¶ 层高定义
层高指的是FDM 3D打印模型中每层的高度,在打印过程中是模型是层层堆叠成型的,通常我们也把层高视作模型的垂直分辨率,即层高越低,模型的精细度也就越高。
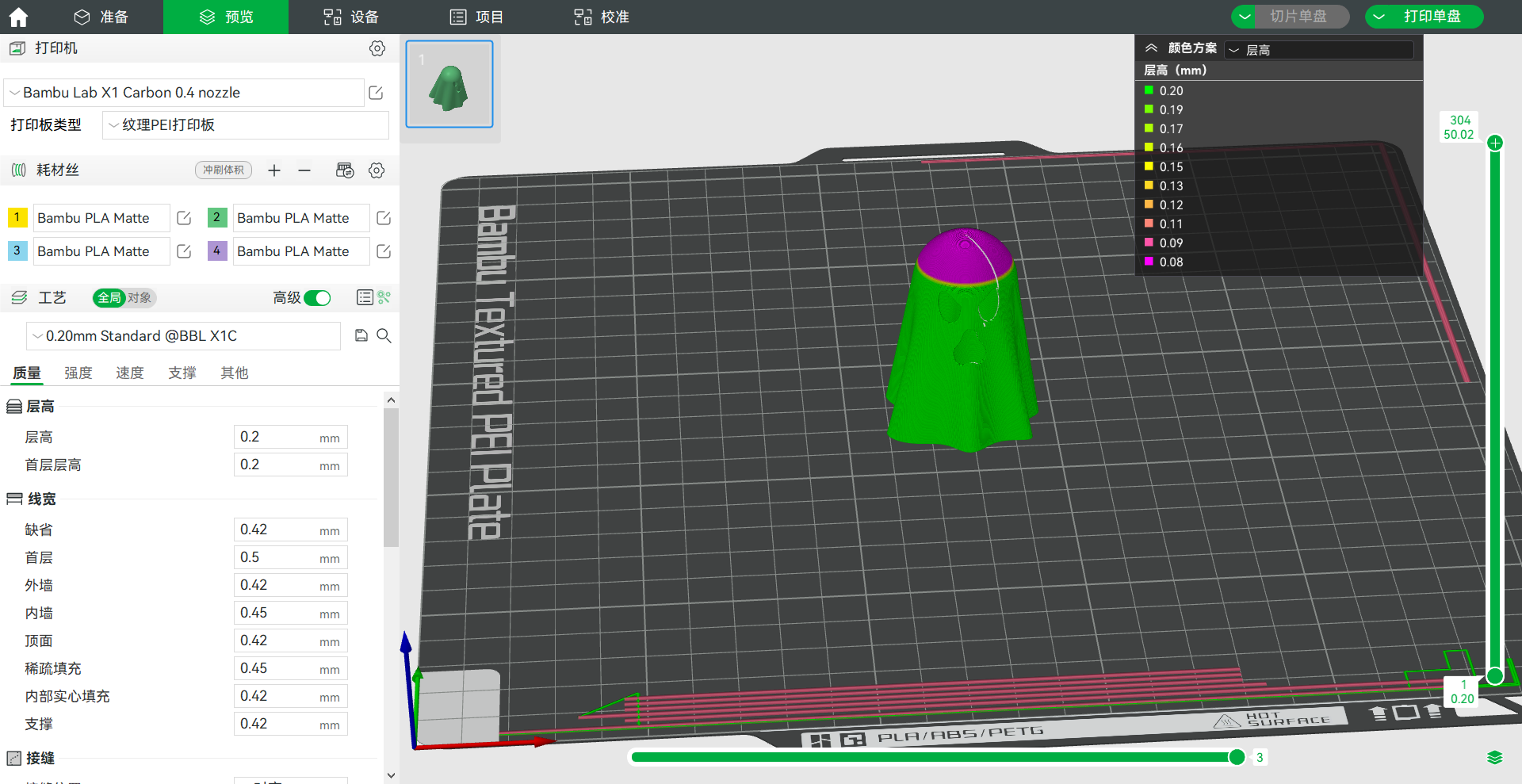
在Bambu Studio中,您可以在工艺——质量——层高中设置层高参数。

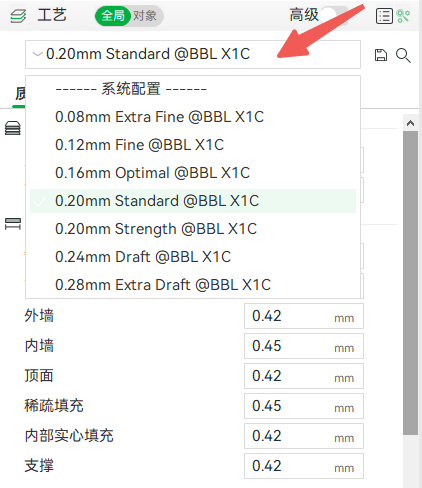
您也可以在工艺中直接选择不同的层高预设,Bambu Studio针对Bambu系列打印机不同口径的喷嘴都有配置好的层高预设可供选择:
首层层高即打印首层的高度,也就是喷嘴和打印面板之间的高度。合适的首层层高能够确保打印首层的粘附性,使其具有更好的首层质量,从而提升整个模型的打印成功率。在Bambu Studio系统配置里针对不同直径喷嘴的各种层高预设,都预设了一个固定的首层层高,即首层层高=喷嘴直径*50%。例如0.4mm喷嘴默认首层高度0.2mm。
¶ 层高的影响
层高影响的是模型表面的精细度以及打印的时间。层高越低,模型表面的层间纹路就越不明显,但打印时间就会相对更长一些。因为模型高度不变的情况下,单层的层高越低,所需要的层数就越多,打印的时间就越长。下面是打印模型 Glowing Ghosts (来自 JamesThePrinter)的示例:
| 0.08mm层高,打印时间1h 19m | 0.2mm层高,打印时间36m 14s | 0.28mm层高,打印时间28m 27s |
 |
 |
 |
¶ 层高的设置范围
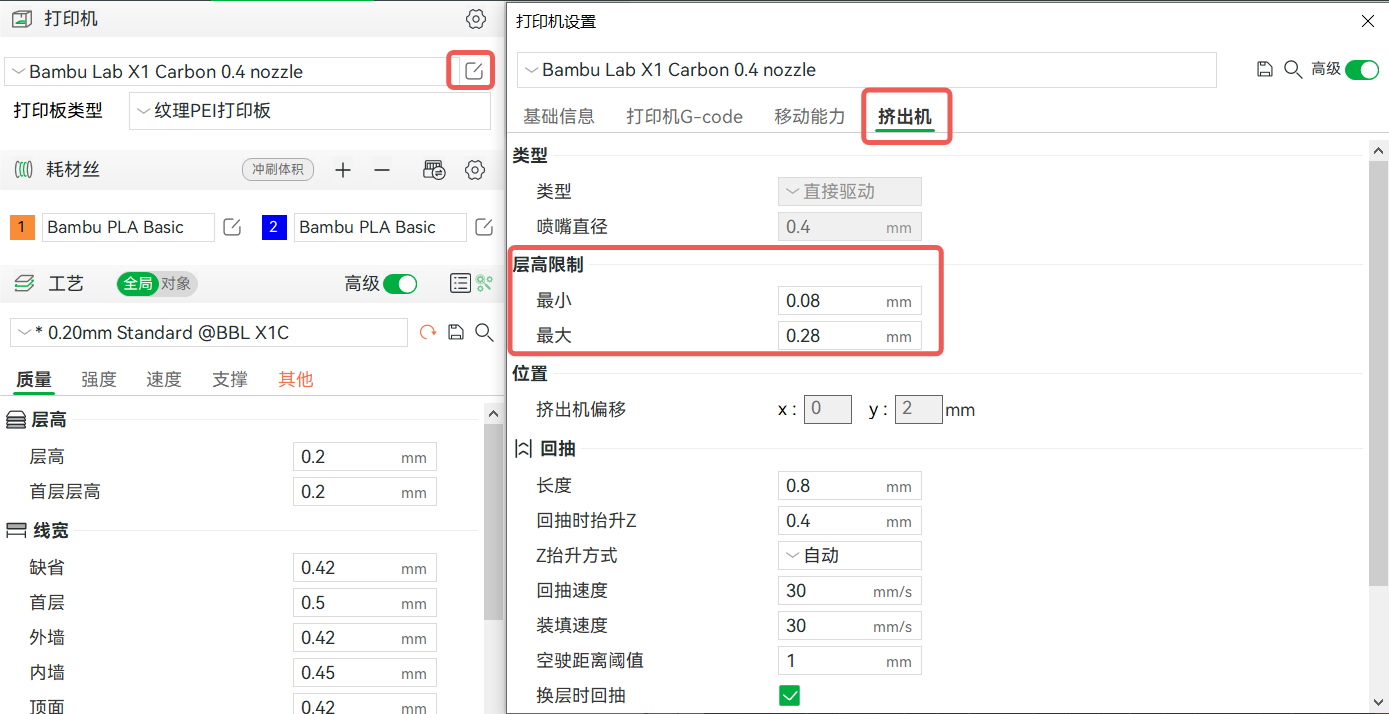
在3D打印中,只有在合理的高度范围内设置层高值,才能获得较好的打印质量,层高太高或太低都有可能导致打印质量问题。通常来说,合理的层高范围应该是喷嘴直径的20%~70%。也就是说,0.4mm直径的喷嘴,合适的打印层高在0.08mm~0.28mm之间。在打印机设置——挤出机中,你也可以看到对当前使用喷嘴的打印层高范围限制:
层高较高的时候,挤出的流量比较大,若需要充分熔融挤出耗材,需要较慢的打印速度。在Bambu Studio的不同层高预设中,也配置了不同的默认打印速度,如下所示:
| 0.08mm 层高预设 | 0.20mm 层高预设 | 0.28mm 层高预设 |
|
 |
 |
 |
¶ 层数的取整逻辑
当模型的高度无法被层高所整除,这种情况下,切片时会采用取整算法来确认打印所需要的层数。Bambu Studio切片3D模型也是逐层切片的,当切片到最顶层时,它根据最顶层走线的中心Z高度对比模型实际高度的决定是向上取整还是向下取整。当模型高度 > 最顶层走线中心高度,则该顶层存在。如果模型高度 ≤ 模型最顶层走线中心高度,则该层不存在,取上一层为模型的最顶层。
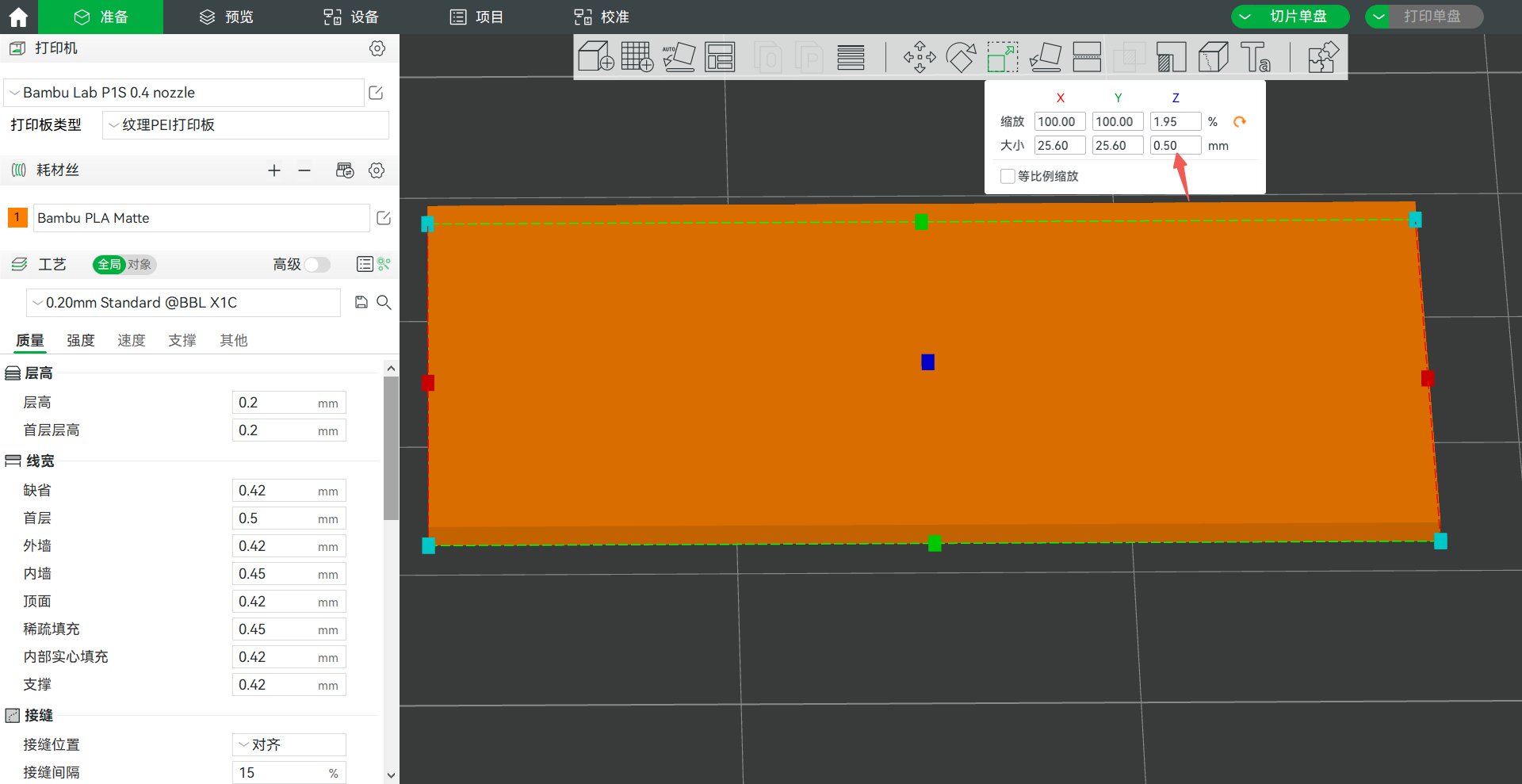
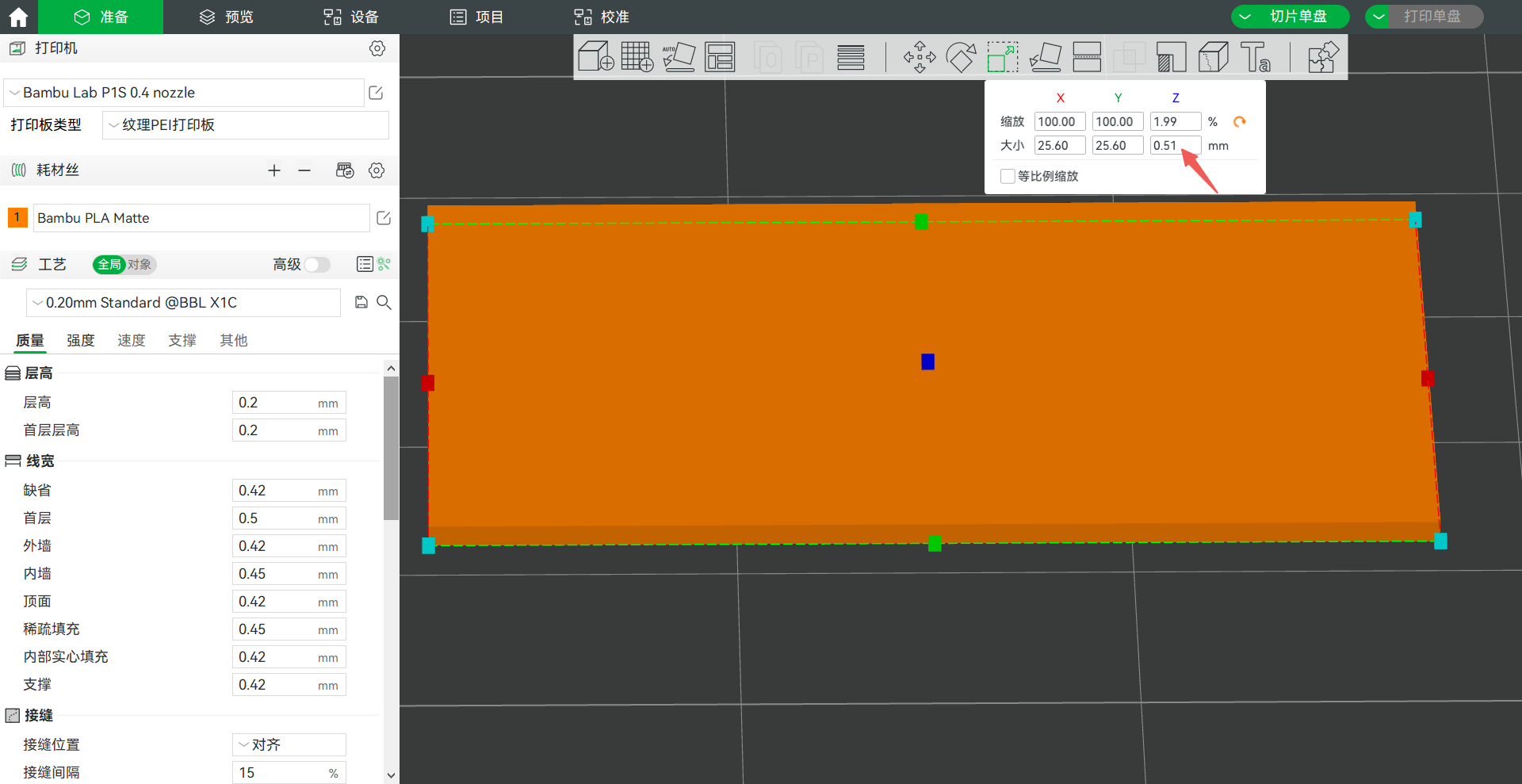
以下是一个实例,打印层高0.2mm,模型高度分别为0.5mm和0.51mm的切片结果。
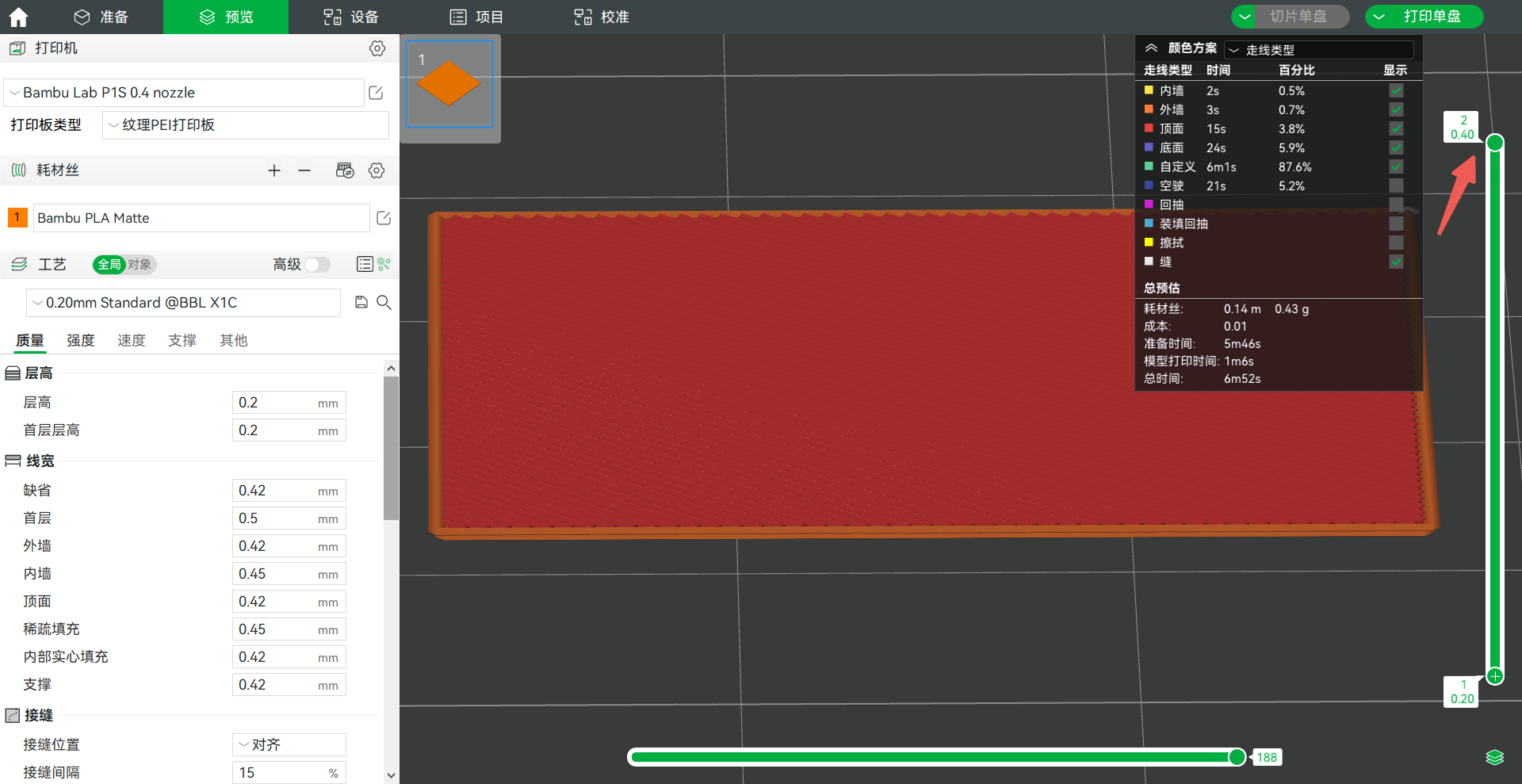
当模型高度为0.5mm时,前两层打完高度是0.4mm,第3层的中心Z高度是0.5mm(0.2+0.2+0.1),等于模型高度0.5mm,所以第3层不存在,切片后只有2层。
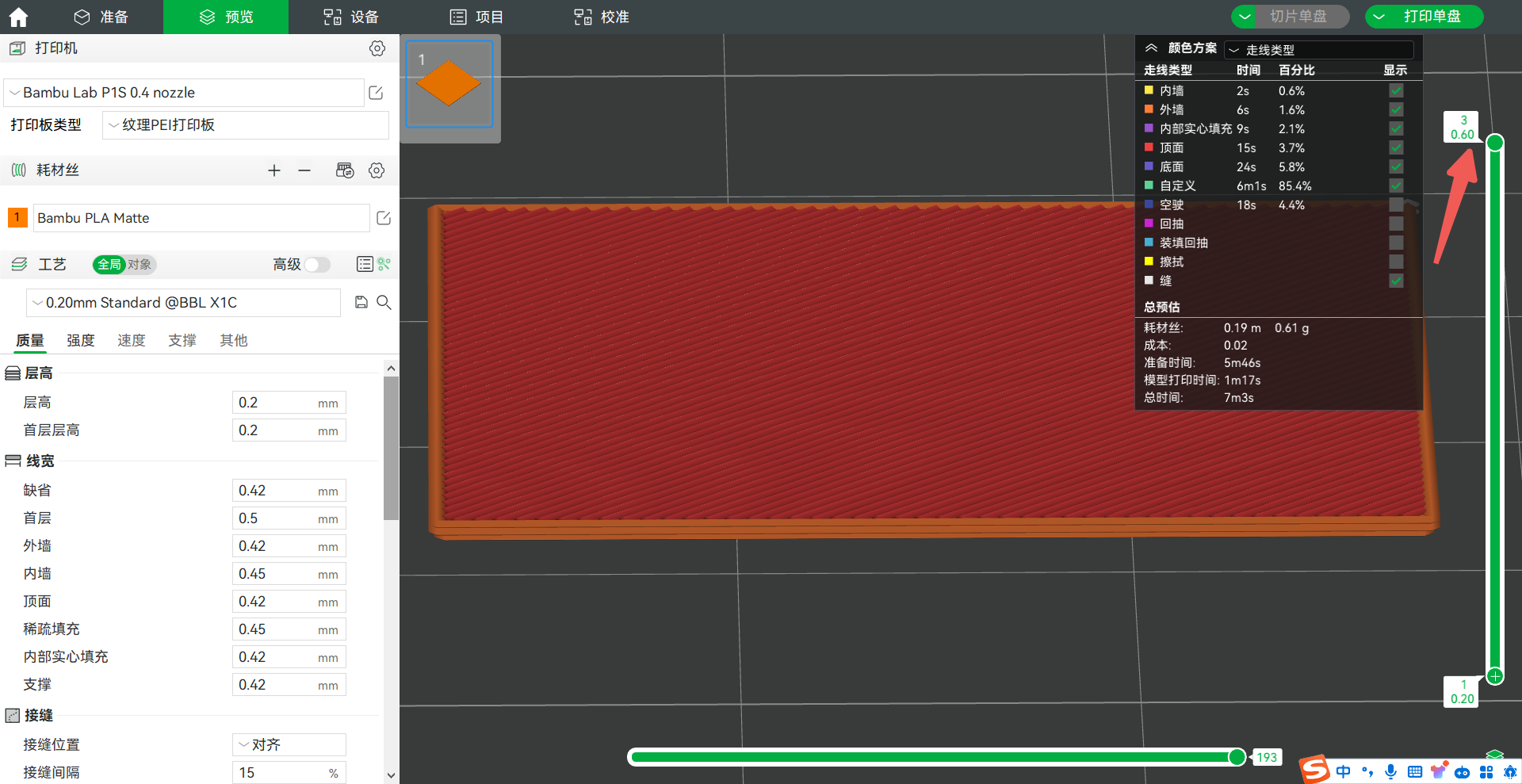
当模型高度是0.51mm时,第3层的中心Z高度0.5mm < 模型高度0.51mm,所以第3层存在,切片后会有3层。
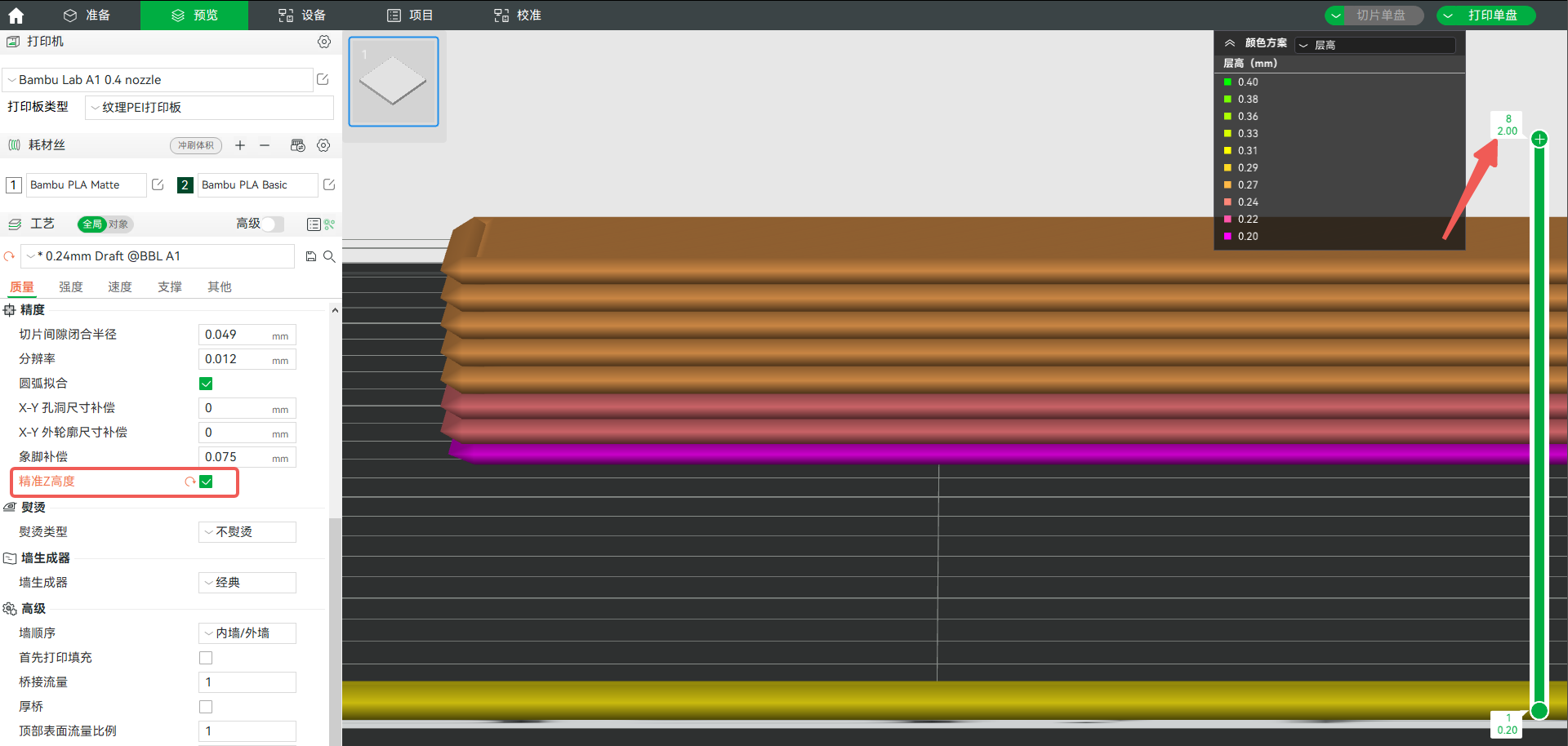
¶ 精准Z高度
在上述的层数取整过程中,由于层高是固定的,所以层高无法被模型高度整除时,切片后的模型可能会和模型实际高度有误差。在Bambu Studio 1.9版本引入了精准Z高度功能,可以在切片后获得精确的模型高度。该功能的逻辑是微调最后5层的层高,让最终的层高和实际值一样。
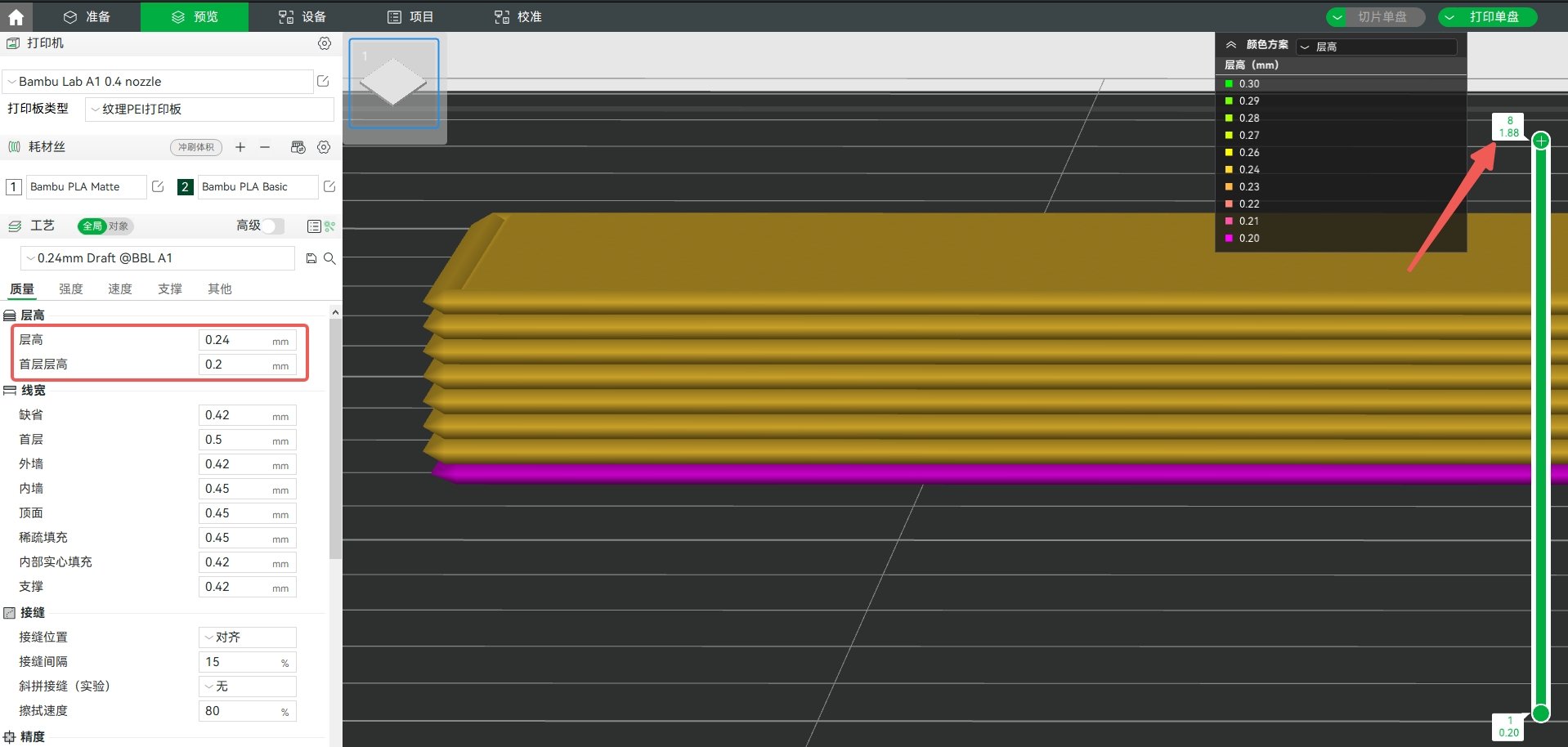
下面是一个例子,一个高度2mm的立方体,层高预设是0.24mm,首层层高是0.2mm。未启用精准Z高度时,按照上面的层数取整算法,最终切片出来的高度是0.2+0.24*7=1.88mm,共8层。
开启精准Z高度后,平均增加了最后五层的层高,使得最后切片出来的对象高度和预期高度一致,都是2mm。
注意:当模型对象的层数小于 6 层时,该功能不会生效。而且如果微调最后5层层高时,如果需要它们超出层高限制切片后才能达到预期的模型高度,则该功能也不生效。
¶ 可变层高
如上所述,低层高打印出来的模型表面更精细,但所需要的打印时间更长。对于某些模型,我们只想要给局部设置较低的层高,而其他地方保持默认的层高即可。这时候您可以用可变层高功能,给模型的不同部分设置不同的层高。这样既可以保证打印的质量,又尽可能地节省打印时间。具体可以参考wiki:可变层高 | Bambu Lab Wiki