¶ 什么是互锁梁?
在多材料 3D 打印过程中,互锁梁用于在不同材料之间形成额外的结合层。其原理是在一种材料上生成细小的桥状或梁状结构,将另一种材料与之嵌合,从而实现更稳固的物理连接。
通常情况下,切片处理多材料模型时,会将网格的不同部分分配给不同的喷头或 AMS 卡槽。问题在于,有些材料(例如 TPU 和 PLA)虽然打印效果很好,彼此之间的粘结性却不强。这就可能导致成品在接缝处稍微受力就发生分层。 在介绍如何启用这一功能及其参数设置之前,我们先来详细看看它能带来的优势。
¶ Bambu Studio 互锁梁功能优势
¶ 增强刚性与柔性材料的结合强度
互锁梁结构通过在两种材料的交界处生成跨越边界的小梁结构,将它们物理锚定在一起。这样不仅能提供机械上的咬合力,还能增强热粘结性,从而降低零件在受力或运动时出现剥离、分层或分离的风险。
下图为应用前后的对比:
.jpg)
→ 启用后:
仔细观察可以发现,在两种材料的交界处会增加一些额外的结构。
如果没有启用互锁梁,TPU 边缘可能会随着时间推移逐渐剥离。比如3D打印的手机壳,在频繁从口袋里拿出或放入手机时,很快结构就不牢固了。启用互锁梁后,柔软的 TPU 边缘会与 PETG 部分实现机械嵌合,从而让手机壳更加耐用并具备更强的耐磨性。
¶ 延长使用寿命
由于打印过程中喷嘴并不是在整个平台上连续挤出,当使用不同材料打印时,整体结构强度可能会受到影响,相邻的挤出线也可能变得脆弱。互锁梁能够加强这些薄弱点,从而让打印件更加耐用,尤其适用于经常需要弯折、受压或频繁操作的物品,例如工具手柄、手机支架或可穿戴设备。
¶ 释放设计自由度
互锁梁在一些功能性组件中尤其实用,比如卡扣结构或柔性关节,无需依赖胶水或螺丝固定。使用互锁梁后,你也不用担心因为材料不兼容导致的打印失败或零件脱落。
¶ 实现无缝接合
互锁梁能让接缝更加紧密,外观上也更加干净美观,减少接缝痕迹。这对于展示模型、角色扮演道具,或任何需要专业外观的项目都非常有帮助。
¶ 梁式互锁参数设置指南
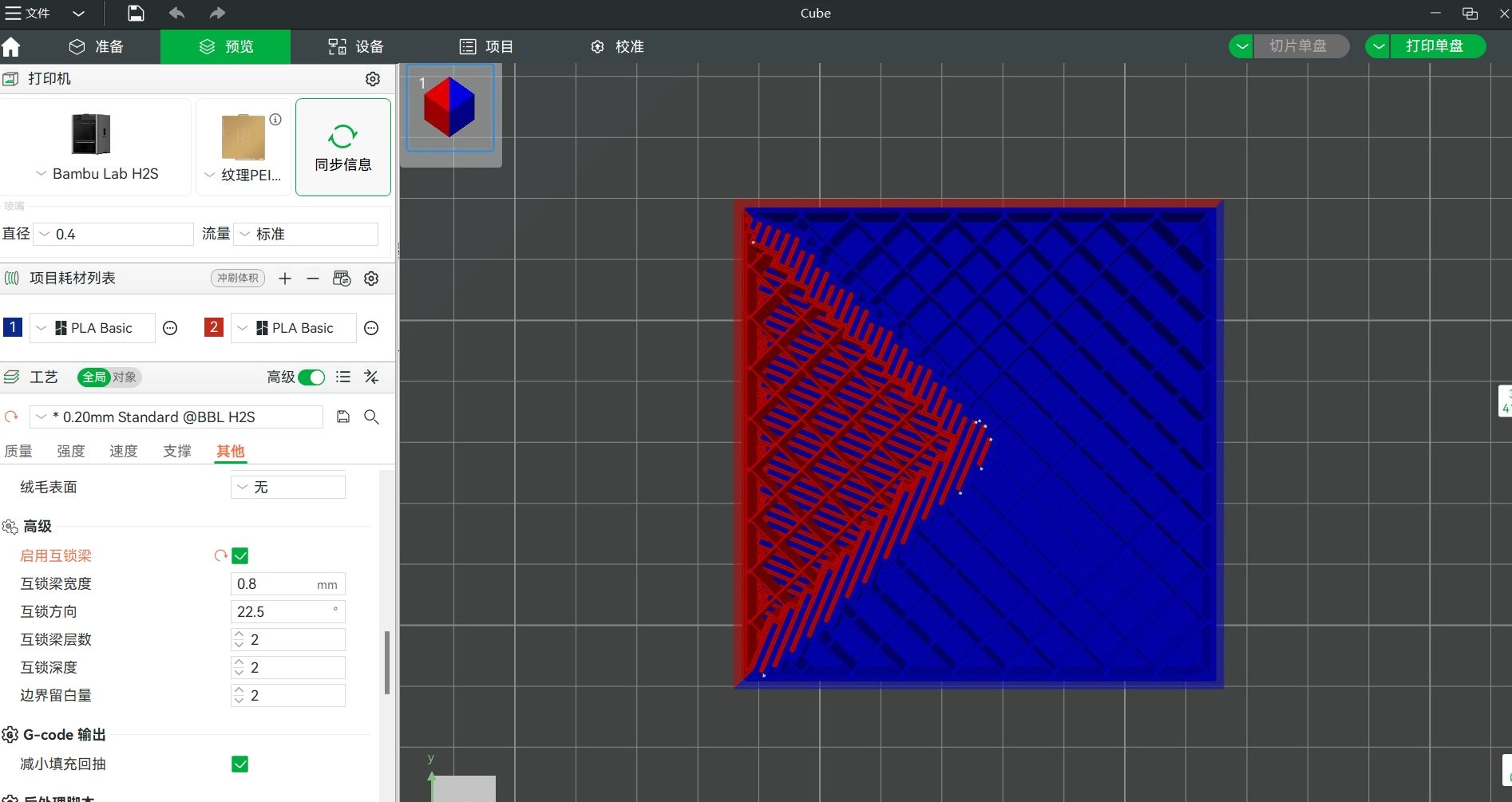
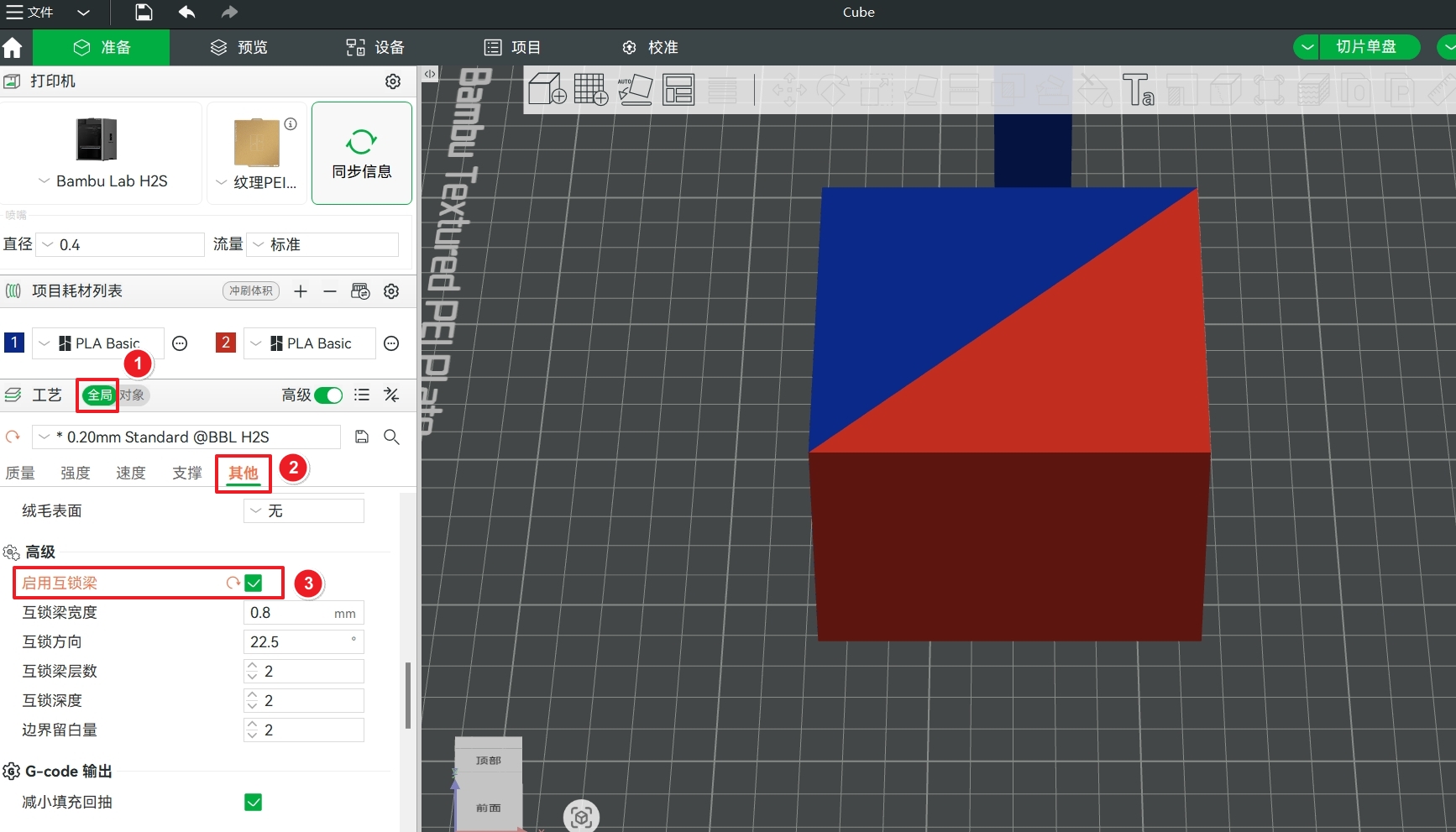
启动路径:全局 → 其他 → 高级选项 → 启用互锁梁
¶ 核心参数详解
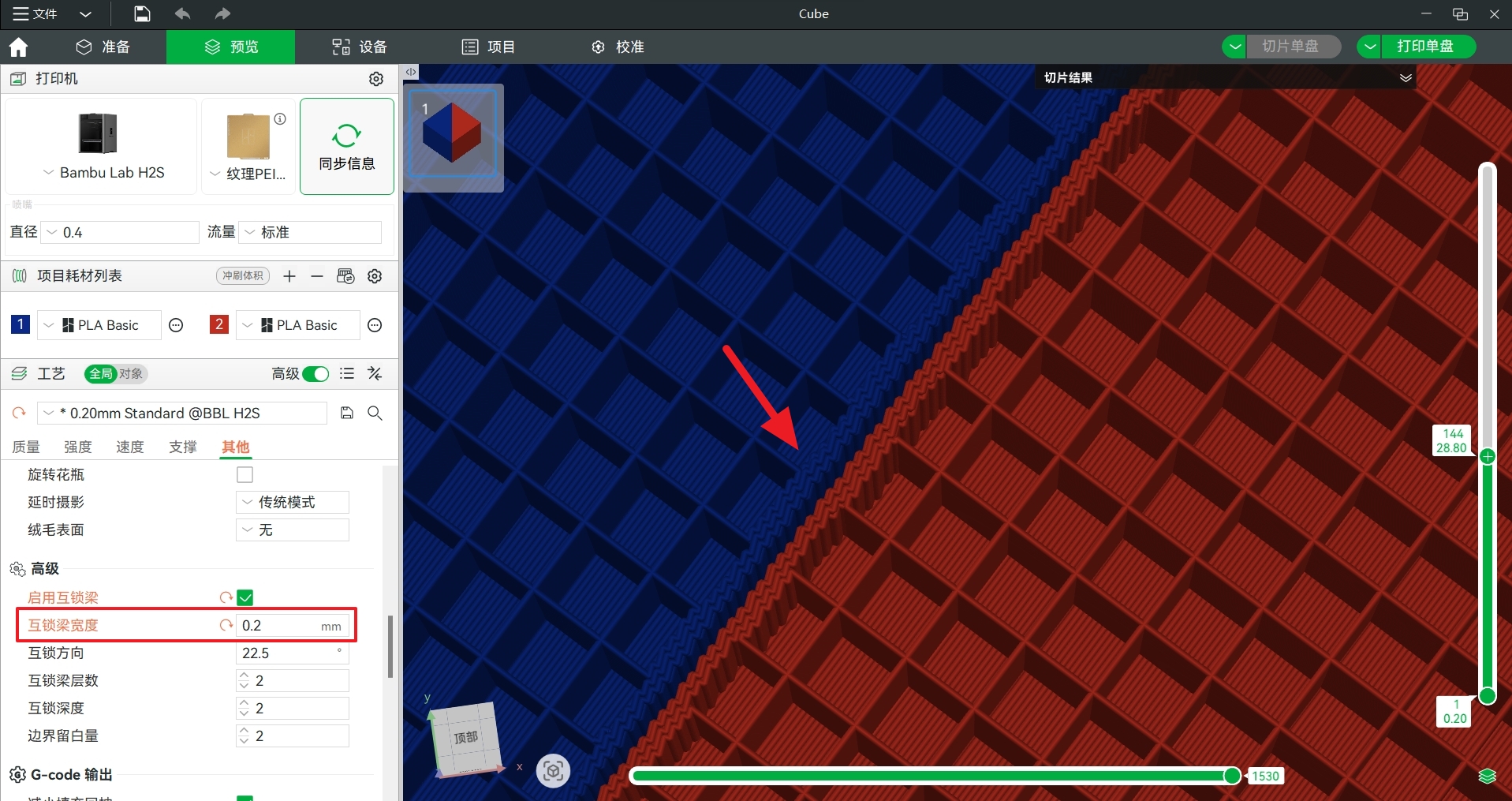
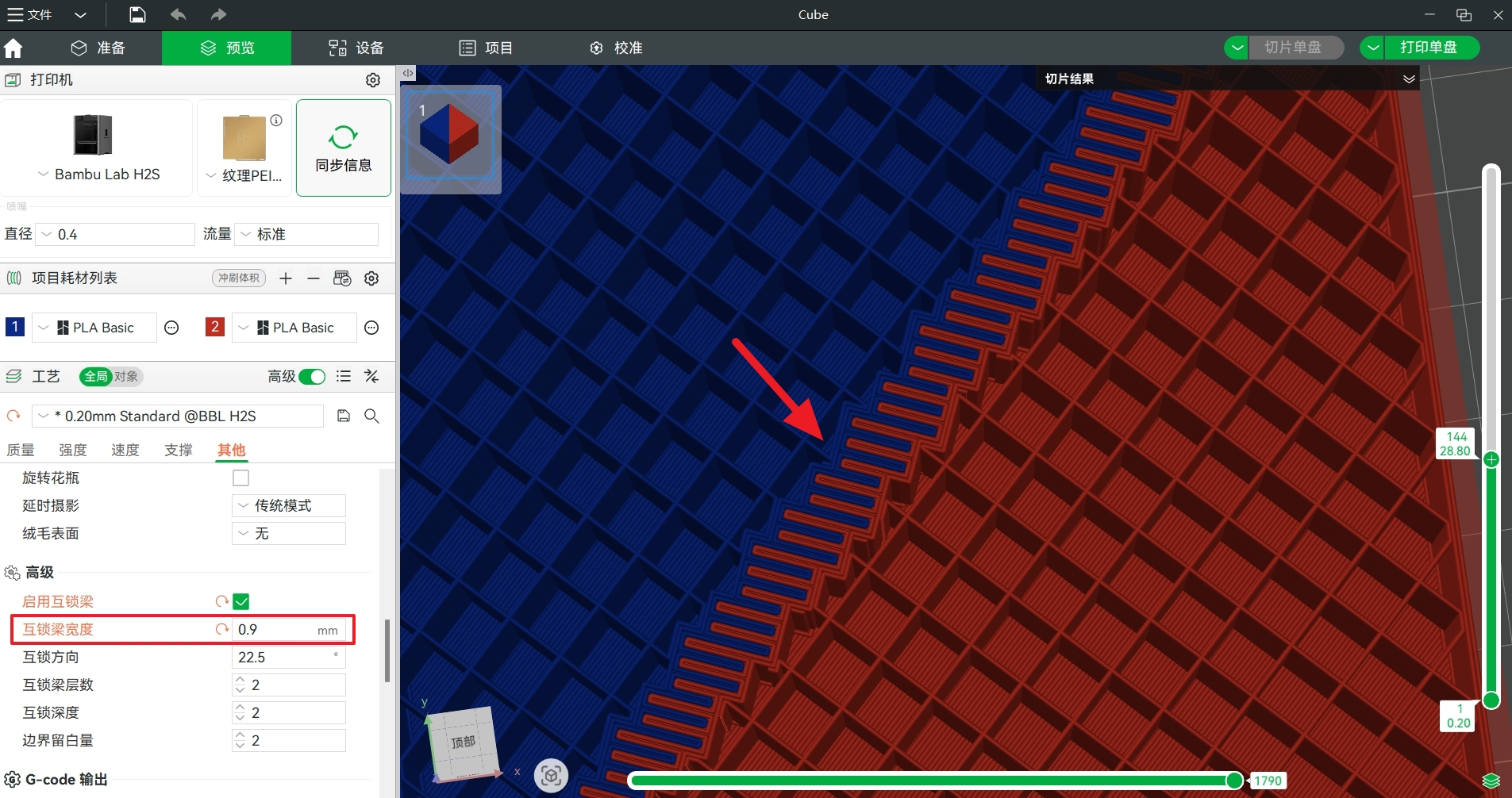
¶ 互锁梁宽度
该参数决定每根互锁梁的厚度或宽度(默认0.8mm)。宽度越大,接触面积越大,机械咬合力也越强,但同时会占用更多空间,若过大可能干扰零件设计。
对于小型打印件,0.4–0.8 mm 的宽度通常较为理想,既能保证设计细节,又能提供足够的结合力。
在本例中,我们打印的材料为 PLA、PETG 和 TPU。由于 PETG 和 PLA 都是刚性材料,但柔韧性与粘结性略有差异,而 TPU 非常柔软,因此需要合理优化梁宽度,以保证牢固结合又不影响柔性。
默认值为 0.8 mm,本例中也采用该值,效果良好。
若将宽度降低到 0.2 mm,结合会非常脆弱,柔性 TPU 膜甚至可能脱落。
相反,若将宽度增加到 0.9 mm,梁会明显变粗,连接更牢固,但间距也会随之增大。
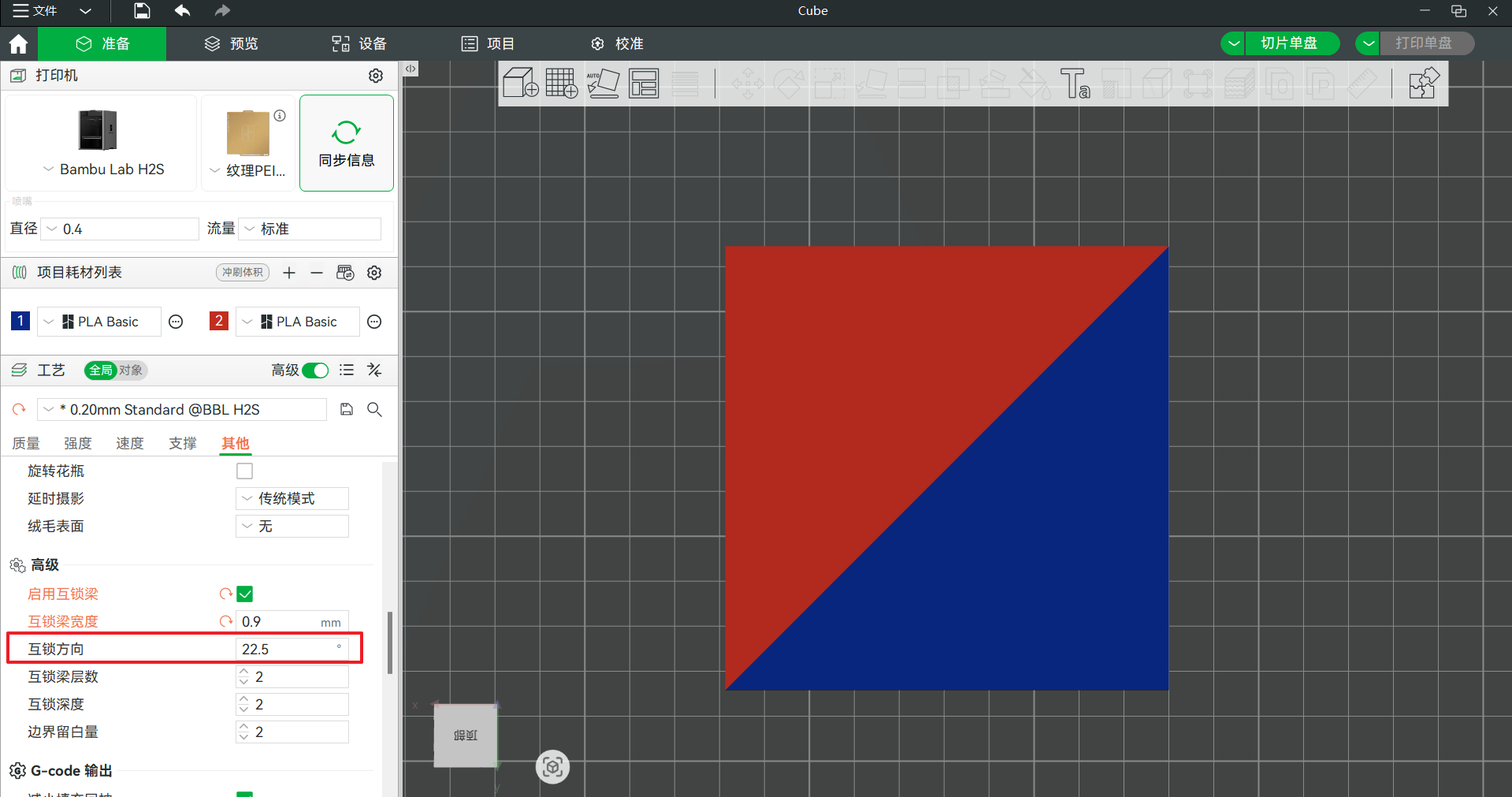
¶ 互锁方向
该参数决定互锁梁生成的方向或角度。默认角度为 22.5°,即梁略微倾斜,而非完全垂直或水平。在示例中,默认角度效果很好,能加固 TPU 中层与上下刚性外壳的结合,同时允许 TPU 在使用时正常弯曲。
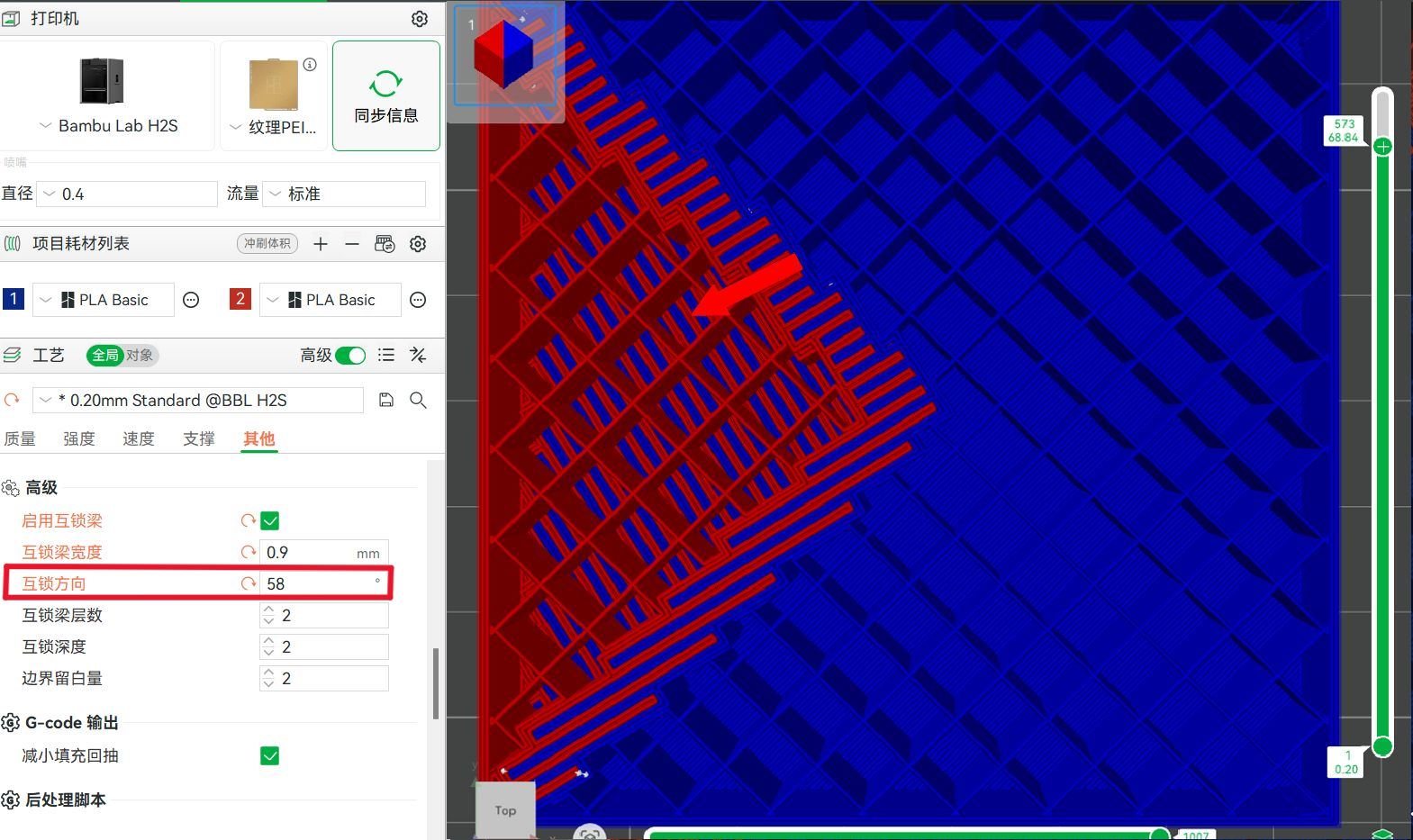
58°倾斜效果:
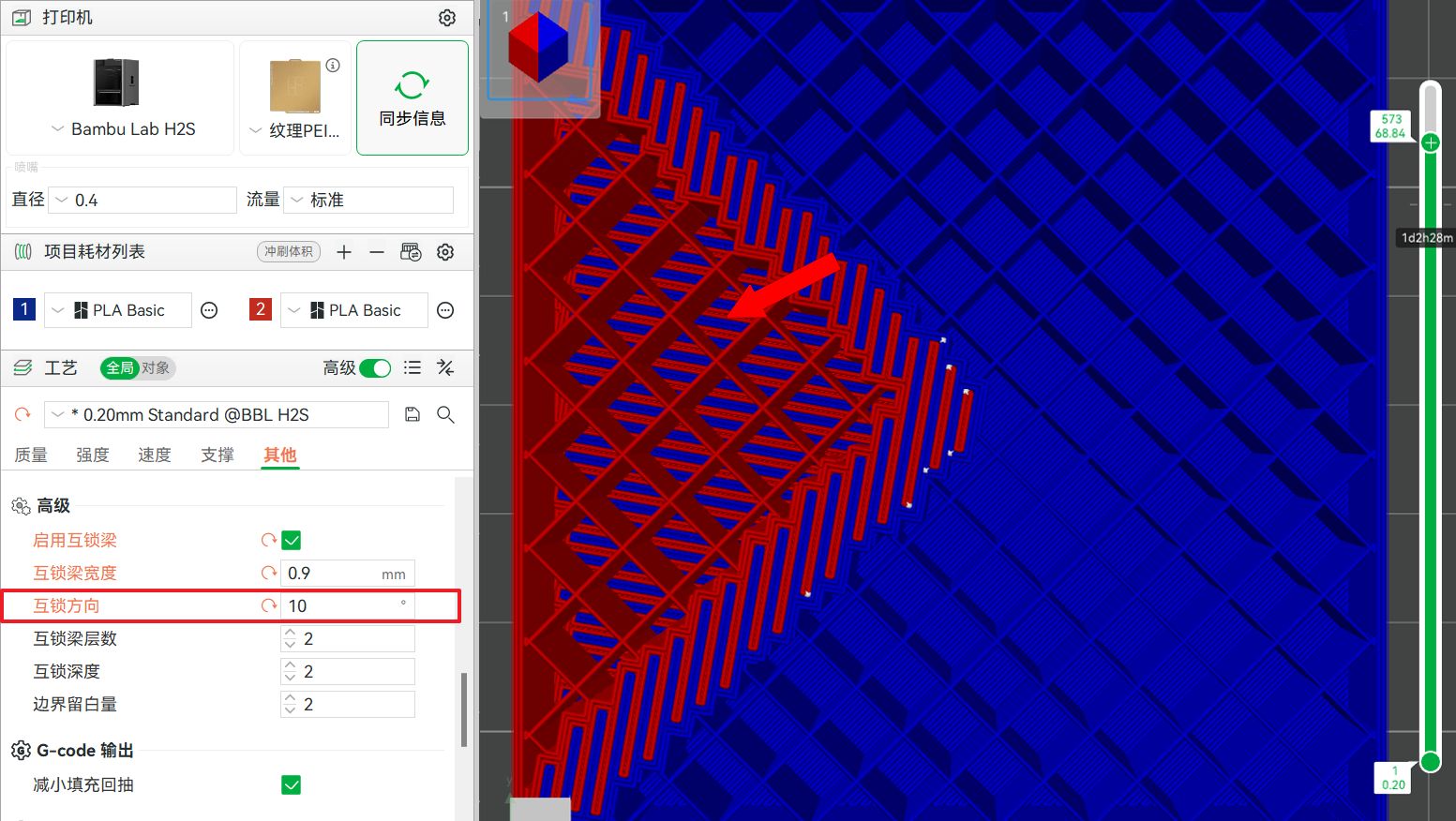
10°倾斜对比:
¶ 互锁梁层数
该参数决定互锁梁的高度,即每根梁的打印层数。
层数较少 → 结合更强,但更容易产生缺陷。
层数较多 → 结合较弱,但打印更稳定可靠。
通常建议保持默认值 2。
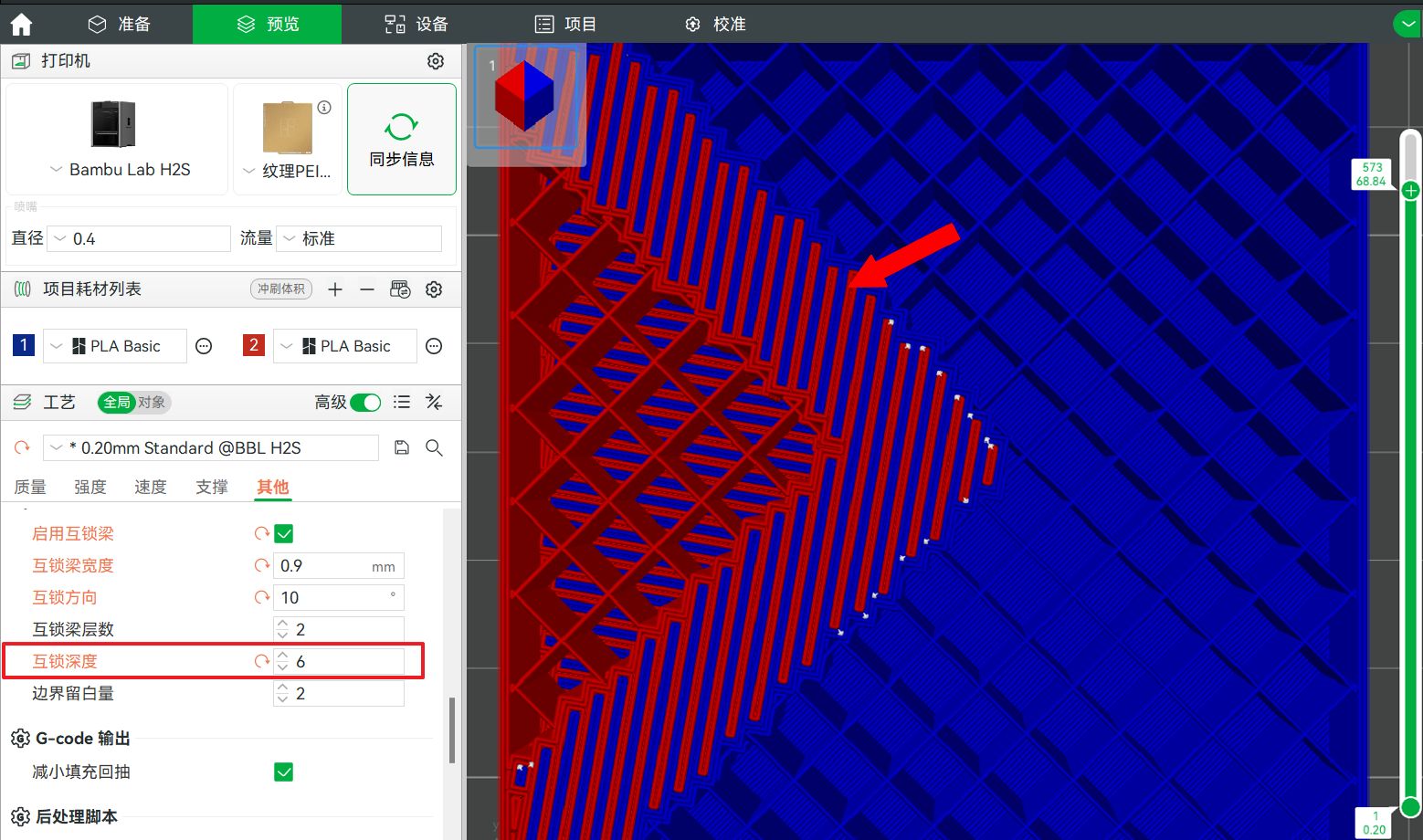
¶ 互锁深度
互锁深度表示互锁梁在材料中的延伸距离,即从边界向内生成结构的深度。默认值为 2。
增大深度(如设为 6)→ 梁会深入到更多材料中,形成更多层,结合更牢固。
默认值 2 → 在大多数情况下表现稳定。
需要注意,调整深度可能会影响切片时的换料次数。
深度6的效果:
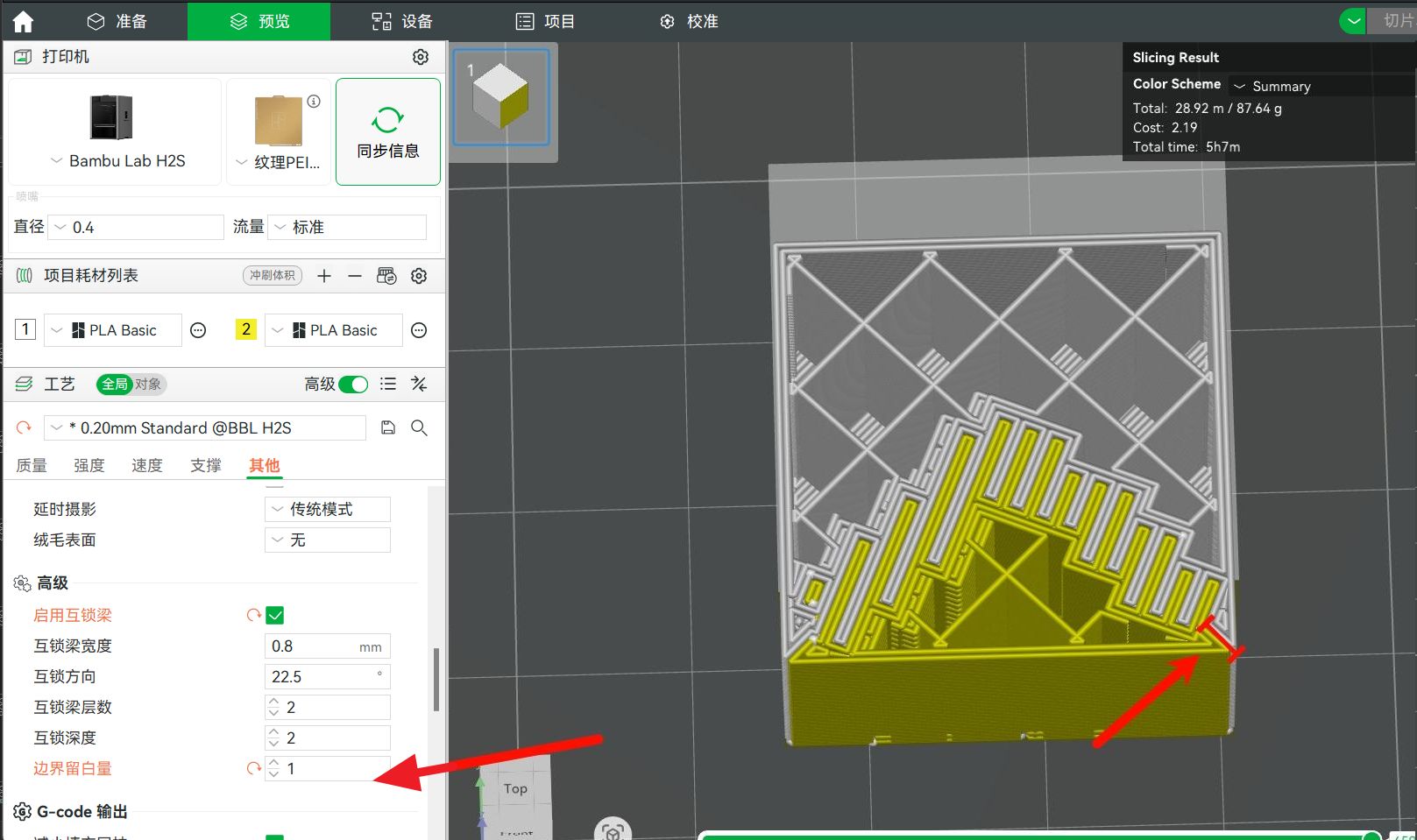
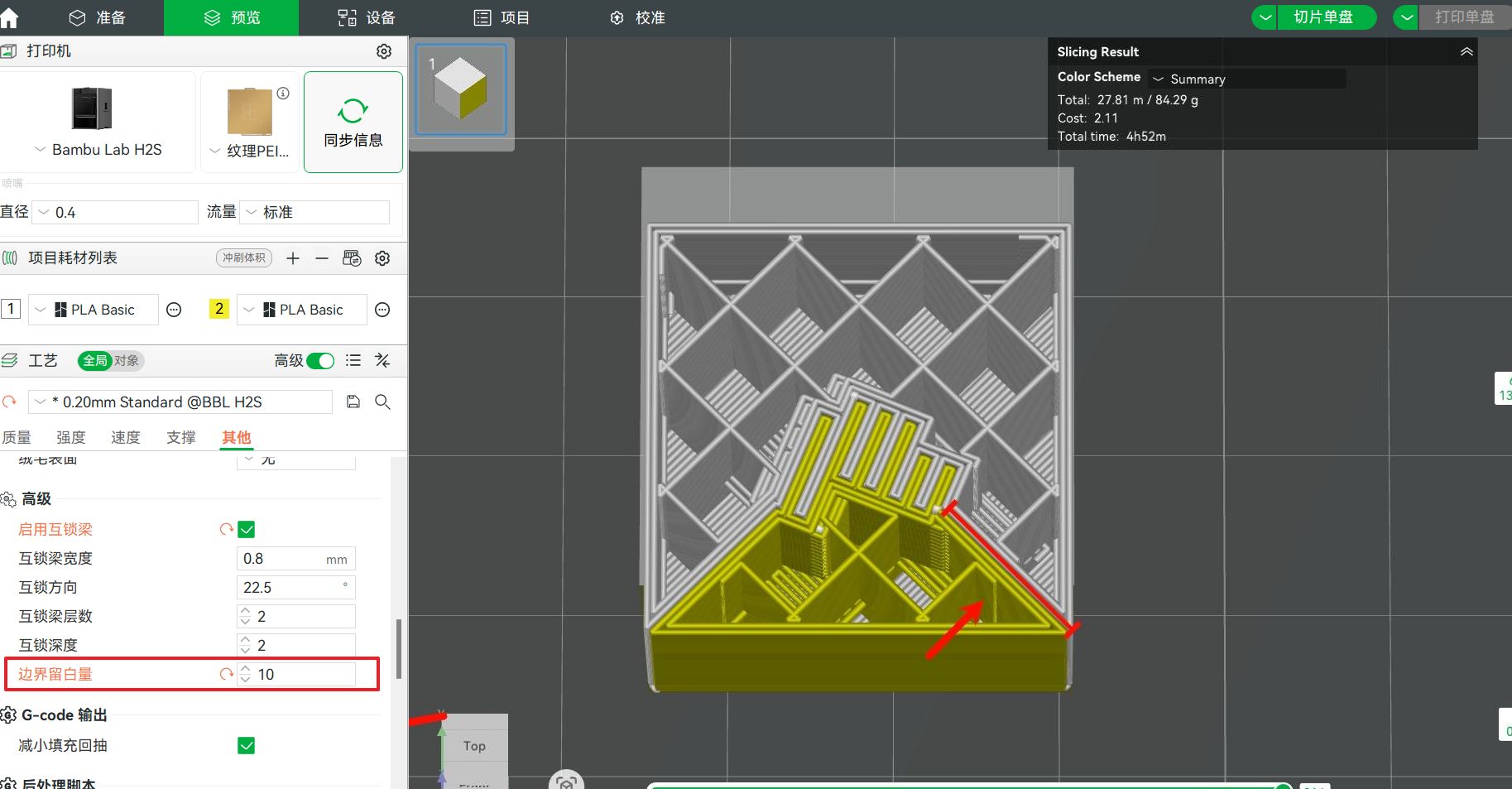
¶ 边界留白量
该参数决定互锁梁与模型外壁之间的距离。
设为 1 → 梁接近外壁,结构强度高,同时兼顾表面质量。
设为 10 → 梁大幅向内偏移,外壁表面更平整,但边缘强度会降低。
值=1时,梁贴近外壳:
值=10时,优先表面质量:
¶ 使用注意事项
- 检查壁厚与内部几何结构:确保内部有足够空间生成互锁梁,同时外壁厚度要足以维持强度。对于薄壁或高细节表面,可适当调整梁层数与深度,避免损坏关键特征。
- 优化方向与对齐:确保零件方向与互锁梁方向合理匹配,以获得最佳结合效果。
- 考虑材料兼容性:尽量选择容易结合的材料,例如 TPU 与 PETG 就能很好地粘结。避免 TPU 与普通 PLA 搭配,因为它们常出现分层或粘结不牢,尤其在拐角处。
- 进行测试打印:在进行大型打印前,先通过小型测试件确认设置是否合适。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI;点击此处提交服务工单。