¶ 动态流量校准
¶ 什么是动态流量校准?
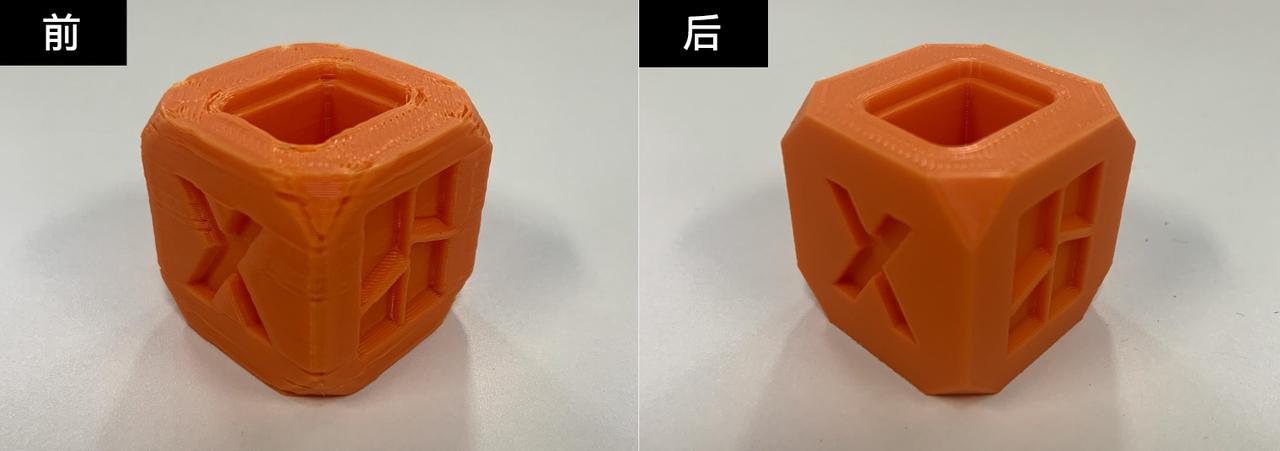
动态流量是 3D 打印固件中的一项功能,用于补偿挤出压力的滞后问题从而提升打印质量,该功能尤其适用于打印机高速打印。
挤出压力滞后是指耗材被挤出时,喷嘴内的压力需要一段时间才能实现稳定出料。在加速阶段,压力滞后可能导致挤出不足,出现线条过细或缺料;在减速阶段,剩余的压力可能造成多余耗材被挤出,出现堆料或拉丝。这些现象在高速度下更加明显。
为减少这类问题,动态流量功能会提前调整挤出量:
-
在加速时,动态流量算法通过略微增加挤出率,使压力更快升高以弥补挤出不足;
-
在减速时,动态流量算法通过减少或反向挤出耗材,以释放残余压力,防止材料溢出。
启用该功能后,打印出的拐角更干净,细节更清晰,挤出也更加稳定,尤其适合速度变化频繁的打印任务。
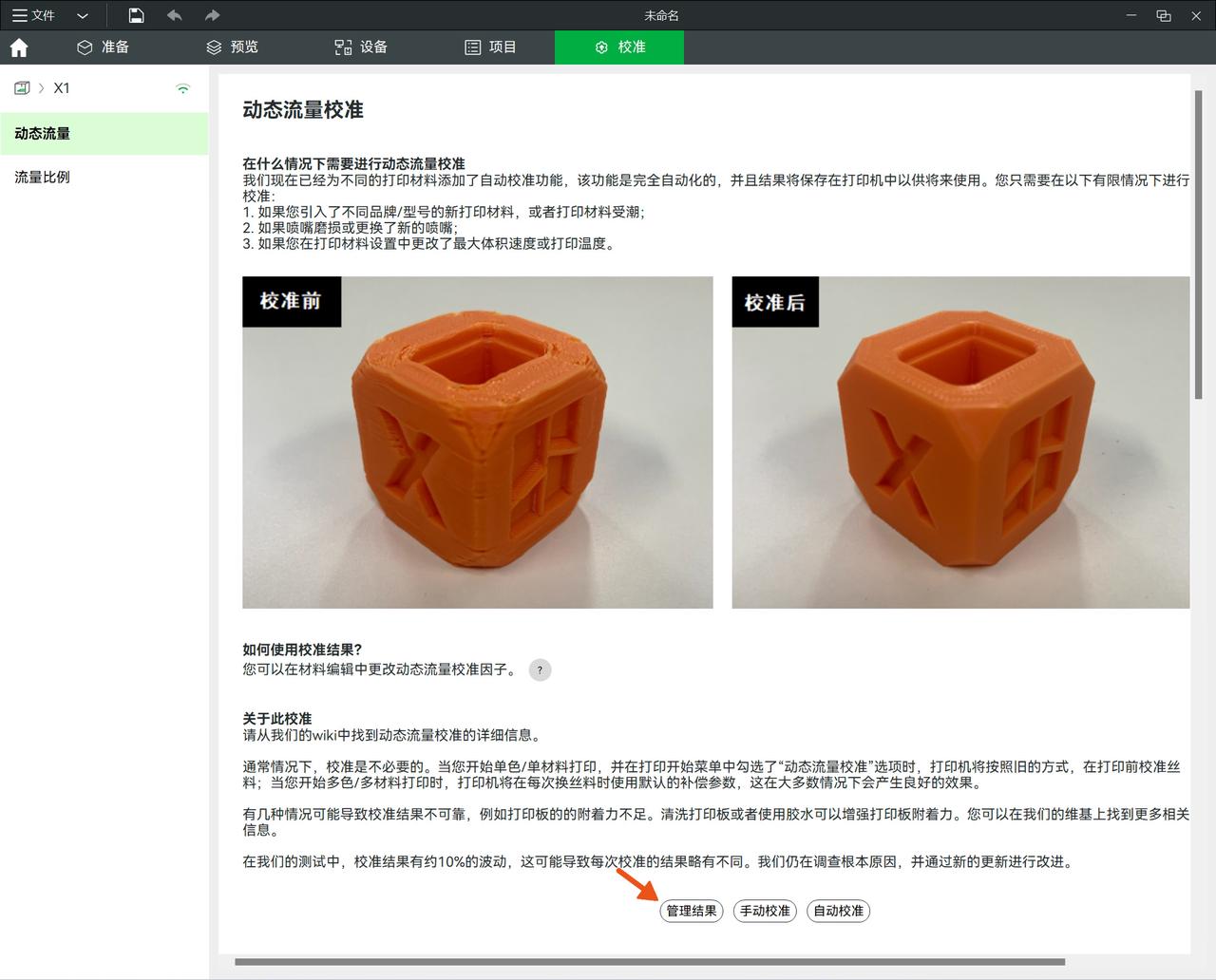
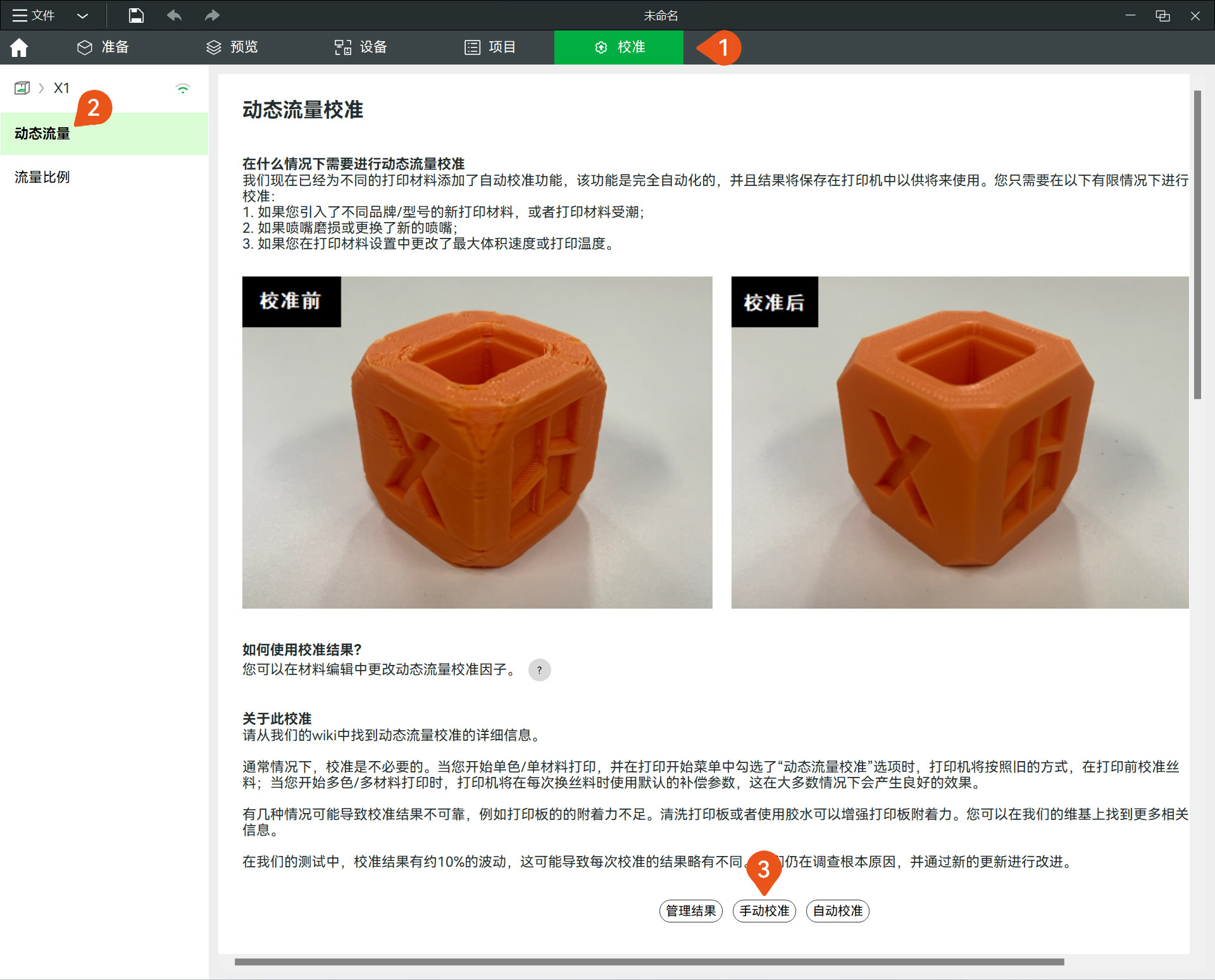
¶ 何时需要进行动态流量校准?
Bambu Studio 可以针对不同耗材进行自动校准,并将校准的结果保存到打印机中以备将来使用。以下情况需要您进行动态流量校准:
-
使用不同品牌或类型的新耗材;
-
喷嘴磨损了,喷嘴内的摩擦力会发生变化;
-
更换了新的喷嘴,制造中存在一定的公差;
-
在耗材设置中改变了最大体积速度或打印温度。
¶ 动态流量校准真的有用吗?
动态流量校准的准确度视情况而定,以下几种情况会导致校准的结果:
-
耗材受潮:受潮耗材的校准结果不适用于干燥耗材;
-
耗材是透明材质:影响 X1 系列打印机的激光雷达扫描结果;
-
打印板不粘:导致校准线条无法正常附着,影响 X1 系列打印机的激光雷达扫描效果 ( 校准前请清洗打印板或涂抹胶棒 );
-
喷嘴堵塞或损坏;
-
材料特别软:例如 TPU 这类柔性材料较容易导致校准失败;
-
使用第三方热端: A1 系列和 H2D 打印机的动态流量校准采用涡流传感器检测挤出压力,使用第三方热端会导致校准结果不准确;
除上述情况外,动态流量校准的结果在我们的测试中是可靠的。
¶ 为什么每次校准的结果都会不一样?
在我们的测试中,校准结果约有 10% 的波动,目前我们正在进一步分析原因。
¶ 发起动态流量校准
在 Bambu Studio 的校准页面,动态流量校准有手动校准和自动校准两种模式。
-
手动校准:用户需要通过观察打印板上校准线的质量,以判断选择合适的参数。
-
自动校准:用户只需要启动校准,打印完成后打印机会自动返回校准结果。
注意:H2D / X1 系列打印机都支持自动校准,A1 系列打印机从固件版本 01.04.00.00 起支持自动动态流量校准,请确保打印机固件和 Bambu Studio 均已更新至最新版本。而 P1 系列打印机仅支持手动校准。
¶ 自动校准
在开始校准前,请确保打印机已连接。按照以下步骤使用自动校准:
¶ (1) 打开 Bambu Studio 进行校准
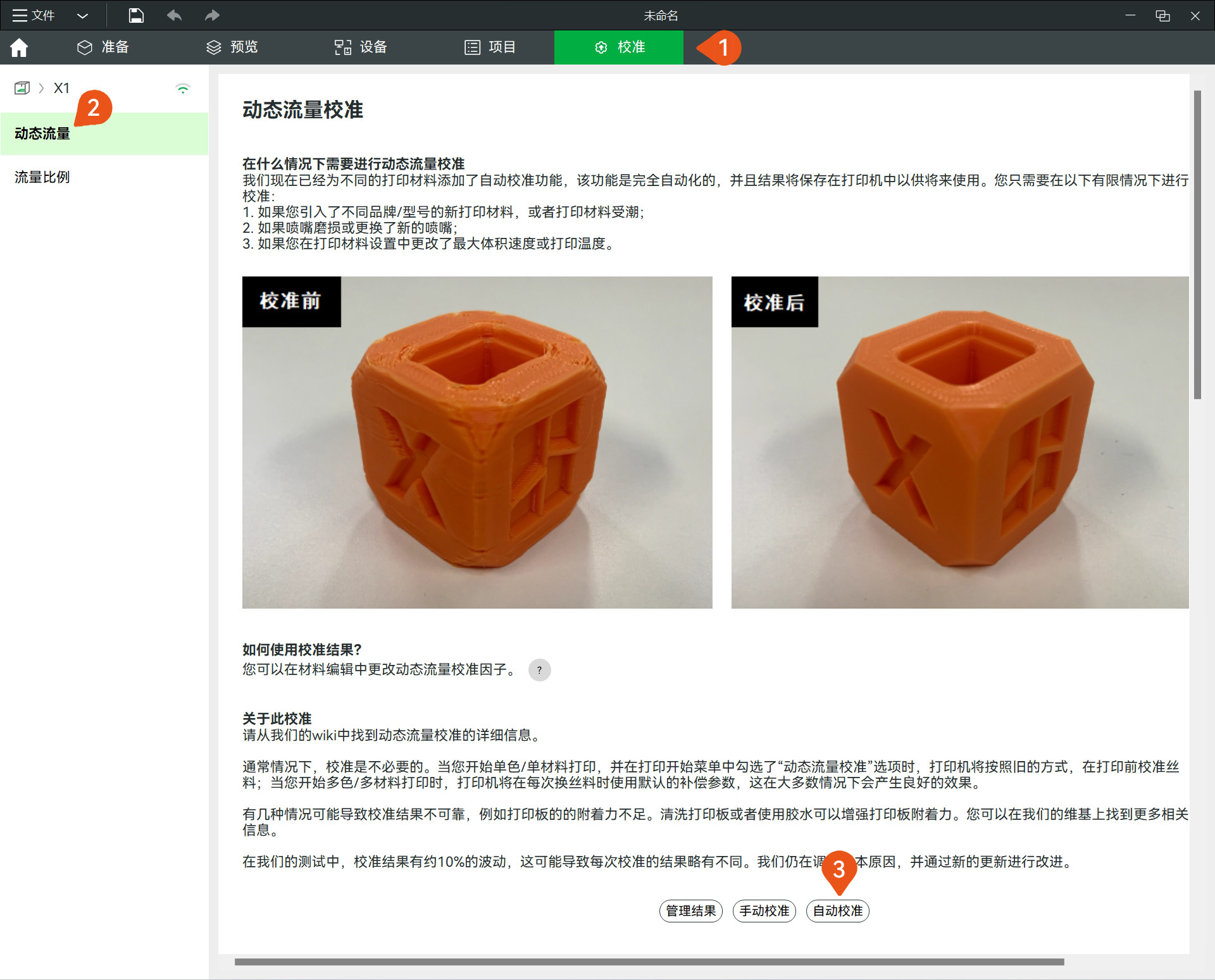
点击校准,动态流量,然后点击自动校准。
¶ (2) 选择喷嘴,打印板类型和需要校准的耗材类型
在这个示例中,我们使用 0.4 mm 的喷嘴,纹理 PEI 打印板以及 Bambu PLA Basic 耗材,请根据您自己的情况修改部分参数。如果 AMS 已经连接,您将需要选择要进行校准的耗材。
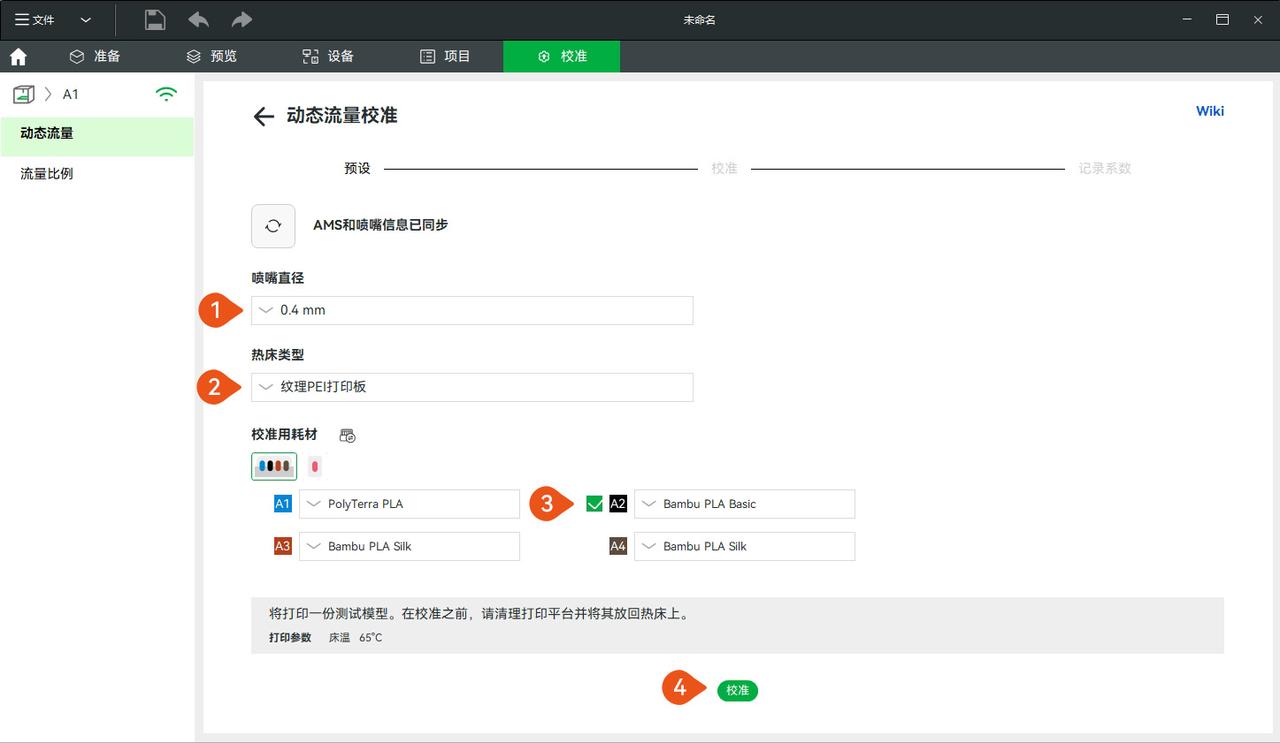
设置好所需信息后,按校准键即可开始校准。
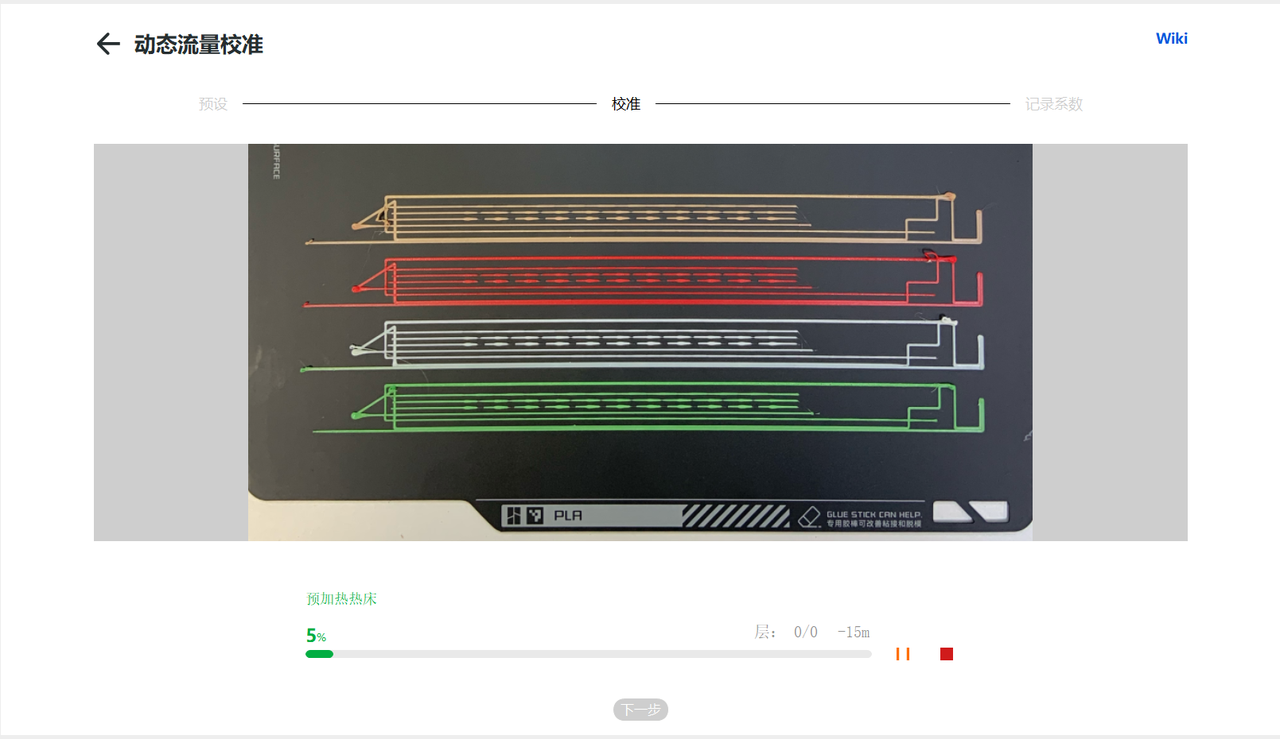
¶ (3) 动态流量校准
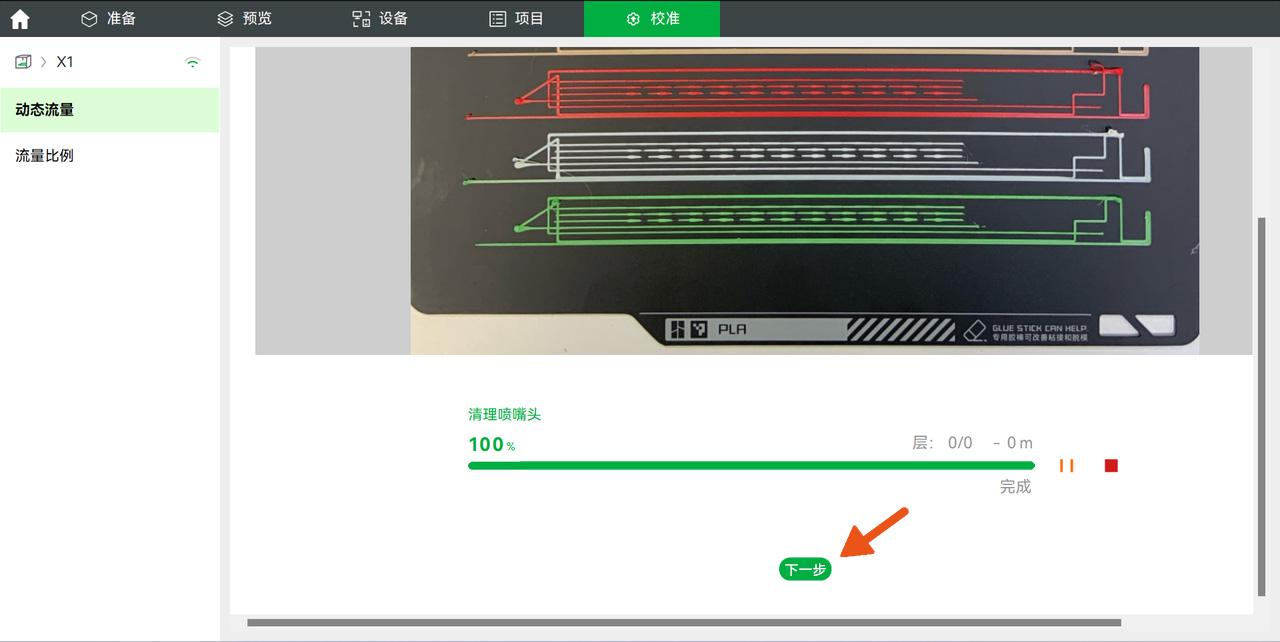
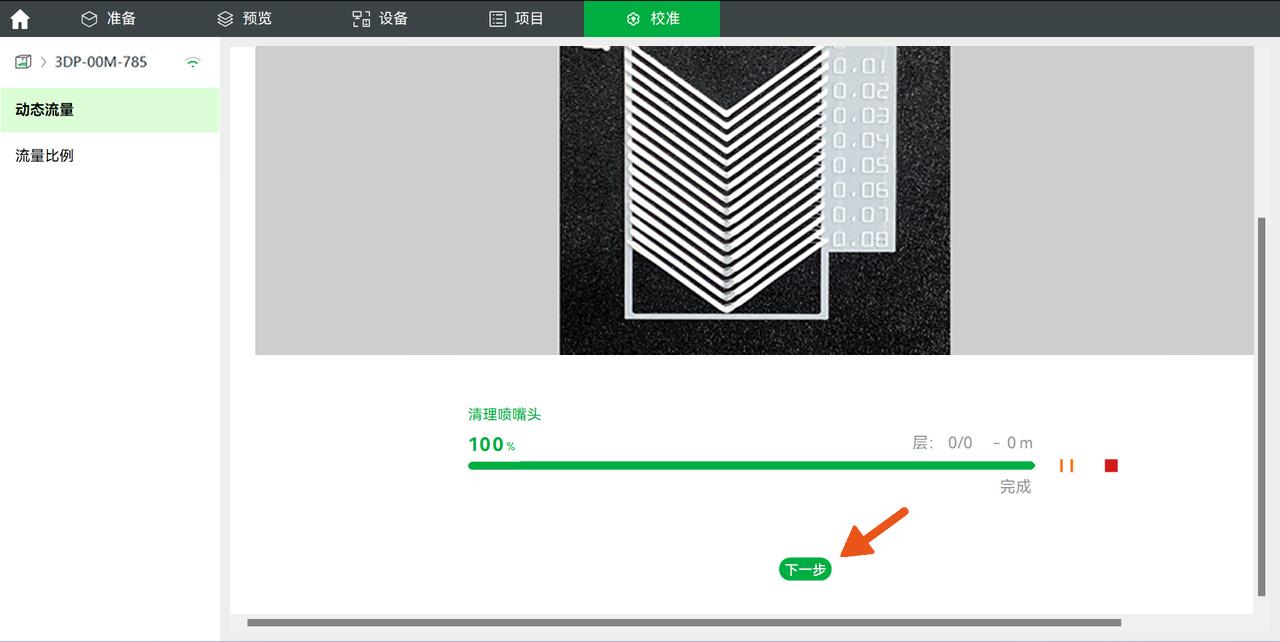
X1 系列打印机会在打印板上打印校准线,然后采用激光雷达进行扫描校准线来进行自动动态流量校准。而 A1 系列和 H2D 打印机则会把工具头移动到吐料位置吐料,通过工具头的涡流传感器检测吐料时的挤出力,从而进行动态流量校准。
| X1 系列打印机在打印板上打印校准线 | A1 系列打印机在吐料组件的位置吐料 |
 |
 |
完成后,您可以单击按钮进入下一步。
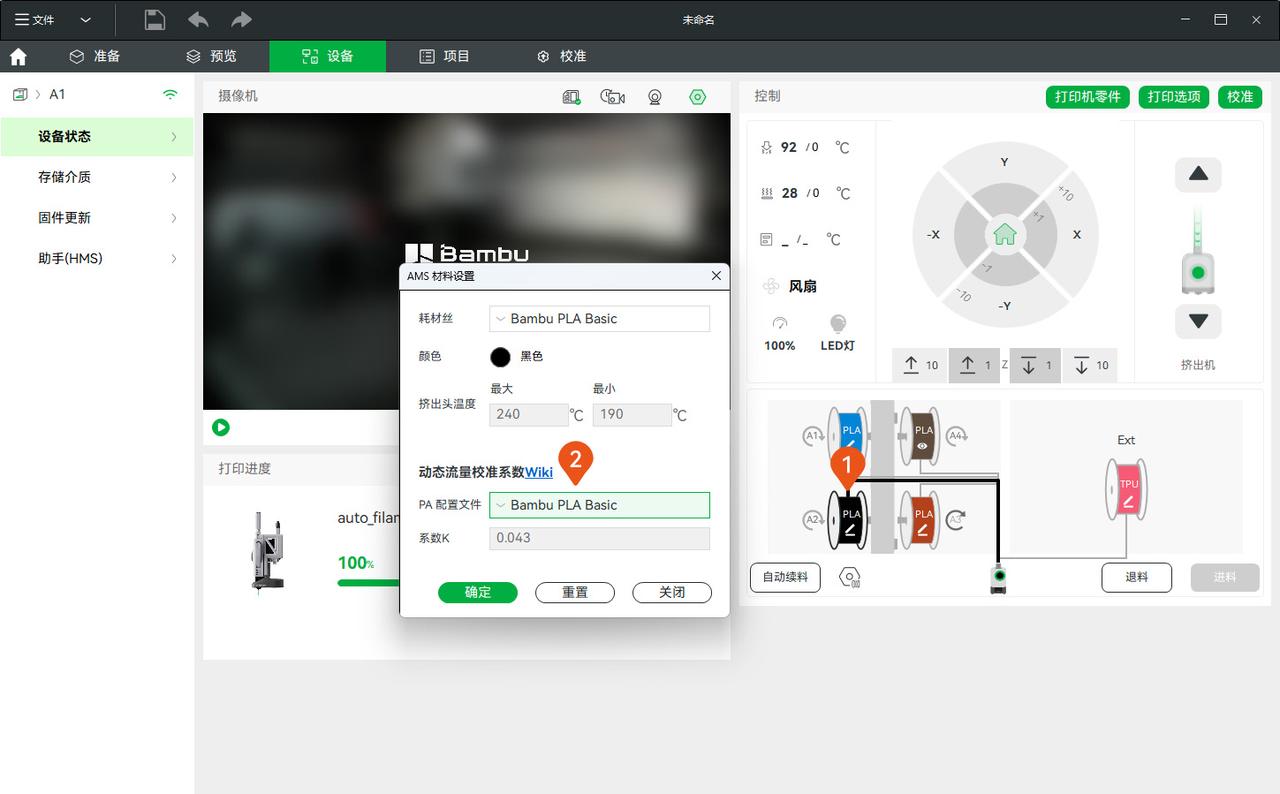
¶ (4) 分析结果
打印完成后,您将看到推荐的 K 值,在这个示例中,K 值是 0.043。
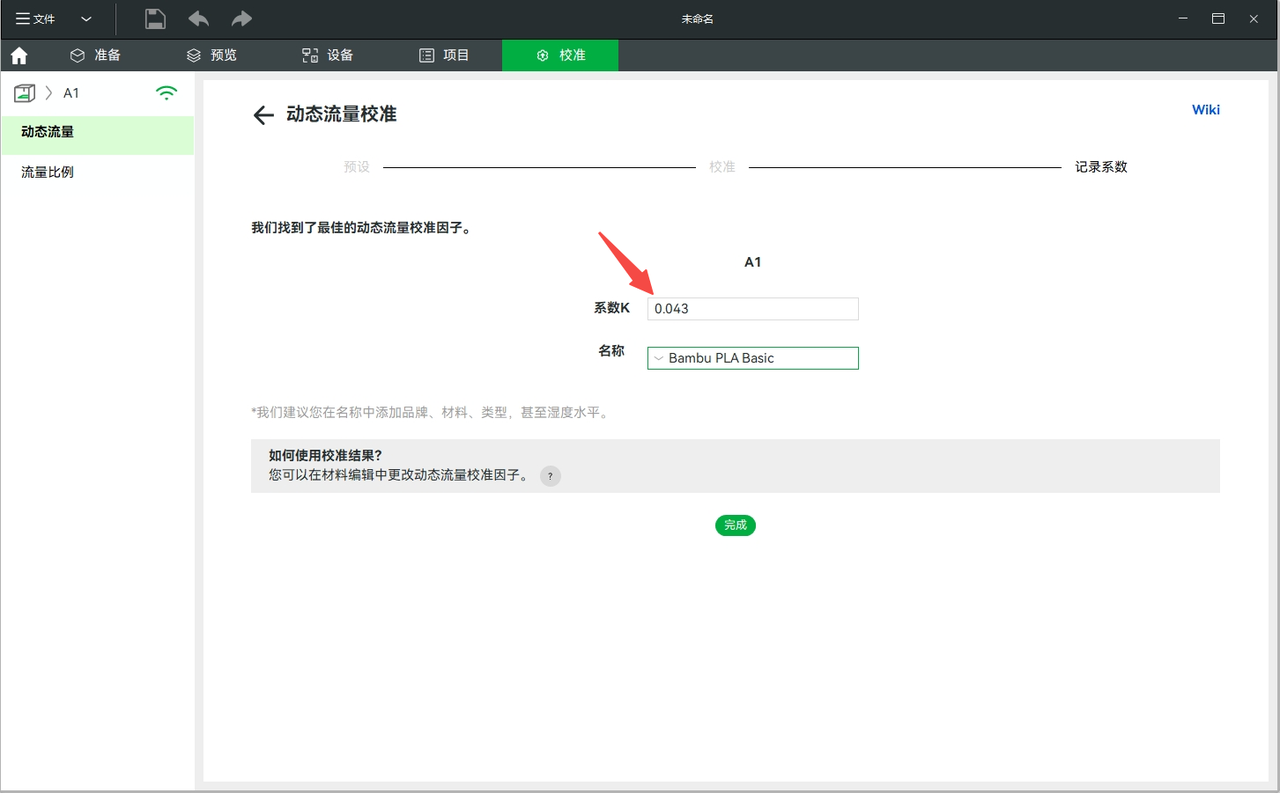
点击完成,结果就会保存到 3D 打印机中。
¶ (5) 管理和保存校准结果
您可以通过点击管理结果来查看所有的结果。
您可以看到更新的 K 值,点击编辑即可编辑数值。
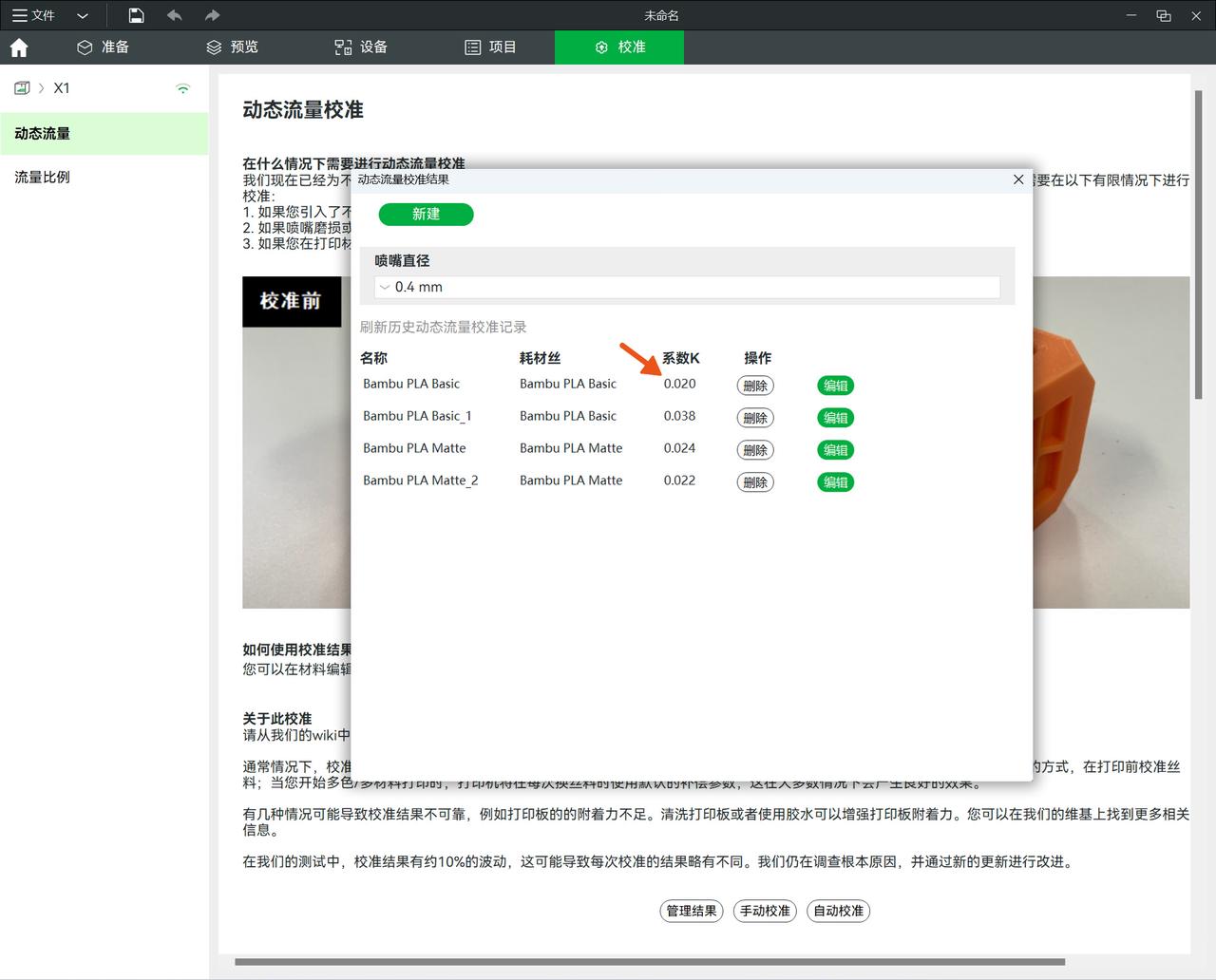
为防止出现拐角堆积效应,在 H2D 自动流量校准过程中,系数 K 的设定值会高于手动校准的图案模式。X1 系列的自动校准采用画线和激光雷达扫描的方法,因此其 K 值会小于 H2D 的 K 值。
您可以自定义命名每组参数,并在设备页面的材料对话框中为 AMS 每个槽位设置您想要使用的 PA 配置文件,即可应用对应的 K 值。
注意: 经过我们的测试,各系列打印机使用 0.2mm 热端,都有较大概率导致自动流量校准的结果不准确或者校准失败,所以我们建议您在使用 0.2mm 热端时,参考下文中手动校准的步骤,以获得更准确的动态流量校准结果。
¶ 手动校准
开始校准前,请确保打印板已安装并经过彻底清洁,以保证良好的附着力。推荐使用光面打印板进行手动校准,也可以在纹理 PEI 打印板上进行。
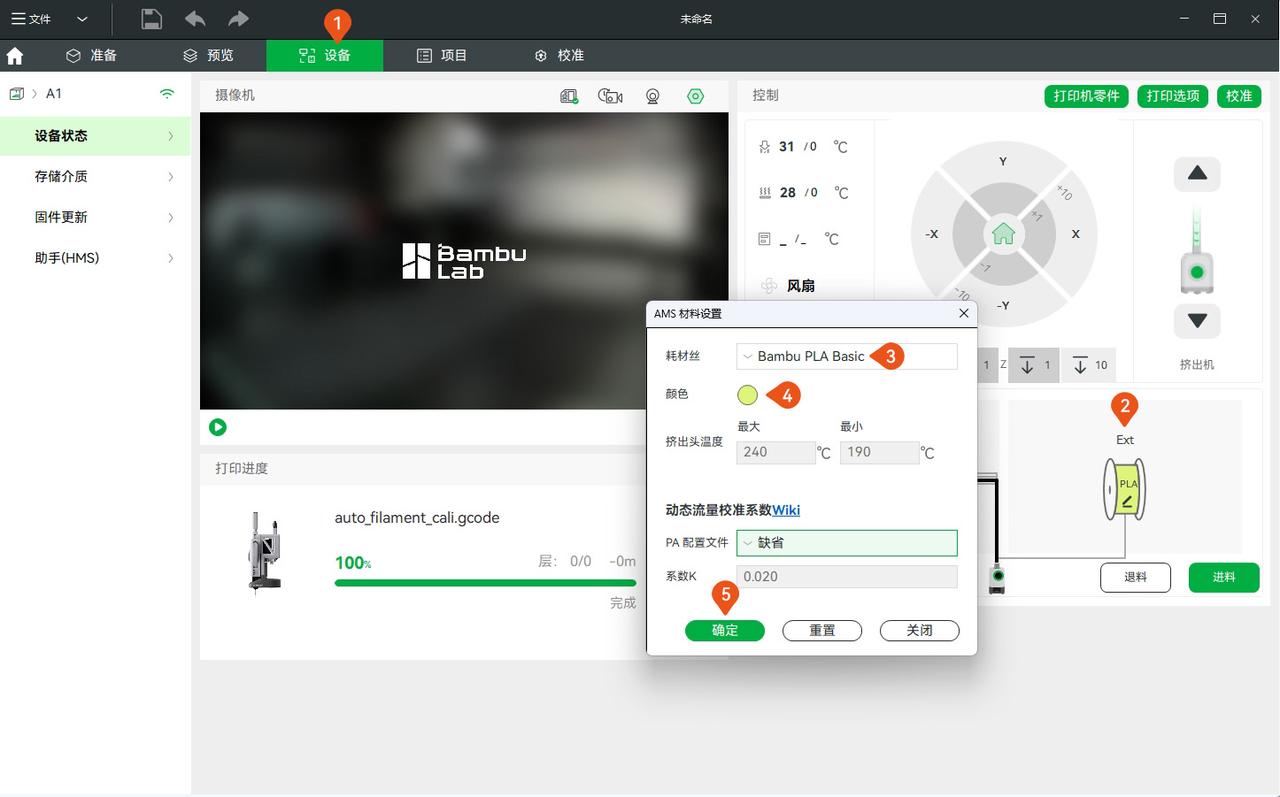
¶ (1) 正确配置耗材
确保耗材在设置中已正确配置。具体操作方法是在设备页面选择耗材的类型和颜色,然后点击确认。此处以绿色的 Bambu Lab PLA Basic 为示例说明。如果尚未装载耗材,请先将耗材加载进打印机,加载过程中也会提示选择耗材类型。
¶ (2) 选择手动校准
接下来,进入校准标签页,选择动态流量,然后点击手动校准。
¶ (3) 设置并开始校准
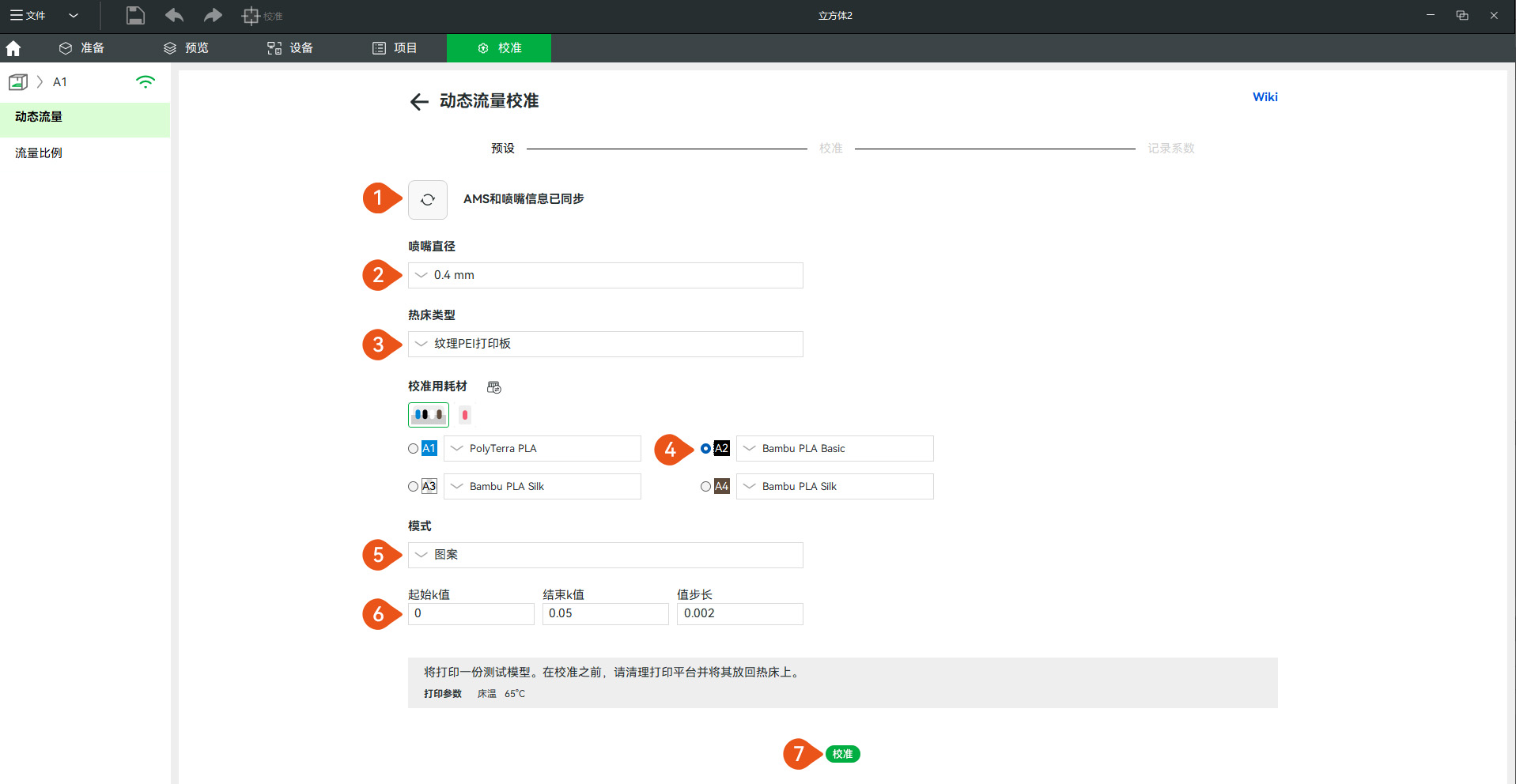
在接下来的校准流程中,您需要完成以下操作:
-
点击同步按钮,以同步打印机的信息;
-
选择打印机当前安装的喷嘴直径,此处以 0.4mm 为例。如果您使用的是 H2D 机型,界面将显示两个喷嘴,请选择需要进行校准的喷嘴;
-
选择热床类型,此处以纹理 PEI 板为例;
-
选择校准用耗材,该项应会根据之前的设置自动识别;
-
选择图案模式,便于通过视觉判断最佳的参数值;
-
设置值步长,建议使用 0.002,这样会生成更多校准线,便于获得更细致的结果;
-
点击校准以启动流程。
点击校准后,测试文件将会发送至打印机。动态流量校准目前提供两种手动校准模式:线模式和图案模式。我们推荐使用图案模式,因为它能更好地模拟实际打印中模型的拐角和折线特征,使测得的补偿值更加准确。相比之下,直线模式测出的 K 值通常会偏低。

本篇 Wiki 采用图案模式进行演示说明。
¶ (4) 观察打印图案并判断最佳参数
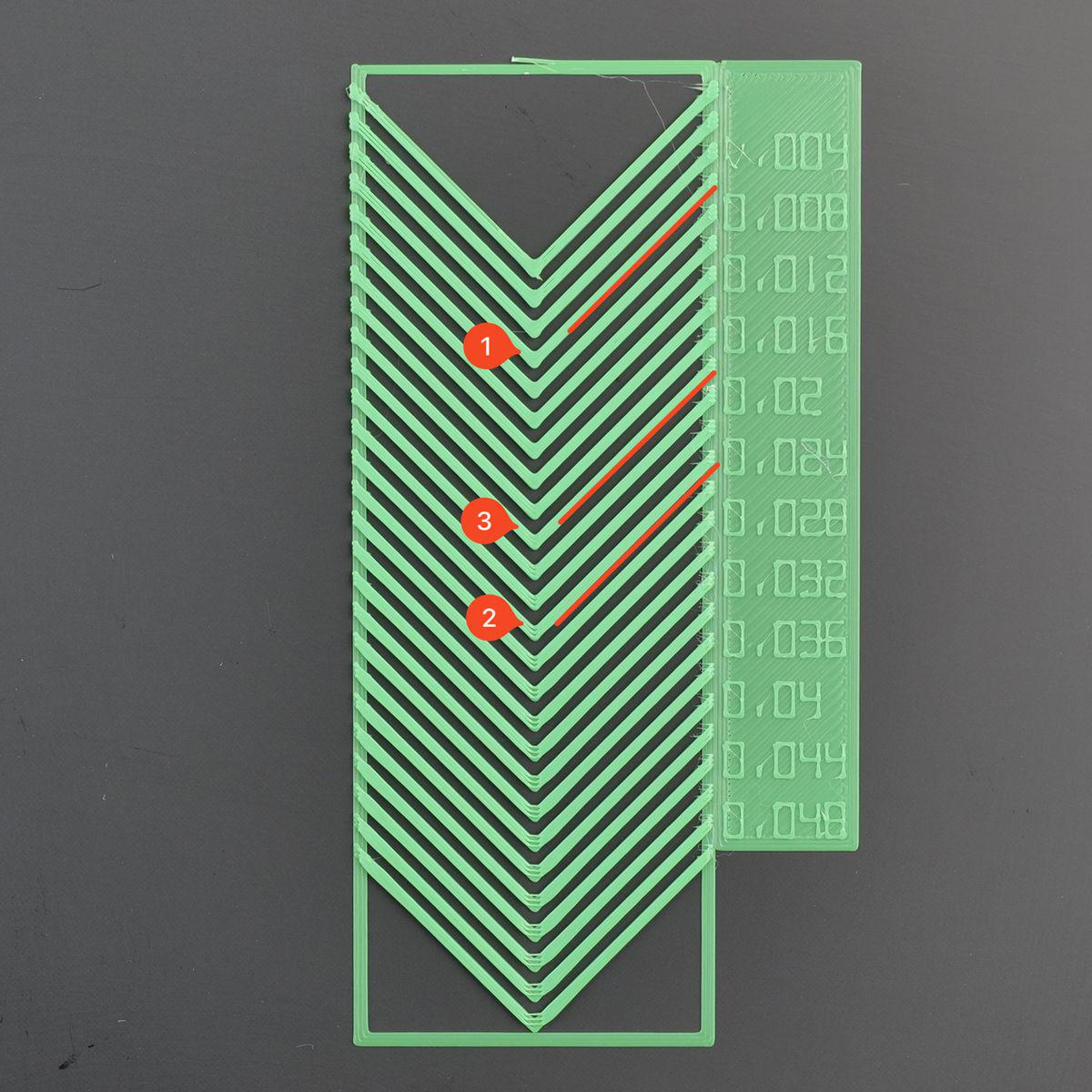
校准图案打印完成后,需要通过肉眼观察,判断哪一组参数值对应的拐角打印效果最好。理想的拐角应当尽可能尖锐,且没有挤出不足的迹象。
在本次测试中,通过仔细观察:
-
K 值为 0.006(编号 1) 时,拐角明显鼓出且呈圆形,说明该值过低;
-
K 值为 0.024(编号 2) 起,拐角处出现欠挤现象,说明该值偏高;
-
K 值为 0.018(编号 3) 的打印效果最佳,拐角锐利且均匀,位于 0.016 与 0.02 之间,是本次测试与所用耗材条件下的理想选择。
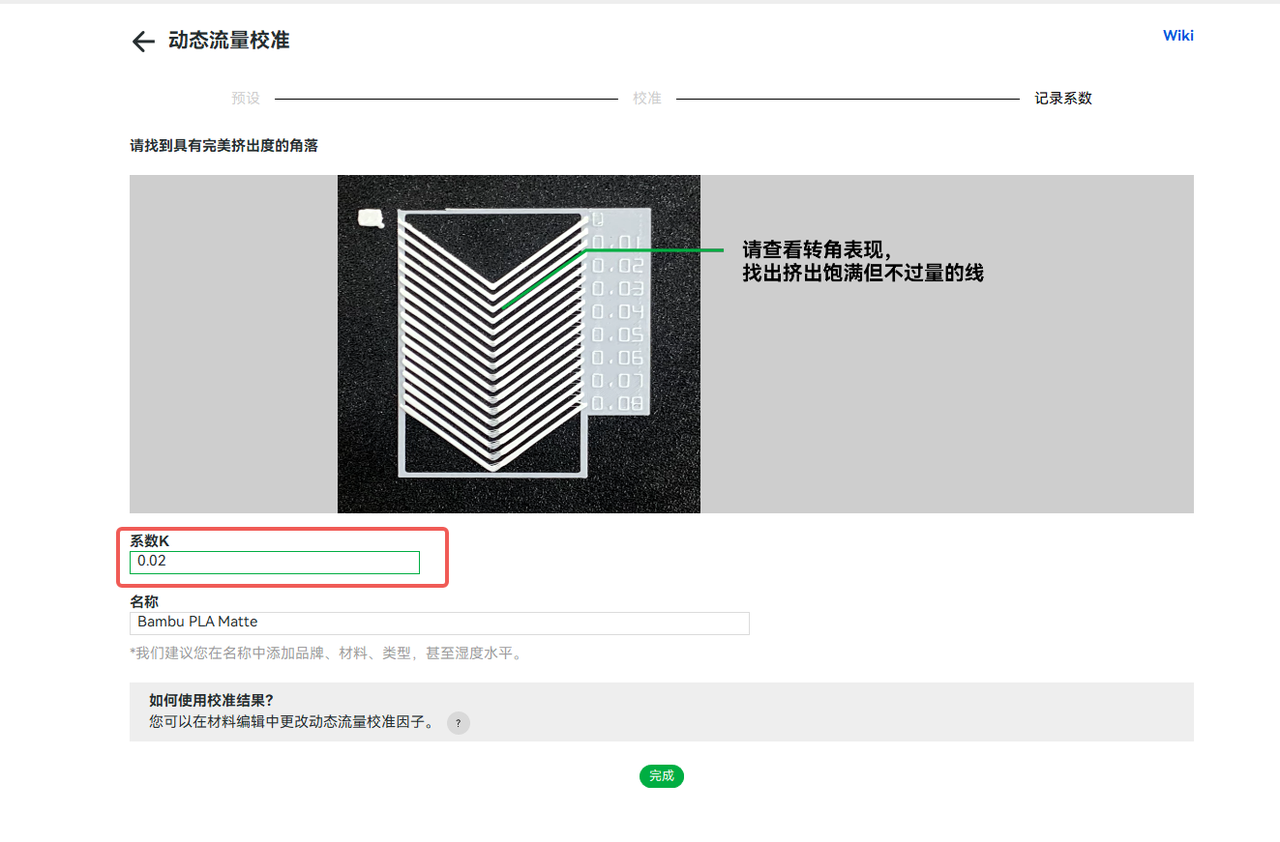
确定合适的 K 值后,在 Bambu Studio 中,点击下一步。
¶ (5) 填写 K 值并命名材料配置
在 K 值输入框中填写您刚才选定的最佳参数值,为该耗材配置命名,然后点击完成,即可完成校准流程。
注意:A1 系列和 H2D 打印机在进行动态流量校准时,采用带有专用算法的涡流传感器。在某些情况下,自动校准得出的 K 值可能明显高于手动校准的结果,这是正常现象。此设计是为了在模型拐角处通过适度提高 K 值,减少堆料问题,从而更好地保证模型的精度。
¶ 在打印前选择动态流量校准
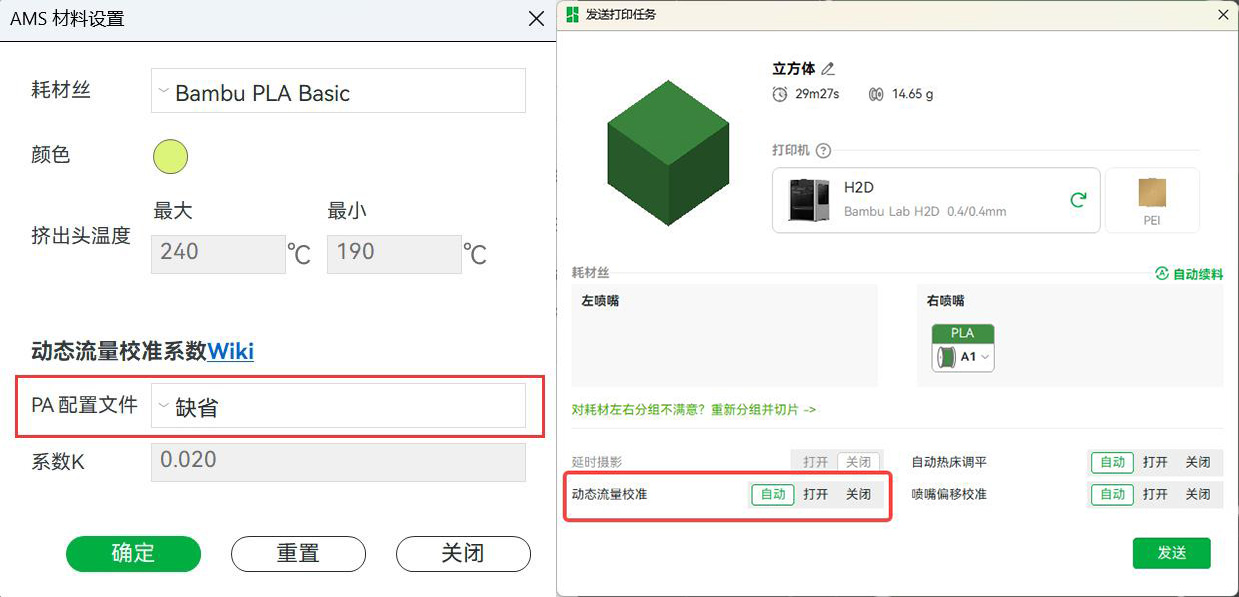
如果您在每次发起打印前勾选了动态流量校准,那么打印机会在打印准备阶段进行流量校准,且本次打印任务将会使用这次标定的 K 值,而不会采用您手动设定好的 K 值。
注意:P1 系列打印机由于不支持自动校准,所以无法在此窗口勾选。

¶ X1 系列打印机
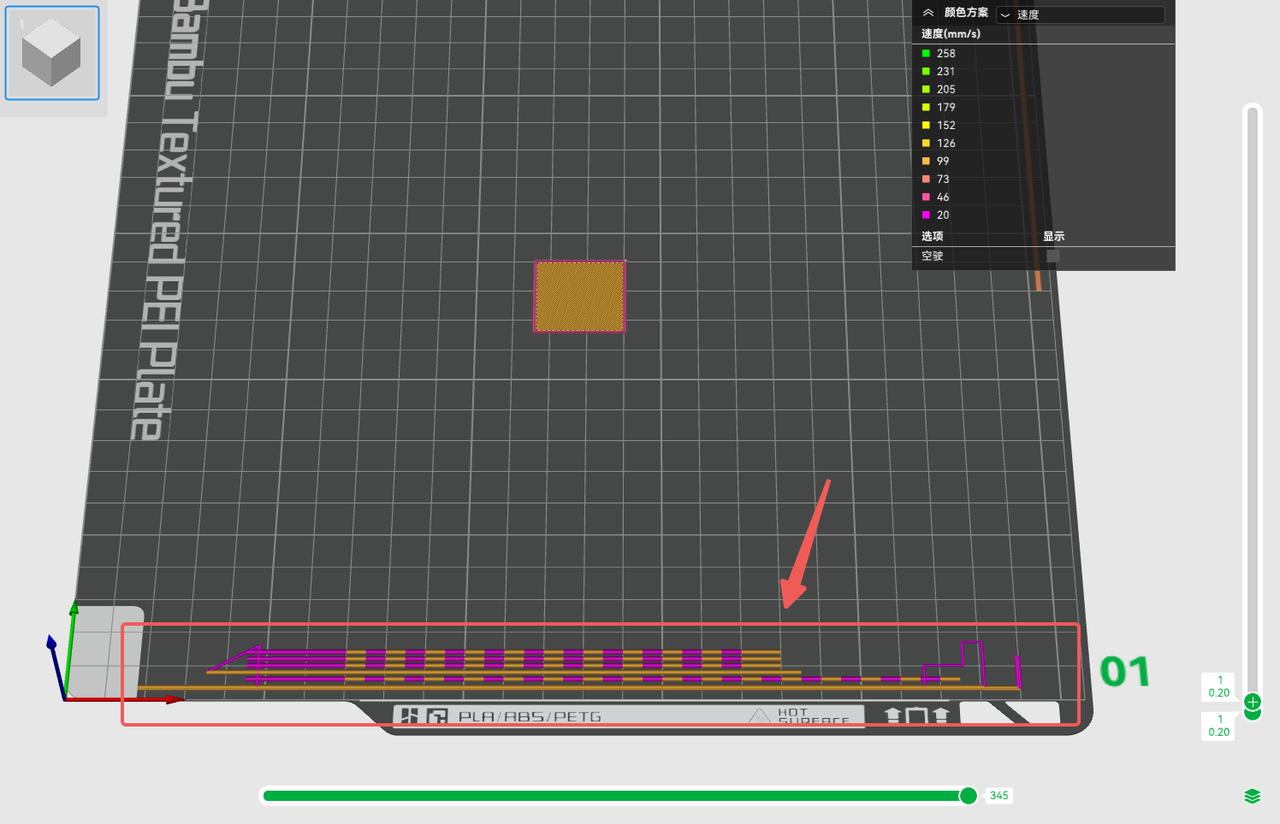
对于 X1 系列的打印机,如果在发送打印的窗口勾选了动态流量校准,它将会在打印准备阶段在打印板上打印校准线来校准本次打印任务使用的第一个耗材。如果本次打印任务用到多个耗材,则其他材料会使用您手动设置的 K 值,若其他槽的耗材尚未手动配置 K 值,则使用默认的补偿值。该校准方式会占用一定的打印板使用面积,如下图所示。
¶ A1 系列打印机
对于 A1 系列的打印机,其动态流量校准过程是在打印准备阶段在吐料组件位置吐料,根据热端上方的涡流传感器检测到的压力变化来计算该材料适合的K值。如果在打印前勾选了动态流量校准,则会在本次打印任务的每个耗材第一次被换上的时候,进行一次流量校准,所以本次打印任务用到的所有材料都会被流量校准(01.03.00.00 版本开始支持)。
该校准方式受热端的影响较大,请确保使用的是 Bambu 官方的热端,若使用第三方的热端,很可能会导致校准值不准确。

¶ H2D 打印机
与 A1 系列打印机的校准原理类似,H2D 打印机也是在吐料位置吐料时,通过工具头内部的涡流传感器进行动态流量校准。对于 H2D 打印机,在发起打印任务前的动态流量校准有三个档位选项,具体解释如下:
自动:系统会判断本次打印的耗材(及其使用的喷嘴)在最近一段时间内是否校准过,以及热端是否更换过。如果耗材和喷嘴没有变化,则直接使用上一次的校准值不再校准;如果有变化,则会在打印前重新进行一次动态流量校准。
打开:每次打印开始前都会进行动态流量校准,且校准值仅适用于本次打印任务。
关闭:系统将使用您手动设置的 K 值 PA 配置文件。如果该槽位的耗材没有配置文件,则会使用系统的默认值缺省。
注意:打开和自动档位进行的校准结果将会记录在机器内部,用于后续发起打印时的判定。
¶ 如果不校准流量会怎样?
- 如果您在耗材配置页面,没有给该槽位的耗材选择任何的 PA 配置文件,且在打印开始前也未勾选动态流量校准。在这种情况下,它将采用默认的挤出补偿参数(即缺省参数)。在大多数情况下,使用默认参数也可以得到不错的打印效果。
- 如果您对某款耗材的特性比较熟悉,可以在 Bambu Studio 的校准管理结果页面,直接手动创建一个耗材的 PA 配置文件。这样就可以在不校准的情况下,也给耗材配置一个挤出补偿的参数,不过该功能需要 1.9.1 及以上版本的 Bambu Studio 才支持。

注意:H2D 打印机采用更精细的流量校准算法,其补偿值不仅取决于K值,还会根据机型、喷嘴和耗材类型动态调整,以确保默认参数下仍能获得良好的打印效果。因此,若 PA 配置文件选择缺省,系统将不再显示具体 K 值。
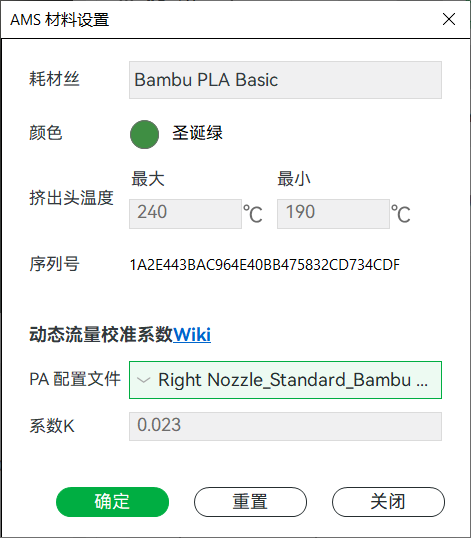
若选择已保存的 PA 配置文件,K 值仍会显示,但仅在关闭档位下生效。

¶ 重要注意事项
在进行动态流量校准时,请务必注意以下细节,以获得最佳效果:
-
校准前后都要对耗材进行干燥,防止因受潮导致打印不稳定;
-
确保热端清洁,如打印质量下降,可进行冷拔清理或更换喷嘴以清除堵塞;
-
清理挤出机,去除灰尘或残留物。挤出不良往往是齿轮脏污引起,而非校准问题;
-
清洗打印平台,确保校准时首层附着良好。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI,点击此处提交服务工单。