¶ 概述
在打印悬垂面时,为保证更好的打印效果,Bambu Studio可以根据您的模型自动降低内外墙打印速度。
¶ 功能介绍
传统的切片软件对不同的走线类型有特定的速度设置,例如,内墙速度,外墙速度,稀疏填充速度,实心填充速度等。内外墙速度对打印模型的表面质量有很大的影响,特别是对于悬垂表面。
一般来说,当整体打印速度较慢时,悬垂面质量通常不会有问题。但对于高速打印场景,即便是层面积大、单层打印时间长且冷却充足,过快的墙速度依然可能导致悬垂表面质量不及预期。对于有明显悬垂结构的模型,当你不想启用支撑又希望悬垂面的打印质量较好时,我们通常建议采用较低的墙速度。然而,模型即使在同一层高度的不同部分也会有不同的悬垂度。为了在打印时间和打印质量之间取得平衡,有必要对悬垂区域进行检测,并以较慢的速度打印。因此我们在Bambu Studio中引入了“悬垂降速”功能来控制不同悬垂部分的墙体速度。
启用“悬垂降速”后,墙的挤出线会根据不同的悬垂程度分成几组。不同悬垂度的线条会被映射到不同的打印速度上。从微观的角度来看,悬垂度以百分比表示,它表示的是挤出线条不受下层的支撑的部分所占挤出线宽的比例,图如下所示(L2=挤出线宽,L1=悬空部分的宽度)。
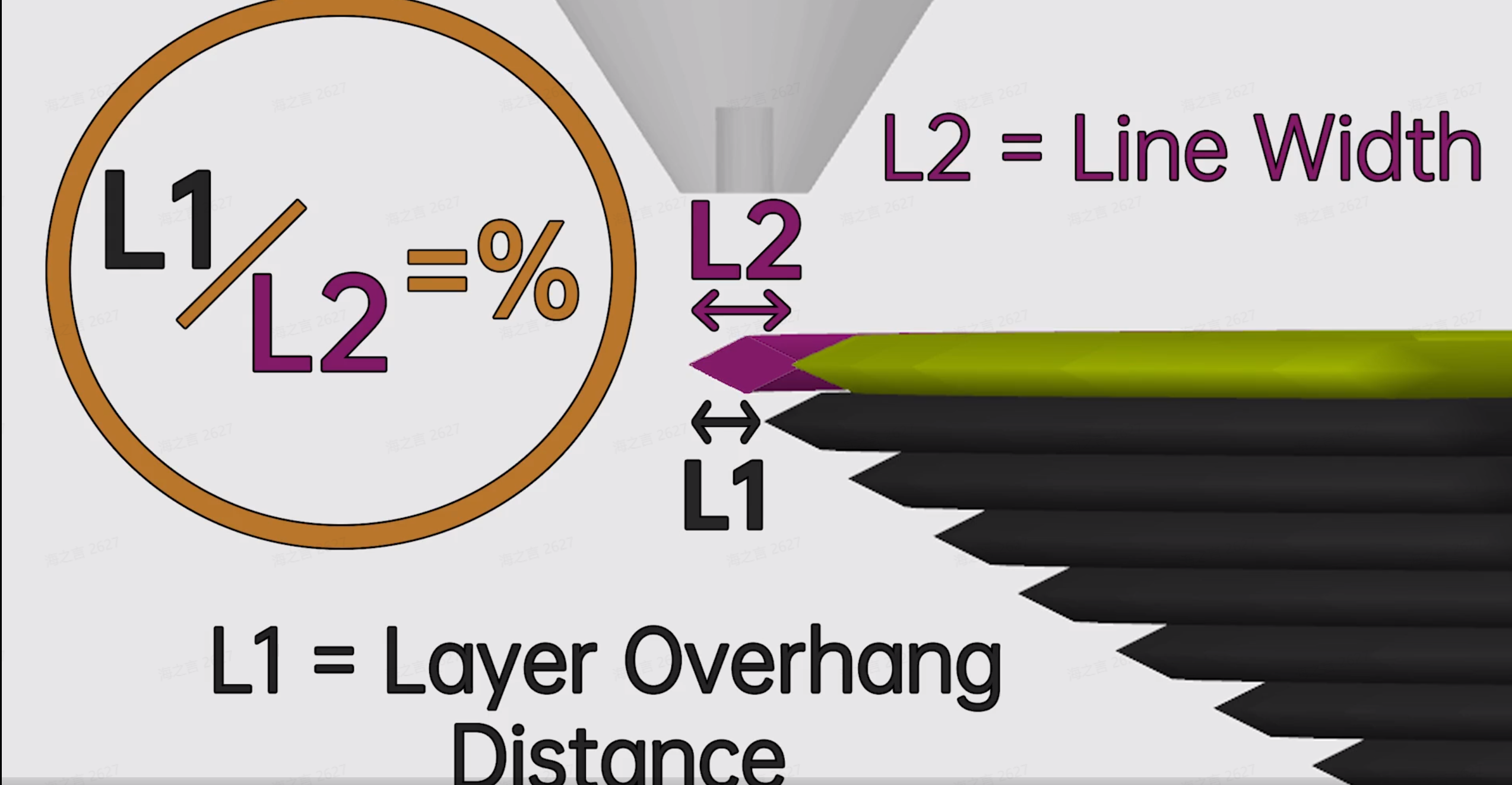
计算墙体每条挤出线的悬垂度需要较长的时间进行二维图形运算。因此,我们把悬垂度分为四个区间,以加快切片速度。
¶ 操作指南
悬垂降速功能在Bambustudio中默认开启,你可以在下图位置修改不同区间的墙速度。注意:速度设为0mm/s代表着不降速。
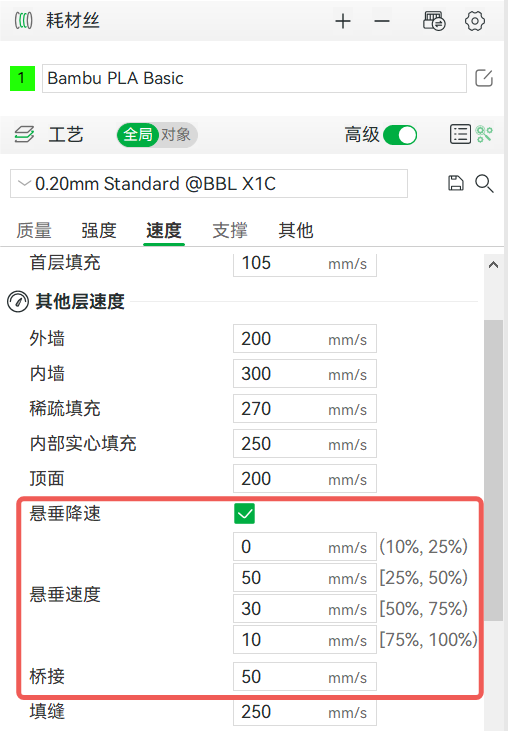
当您不需要此功能时,取消勾选“悬垂降速”,此时悬垂速度会被隐藏并且不起作用。

¶ 应用案例
同时打印两个相同的模型,并为其中一个对象启用“悬垂降速”,在速度预览页上可以看到不同的悬垂打印速度。
(感谢这个测试模型的设计者,可以在这里下载该模型: https://github.com/kickstarter/kickstarter-autodesk-3d)
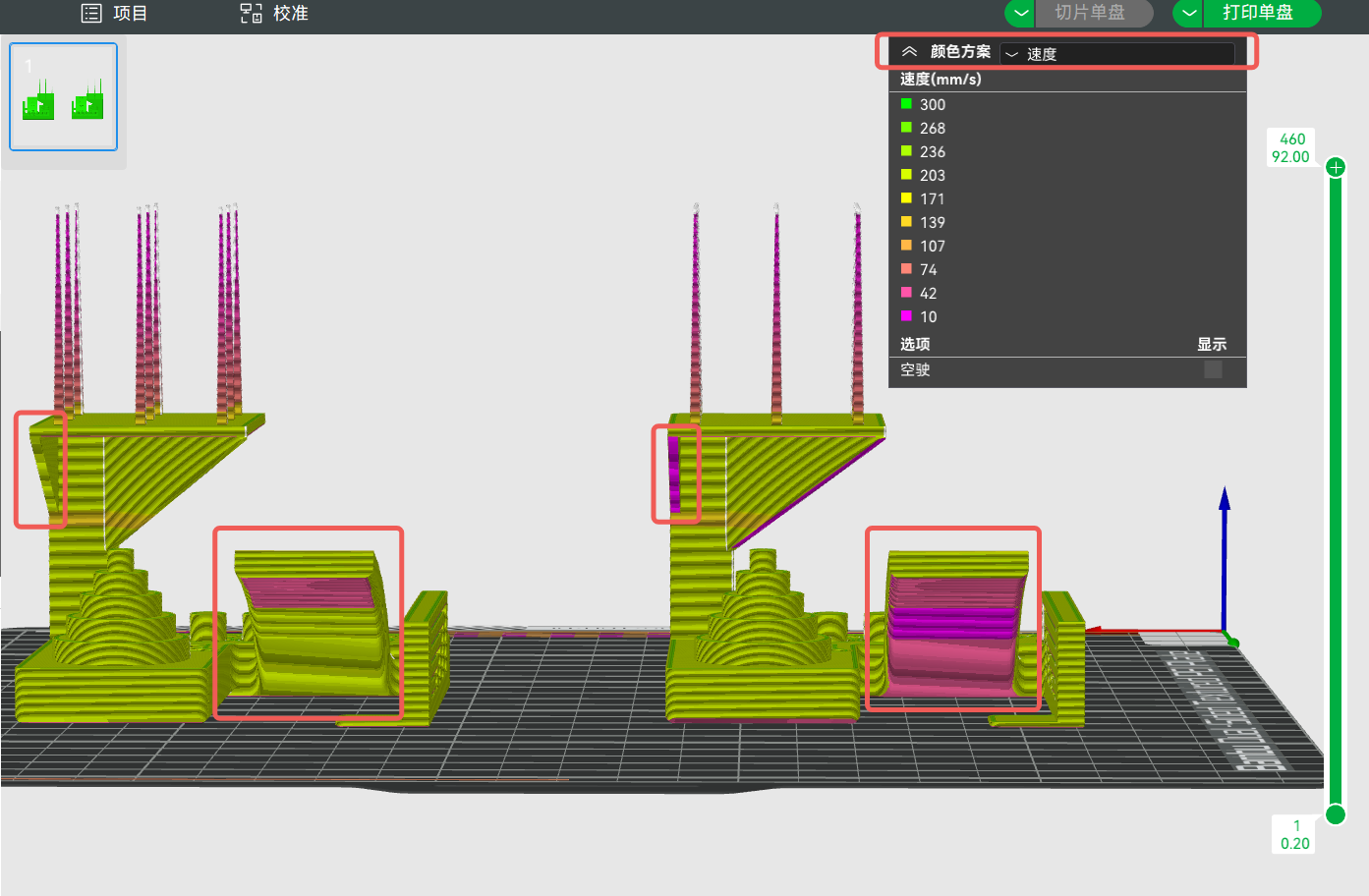
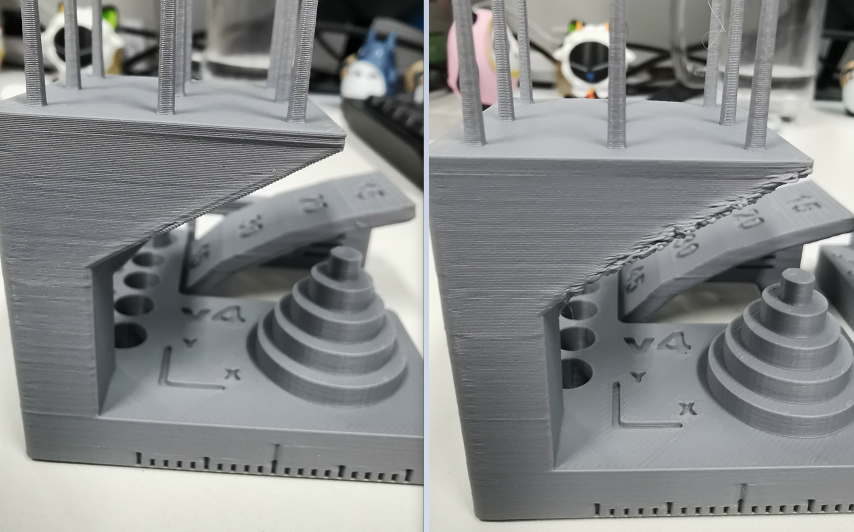
悬垂质量对比如下图所示。左图的模型启用了“悬垂降速”,右图是模型禁用了“悬垂降速”。
我们可以看到左边模型的悬垂面质量比右边好很多。

¶ 特别说明
1. 悬垂度0%表示无悬垂,100%表示悬空墙(桥接)。所以请注意,10%不包括在(10%,25%)部分,100%也不包括在[75%,100%)部分。
2. 所以在某些情况下,模型的倾斜表面的悬垂度可能达到100%从而无法成功启用悬垂降速,而是会采用桥接或完全悬垂墙的速度进行打印。这与模型本身、线宽设置等有关,需要具体分析。
3. Bambu Studio 1.9.1版本引入了平滑过渡悬垂调速功能,所以悬垂区域的速度不再只根据4个区间来分配固定的速度,而是均匀地根据每个区间内的悬垂度来映射对应的过渡速度,这样使得悬垂降速的过渡更加平滑。例如:当悬垂度是25%,对应的速度是50mm/s,悬垂度是50%,对应速度是30mm/s。故每增加1%的悬垂度,就降速 (50-30) / (50-25) = 0.8mm/s。则当采样得到的悬垂度是40%的时候,该部分悬垂的打印速度就是50 - (40-25) *0.8=38mm/s。
注:该平滑调速功能仅在“经典”墙生成器下可用,且有些模型可能单层打印时间较短,故实际打印的速度还会收到冷却降速的影响。