多色或多材料打印往往要消耗很高的时间和材料成本,本文将帮助您理解消耗的原因,并提供减少浪费的方法。
¶ 换料过程
根据定义,多材料打印(也称为多色打印)需要使用多种耗材来完成一个打印。尤其是在单喷嘴打印机上,这是通过换料来实现的,该过程可以分为几个关键阶段。
¶ 冲料
每次喷嘴从一种耗材切换到另一种耗材时,都会有少量旧耗材残留在挤出机和喷嘴中,位于切刀切断位置以下。当 AMS 回收旧耗材并送入新耗材时,挤出机会将旧耗材推挤出来,直到喷嘴中完全挤出新的耗材为止。
这些被排出的耗材会在打印平台旁的区域挤出,并从喷嘴脱落。

注意:这些耗材会以最快的速度(最大体积速度)被挤出,在多色打印中可能需要重复执行很多次。最大体积速度取决于多个因素,主要是耗材在熔融状态下的流动性,而喷嘴直径是其中最重要的因素之一。
因此,0.2 mm 喷嘴的冲刷步骤可能会比标准的 0.4 mm 喷嘴耗时明显更长,从而换料时间和整体打印时间也会显著增加。
¶ 冲刷体积
在换色打印时,需要先挤出一部分材料来把喷嘴里的旧耗材清掉,这部分就是“冲刷体积”。决定冲刷体积大小的主要因素是耗材颜色——因为哪怕残留一点旧颜色,也可能在打印层上留下明显的色差。
深色 → 浅色:需要冲刷得更多,才能保证没有混色。
浅色 → 深色:需要的冲刷量相对更少。
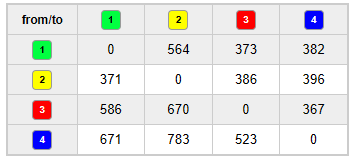
在 Bambu Studio 里,有一个表格会自动显示项目中不同颜色切换时所需的冲刷体积。具体怎么看、怎么调整这些数值,会在“管理冲刷体积”部分介绍。
除了颜色,材料特性也会影响冲刷体积。例如在支撑耗材中,为了避免支撑材料和被支撑材料之间发生粘连,冲刷体积会被计算得更高,以防止污染。
¶ 擦拭
在冲料完成后,喷嘴会在擦拭器上来回移动,确保被冲刷出来的耗材完全脱离喷嘴。这也是对喷嘴尖端进行的第一次清洁,避免旧耗材残留污染模型。
¶ 准备挤出
在擦拭完成后,喷嘴会在擦拭塔上挤出耗材,擦拭塔可以用来清理喷嘴上的残留料,并让喷嘴内部的腔压达到稳定状态,确保喷嘴流动一致,这样继续打印的时候就可以避免打印模型表面出现外观瑕疵。
擦拭塔可能在整个打印过程中都需要存在,因此必须达到打印中涉及换料的最高层高度。
通常擦拭塔的耗材量少于冲刷排料,因为它的打印方式更高效,类似于支撑。
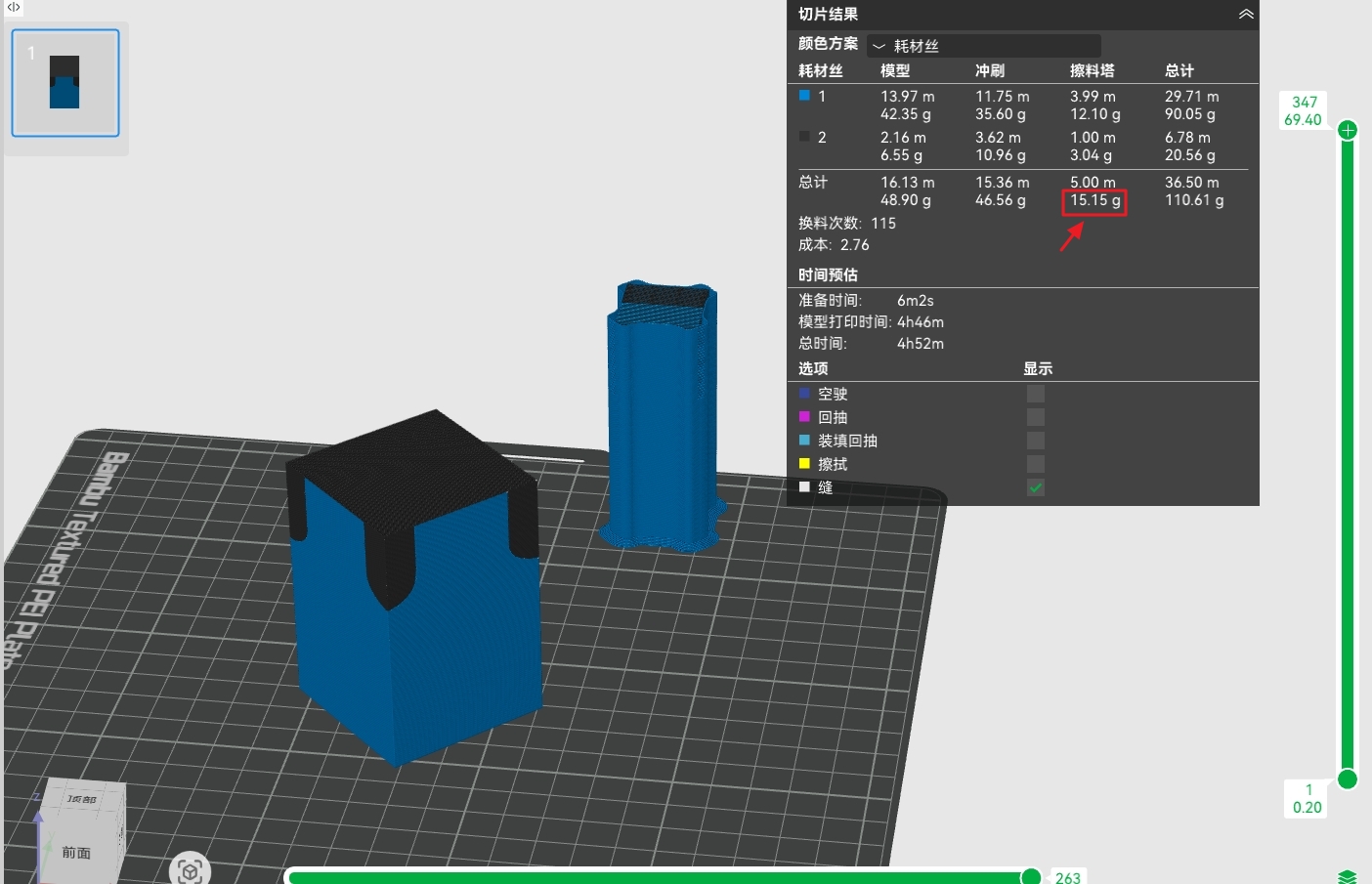
注意:由于擦拭塔必须达到涉及换料的最高层,因此在仅顶部换色的打印中,会浪费干净的耗材来为塔体打底。相反,如果换色仅发生在底部,擦拭塔则会在早期完成并停止。
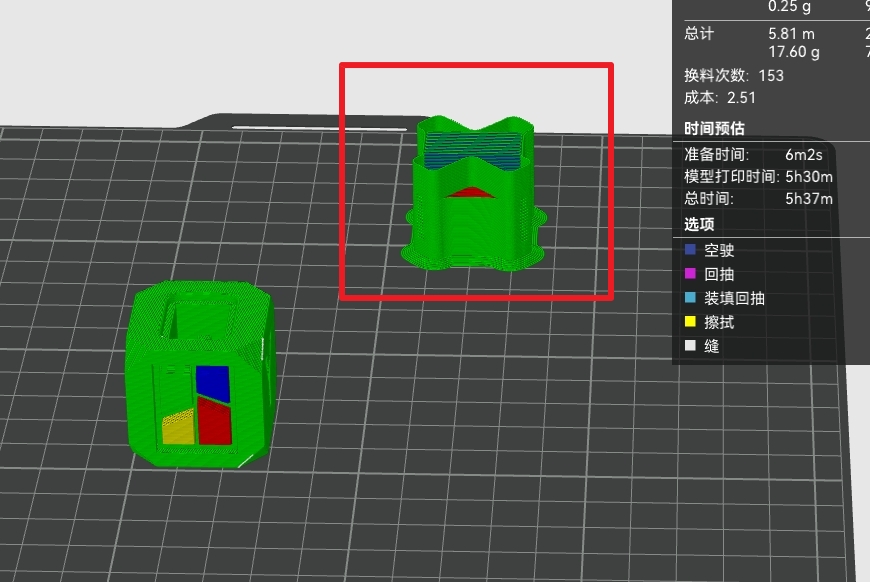
例如,下图中的擦拭塔使用了 15.15 g 耗材。
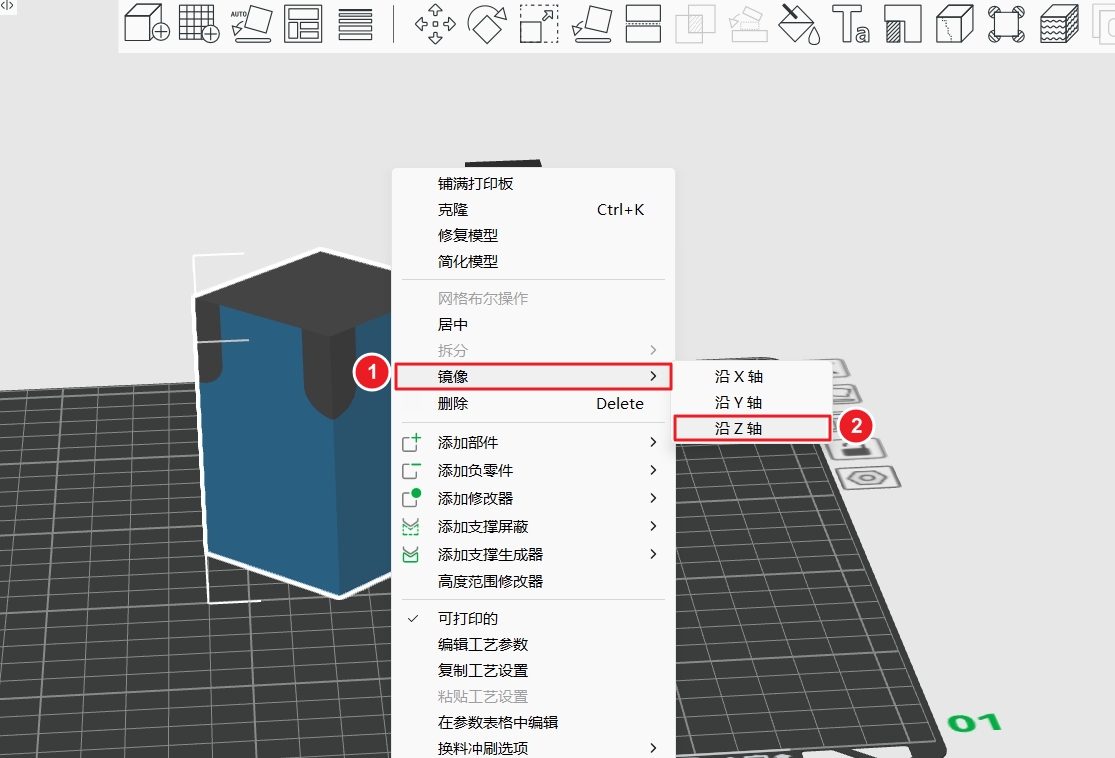
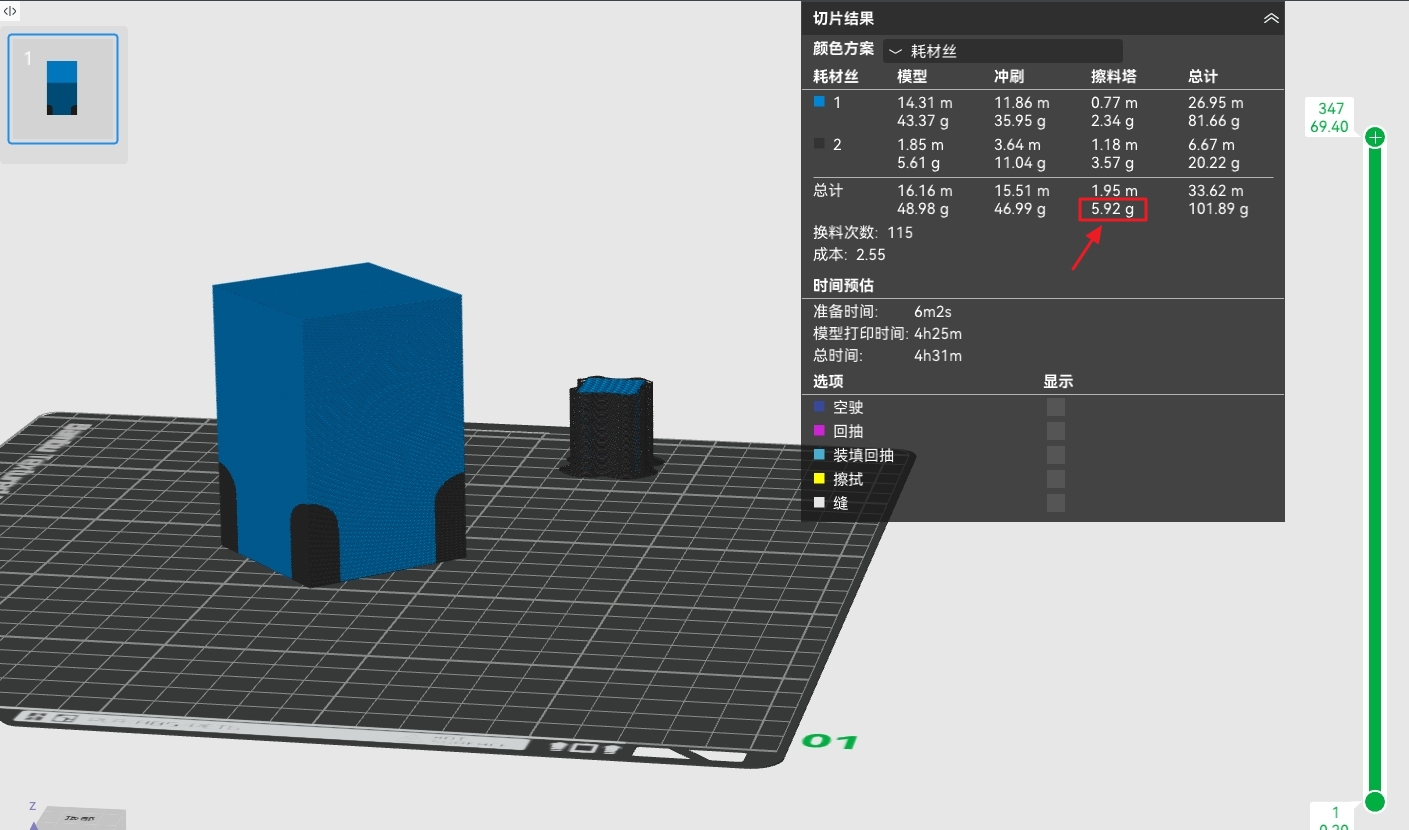
而在下一个示例中,只需将同一个零件沿z轴镜像旋转 180°(使换色集中在底部),擦拭塔耗材量就减少到 5.92g。
¶ 减少耗材浪费的方法
有几种方法可以在不改变最终打印零件的情况下减少耗材浪费。这些方法各有优缺点和适用条件,下面分别介绍。
¶ 管理冲刷体积
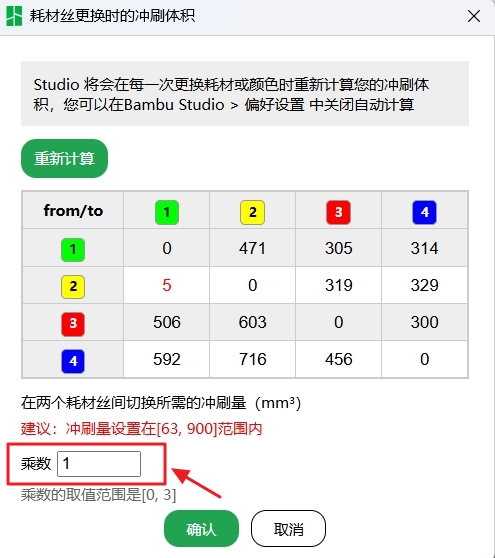
Bambu Studio 会在换料时 自动计算所需的冲刷体积。主要参考因素是颜色和材料特性。
要查看和管理项目的冲刷体积,可在 项目耗材列表点击 冲刷体积 按钮。

在全局范围内,可以通过“乘数”调整冲刷体积。默认值为 1.00,若改为 0.90,表示所有换料对的冲刷体积减少 10%。
尝试降低乘数可以节省耗材,因为默认值通常会稍高以保证打印质量。0.8 或 0.9 的倍数可能是不错的折中方案,但务必要通过测试打印确认不会影响颜色或物理性能。
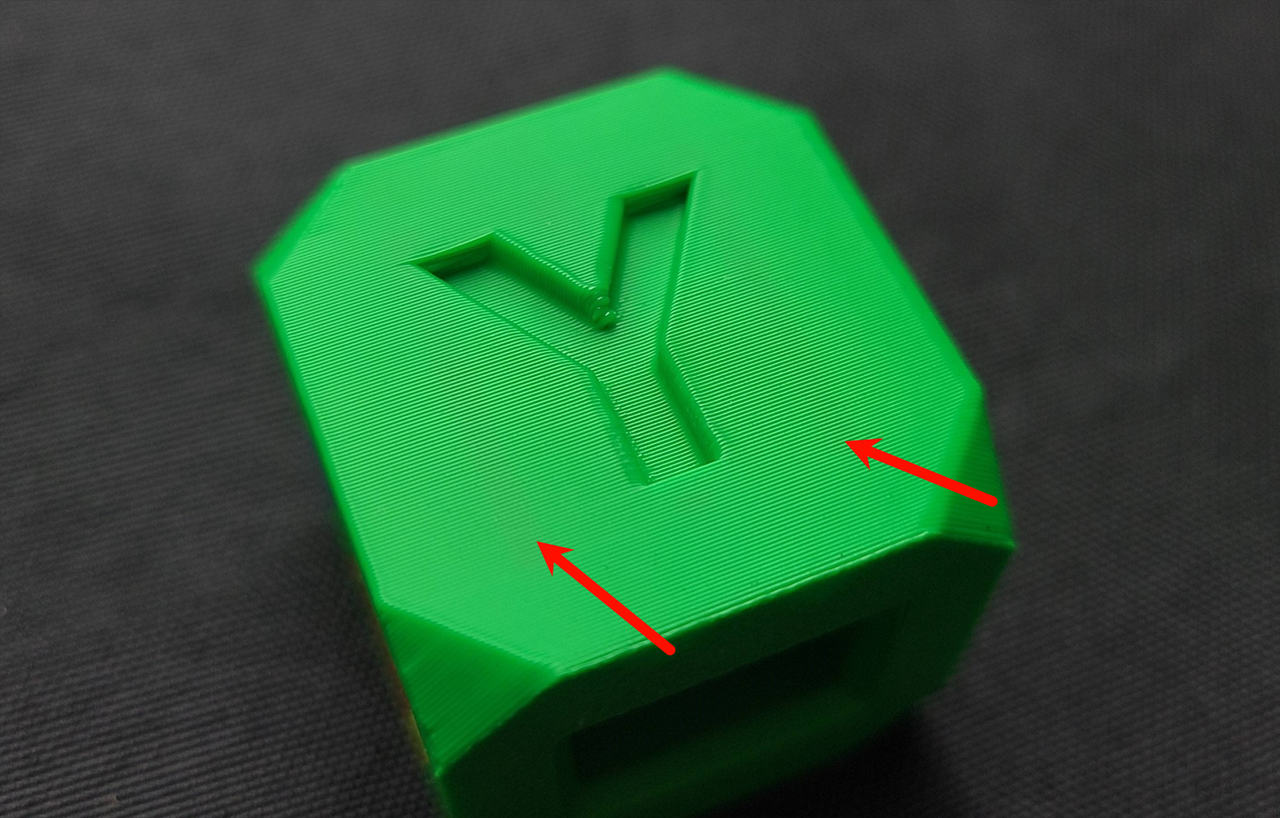
如果乘数过低,可能会出现颜色层污染,如下图所示。

此外,你还可以在表格中逐一手动调整某些耗材对的冲刷体积。如果之后需要恢复默认,只需点击 “重新计算” 按钮即可。
¶ 冲刷到模型填充
模型的填充部分通常被外壳覆盖。因此,在很多情况下,可以启用 冲刷到对象的填充 功能,将原本要浪费掉的冲刷耗材用于打印填充部分。

不过要谨慎使用:某些浅色或透明耗材可能会透色,导致填充的杂色在外表可见。外壁层数少的模型更容易出现这种问题。
例如下图,尽管使用了深绿色且只有 1 层外壁,仍然能隐约看到填充颜色透出。
¶ 冲刷到对象的支撑(默认启用)
由于支撑部分会在打印后被移除,因此可以使用这部分来冲刷耗材。对于支撑面积大的模型,启用该功能可以大大减少浪费并缩短打印时间。

缺点是,支撑部分通常不足以显著降低浪费。但因为没有副作用,所以该功能默认启用。
个别情况下,若使用不同性能的耗材,可能会轻微影响支撑强度。但这种情况一般不明显。
注意:必须启用擦拭塔,该功能才会生效。
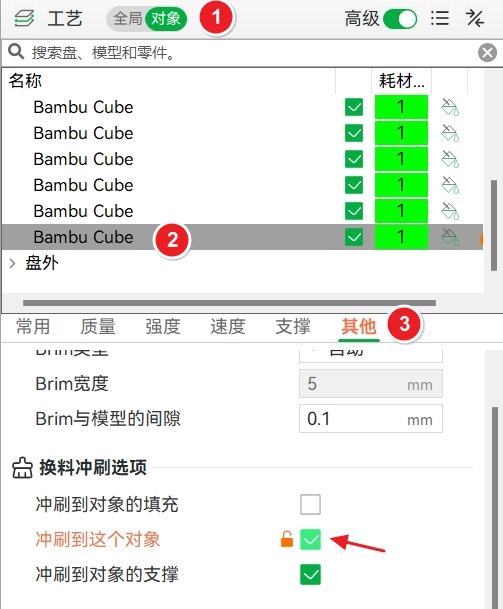
¶ 冲刷到指定模型
此功能只有在 同时打印大于一个模型 时才可用。启用后,该模型会被用来接收冲刷耗材,打印出来会带有渐变或杂色效果。
这种方式推荐用于对外观颜色一致性要求不高的模型,比如功能件或后续要上色的零件。
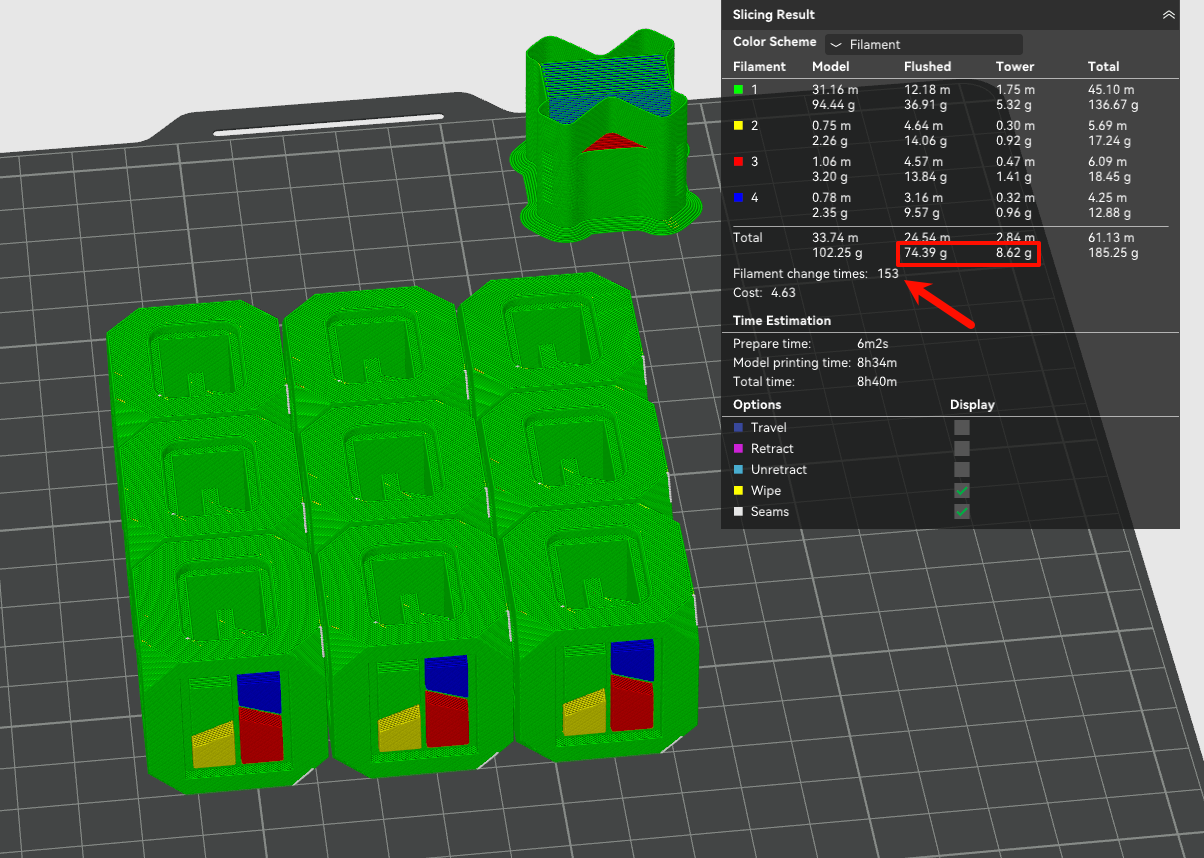
通过在同一打印板上放置多个启用“冲刷到此模型”的物件,可以最大限度利用冲刷耗材。例如:
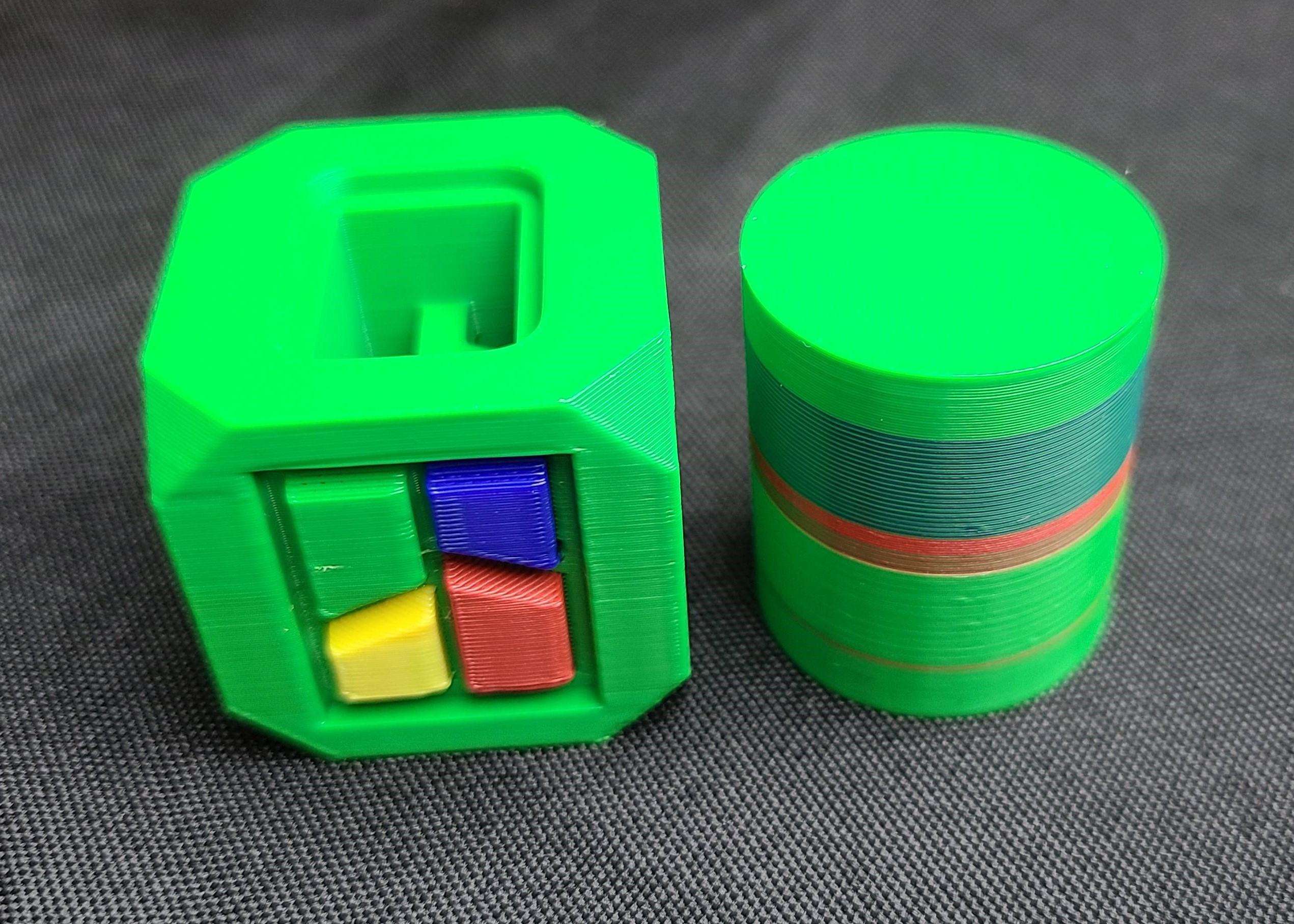
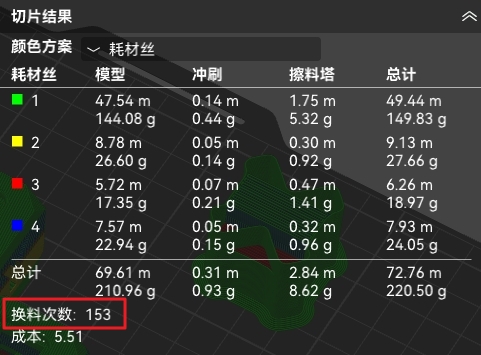
在下图中,单独打印一个彩色 Bambu Cube 需要约 70g 冲刷耗材。但通过添加多个“冲刷对象”,浪费量减少到不到 1g。
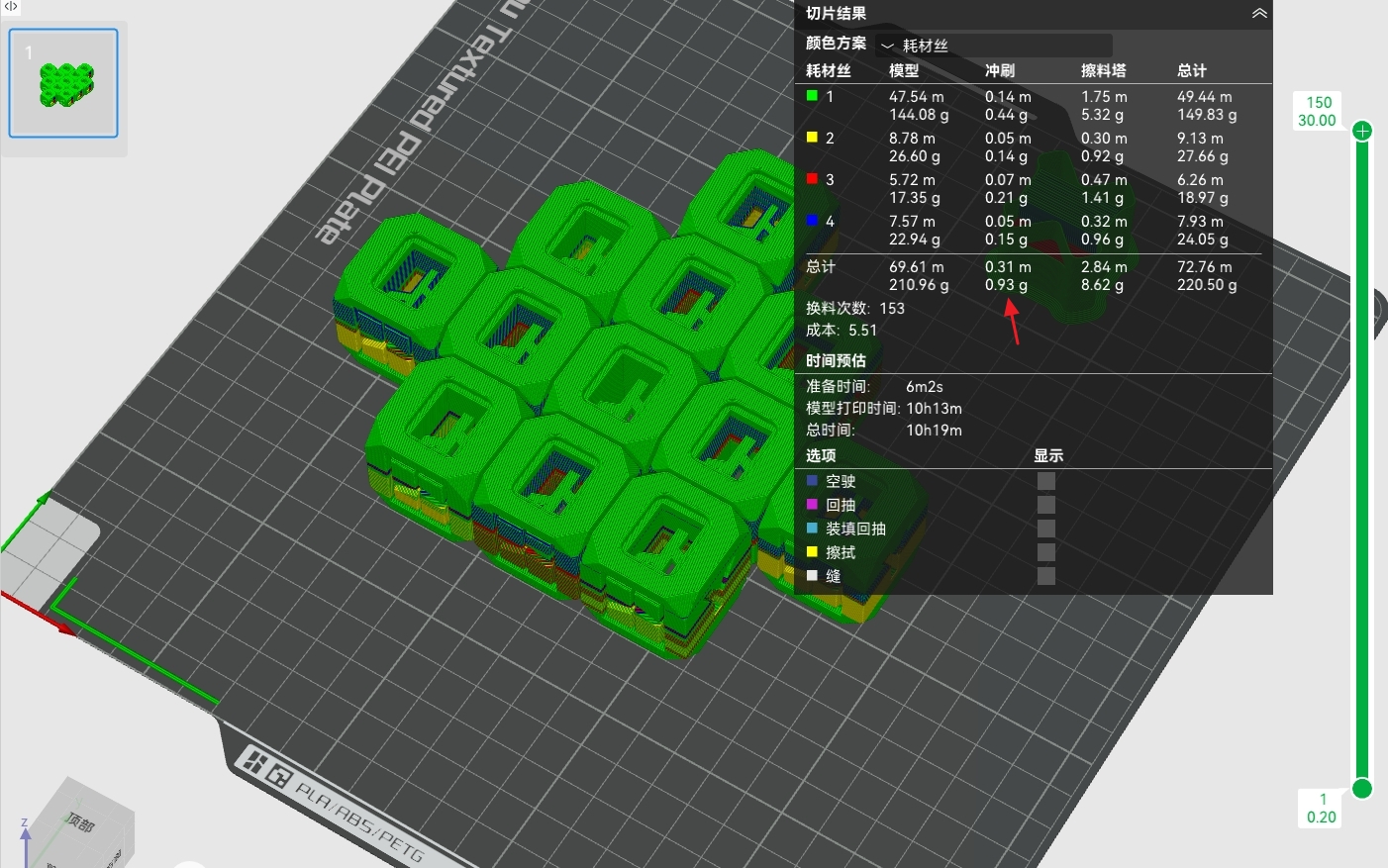
要注意:如果冲刷对象比主模型更高,它们剩余高度会用新耗材打印,所以最好保持高度接近。
¶ 减少换料次数
如上所述,打印过程中“浪费”的耗材主要来源于每次换料时进行的冲刷和清理步骤。因此,打印过程中耗材浪费的多少,直接取决于换料次数(即执行换料流程的次数)。
¶ 每层的换料次数
在一次打印中,不同的层可能会有不同的换料次数,这取决于该层所使用的耗材数量。
在绝大多数情况下,单层的换料次数比该层所用耗材数少 1。
这是因为最后一种耗材会直接延续到下一层,从而避免一次不必要的换料。
当然,单层最少可能的换料次数为 0,这种情况发生在整层完全由同一种耗材组成时。
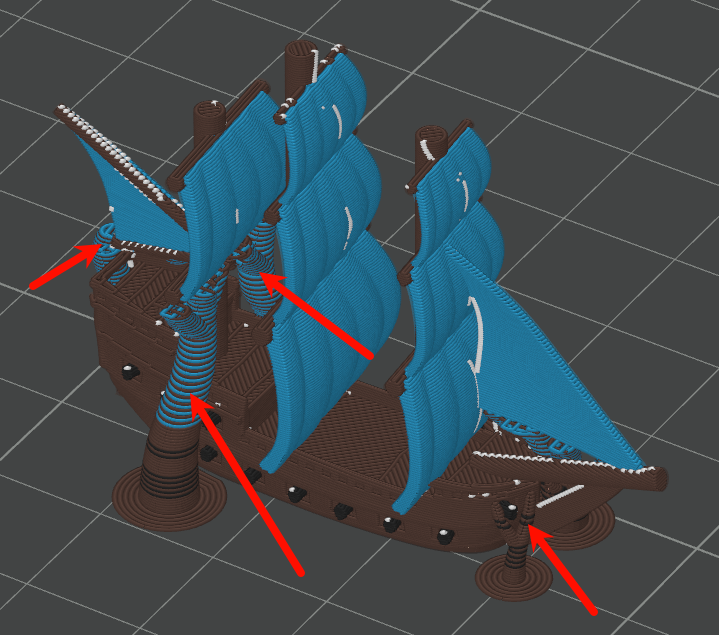
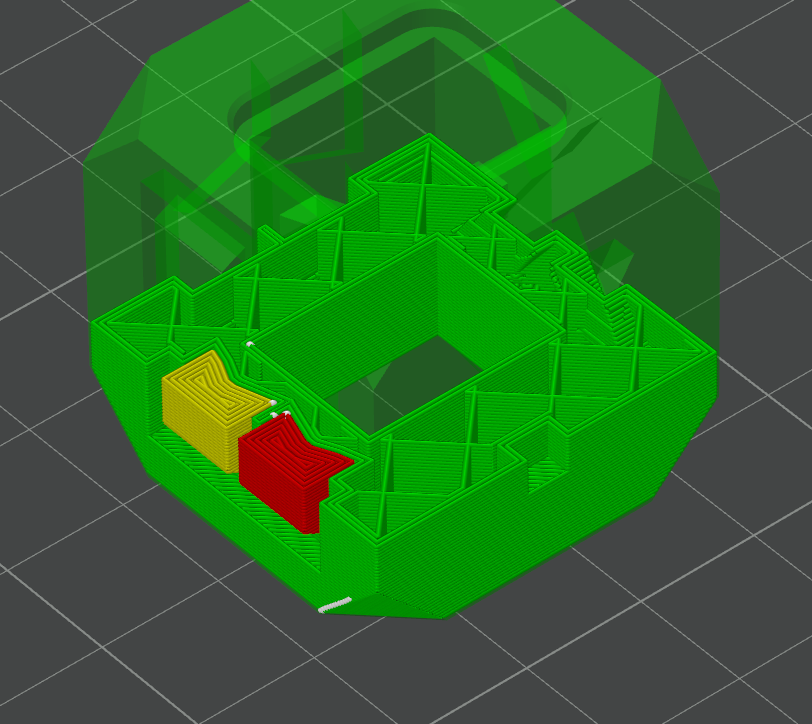
以下图所示的层为例,它包含三种颜色:红色、绿色和黄色。
可以看到,这一层先用红色开始,然后进行一次换料(喷嘴暂时消失)切换到绿色,再进行第二次换料切回红色。完成该层后,打印机会直接继续用红色打印下一层,而无需再次换料。
¶ 总层数
由于层数会直接影响换料次数,因此减少层数可以有效减少耗材浪费。最简单的方法就是增加层高。
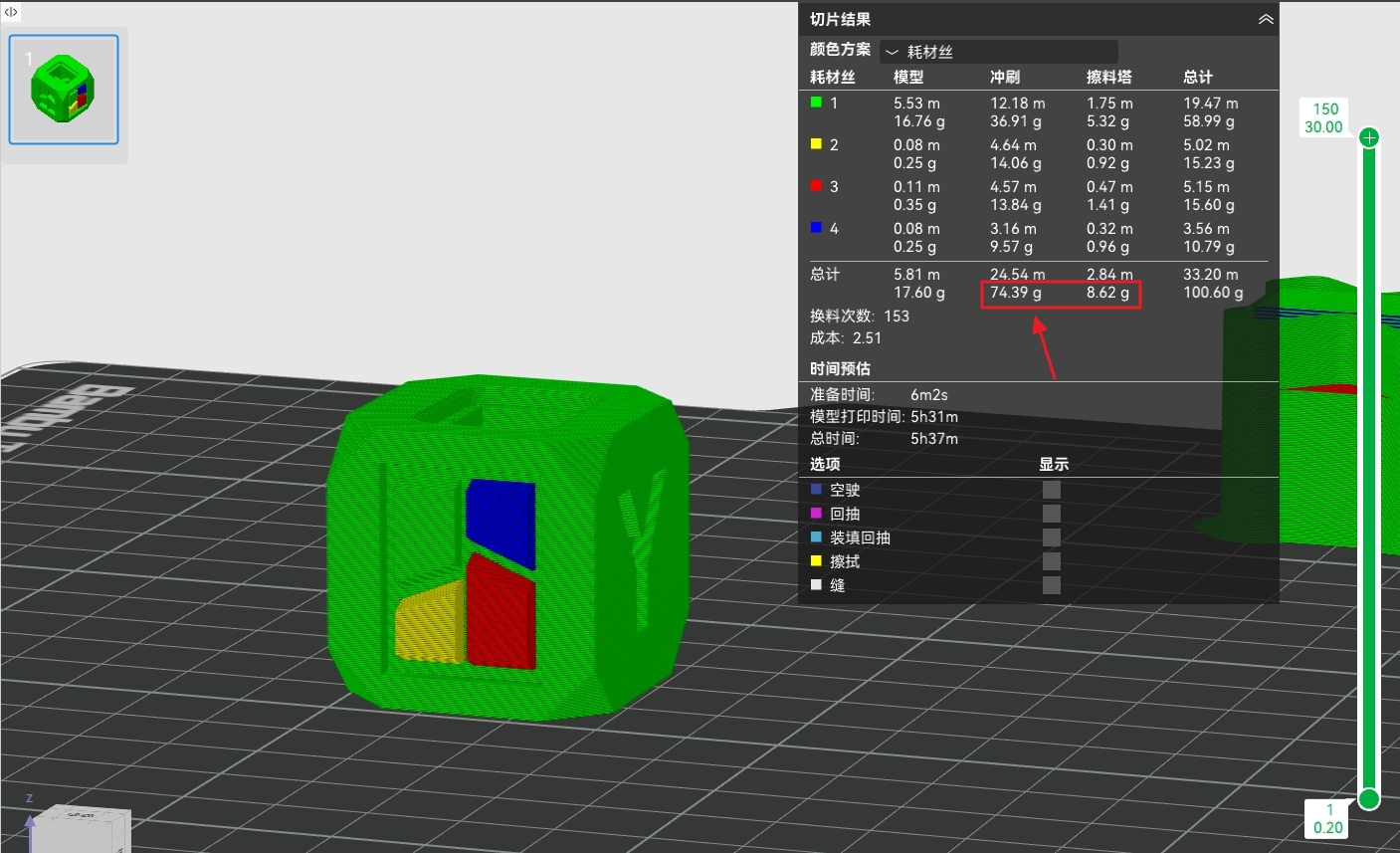
以四色 Bambu Cube 为例:当层高为 0.2mm 时,总共发生 153 次换料,浪费 83 克耗材。
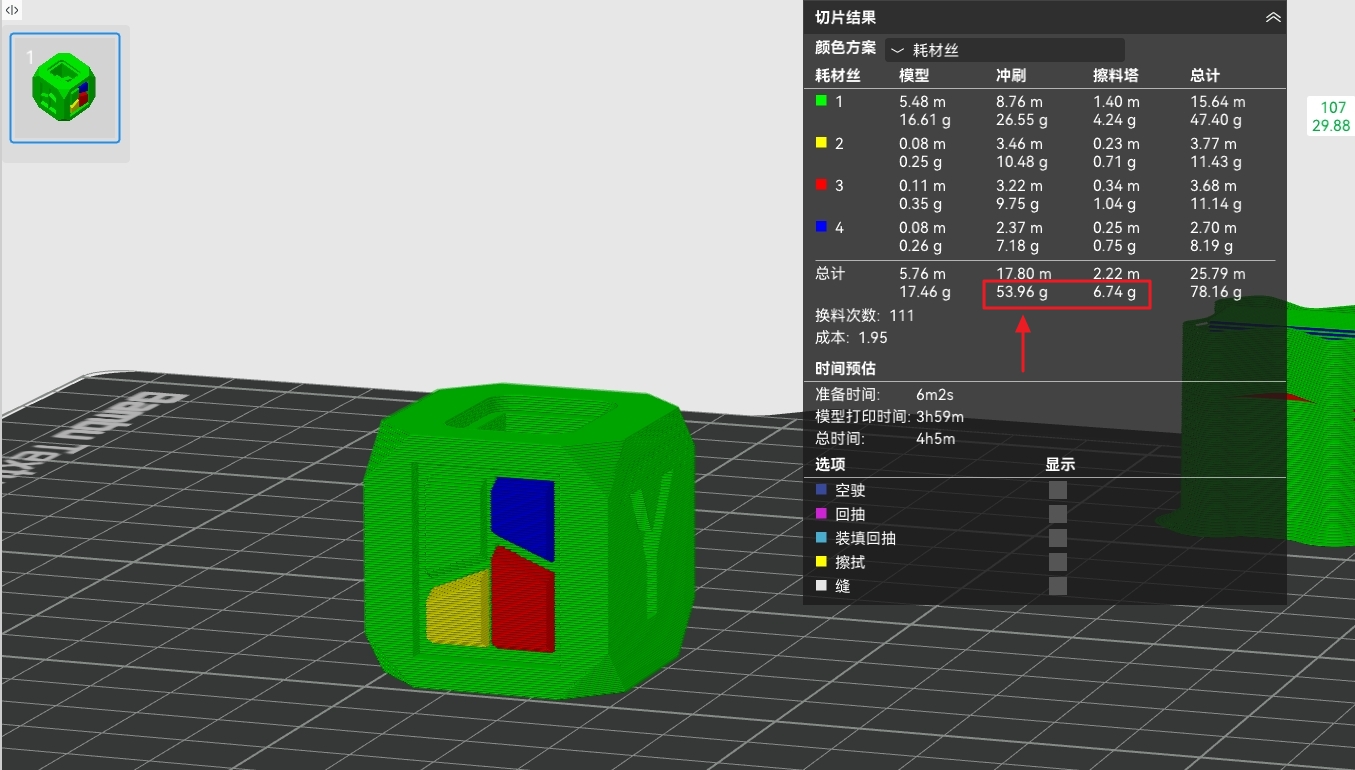
若将层高提高到 0.28mm,则换料次数降至 111(减少 27%),耗材浪费降至 61 克(减少 26%)。可以看出,换料次数的减少与耗材浪费的减少呈直接相关。
另一种方法是将高而细的零件横放打印,而不是竖直打印。不过这种方式是否可行取决于零件本身的特性,尤其是理想的层方向(强度或美观)。
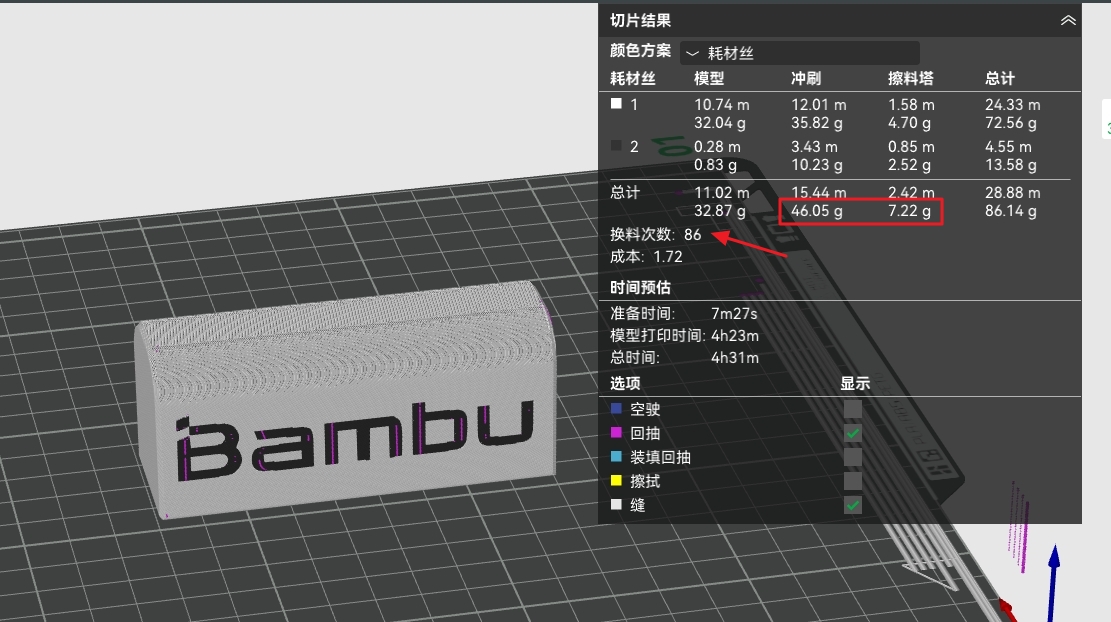
下例中,零件横放打印后,换料次数和耗材浪费减少了约 80%,打印时间减少了 70%。对于一个 35g 的零件,节省了 11 小时和将近 180g 耗材!
注意:横放零件并不总是能节省耗材。这完全取决于零件本身的特征,特别是颜色/耗材的分布方向。
此外,如果零件没有平整的一面可以放置在打印平台上,则可能需要更多的支撑耗材,这可能会抵消甚至超过因减少换料而节省的耗材。
因此,建议始终在 Bambu Studio 中尝试不同的摆放方式,并对比切片结果中的耗材用量。
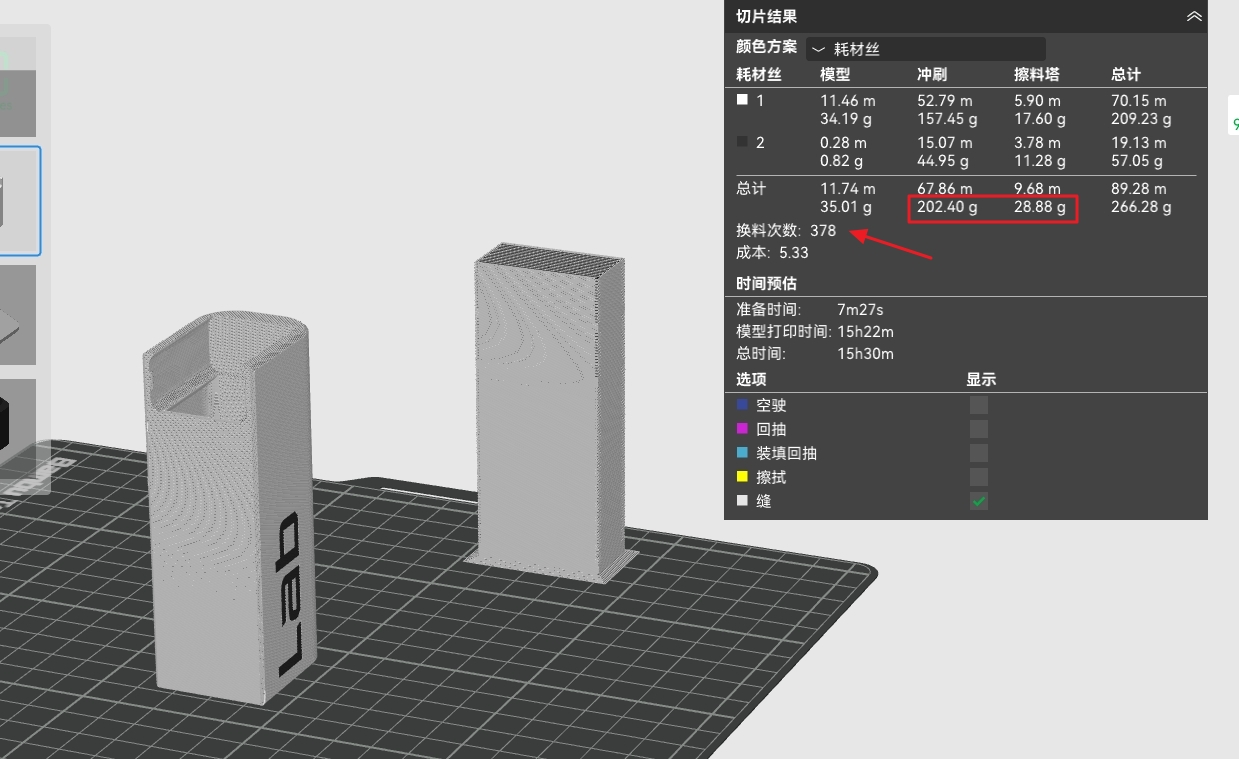
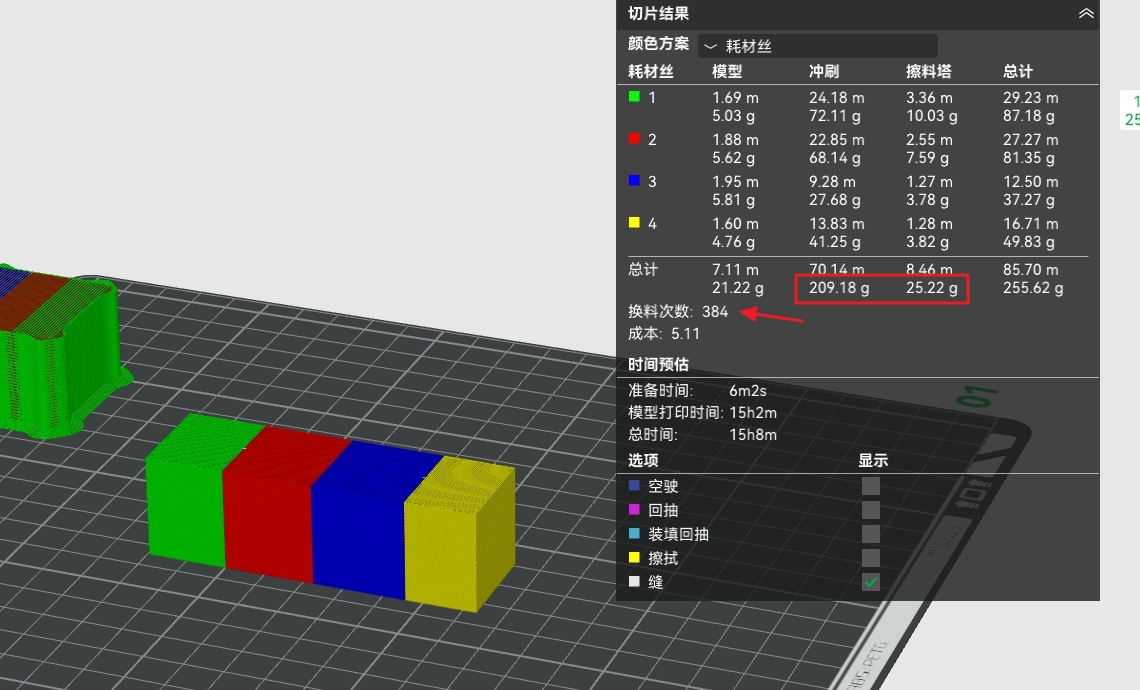
例如,下图展示的零件如果横放打印就是非常糟糕的情况,因为不同颜色已经按层水平分布。竖直打印时几乎无需换料,总共只发生 3 次换料,浪费 10g 耗材。
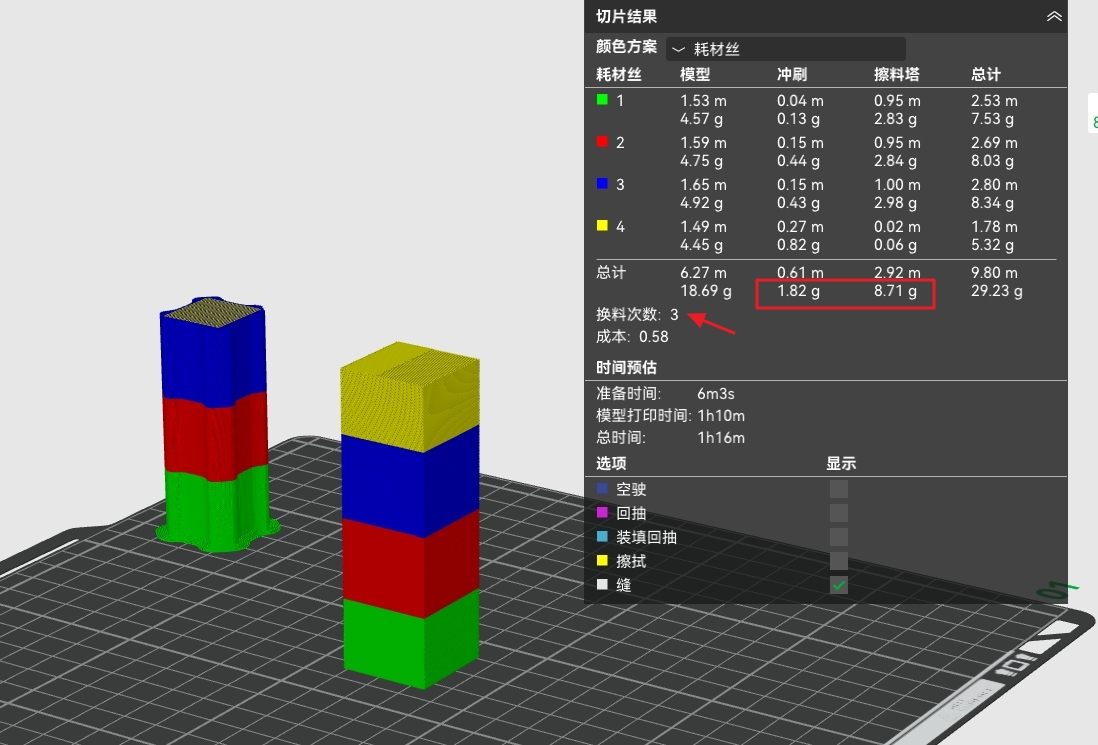
但如果横放打印,每一层都有四种颜色,需要三次换料。结果是耗材浪费增加 22 倍,打印时间延长 11 倍!
¶ 同时打印多个零件
当一层中增加相同耗材时并不会增加换料次数,因此在一次打印中增加更多使用相同耗材的对象,可以有效摊薄每个零件的耗材浪费。
最简单的方式就是一次性打印多个相同模型。
¶ 相同着色的相同模型
为了最大化利用换料带来的“浪费”,应尽可能在一次打印中放置多个相同模型。当然,这仅适用于需要打印多个相同模型的情况。
之前的 Bambu Cube 例子,在 0.2 mm 层高下,单个打印需要 153 次换料,浪费 83 克耗材,而零件本身只有 11 克,效率极低。
如果我们复制九个相同方块放在一个打印任务中,换料次数和浪费耗材保持不变,但却额外得到 8 个完成品。
¶ 共享部分颜色的不同模型
非相同模型但满足以下条件:
- 至少共享一种材料
- 如果单独打印会产生一定的浪费
将共享部分颜色的不同模型放在同一打印平台上,带来的耗材节省可能极小(甚至为负),也可能非常显著。其核心原则是:每层共享的耗材越多,收益越大。
¶ 相同颜色的不同零件
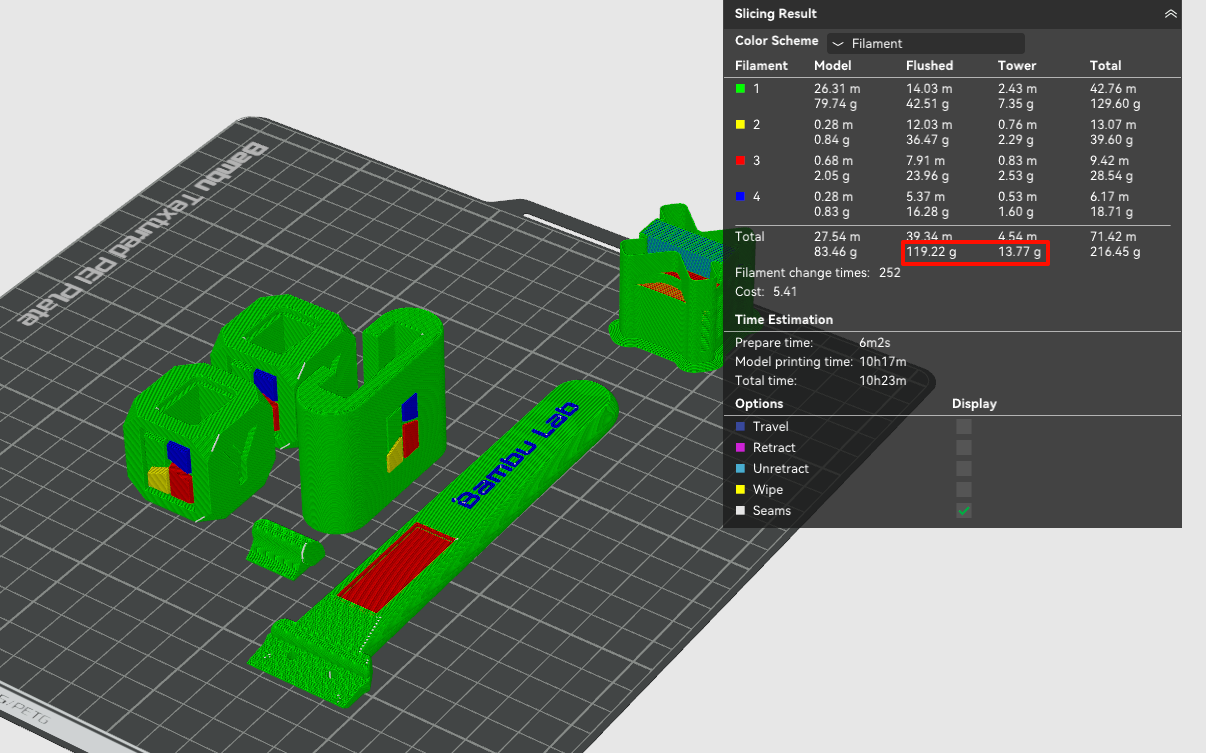
如下例所示,多个零件共享相同的一组颜色。与分开打印相比,同时在一个平台上打印时,浪费显著减少。
如果分开打印:两个 Bambu Cube 在一个平台,刮刀组件三件套在另一个,总共浪费 171 克耗材。
若全部放在同一个平台,总浪费减少 23%,为 133 克。
¶ 仅共享一种颜色的零件
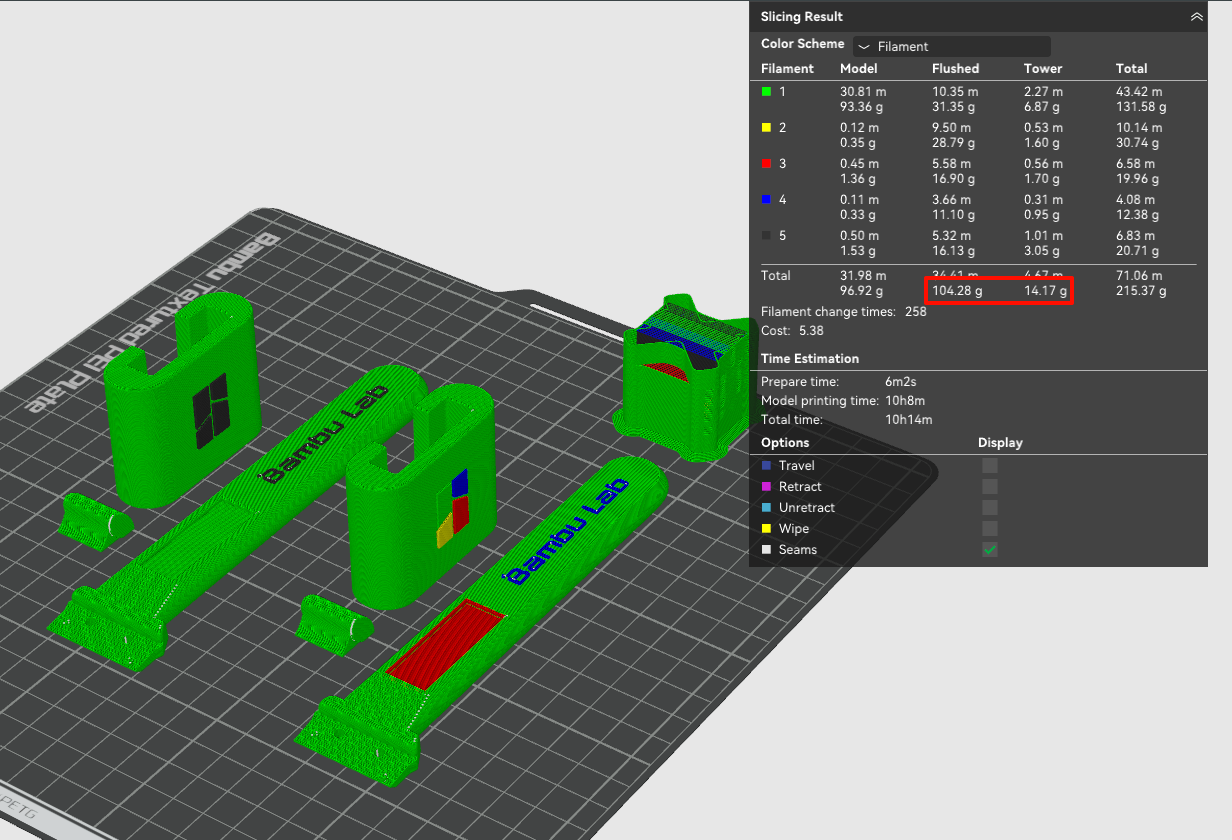
下例中,两个零件组仅共享一种颜色(绿色),而且绿色是主要基色。由于每层都可能受益于共享的绿色,因此节省效果依然不错。
如果分开打印,总浪费为 144 克;若放在同一个平台,总浪费减少 18%,为 118 克。
¶ 相同颜色但配色不兼容的零件
从以上例子来看,很容易误解为“共享耗材越多,浪费越少”。实际上更准确的总结是:每层共享的耗材越多,浪费才会越少。
例如,三个不同的交通锥,它们都使用橙、白、黑三种颜色。理论上看似可以放在一起打印节省浪费,但实际结果却相反。
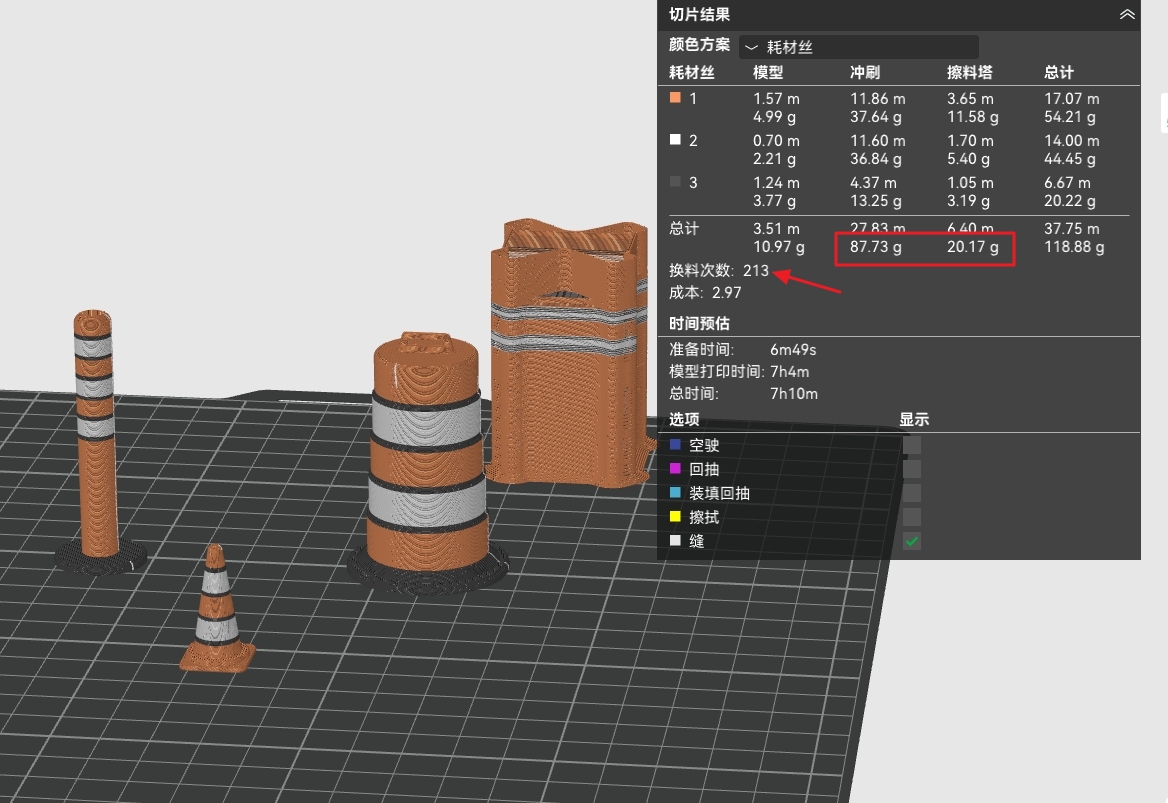
因为这些交通锥采用水平条纹,单独打印时效率已经很高。若放在一起打印,由于条纹高度不一致,反而增加了额外的换料次数。
单独打印时,总浪费 22 克,仅 16 次换料。
放在一起打印时,浪费变为 72 克,增加了三倍以上!
这说明决定耗材浪费的根本因素是每层的换料次数,而不是整体共享耗材的数量。
提醒:综上所述,在比较多材料零件的不同排布方式时,建议始终在 Bambu Studio 中进行切片并对比总耗材用量。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI;点击此处提交服务工单。