¶ 流量比例
¶ 关于校准
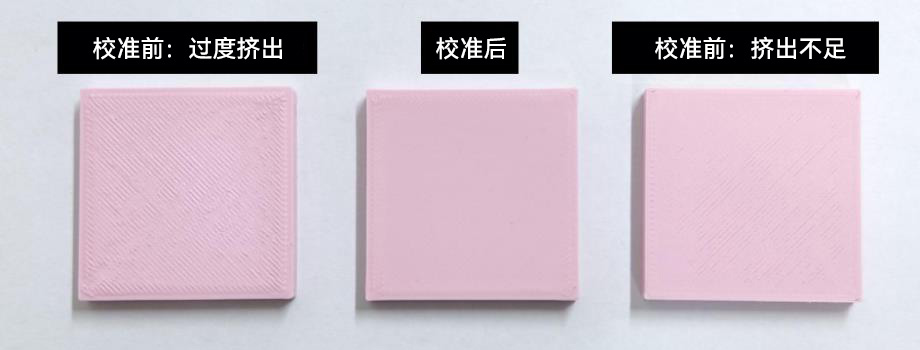
流量比例是指打印机预期挤出体积与实际挤出体积的比率。它决定了挤出耗材的粗细,通过调整流量比例,可以精细地优化打印质量。流量比例过高会导致过度挤出(挤出的耗材过粗、重叠起疙瘩);过低则会造成挤出不足(料线之间出现缝隙)。
用一个生活中的例子来理解流量比例,就像牙膏从牙膏管中挤出的速度:轻轻挤压,挤出的线条细而整齐;用力挤压,线条就会变粗且凌乱。
不同的3D打印耗材因粘度和熔点不同,需要不同的流量比例。PLA流动性好,ABS和尼龙略厚,PETG有黏性,TPU柔软且粘稠,聚碳酸酯坚韧,而复合材料可能有磨蚀性。流量比例需要与每种耗材的特性匹配,以确保顺畅挤出并达到预期的打印效果。
¶ 何时需要流量比例校准
要获得一个完美的打印涉及到几个校准步骤,需要在流量比例校准之前先确认是否完成了其他校准。并不是 3D 打印模型的所有缺陷都是由于流量比例不准确造成的。事实上,当使用 Bambu Lab 打印机和官方耗材时,机械公差很小,而且材料标准非常高。因此,在打印中发现的任何缺陷都可能是由于需要解决其他方面的问题。
如果您在 3D 打印中注意到以下迹象,并且已经执行了其他校准,例如动态流量校准,但问题仍然存在,那么就可以考虑流量比例校准了:
-
过度挤出:打印物体上有过多的材料,形成凸起或小球,或者层次看起来比预期的厚而且不均匀。
-
挤出不足:模型层次非常薄,填充强度不足,或者在缓慢打印时模型顶层有缺陷。
-
表面质量差:打印模型的表面看起来粗糙或不均匀。
-
模型结构稳固性差:打印件容易断裂,或者没有应有的稳固性。
除了上面提到的这些打印缺陷外,流量比例校准对于打印航模中使用的发泡材料至关重要(可参考 wiki:发泡PLA(PLA Aero)打印航模操作指导 | Bambu Lab Wiki)。这些材料在加热时会大幅膨胀,流量比例校准提供了合适的参考流量比例,以实现这些特殊材料的良好打印效果。
¶ 校准有用吗?
自动流量比例校准采用 Bambu Lab 微型激光雷达技术(可以参考wiki 使用 Bambu Lab 激光雷达进行自动流量校准 | Bambu Lab Wiki),直接测量校准图案。然而,请注意这种方法的功效和准确性可能会因特定类型的材料而受影响。特别是透明或半透明、带有闪光颗粒或具有高反射表面的材料可能不适合这种校准,并可能产生不理想的结果。
自动校准结果可能因每次校准或材料的不同而有所不同。我们仍在通过固件更新不断提高这种校准的准确性和兼容性。手动校准则相对可以获得一个较为准确的结果,不过需要您掌握正确的校准方法。
¶ 两种校准模式
流量比例校准包含两种模式:自动校准和手动校准。
-
自动校准:用户只需启动校准,打印校准图案完成后打印机将返回校准结果。只有 X1 系列打印机支持自动校准。
-
手动校准:用户需要通过观察打印板上校准块的质量来判断使用哪个参数。
¶ 两种手动校准方式
手动校准包括粗校准和精细校准两种。
-
粗校准:基于耗材预设的流量比例,并在该值的基础上打印流量值在80%至120%范围内的校准块。粗校准的步长为5%。当您不确定耗材的流量比例时,可以先使用粗校准来获得更好的范围,然后使用细校准来获得更准确的值。
-
精细校准:基于自定义流量比例值,并根据该值打印流量在91%至100%范围内的校准块。精细校准步长为1%。如果您已经知道一个合理的范围,并且误差幅度在10%以内,您可以直接微调来获得更准确的值。
¶ 如何开始校准
¶ 自动校准
¶ (1) 打开 Bambu Studio 并选择自动校准
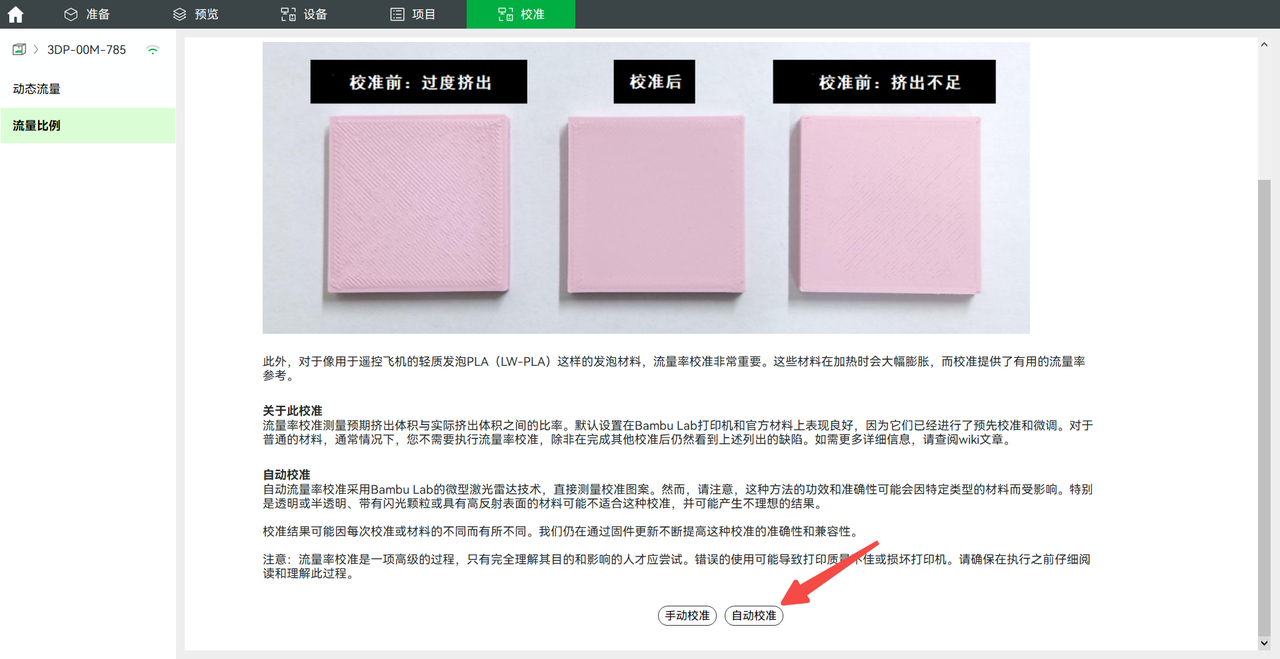
校准前先确保软件连接上打印机。在 Bambu Studio 中,选择校准,流量比例,自动校准。
¶ (2) 选择喷嘴直径,打印板类型及耗材类型
在本次示例中,我们将选择 0.4 mm 直径的喷嘴;热床类型选择纹理 PEI 打印板;要进行校准用耗材类型选择 Bambu Lab Basic。设置好所需信息后,点击校准按钮即可开始校准。
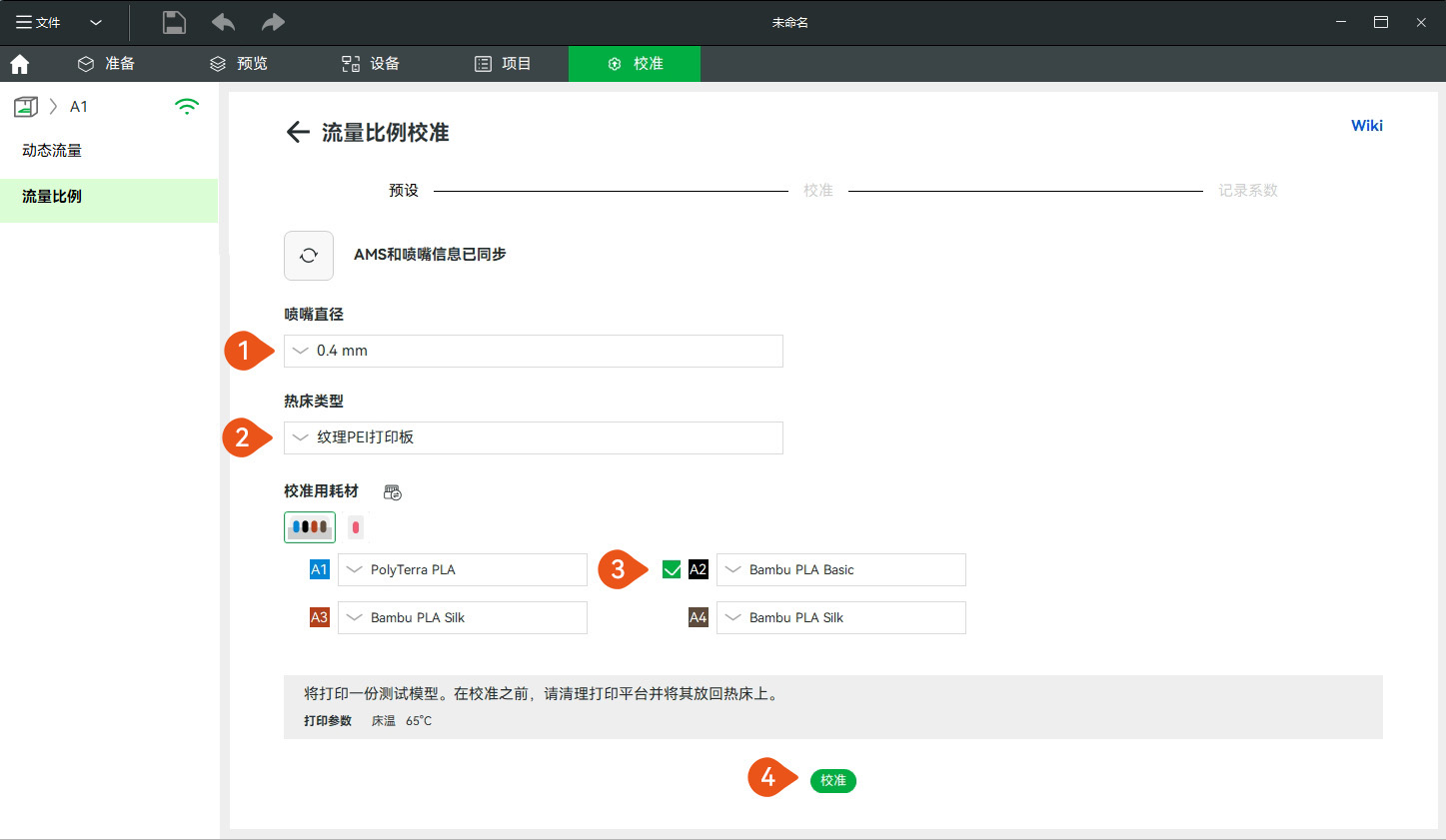
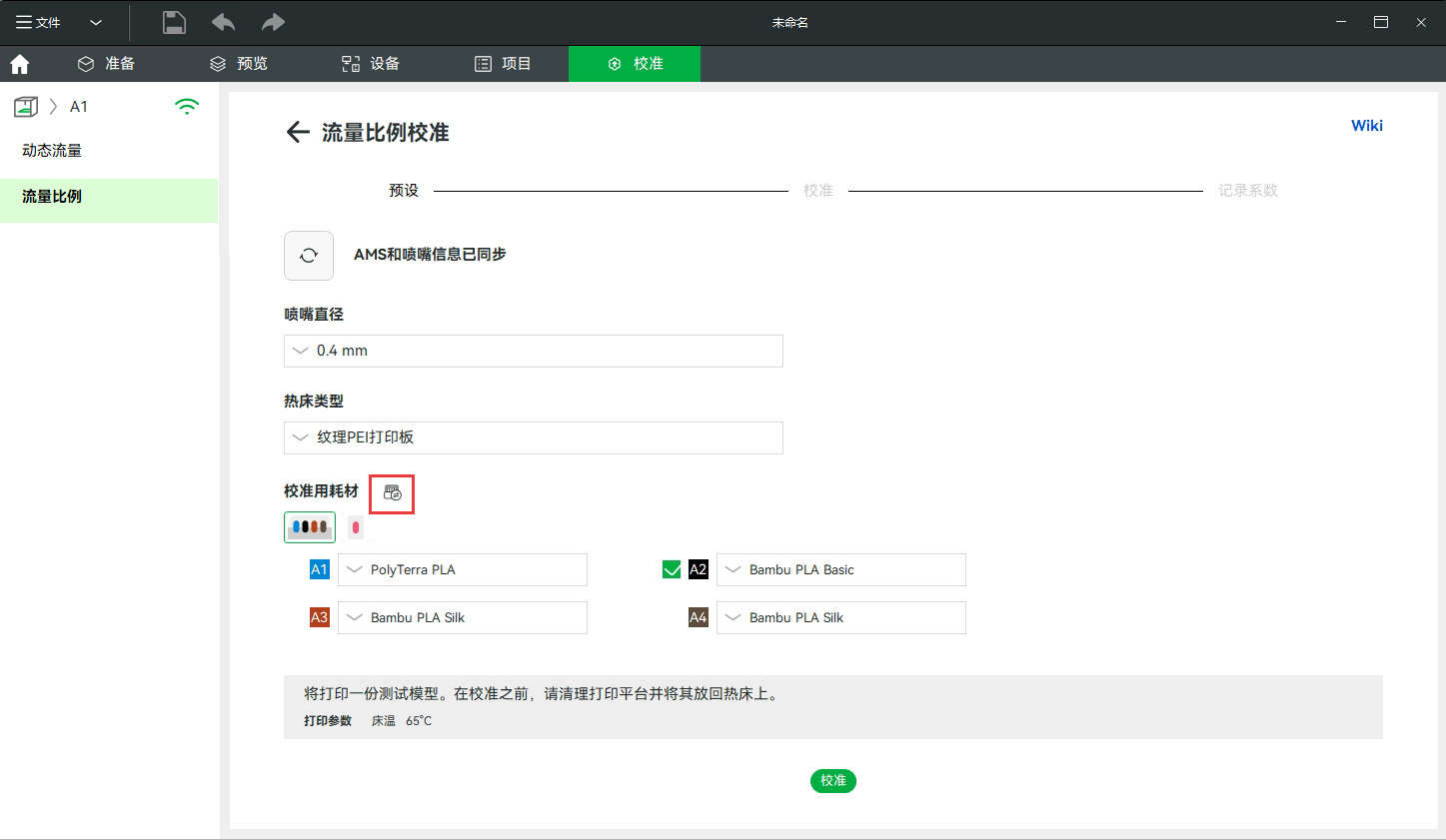
如果有连接 AMS,校准用耗材右侧将会有一个同步图标,点击即可从 AMS 中同步耗材信息。同样的,选择您想要校准的耗材,点击校准以开始。
注意: 不同喷嘴尺寸的校准需要打印机固件的支持。对于 OTA 版本01.06.00.00,只支持 0.4mm 喷嘴。
¶ (3) 开始流量比例校准
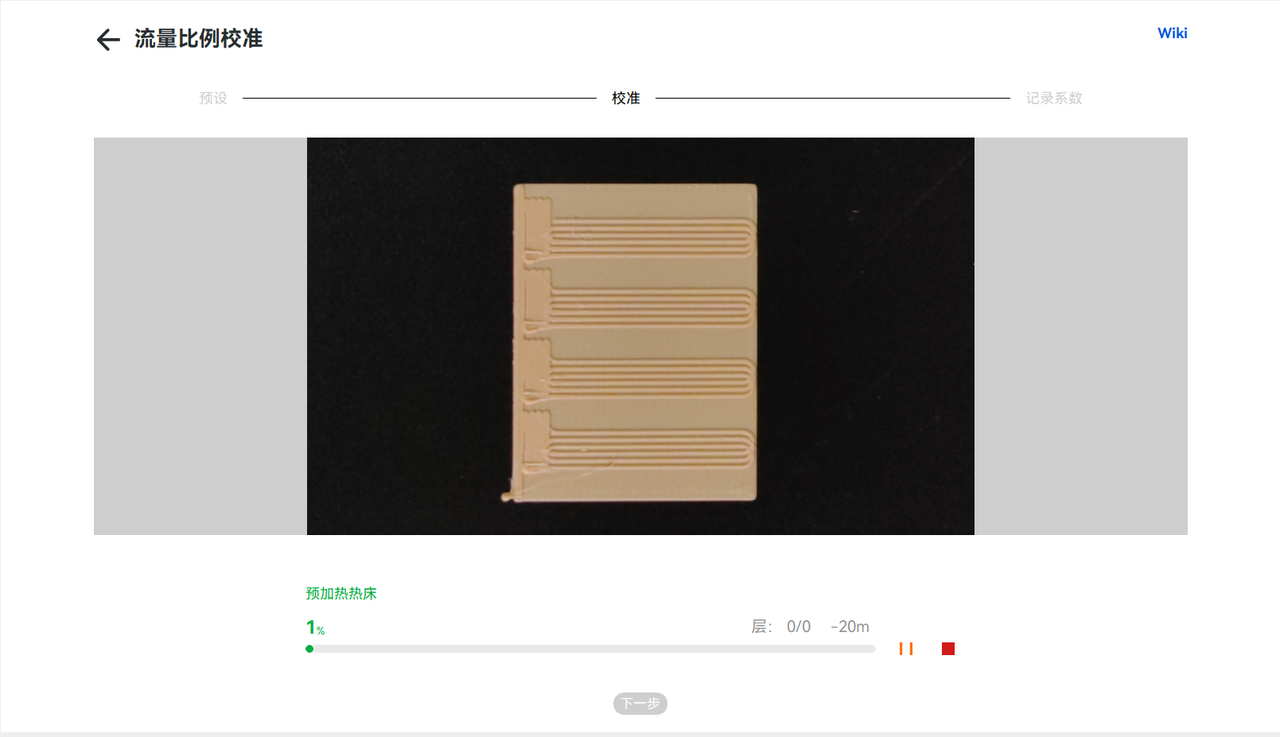
打印和校准完成后,您可以单击下一步。
¶ (4) 保存校准结果
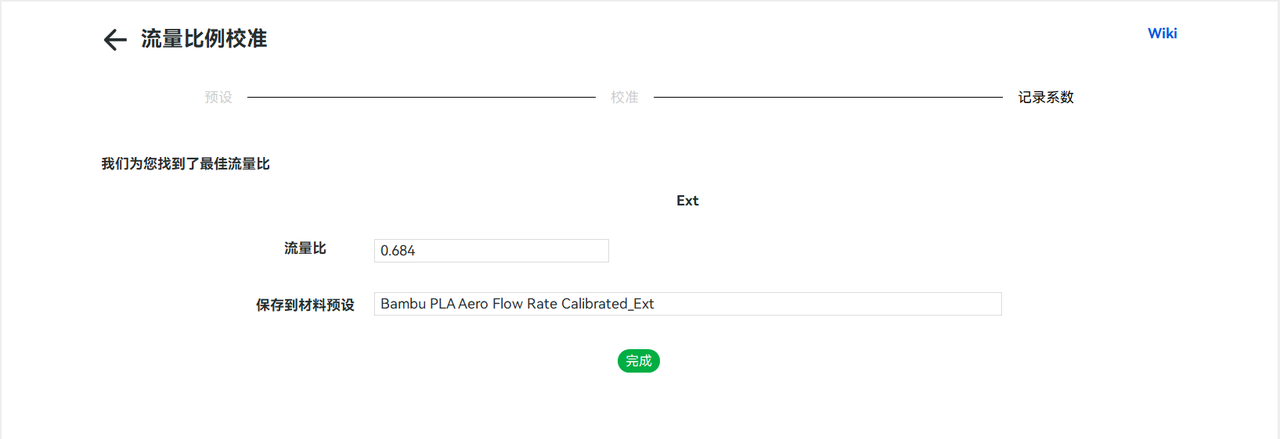
校准完成后,将返回机器认为最优的流量比值。您可以保存这个流量比例值到一个新的材料预设。如果您将名称修改为与用于校准的原始耗材预设名称相同,也可以覆盖原始的材料预设。
¶ 手动校准
¶ (1) 开始校准
选择校准,流量比例,手动校准。

¶ (2) 选择要校准的材料
手动校准有两种校准类型:
-
完整校准
-
基于流量比的精细校准

- 完整校准:它将首先执行粗校准,然后您可以根据粗校准的结果继续执行精细校准。
- 基于流量比的精细校准:直接根据您设置的流量比进行精细校准。
其他步骤与自动校准相同,设置好所需信息后,按校准键即可开始校准。
¶ (3) 完整校准
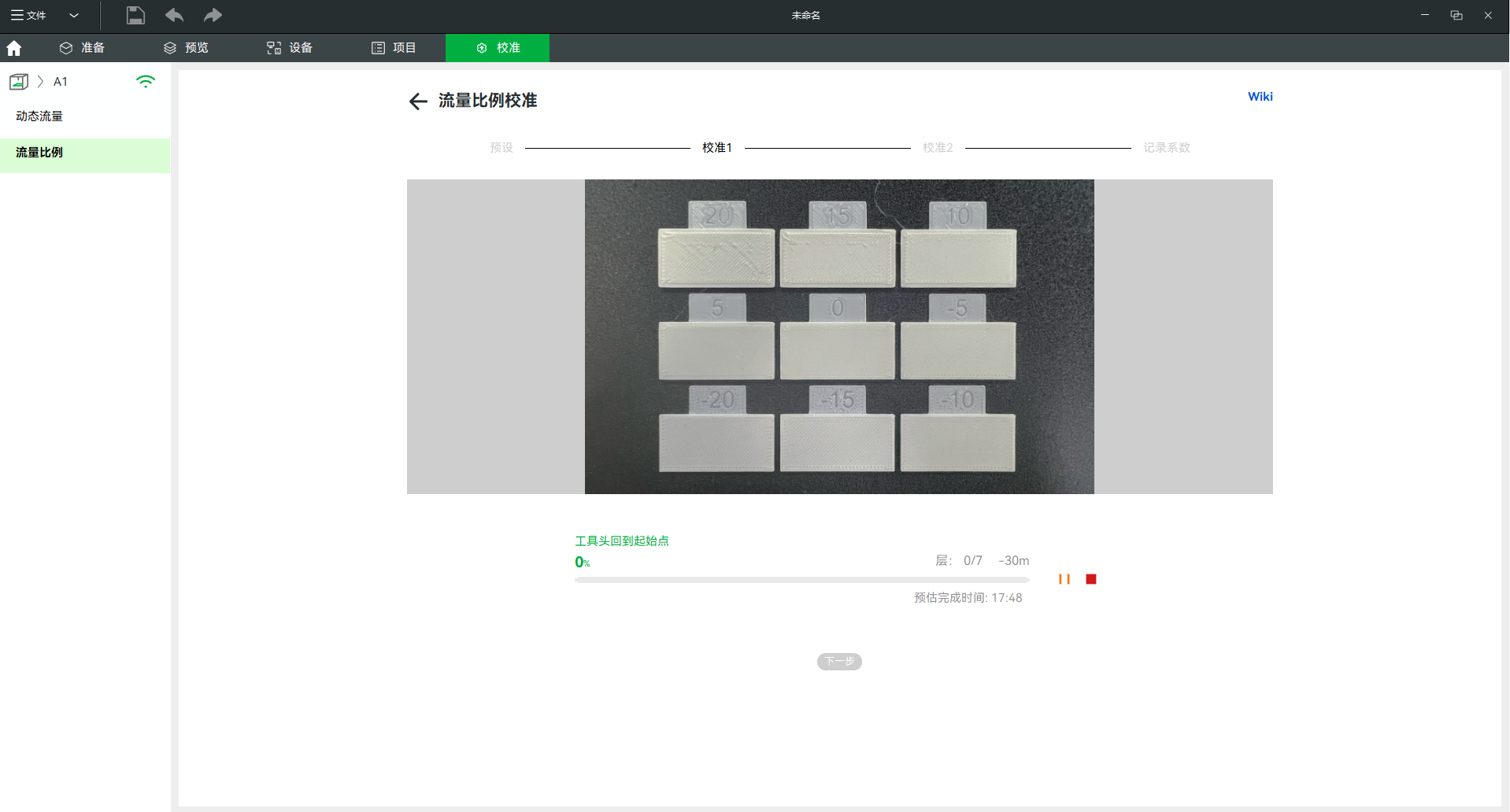
在完成完整校准打印的第一阶段后,就需要通过目测判断哪一个测试样品表面最为平滑。从下图的打印结果来看:
-
编号为 20,15,10 的样品,流量比例过高导致打印线条出现重叠;
-
编号为 -20,-15,-10 的样品,存在明显挤出不足的问题,线条之间有明显间隙;
-
编号为 5,0,-5 的样品,通过比较数值为 5 和 0 的挤出效果最好。
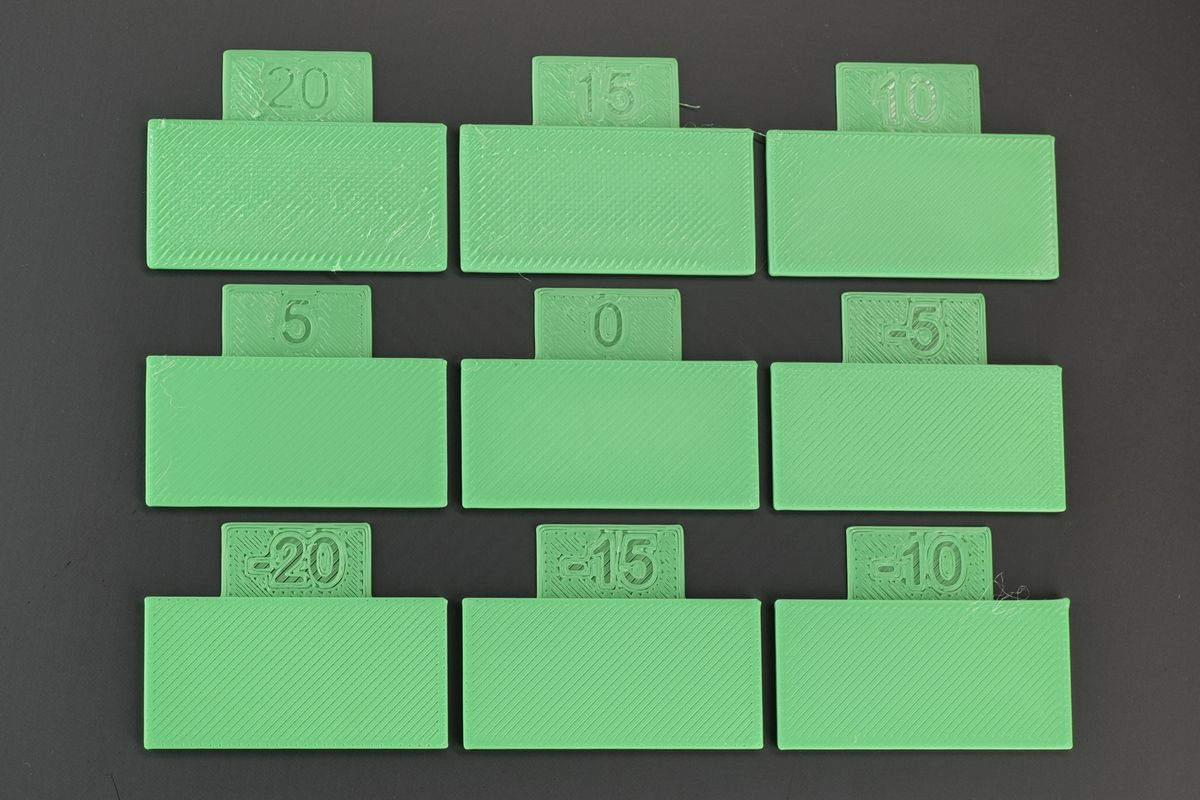
进一步比对数值 5 和数值 0 两个样品,我们可以发现数值 5 的样品表面最为平滑,整个打印过程中的线条都很顺滑。
仅需要在 Bambu Studio 中选择最佳样品(根据我们的测试结果,数值为 5),此时软件会显示推荐的最佳流量比,例如 1.029000。

如果满意目前的打印效果,则可以选择跳过校准2。但如果您希望进一步微调流量比,只需点击校准按钮,打印机会生成新一组测试样品,用于更精细的流量比选择。
重要提示:点击校准按钮后,打印机会立即开始打印新的测试样品。请确保打印平台已清洁且安装到位后再点击按钮。
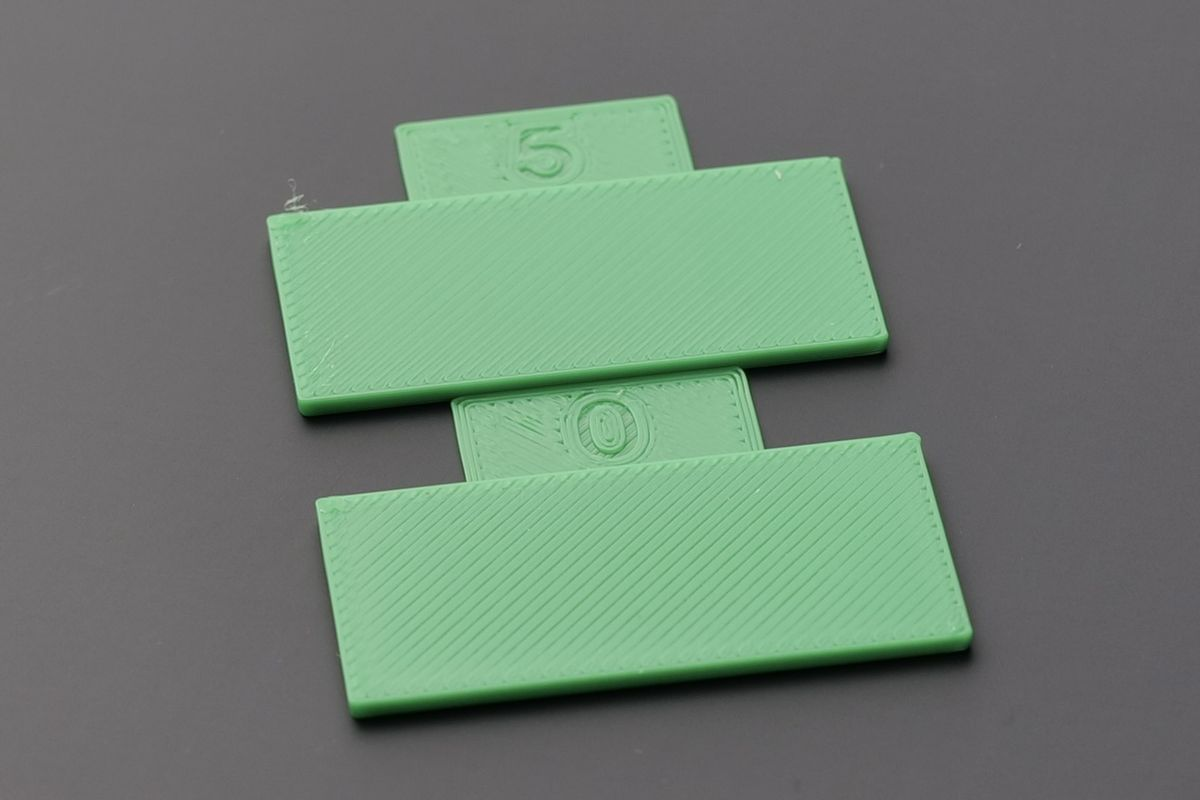
等待打印完成后,点击进入下一步。与之前相同,我们需要对比测试结果,以找出最平滑的样品。相较于粗校准的测试结果,精细校准的结果差异可能更加细微。因此我们建议按照下图所示方式摆放样品,并在左侧打光进行观察。
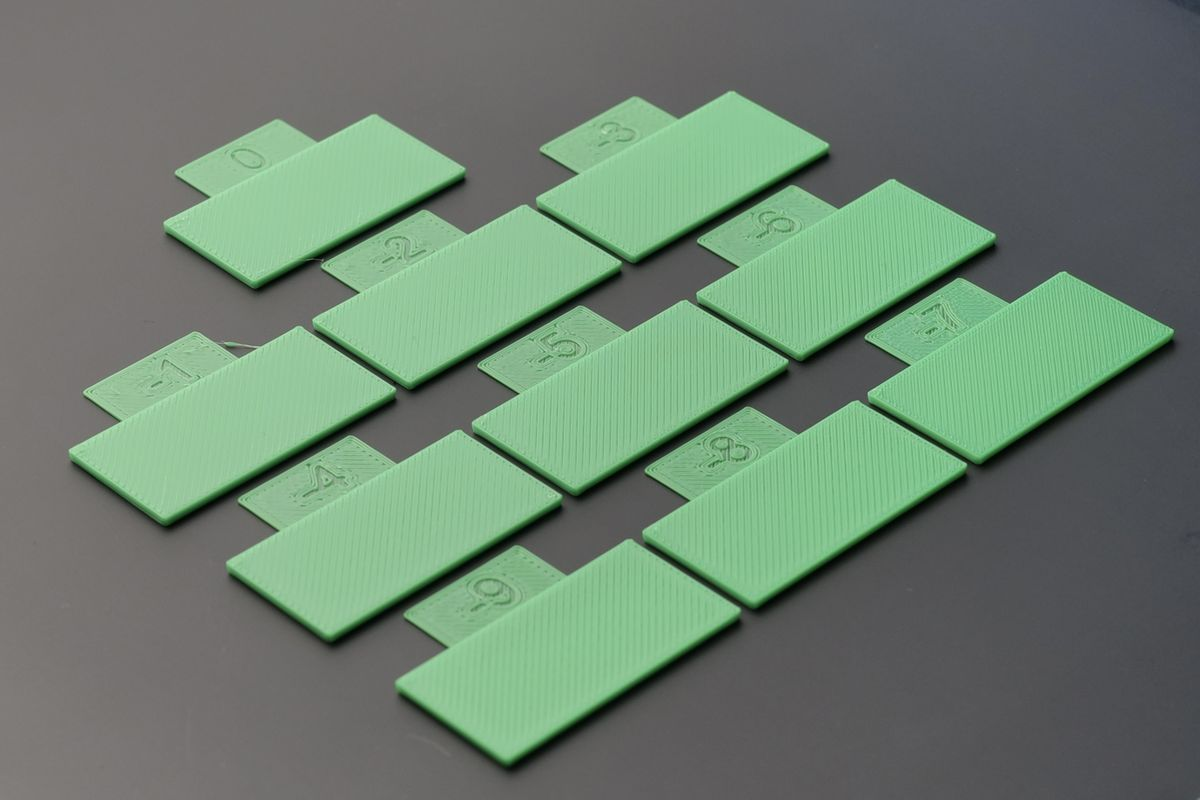
在观察时,我们需要特别注意样品中部的区域,因为这里更易观察挤出不足的现象。打印线条的起始和结束部分可能会有轻微的过挤出,这属于正常现象。观察结果如下:
-
编号 -2 到 -9 :有轻微挤出不足,线条之间存在间隙。
-
编号 -1:仔细看会发现线条之间有非常细微的挤出不足现象。
-
编号 0 :打印效果最佳,是本次测试与所用耗材条件下的理想选择。
重要提示:我们应尽量避免选择有轻微挤出不足的样品,这种细微的挤出不足在大尺寸打印中可能会被放大,导致线条之间产生明显的间隙。
在 Bambu Studio 中选择最平滑的样品(本示例中为 0),然后为耗材预设命名,最后点击完成按钮完成校准。新的校准配置文件将应用新的流量比例。
¶ 注意事项
在进行流量动态校准和流量比例校准时,务必注意以下细节以确保获得最佳效果:
-
保持耗材干燥:在开始校准前确保耗材已充分干燥,并在整个过程中保持耗材干燥。避免校准完成后耗材湿度的变化对结果的稳定性和一致性造成影响。
-
保持热端清洁:在校准前,请确保热端内外部干净。如果打印质量下降的情况(挤出不足、过度挤出、轻微拉丝),建议多次进行冷拔操作或者更换新喷嘴,以确认问题是与喷嘴有关还是与校准有关。
-
保持挤出机清洁:挤出机内部的微小颗粒(如耗材粉尘或齿轮中残留物)可能影响挤出质量。避免在挤出机未清洁或部分堵塞的喷嘴情况下进行校准,这会严重影响校准结果的准确性。如果发现打印质量变化,应优先清洁挤出机和喷嘴,再考虑重新校准。
-
清洁打印平台:在开始校准前请清洗打印平台,确保第一层能够正常附着在打印板上,以免影响校准结果。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI,点击此处提交服务工单。