¶ 功能介绍
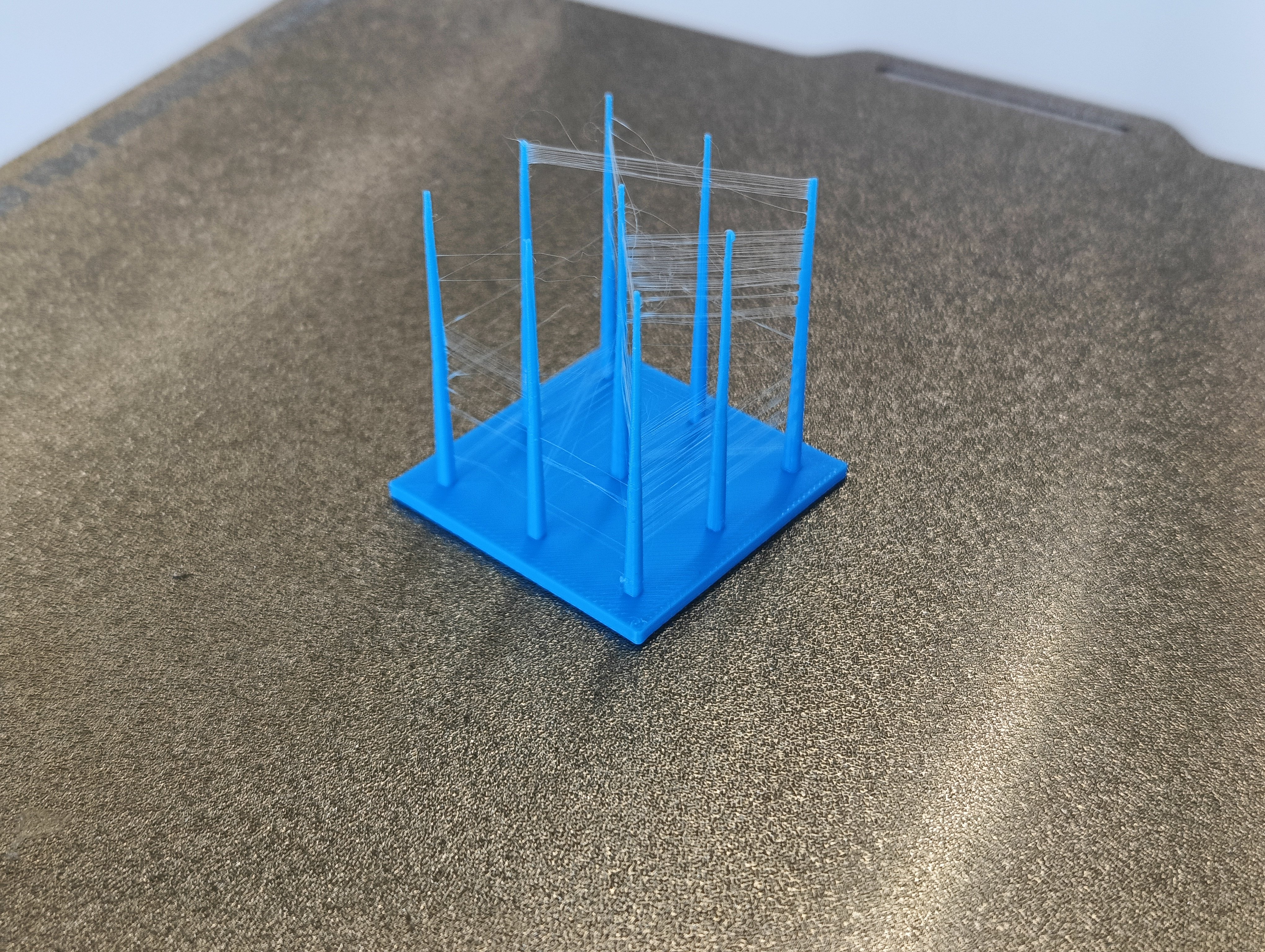
FDM 3D 打印的工作原理是熔化耗材丝并将其挤出层层堆叠构建成 3D 模型。在打印过程中工具头不断地在移动,通常都会存在大量的空驶路径,而我们不希望喷嘴在空驶的过程挤出耗材。然而由于喷嘴的温度和内部的压力,熔融的耗材丝仍可能会从喷嘴中渗漏出,从而在打印件上留下拉丝的现象。
而回抽设置则可以帮助您减轻和缓解打印过程中拉丝的现象。通过在工具头空驶移动之前提前将一些耗材丝从打印机的热端中抽回,可以降低热端中熔融耗材的压力,从而降低在空驶路径上拉丝的几率。回抽通常发生在空驶移动之前,在空驶移动结束时,耗材丝将被再次装填回热端,使其正常流动确保打印件不会挤出不足。
¶ 启用回抽
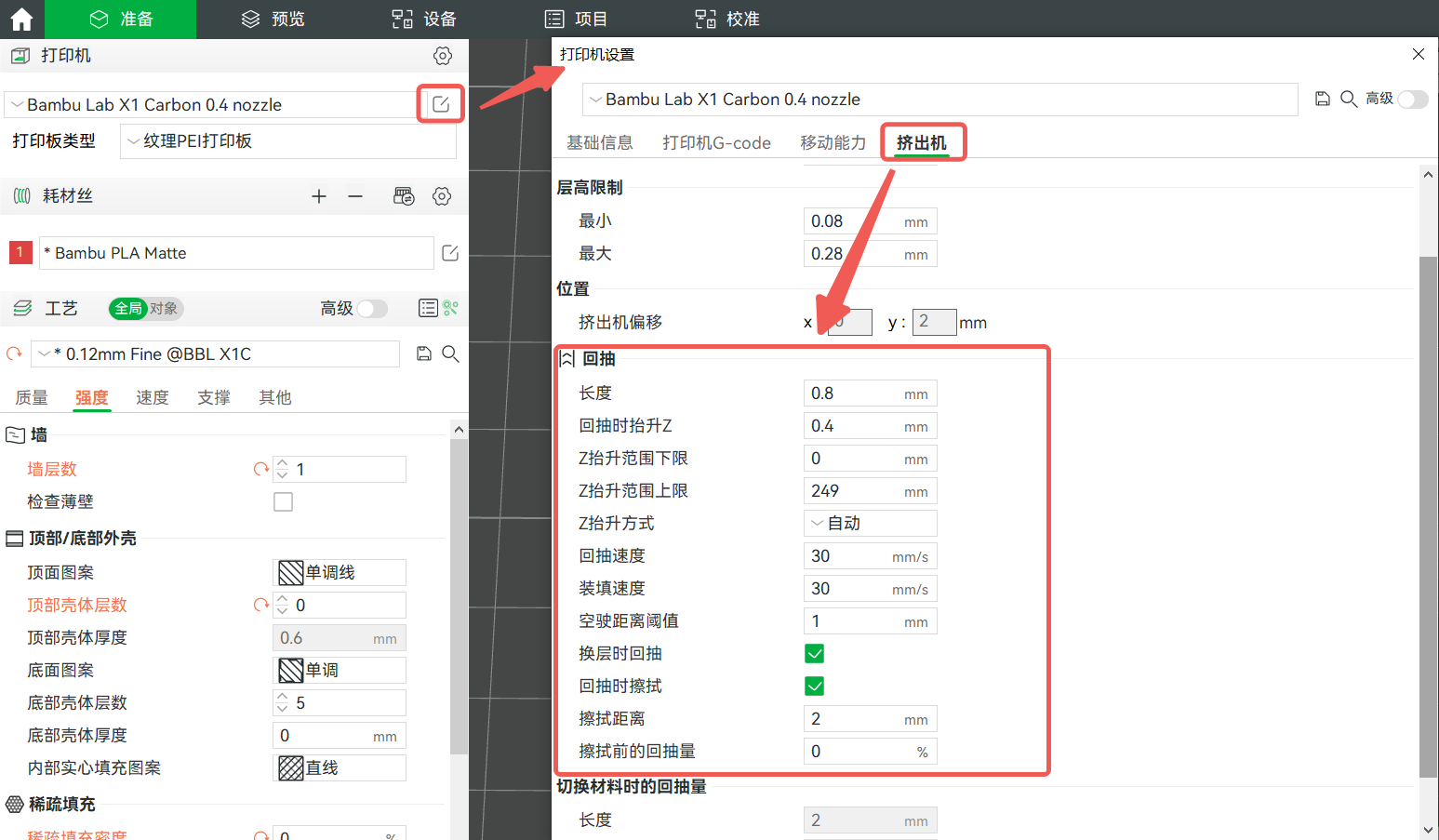
你可以在打印机设置和耗材丝设置中来启用回抽功能并设置详细的参数。在打印机设置——挤出机里可以设置打印机回抽的各项参数。
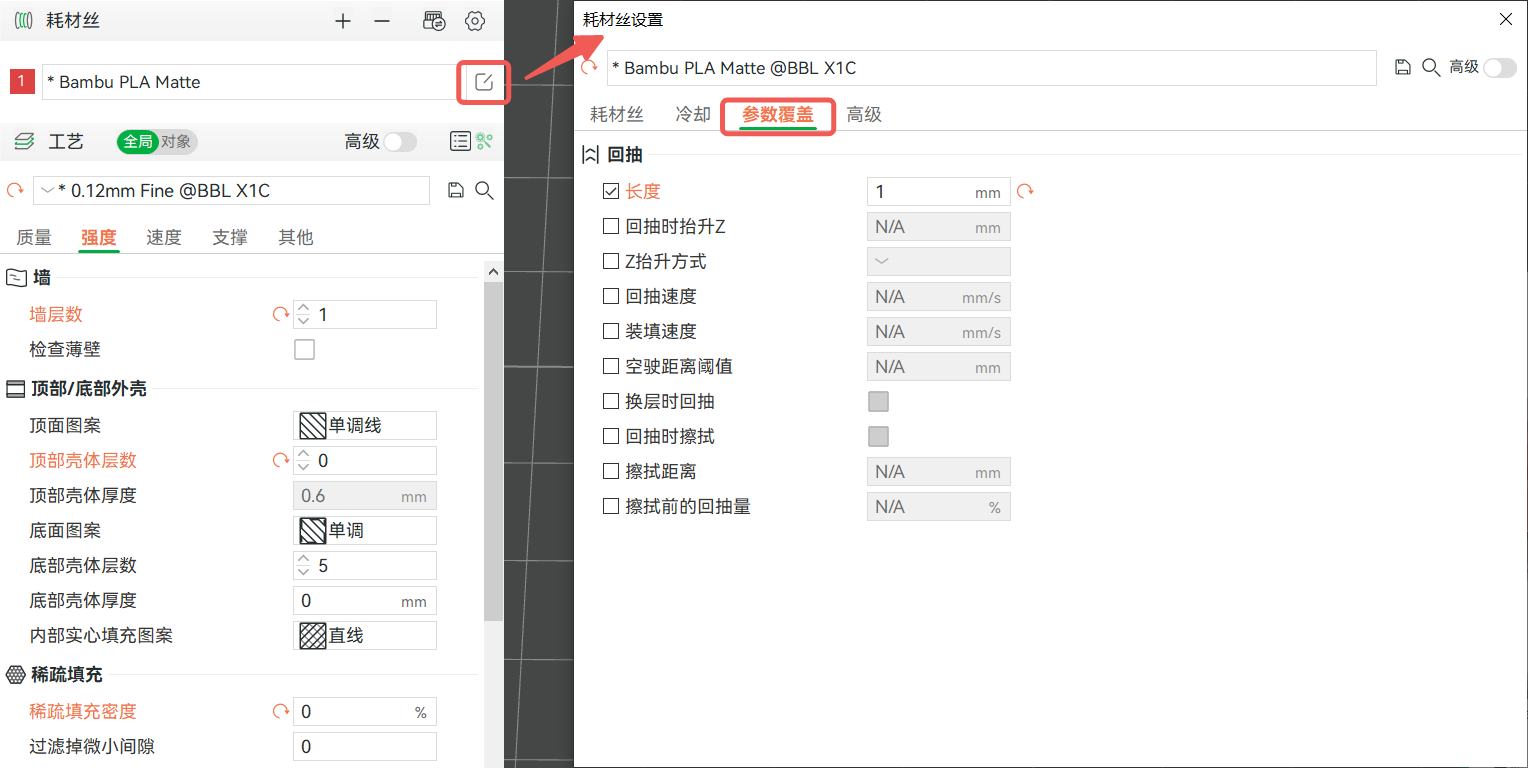
你也可以在耗材丝设置——参数覆盖里针对某个耗材丝单独设置回抽参数,如果没有在该页面勾选参数并修改(参数栏仍显示灰色或N/A),则会默认沿用打印机设置里的回抽设置。
¶ 参数介绍
¶ 长度
回抽时拉回耗材丝的长度,设置为0表示关闭回抽。
¶ 回抽时抬升Z
回抽完成之后,喷嘴轻微抬升,和打印件之间产生一定间隙。这能够避免空驶时喷嘴和打印件剐蹭和碰撞,该值最大不能超过5mm。
¶ 抬升方式
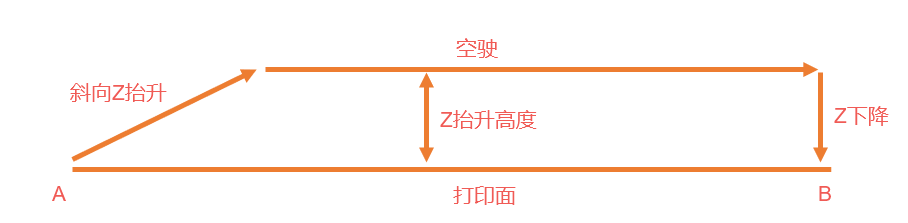
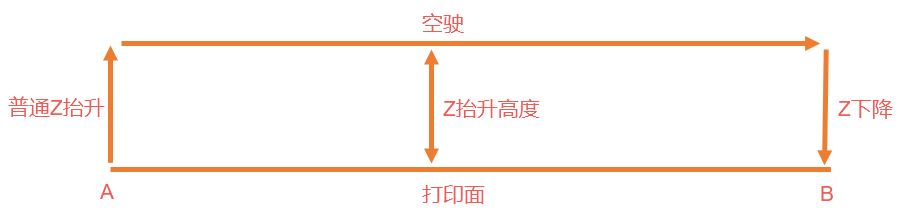
以下是回抽完成后抬升喷嘴的几种方式,使用斜向、螺旋和自动抬升方式能有效减少拉丝。 下面图中以工具头从A点回抽并移动到B点为例。
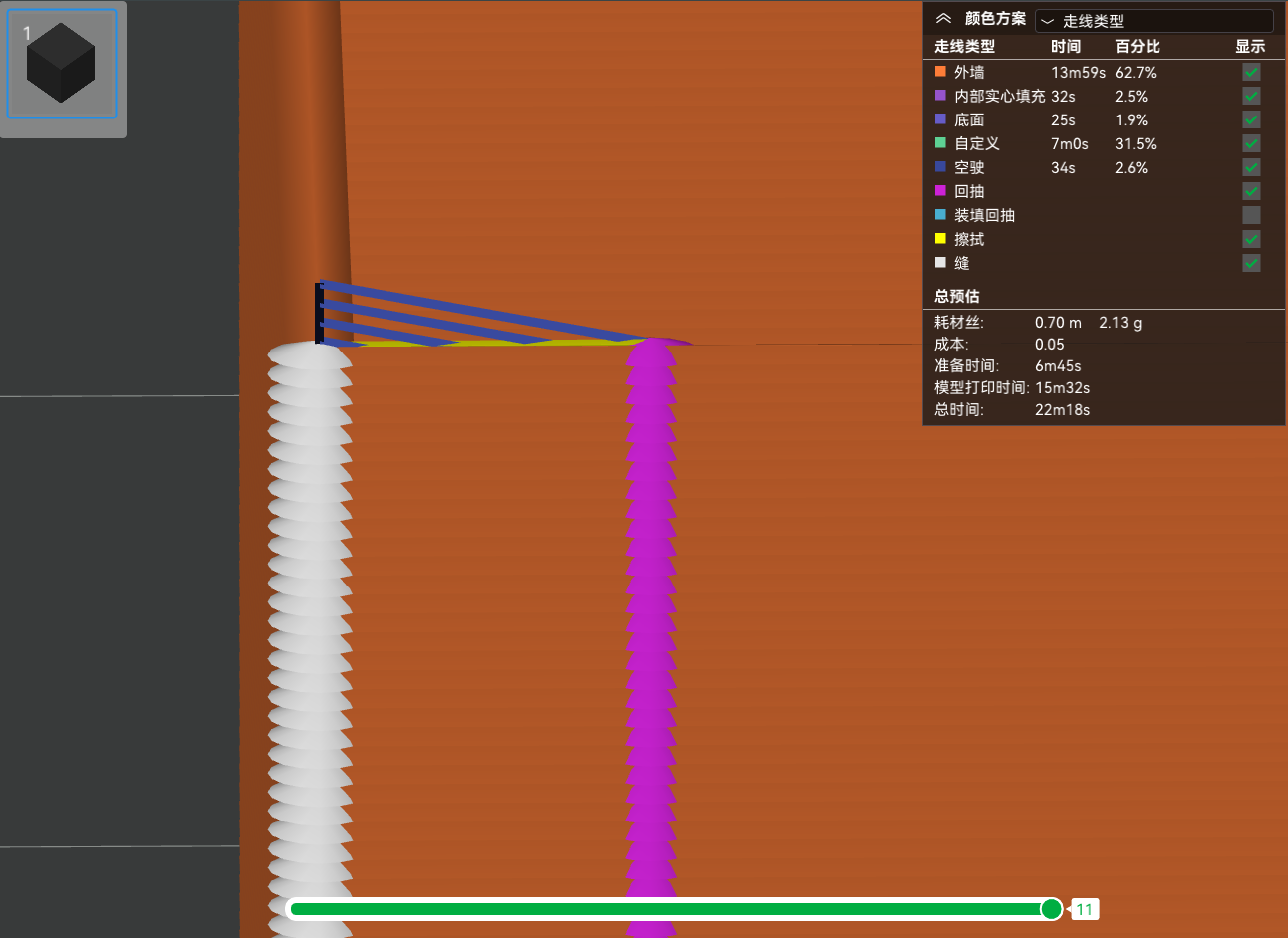
¶ 斜向
¶ 普通
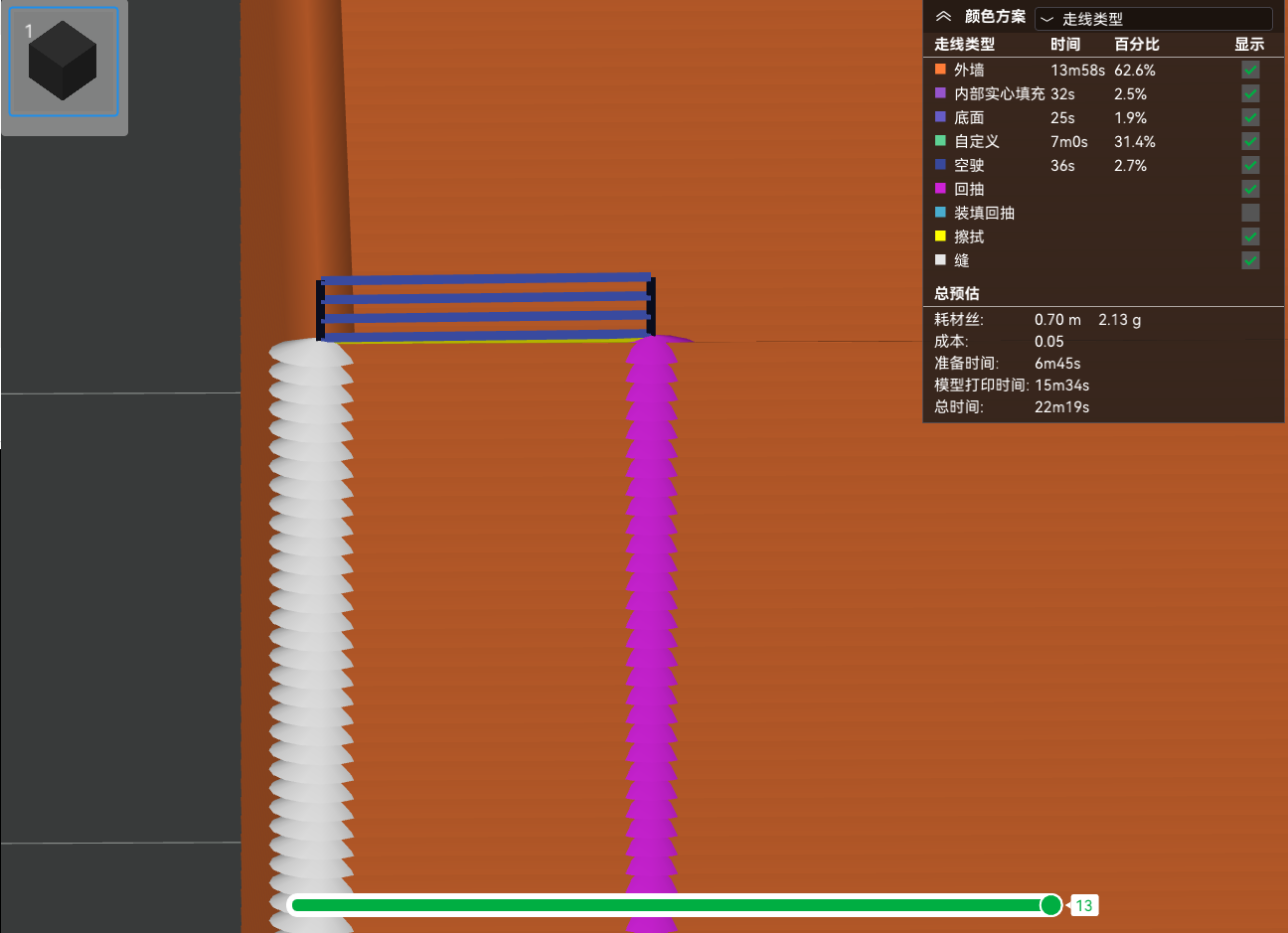
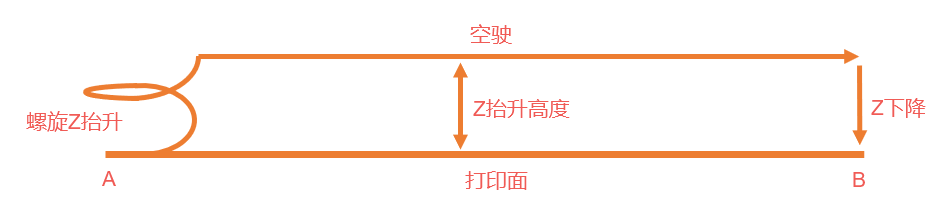
¶ 螺旋
¶ 自动
选择“自动”打印机会自适应调整Z抬升方式,具体判断条件如下:
- 单层内的空驶它会先判断斜向抬升时是否会经过悬空区域,悬空区域在打印过程中有可能会膨胀,斜向抬升在抬升到最高高度的过程中会经过较大的XY区域,有一定几率会与这部分产生碰撞刮蹭模型。若无碰撞风险,使用斜向抬升,否则使用螺旋抬升。因为螺旋抬升方式是螺旋线,经过模型表面的XY区域会比较小,刮蹭的概率低一些。
- 换层时一律使用螺旋抬升方式。
¶ Z抬升范围下限和上限
只有当Z抬升值在Z抬升范围的下限和上限之间时Z抬升才会生效。这和打印机可打印的Z轴高度范围有关,不同型号打印机的Z抬升范围可能会有区别。
¶ 回抽速度
回抽时拉回耗材丝的速度。
¶ 装填速度
回抽后再次装填耗材丝的速度,0表示和回抽速度保持一致。
¶ 空驶距离阈值
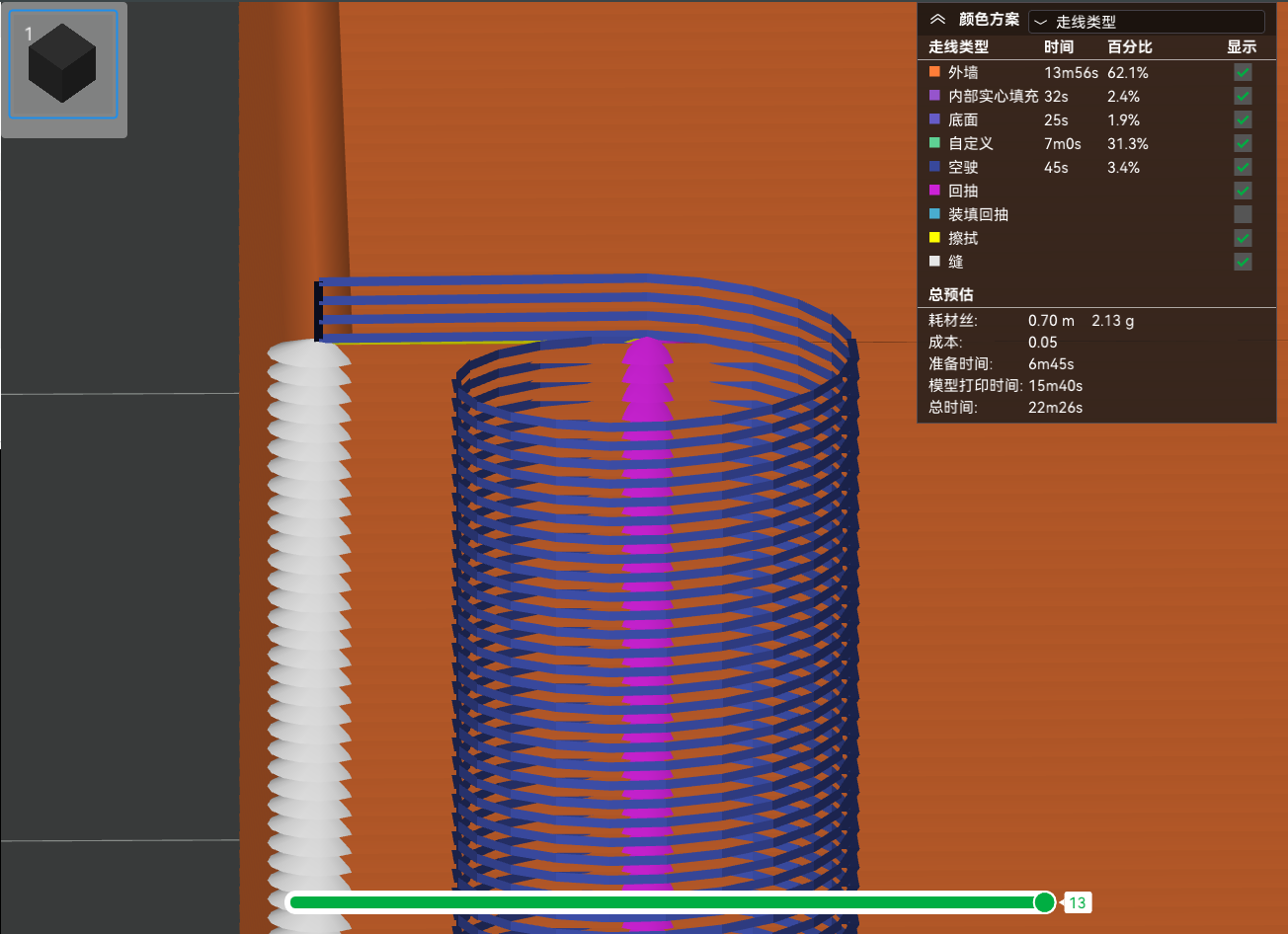
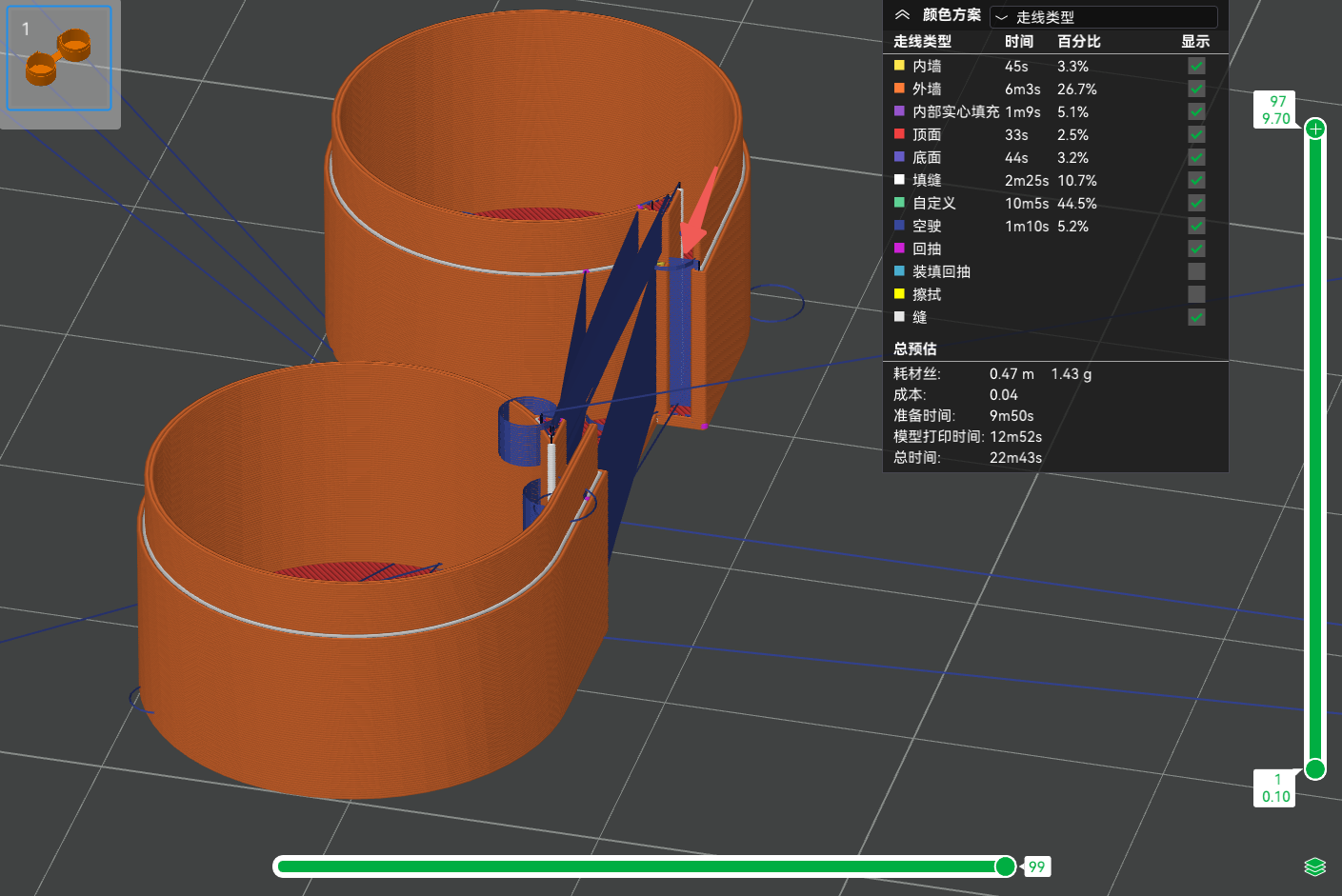
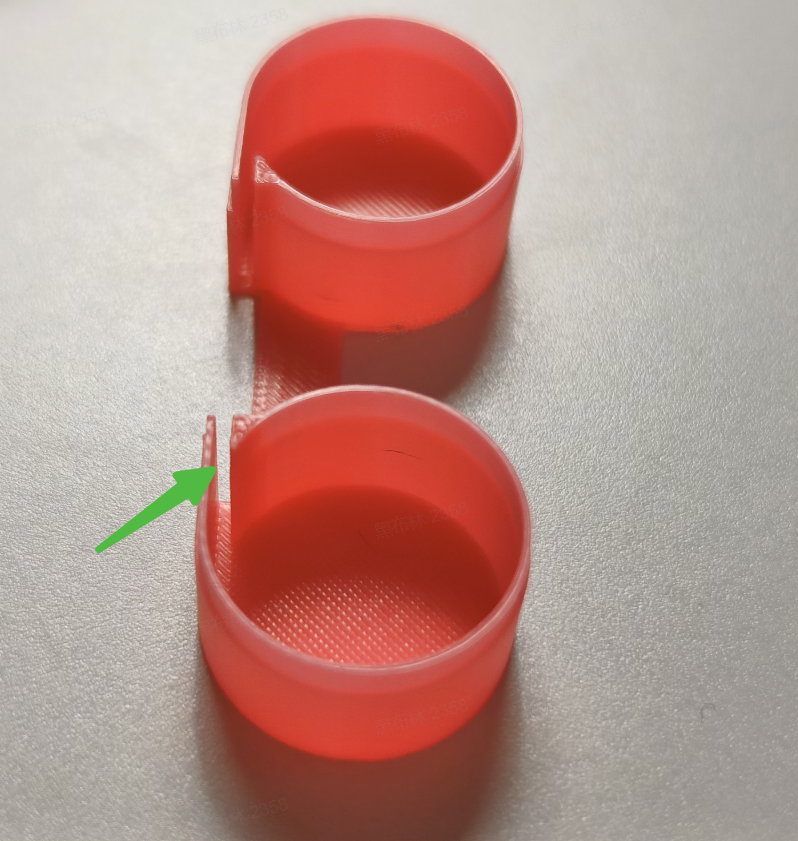
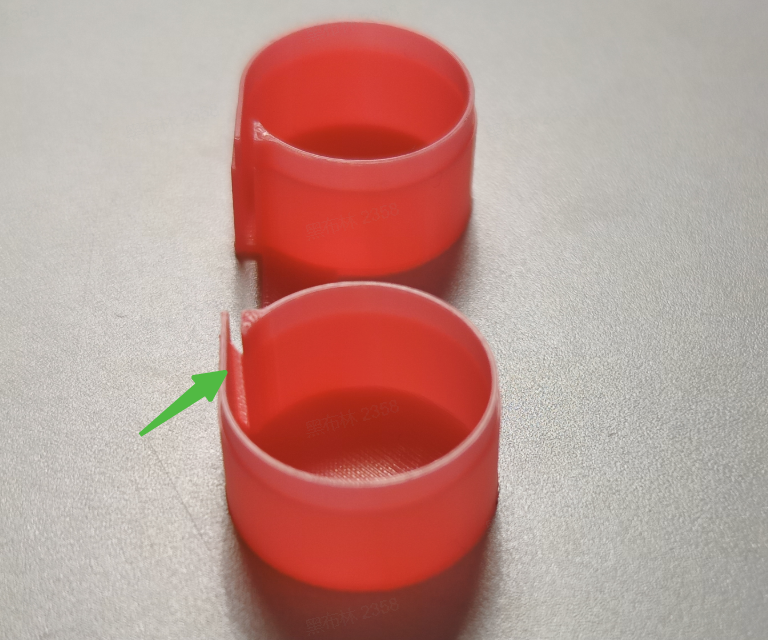
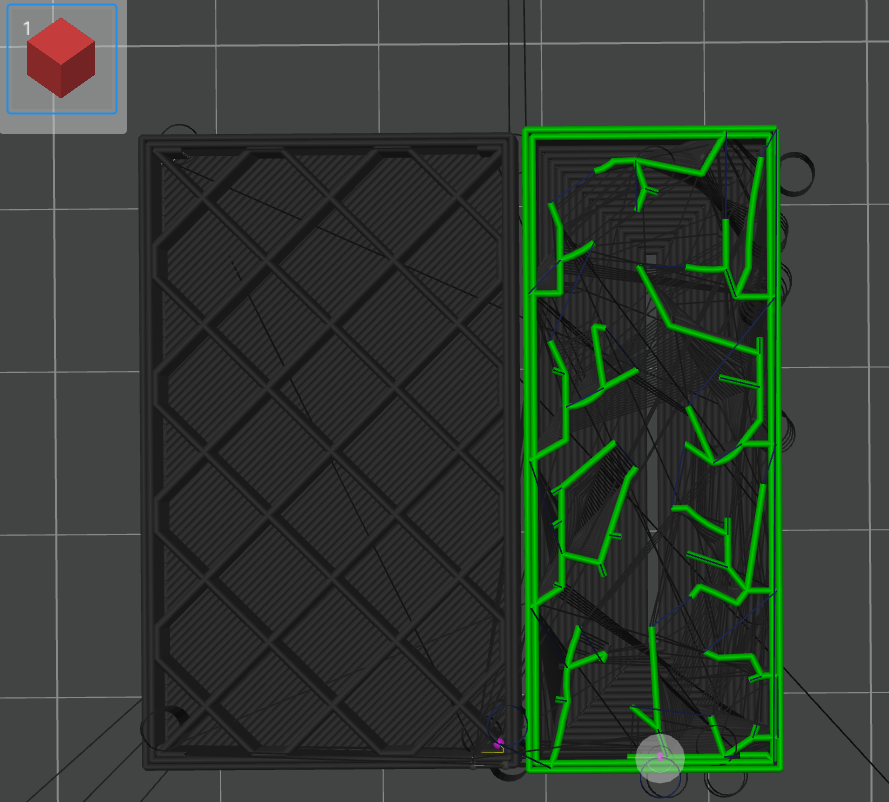
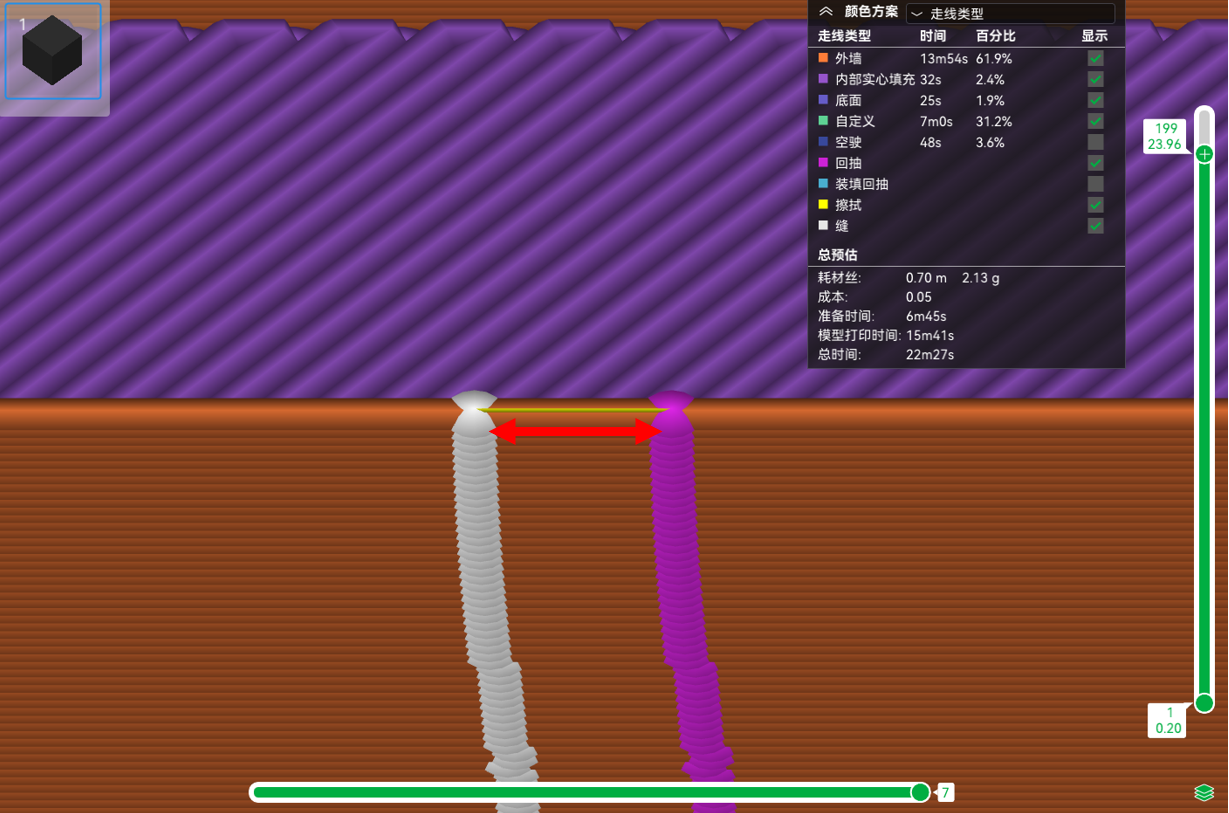
只有工具头空驶距离大于这个阈值的时候才会触发回抽。当打印一些有小缝隙的模型,可能空驶距离太小无法触发回抽,但是喷嘴会在小缝隙间形成拉丝,可以调整空驶距离阈值来触发回抽改善这个问题。下面是使用该参数的一个示例:
|
|
注意:
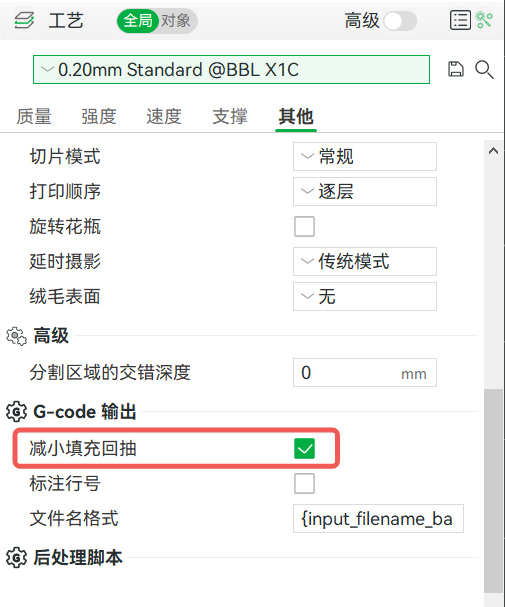
- 当你在工艺——其他——Gcode输出中启用了“减小填充回抽”后,它将只会在打印完墙走线和换层的时候回抽,即使满足空驶距离阈值的内部填充走线之间也不会触发回抽(例如同心填充图案之间的空驶)。该选项默认启用,因为回抽是为了防止漏料拉丝影响模型外观,模型内部的瑕疵往往都可以忽略。
- 支撑内部的走线,即使满足空驶距离阈值,也始终不会触发回抽。因为支撑不属于打印模型的一部分,通常我们不会在意支撑内部的瑕疵。
¶ 换层时回抽
启用后将在每次打印换层的时候强制回抽。
¶ 回抽时擦拭
当回抽时,让喷嘴沿着前面的走线方向继续移动,清除掉喷嘴上的漏料。这能够避免空驶结束打印新的区域时产生斑点。
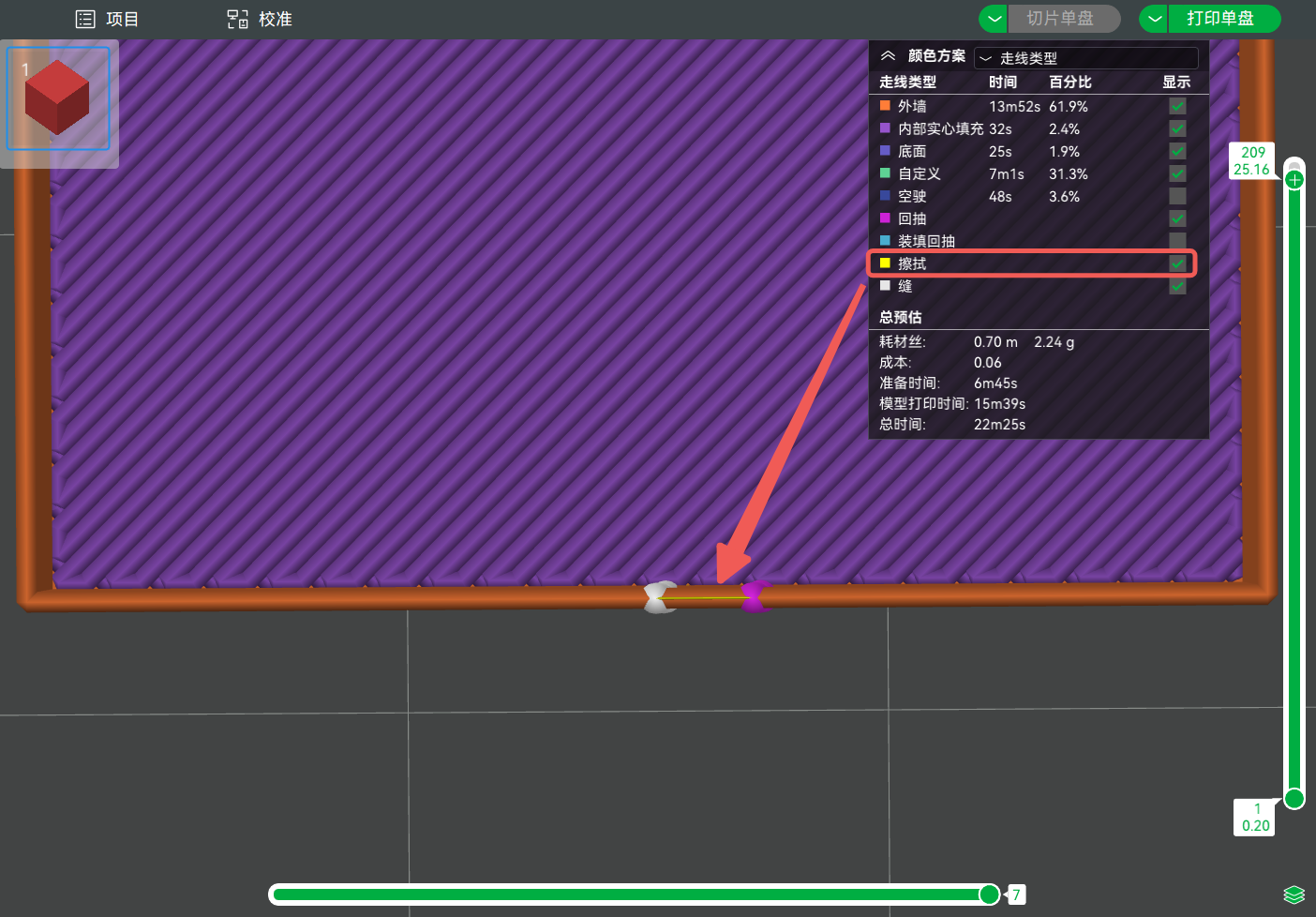
回抽前工具头有个“抖动”的动作就是在擦拭,如下图所示:
¶ 擦拭距离
启用回抽时擦拭后,该值可以设置回抽时擦拭的移动距离。
¶ 擦拭前的回抽量
擦拭之前的回抽长度,用总回抽长度的百分比表示,默认值为0。擦拭前不回抽,外墙的Z缝效果会更好一些(在默认的内墙——外墙打印顺序的情况下)。
¶ 注意事项
1.回抽对 3D 打印的质量十分重要,因为如果没有回抽,很有可能导致拉丝和漏料。但是,避免将回抽值设置得太高也很重要,否则挤出机会将耗材丝拉回得太长(或太频繁),从而导致打印件挤出不足和层间隙,也有一定概率会造成挤出机堵塞。
2. 在某些情况下,使用回抽可能还会有负面影响,特别是在打印柔性材料(如 TPU)时。这是因为这些柔性的材料具有弹性,回抽动作可能会影响耗材丝的直径并使其收缩,从而导致挤出机堵塞和其他挤出问题。但是,对于 PLA、ABS 和 PETG 等材料,启用回抽功能较好地提升打印效果。
3. 受潮的耗材在打印过程中更容易拉丝漏料,而且通常仅仅通过调整回抽也无法彻底解决。您最好先尝试干燥耗材,然后再调整回抽设置参数来获得更好的打印质量。