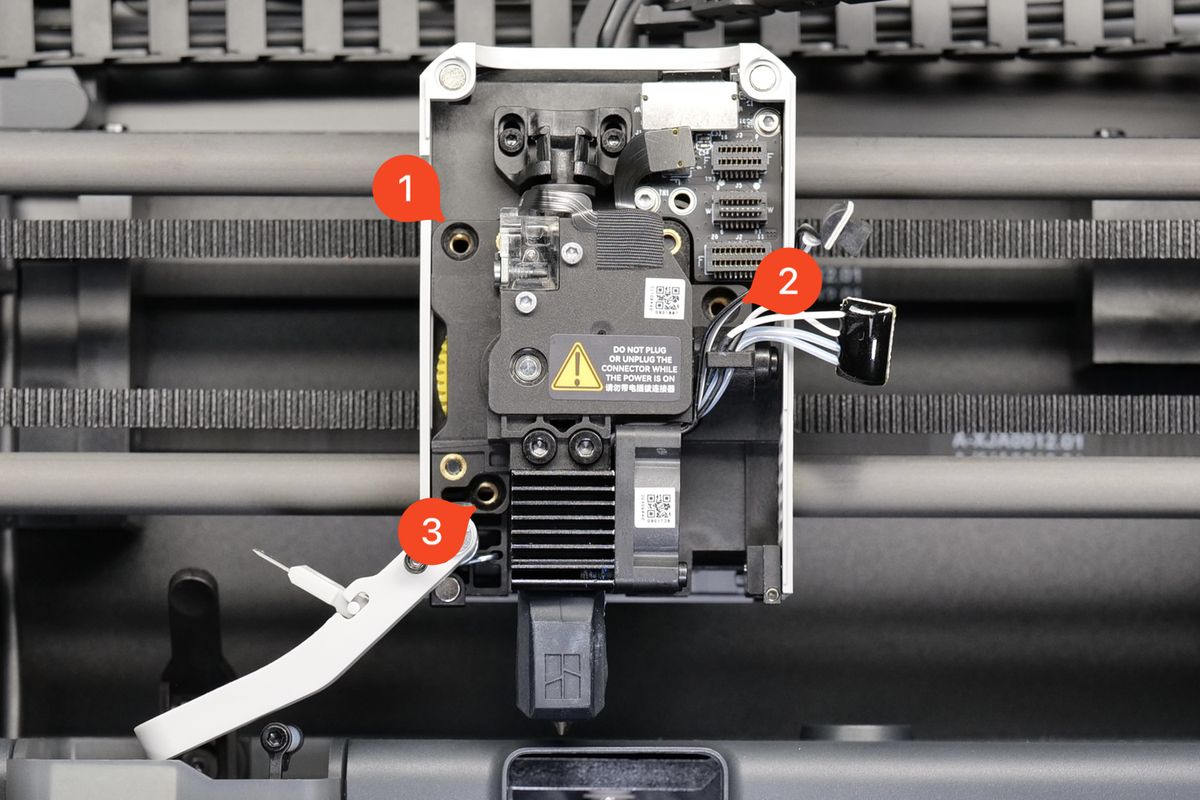
将整个组件对准工具头,拧入三颗螺丝,如下图所示。
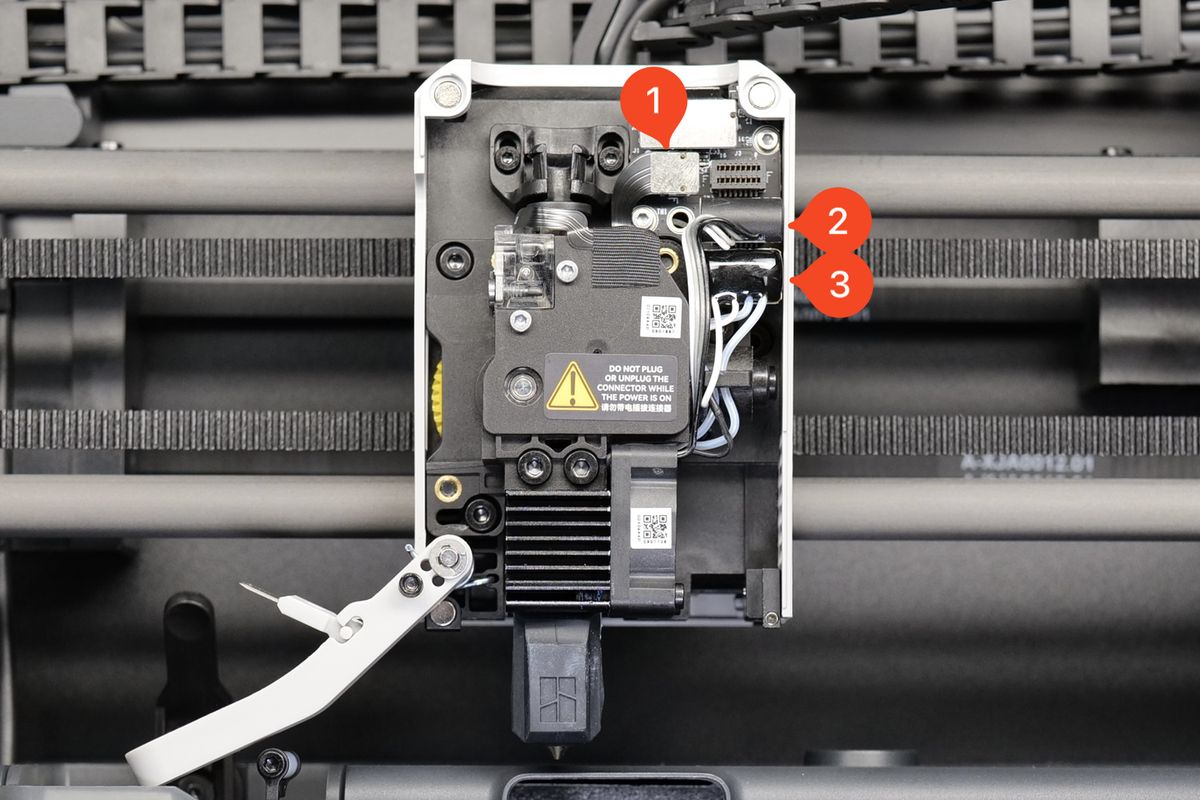
连接三个线缆至工具头 MC 板,注意对齐针脚,避免损坏接口,如下图所示。
最后小心地插回切刀刀片,拧紧切刀刀柄上的固定螺丝,如下图所示。
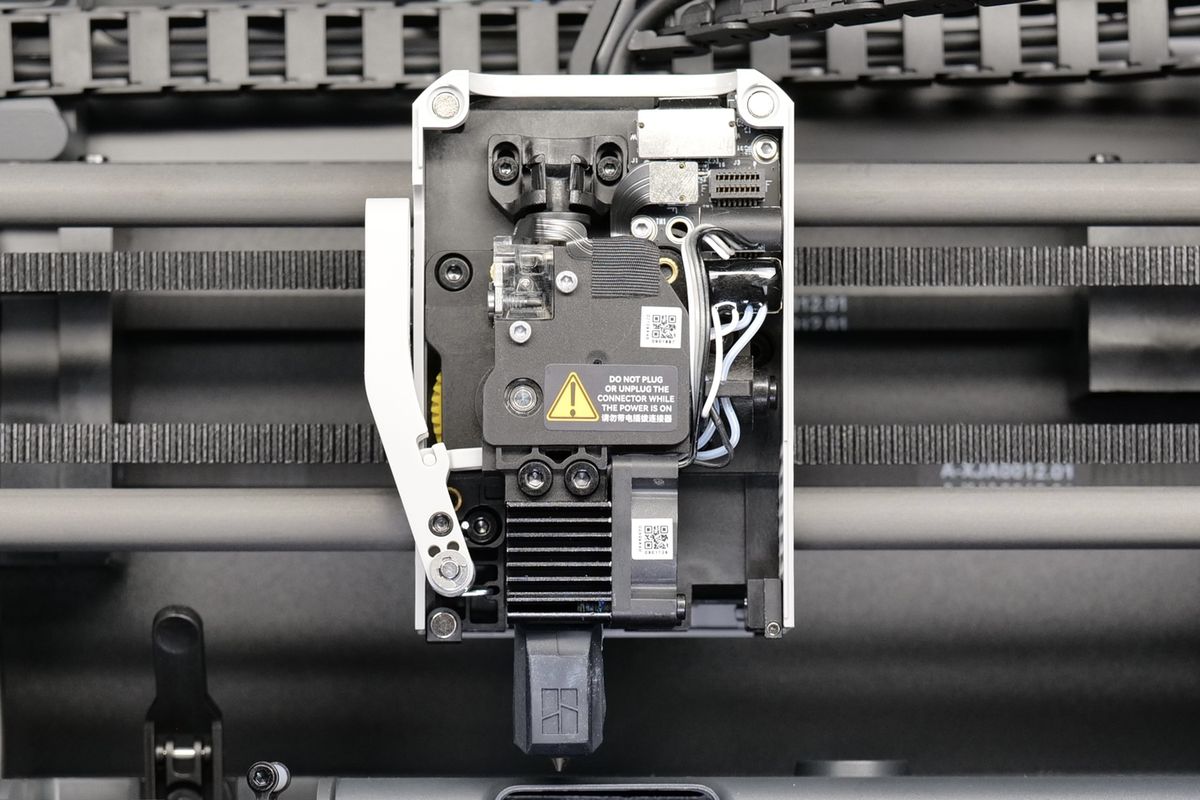
安装完成后,工具头如下图所示。最后将前盖装回即可。
⚠️注意
升级完成后,请在打印机屏幕上的设置页面,依次点击配件 > 喷嘴,选择您所更换的硬化钢喷嘴规格。
此时,您就可以使用磨蚀性耗材打印了!
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑并提供帮助!