¶ H2D
¶ Front View
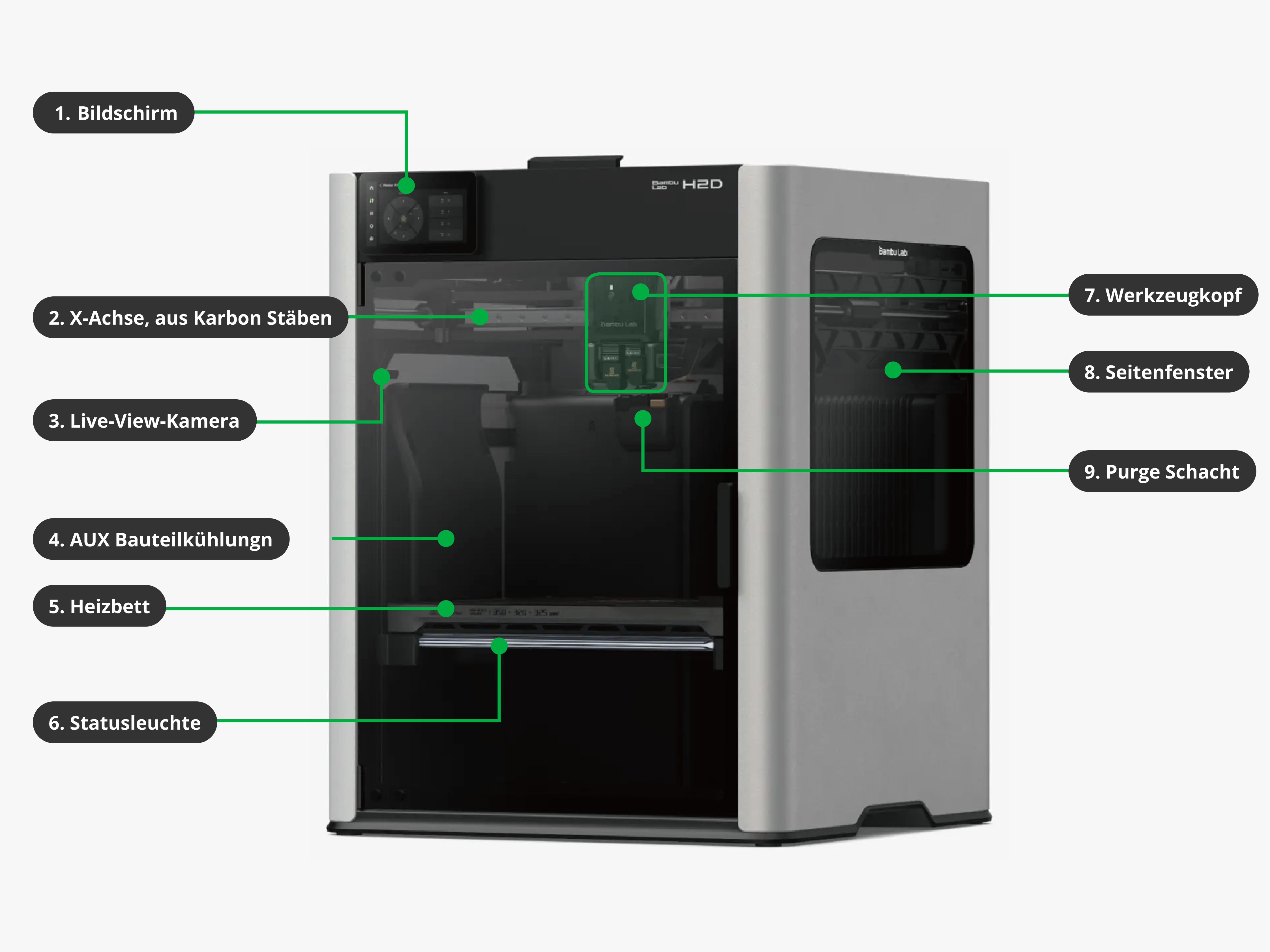
| 1. Screen | Displays printing parameters and controls the printer. |
| 2. X-Axis Linear rail | Ensures that the toolhead maintains a stable and precise position on the X-Axis (left and right movement). |
| 3. Live View Camera | Records and transmits images of the printing process for live monitoring or automatic compilation into timelapse videos of the full printing process. It is also used as a video data source for AI error detection functionality. |
| 4. Auxiliary Part Cooling Fan | A powerful cooling fan installed on the left side of the chamber. It provides cooling air circulation which improves conditions for high-speed printing. |
| 5. Heatbed | The support platform for the build plate where the 3D model is attached and printed. Aside from providing the stable platform with precise movement on the Z-Axis controlling the height of printing, also heats the build plate to provide ideal adhesion properties depending on printing materials. |
| 6. Status Indicator | An LED light bar which displays different patterns and colors to communicate the status of the printer as it relates to printing progress, printing errors, and more. |
| 7. Toolhead | The apparatus which provides solid mounting for printing hardware such as the extruder, hotends, and circuit boards which connect this hardware. In the case of the H2D, contains 2 separate hotends, nozzles, and filament inputs as well as a mechanism to switch the extruder between the left and right hotend. Moves on the XY plane at the top of the print enclosure. |
| 8. Side Glass | Viewing windows on either side of the H2D enclosure which allow the workpiece or hardware within the enclosure to be viewed from side-on. In the case of the Laser equipped H2D, this glass has a green laser safety tint installed. |
| 9. Purge Wiper | A set of nozzle cleaning tools which detach unwanted filament purge or print debris from the nozzles to prevent contamination of the 3D part. |
¶ Toolhead View
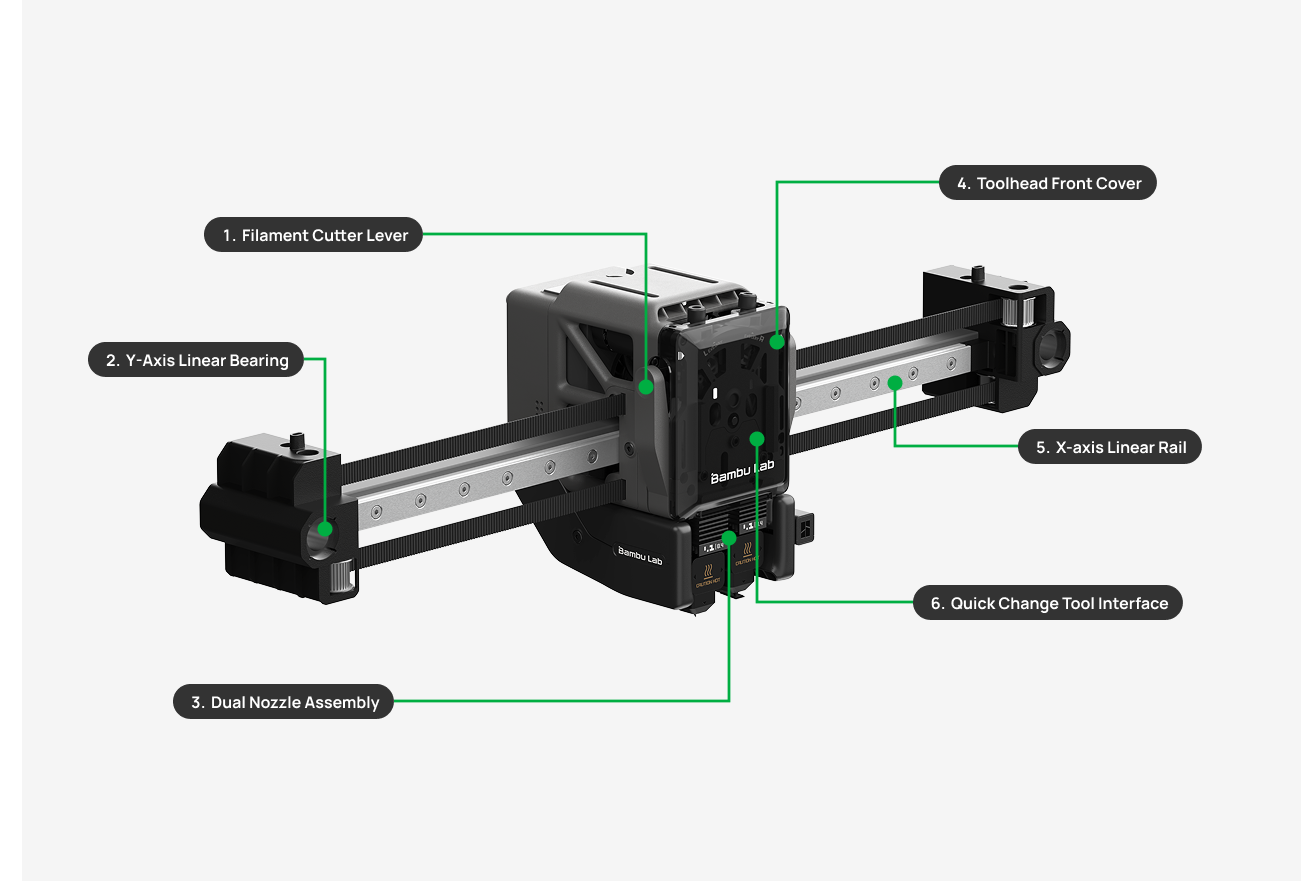
| 1. Filament Cutter Lever | Used for holding the cutter and pushing it to cut filaments. |
| 2. Y-axis | Ensures that the toolhead maintains a stable and precise position on the Y-Axis (forward and backward movement). |
| 3. Dual Nozzle Assembly | Holds the two hotends/nozzles and switches between them by moving the left hotend up and down. |
| 4. Toolhead Front Cover | Designed to protect the front part of the toolhead. Covers and protects the Quick Change Tool interface and keeps debris from the extruder gears and internal mechanisms. |
| 5. X-axis Linear Rail | Ensures that the toolhead maintains a stable and precise position on the X-Axis (left and right movement). |
| 6. Quick Change Tool Interface | Links the FPC cable and indicator lights for both extruders while offering a seamless attachment point for the laser and cutting modules. |
¶ H2S
¶ Front View
.png)
| 1. Screen | Displays printing parameters and controls the printer. |
| 2. X-axis Linear rail | Ensures the toolhead remains fixed on a horizontal surface during X-axis movement. Its lightweight and high rigidity enable stable and fast movement of the toolhead along the X-axis, enabling high-speed printing. |
| 3. Live View Camera | The H2S Live View Camera has a 1920×1080 resolution at 30fps. It allows users to monitor the printer chamber in real time, capture time-lapse videos, and supports AI detection functions for smarter printing management. |
| 4. Auxiliary Part Cooling Fan | A powerful cooling fan installed on the left side of the chamber. It generates airflow over the currently printed layer, which improves conditions for high-speed printing. |
| 5. Toolhead | The main assembly which contains the extruder, filament inlet, hotend, toolhead camera and other electronics. |
| 6. Purge Wiper | The purge wiper is the unit used to clean the nozzle. During printing, the nozzle first passes over a coarse wiping strip to remove larger filament residues. It then moves over a silicone strip for fine cleaning, ensuring the nozzle tip is fully clean and ready for precise printing. |
| 7. Heatbed | The primary function of the heatbed is to heat the printing surface, helping the printed layers adhere better to the build plate. Without heat, the deposited filament cools rapidly, and the tension between the layers can cause warping. |
| 8. Status Indicator | An LED light bar which displays different patterns and colors to communicate the status of the printer as it relates to printing progress, printing errors, and more. |
¶ Toolhead View
.png)
| 1. X-axis Linear Rail | This fan ensures the toolhead remains horizontal during X-axis movement. Its lightweight and high rigidity enable stable and fast X-axis movement, enabling high-speed printing. |
| 2. Cooling Fan for Hotend | Its main role is to keep the hotend temperature stable, preventing overheating and reducing the risk of nozzle clogging. |
| 3. Part Cooling Fan | The part cooling fan channels air through a duct, directing it precisely around the nozzle. This focused airflow quickly cools the freshly extruded filament, enhancing layer bonding, minimizing warping, and ensuring consistent print quality. |
| 4. X Belt | The X Belt is a key transmission component on the X-axis. The belt links the X motor to the toolhead, ensuring smooth and precise movement. |
| 5. Toolhead Camera | A 1600×1200 resolution camera at 30fps is built into the toolhead for motion accuracy calibration, ensuring precise printing. |
| 6. Silicone Sock for Hotend | It provides optimal thermal insulation for the hotend, allowing it to maintain a stable temperature during printing, while also providing durable protection to prevent filament from sticking to the hotend. |
¶ X1-Serie
¶ Frontansicht
.png)
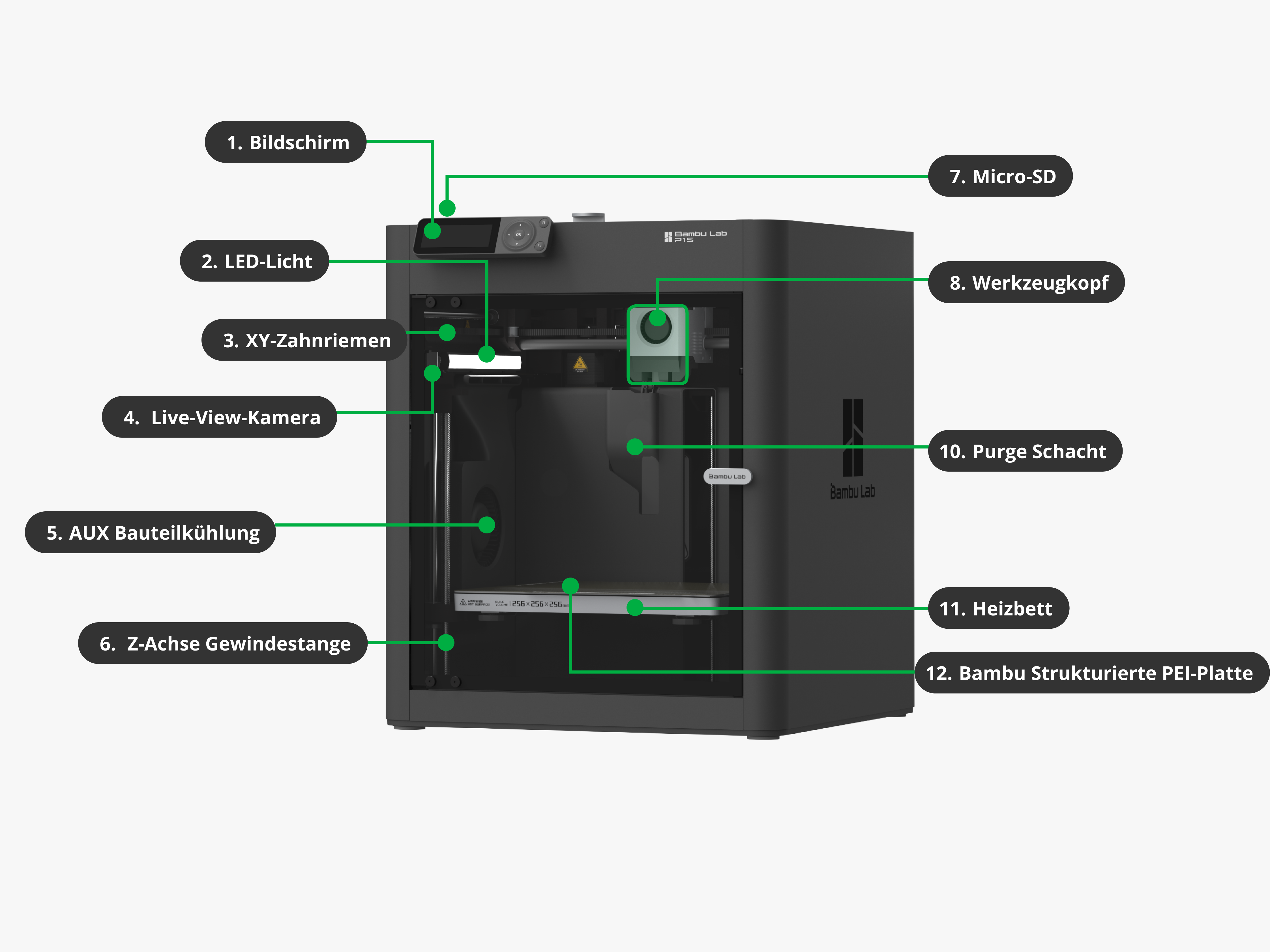
| 1. Bildschirm | Zeigt Druckparameter an und steuert den Drucker. |
| 2. LED-Licht | Es ist eine Beleuchtung, das im 3D-Drucker montiert ist, damit der Benutzer den Druckvorgang besser beobachten kann. |
| 3. XY-Zahnriemen | Es ist ein offener Antriebsriemen mit einer Teilungslänge von 1442 mm für X1- und P1-Serien-Drucker. Seine Hauptfunktion besteht darin, die Bewegung des Motors mit hoher Präzision auf den Werkzeugkopf zu übertragen. |
| 4. Live-View-Kamera | Die Kamera hat zwei Funktionen: Fern-Livestreams und Zeitraffer. Die Drucker der Serien X1, P1 und A1 sind standardmäßig mit einer Kamera ausgestattet. Die Kameraspezifikationen der X1-Serie sind besser als die der P1- und A1-Serie. |
| 5. AUX Bauteilkühlung | Ein leistungsstarker 12W Kühlventilator, der auf der linken Seite der Kammer installiert ist. Er sorgt für bessere Kühlung beim hohen Druckgeschwindigkeiten |
| 6. Z-Achse Gewindestange | steuert die vertikale bewegung des Heizbettes |
| 7. Micro-SD | Wird verwendet, um Dateien wie Druckdateien, den Cache und Videos des Druckvorgangs zu speichern. |
| 8. Werkzeugkopf | Der Druckkopf enthält mehrere Teile wie den Extruder, den Hotend und die Werkzeugkopfsteuerung. |
| 9. X-Achse, aus Karbon Stäben | Stellt sicher, dass die Bewegung des Werkzeugkopfes entlang der X-Achse konstant auf der horizontalen Ebene bleibt. Die leichte und hochfeste Bauweise ermöglicht es dem Werkzeugkopf, eine stabile und schnelle Bewegung entlang der X-Achse zu erreichen, was höhere Druck Geschwindigkeiten ermöglicht. |
| 10. Purge Schacht | Er ist auf der Rückseite des Druckers und wird verwendet, um das überschüssige Filament aus dem Drucker zu leiten. |
| 11. Heizbett | Die Hauptfunktion des Heizbetts besteht darin, die Grundfläche zu erwärmen, um dem Filament zu helfen, besser an der Bauplatte zu haften. Wenn die Druckoberfläche nicht beheizt wird, kann es sein, dass die erste Filamentschicht, die auf das Heizbett aufgetragen wird, nicht an der Heizbettoberfläche haftet, was dazu führen kann, dass der Druck sich verzieht oder sogar während des weiteren Druckvorgangs abfällt. |
| 12. Bambu Strukturierte PEI-Platte | Es wird hergestellt, indem ein Edelstahlblech mit einer Schicht PEI-Pulver beschichtet wird, wodurch eine strukturierte Oberfläche auf beiden Seiten entsteht. Was es auszeichnet, ist seine spezielle raue Textur, die auf die Unterseite Ihrer Drucke übertragen wird. Diese Platte funktioniert gut mit einer Vielzahl von Materialien und bietet oft hervorragende Haftung ohne Klebstoffe, was sie benutzerfreundlich macht. Darüber hinaus ist die PEI-Beschichtung auf den Platten langlebig und hat eine lange Lebensdauer. |
¶ Druckkopfansicht
.png)
| 1. Filamentschneider | Wird verwendet, um das Filament über dem Hotend abzuschneiden |
| 2. XY-Riemenspanner mit Umlenkrolle | Es besteht aus einer Umlenkrolle und einer Halterung, die den Riemen durch eine feder automatisch gespannt hält |
| 3. Extruder-Zahnradbaugruppe aus gehärtetem Stahl | Ein internes Zahnradbauteil der Extrudereinheit. Es besteht aus einem angetriebenen Zahnrad und einem passiven Zahnrad, die zusammenarbeiten, um das Filament in das Hotend zu fördern. |
| 4. Werkzeugkopf-Frontabdeckung | Dazu konzipiert, den vorderen Teil des Werkzeugkopfes zu schützen. Für die A1-Serie verfügt es über ein rundes Fenster, welches ermöglicht die rotation des Extruderzahnrads von außen zu erkennen; für die X1/P1-Serie enthält es auch den Bauteilkühllüfter. |
| 5. X-Achse Kohlenstoffstäbe | Stellen sicher, dass die X-Achsen-Bewegung des Werkzeugkopfes konstant auf der horizontalen Ebene bleibt. Die leichte und hochfeste Bauweise ermöglicht es dem Werkzeugkopf, eine stabile und schnelle Bewegung entlang der X-Achse zu erreichen, was höhere Druck Geschwindigkeiten ermöglicht. |
| 6. Bauteilkühlventilator | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckvorgangs sicherzustellen. Hilft, das Material schneller abzukühlen, während es extrudiert wird, sodass jede Schicht aushärten und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
¶ P1-Serie
¶ Frontansicht
| 1. Bildschirm | Zeigt Druckparameter an und steuert den Drucker. |
| 2. LED-Licht | Es ist eine Beleuchtung, das im 3D-Drucker montiert ist, damit der Benutzer den Druckvorgang besser beobachten kann. |
| 3. XY-Zahnriemen | Es ist ein offener Antriebsriemen mit einer Teilungslänge von 1442 mm für X1- und P1-Serien-Drucker. Seine Hauptfunktion besteht darin, die Bewegung des Motors mit hoher Präzision auf den Werkzeugkopf zu übertragen. |
| 4. Live-View-Kamera | Die Kamera hat zwei Funktionen: Fern-Livestreams und Zeitraffer. Die Drucker der Serien X1, P1 und A1 sind standardmäßig mit einer Kamera ausgestattet. Die Kameraspezifikationen der X1-Serie sind besser als die der P1- und A1-Serie. |
| 5. AUX Bauteilkühlung | Ein leistungsstarker 12W Kühlventilator, der auf der linken Seite der Kammer installiert ist. Er sorgt für bessere Kühlung beim hohen Druckgeschwindigkeiten |
| 6. Z-Achse Gewindestange | steuert die vertikale bewegung des Heizbettes |
| 7. Micro-SD | Wird verwendet, um Dateien wie Druckdateien, den Cache und Videos des Druckvorgangs zu speichern. |
| 8. Werkzeugkopf | Der Druckkopf enthält mehrere Teile wie den Extruder, den Hotend und die Werkzeugkopfsteuerung. |
| 9. X-Achse, aus Karbon Stäben | Stellt sicher, dass die Bewegung des Werkzeugkopfes entlang der X-Achse konstant auf der horizontalen Ebene bleibt. Die leichte und hochfeste Bauweise ermöglicht es dem Werkzeugkopf, eine stabile und schnelle Bewegung entlang der X-Achse zu erreichen, was höhere Druck Geschwindigkeiten ermöglicht. |
| 10. Purge Schacht | Er ist auf der Rückseite des Druckers und wird verwendet, um das überschüssige Filament aus dem Drucker zu leiten. |
| 11. Heizbett | Die Hauptfunktion des Heizbetts besteht darin, die Grundfläche zu erwärmen, um dem Filament zu helfen, besser an der Bauplatte zu haften. Wenn die Druckoberfläche nicht beheizt wird, kann es sein, dass die erste Filamentschicht, die auf das Heizbett aufgetragen wird, nicht an der Heizbettoberfläche haftet, was dazu führen kann, dass der Druck sich verzieht oder sogar während des weiteren Druckvorgangs abfällt. |
| 12. Bambu Strukturierte PEI-Platte | Wird hergestellt, indem ein Edelstahlblech mit einer Schicht PEI-Pulver beschichtet wird, wodurch eine strukturierte Oberfläche auf beiden Seiten entsteht. Was diese auszeichnet, ist seine spezielle raue Textur, die auf die Unterseite der Druckdateien übertragen wird. Diese Platte funktioniert gut mit einer Vielzahl von Materialien und bietet meist hervorragende Haftung ohne Klebstoffe, was sie besonders benutzerfreundlich macht. Darüber hinaus ist die PEI-Beschichtung auf den Platten sehr langlebig |
¶ Druckkopfansicht
| 1. Filamentschneider | Wird verwendet, um das Filament über dem Hotend abzuschneiden |
| 2. XY-Riemenspanner mit Umlenkrolle | Es besteht aus einer Umlenkrolle und einer Halterung, die den Riemen durch eine feder automatisch gespannt hält |
| 3. Extruder-Zahnradbaugruppe aus gehärtetem Stahl | Ein internes Zahnradbauteil der Extrudereinheit. Es besteht aus einem angetriebenen Zahnrad und einem passiven Zahnrad, die zusammenarbeiten, um das Filament in das Hotend zu fördern. |
| 4. Werkzeugkopf-Frontabdeckung | Dazu konzipiert, den vorderen Teil des Werkzeugkopfes zu schützen. Für die A1-Serie verfügt es über ein rundes Fenster, welches ermöglicht die rotation des Extruderzahnrads von außen zu erkennen; für die X1/P1-Serie enthält es auch den Bauteilkühllüfter. |
| 5. X-Achse Kohlenstoffstäbe | Stellen sicher, dass die X-Achsen-Bewegung des Werkzeugkopfes konstant auf der horizontalen Ebene bleibt. Die leichte und hochfeste Bauweise ermöglicht es dem Werkzeugkopf, eine stabile und schnelle Bewegung entlang der X-Achse zu erreichen, was höhere Druck Geschwindigkeiten ermöglicht. |
| 6. Bauteilkühlung | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckvorgangs sicherzustellen. Hilft, das Material schneller abzukühlen, während es extrudiert wird, sodass jede Schicht aushärten und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
¶ A1
¶ Frontansicht
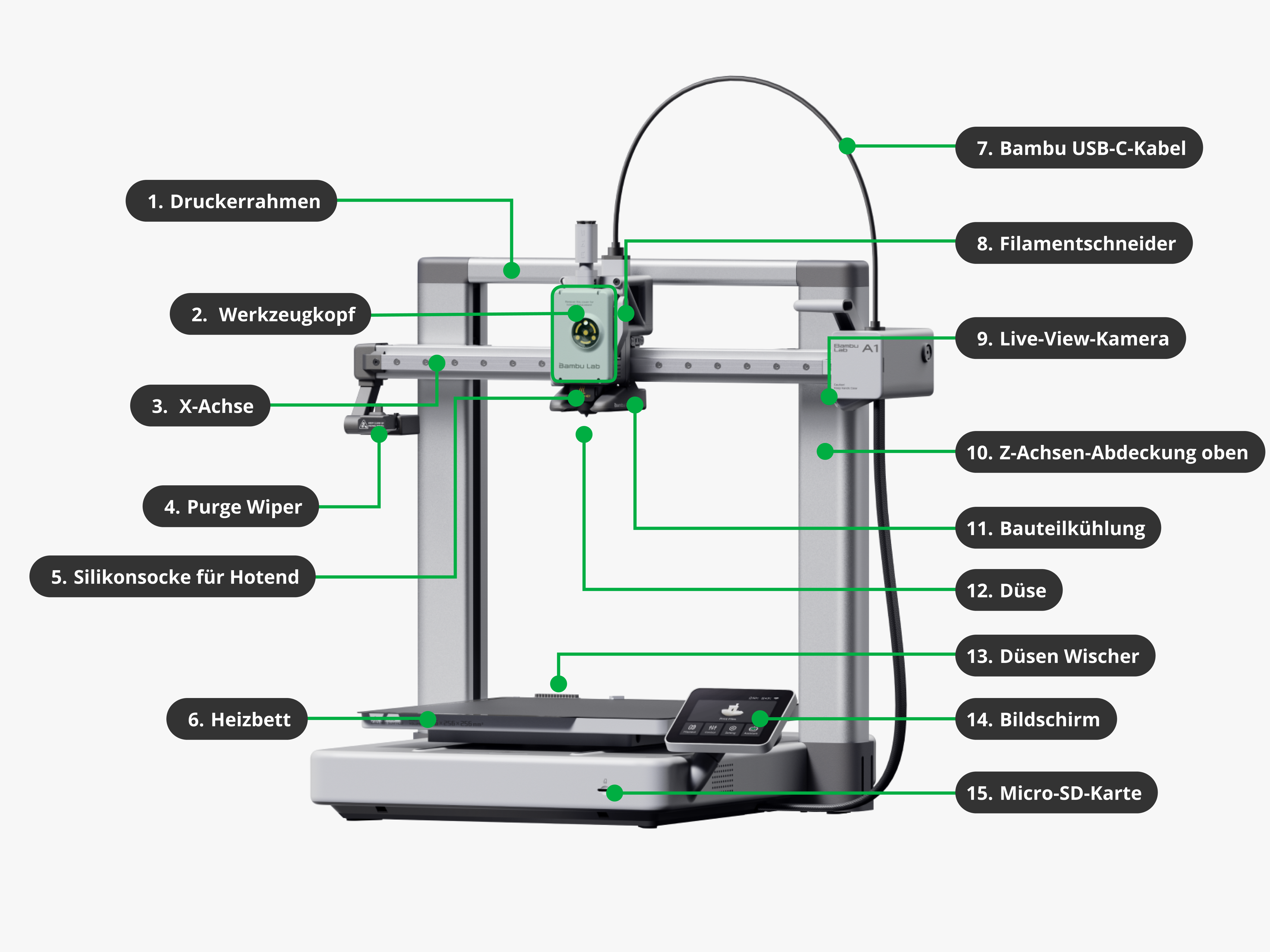
| 1. Druckerrahmen | Das strukturelle Gerüst der A1-Serie Drucker, das den Druckkopf und das Heizbett stützt und während des Druckvorgangs Stabilität gewährleistet. |
| 2. Werkzeugkopf | Enthält mehrere Teile wie den Extruder, den Hotend und die Werkzeugkopfplatine. |
| 3. X-Achse | Stellt sicher, dass die Bewegung des Werkzeugkopfes auf der X-Achse konstant auf der horizontalen Ebene bleibt. Die X-Achse verwendet eine lineare Schienenführung, die Stabilität, gleichmäßige Bewegung, verbesserte Führungspräzision und Langlebigkeit bietet. |
| 4. Purge Wiper | Darauf ausgelegt, Abfallfilament, das vom Hotend des Druckers erzeugt wird, effizient zu entfernen. Es sammelt das Abfallfilament in verschiedenen Phasen, einschließlich der Druckereinrichtung, Pausen- und Wiederaufnahmevorgängen sowie Filamentwechseln für den Mehrfarbdruck. Sein Zweck ist es, das ordnungsgemäße Management und die Entsorgung von Abfallmaterialien für nahtlose Druckprozesse sicherzustellen. |
| 5. Silikonsocke für Hotend | Diese besteht aus hochwertigem Silikon für eine höhere Temperaturbeständigkeit (bis zu 300°C). Es bietet eine optimale Wärmeisolierung für den Hotend, um während des Drucks eine konstante Temperatur zu halten, und bietet gleichzeitig einen Schutz vor anhaftendem Filament am Hotend. |
| 6. Heizbett | Die Hauptfunktion des Heizbetts besteht darin, die Grundfläche zu erwärmen, um dem Filament zu helfen, besser an der Bauplatte zu haften. Wenn die Druckoberfläche nicht beheizt wird, kann es sein, dass die erste Filamentschicht, die auf das Heizbett aufgetragen wird, nicht an der Heizbettoberfläche haftet, was dazu führen kann, dass der Druck sich verzieht oder sogar während des weiteren Druckvorgangs abfällt. |
| 7. Bambu USB-C-Kabel | Wird für die Kommunikation zwischen dem Werkzeugkopf und des Mainboards verwendet. |
| 8. Filamentschneider | Wird verwendet, um das Filament über dem Hotend abzuschneiden |
| 9. Live-View-Kamera | Die Kamera hat zwei Funktionen: Fern-Livestreams und Zeitraffer. Die Drucker der Serien X1, P1 und A1 sind standardmäßig mit einer Kamera ausgestattet. Die Kameraspezifikationen der X1-Serie sind besser als die der P1- und A1-Serie. |
| 10. Bauteilkühlung | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckvorgangs sicherzustellen. Hilft, das Material schneller abzukühlen, während es extrudiert wird, sodass jede Schicht aushärten und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
| 11. Düse | Mit einem integrierten Design ist die Düse in den Heizer integriert und über ein dünnes Metallrohr mit dem Kühlkörper verbunden, um optimale Leistung zu erzielen. Dieses Design ermöglicht es dem Hotend, viel schneller als ein normales Hotend aufzuheizen und minimiert auch effektiv Probleme, die beim Wechseln von Düsen auftreten können. Im Gegensatz zu Edelstahldüsen können gehärtete Stahldüsen kohlenstoff- oder glasfaserverstärkte oder partikelgefüllte Materialien wie PLA-CF/GF, PETG-CF/GF, ABS-CF/GF, PA-CF/GF, PAHT-CF/GF, PET-CF/GF, PLA-Marmor und PLA Sparkle drucken. |
| 12. Düsen Wischer | Ein flexibles Werkzeug, das am Rand des Purge Schacht montiert ist und dazu verwendet wird, den überschüssiges Filament von der Druckerdüse vor dem Drucken zu reinigen. |
| 13. Bildschirm | Zeigt Druckparameter an und steuert den Drucker. |
| 14. Micro-SD-Karte | Wird verwendet, um Dateien wie Druckdateien, zwischengespeicherte Dateien und Videos des Druckvorgangs zu speichern. |
¶ Seitenansicht
.png)
| 1. X-Achsen-Motor | Wird verwendet, um den Werkzeugkopf entlang der X-Achse nach links und rechts zu bewegen. |
| 2. Druckkopf-Platine | Sie ist verantwortlich für die Verarbeitung von Druckbefehlen und die Steuerung der Funktionen des Geräts. |
| 3. Y-Riemen | Ein Übertragungselement innerhalb der Y-Achsen-Baugruppe, das die Verbindung zwischen dem Y-Motor und dem Heizbett ermöglicht und die Bewegung entlang der Y-Richtung gewährleistet. Es ist zwingend erforderlich, den Y-Achsen-Riemen bei starker Abnutzung oder Defekt umgehend zu ersetzen, um Unterbrechungen des Druckerbetriebs zu vermeiden. |
| 4. Z-Achsen-Motor | Ein Schrittmotor, der die Bewegung des Heizbetts in Z-Achsen-Richtung über den Z-Achsen-Synchronriemen antreibt. Das Motorkabel und ein Antriebsrad sind im Lieferumfang enthalten. |
| 5. Z-Achsen-Abdeckung oben | Dafür ausgelegt, die Oberseite der Z-Achse zu schützen. |
| 6. X-Riemen | Er ist ein entscheidendes Übertragungselement innerhalb der X-Achsen-Baugruppe, das die Verbindung zwischen dem X-Motor und dem Werkzeugkopf erleichtert und eine reibungslose Bewegung entlang der X-Richtung ermöglicht. Es ist zwingend erforderlich, den X-Riemen bei starker Abnutzung oder Defekt umgehend zu ersetzen, um Betriebsunterbrechungen des Druckers zu vermeiden. |
| 7. Y-Achsen-Abdeckung oben | Die Schutzabdeckung über der Oberseite der Y-Achse, Sie verhindert das Eindringen von Staub und Schmutz. |
| 8. Z-Riemen | Seine Hauptfunktion besteht darin, die Bewegung des Z-Motors auf die drei Z-Achsen-Trapezspindeln zu übertragen. |
¶ Werkzeugkopfansicht
.png)
| 1. Extruder-Filamentsensor | Am Extruder installiert, um zu erkennen, ob das aktuelle Druckfilament zum Extruder geliefert wurde und ob der Filamentschneider korrekt funktioniert |
| 2. Extrudereinheit | Sie ist dafür verantwortlich, das Filament von der Spule zu ziehen und in das Hotend zu führen. Der Extruder muss die Länge des durch extrudierten Filaments genau steuern und ist eine der Kernkomponenten eines 3D-Druckers. |
| 3. Kühlventilator für Hotend | Er wird verwendet, um die Wärmelabeitung des Hotend-Kühlkörpers zu verbessern und zu verhindern, dass Wärme auf andere Komponenten wie den Extruder übertragen wird. Der Kühlventilator ist ein sich schnell drehendes Teil, daher berühren Sie ihn nicht, während er läuft. |
| 4. Hotend mit Düse | Mit einem integrierten Design ist die Düse in den Heizer integriert und über ein dünnes Metallrohr mit dem Kühlkörper verbunden, um optimale Leistung zu erzielen. Dieses Design ermöglicht es dem Hotend, viel schneller als ein normales Hotend aufzuheizen und minimiert auch effektiv Probleme, die beim Wechseln von Düsen auftreten können. Im Gegensatz zu Edelstahldüsen können gehärtete Stahldüsen kohlenstoff- oder glasfaserverstärkte oder partikelgefüllte Materialien wie PLA-CF/GF, PETG-CF/GF, ABS-CF/GF, PA-CF/GF, PAHT-CF/GF, PET-CF/GF, PLA-Marmor und PLA Sparkle drucken. |
| 5. Bambu USB-C-Kabel | Wird für die Kommunikation zwischen dem Werkzeugkopf und der Hauptplatine verwendet. |
| 6. Werkzeugkopf Hauptrahmen | Er wird verwendet, um den Werkzeugkopf zu stbilisierenund einen stabilen Bewegungsablauf während des Druckvorgangs zu gewährleisten. |
| 7. Extrudermotor | Er ist am Werkzeugkopf installiert und wird verwendet, um die Bewegung des Extruders anzutreiben. |
| 8. Hotend-Heizbaugruppe | Er wird verwendet, um die Düse auf die erforderliche Temperatur zu erhitzen. |
| 9. Bauteilkühlung | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckvorgangs sicherzustellen. Hilft, das Material schneller abzukühlen, während es extrudiert wird, sodass jede Schicht aushärten und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
¶ A1 mini
¶ Frontansicht
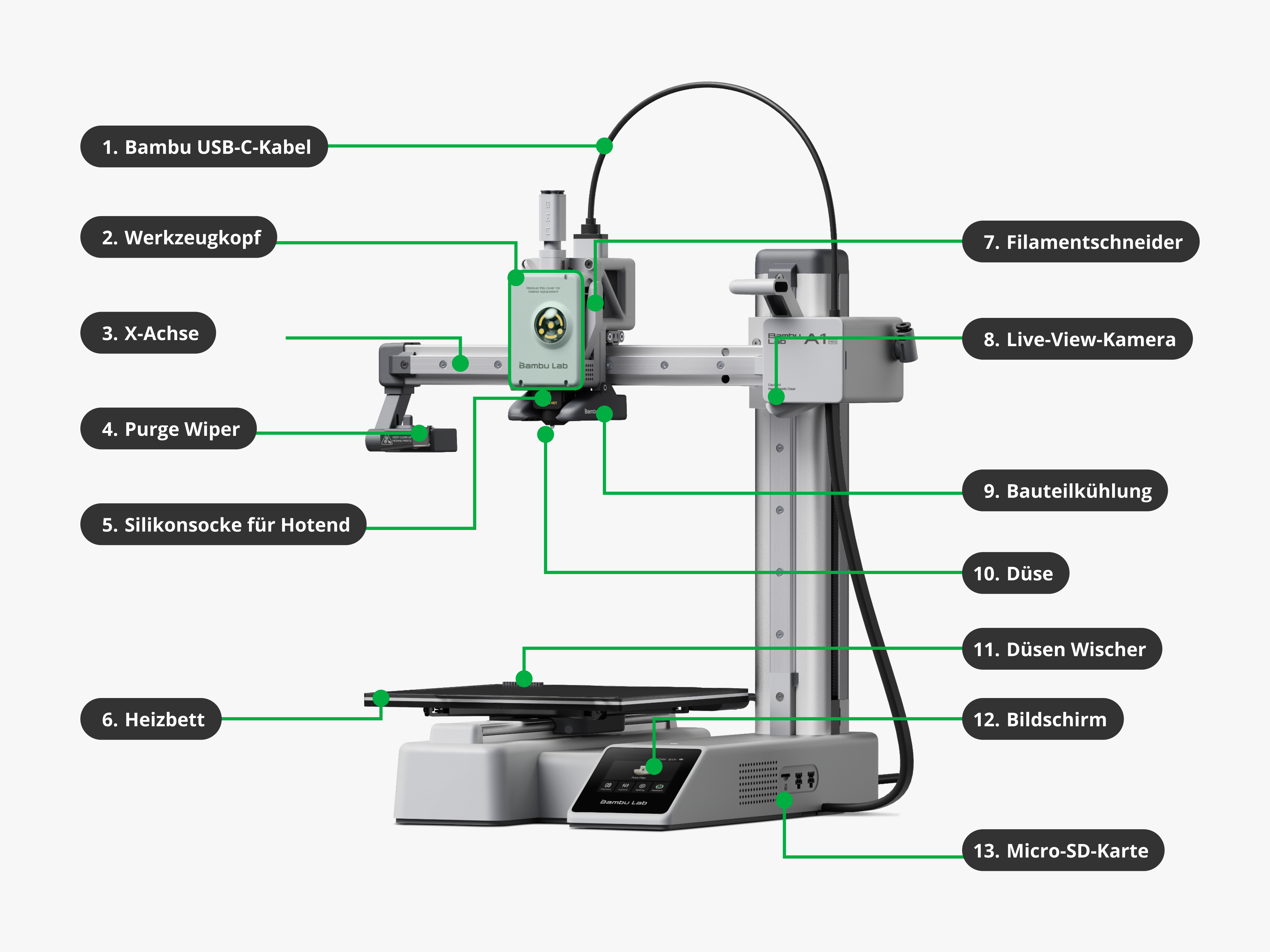
| 1. Bambu USB-C-Kabel | Wird für die Kommunikation zwischen dem Werkzeugkopf und der Hauptplatine verwendet. |
| 2. Werkzeugkopf | Enthält mehrere Teile wie den Extruder, den Hotend und die Werkzeugkopfplatine. |
| 3. X-Achse | Stellt sicher, dass die Bewegung des Werkzeugkopfes auf der X-Achse konstant auf der horizontalen Ebene bleibt. Die X-Achse verwendet eine lineare Schienenführung, die Stabilität, gleichmäßige Bewegung, verbesserte Führungspräzision und Langlebigkeit bietet. |
| 4. Purge Wiper | Darauf ausgelegt, Abfallfilament, das vom Hotend des Druckers erzeugt wird, effizient zu entfernen. Es sammelt das Abfallfilament in verschiedenen Phasen, einschließlich der Druckereinrichtung, Pausen- und Wiederaufnahmevorgängen sowie Filamentwechseln für den Mehrfarbdruck. Sein Zweck ist es, das ordnungsgemäße Management und die Entsorgung von Abfallmaterialien für nahtlose Druckprozesse sicherzustellen. |
| 5. Silikonsocke für Hotend | Diese besteht aus hochwertigem Silikon für eine höhere Temperaturbeständigkeit (bis zu 300°C). Es bietet eine optimale Wärmeisolierung für den Hotend, um während des Drucks eine konstante Temperatur zu halten, und bietet gleichzeitig einen Schutz vor anhaftendem Filament am Hotend. |
| 6. Heizbett | Die Hauptfunktion des Heizbetts besteht darin, die Grundfläche zu erwärmen, um dem Filament zu helfen, besser an der Bauplatte zu haften. Wenn die Druckoberfläche nicht beheizt wird, kann es sein, dass die erste Filamentschicht, die auf das Heizbett aufgetragen wird, nicht an der Heizbettoberfläche haftet, was dazu führen kann, dass der Druck sich verzieht oder sogar während des weiteren Druckvorgangs abfällt. |
| 7. Filamentschneider | Wird verwendet, um das Filament über dem Hotend abzuschneiden |
| 8. Live-View-Kamera | Die Kamera hat zwei Funktionen: Fern-Livestreams und Zeitraffer. Die Drucker der Serien X1, P1 und A1 sind standardmäßig mit einer Kamera ausgestattet. Die Kameraspezifikationen der X1-Serie sind besser als die der P1- und A1-Serie. |
| 9. Bauteilkühlung | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckvorgangs sicherzustellen. Hilft, das Material schneller abzukühlen, während es extrudiert wird, sodass jede Schicht aushärten und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
| 10. Düse | Mit einem integrierten Design ist die Düse in den Heizer integriert und über ein dünnes Metallrohr mit dem Kühlkörper verbunden, um optimale Leistung zu erzielen. Dieses Design ermöglicht es dem Hotend, viel schneller als ein normales Hotend aufzuheizen und minimiert auch effektiv Probleme, die beim Wechseln von Düsen auftreten können. Im Gegensatz zu Edelstahldüsen können gehärtete Stahldüsen kohlenstoff- oder glasfaserverstärkte oder partikelgefüllte Materialien wie PLA-CF/GF, PETG-CF/GF, ABS-CF/GF, PA-CF/GF, PAHT-CF/GF, PET-CF/GF, PLA-Marmor und PLA Sparkle drucken. |
| 11. Düsen Wischer | Ein flexibles Werkzeug, das am Rand des Purge Schacht montiert ist und dazu verwendet wird, den überschüssiges Filament von der Druckerdüse vor dem Drucken zu reinigen. |
| 12. Bildschirm | Zeigt Druckparameter an und steuert den Drucker. |
| 13. Micro-SD-Karte | Wird verwendet, um Dateien wie Druckdateien, zwischengespeicherte Dateien und Videos des Druckvorgangs zu speichern. |
¶ Seitenansicht
.png)
| 1. X-Achsen-Motor | Wird verwendet, um den Werkzeugkopf entlang der X-Achse nach links und rechts zu bewegen. |
| 2. Z-Achsen-Abdeckung oben | Dafür ausgelegt, die Oberseite der Z-Achse zu schützen. |
| 3. Druckkopf-Platine | Sie ist verantwortlich für die Verarbeitung von Druckbefehlen und die Steuerung der Funktionen des Geräts. |
| 4. Filamenthalter | Wird verwendet, um das Filament am Drucker zu befestigen, wenn das AMS Lite nicht verwendet wird. |
| 5. Heizbettkabel | Es verbindet das A1 Mini-Heizbett mit dem Mainboard, welches das Heizbett mit Strom zu versorgen und Rückmeldungen über die Temperatur des Heizbetts gibt. |
| 6. X-Achsen-Motorabdeckung | Eine weiße geschlossene Box, die den X-Motor abdeckt, einschließlich einer Frontblende, einer hinteren Blende und einem Mittelrahmen. |
| 7. Extrudermotor | Er ist am Werkzeugkopf installiert und wird verwendet, um die Bewegung des Extruders anzutreiben. |
| 8. X-Riemen | Er ist ein entscheidendes Übertragungselement innerhalb der X-Achsen-Baugruppe, das die Verbindung zwischen dem X-Motor und dem Werkzeugkopf erleichtert und eine reibungslose Bewegung entlang der X-Richtung ermöglicht. Es ist zwingend erforderlich, den X-Riemen bei starker Abnutzung oder Defekt umgehend zu ersetzen, um Betriebsunterbrechungen des Druckers zu vermeiden. |
| 9. Y-Achsen-Motor | Wird verwendet, um das Heizbett entlang der Y-Achse zu bewegen. |
| 10. Y-Riemen | Ein Übertragungselement innerhalb der Y-Achsen-Baugruppe, das die Verbindung zwischen dem Y-Motor und dem Heizbett ermöglicht und die Bewegung entlang der Y-Richtung gewährleistet. Es ist zwingend erforderlich, den Y-Achsen-Riemen bei starker Abnutzung oder Defekt umgehend zu ersetzen, um Unterbrechungen des Druckerbetriebs zu vermeiden. |
¶ AMS
¶ Vorderansicht
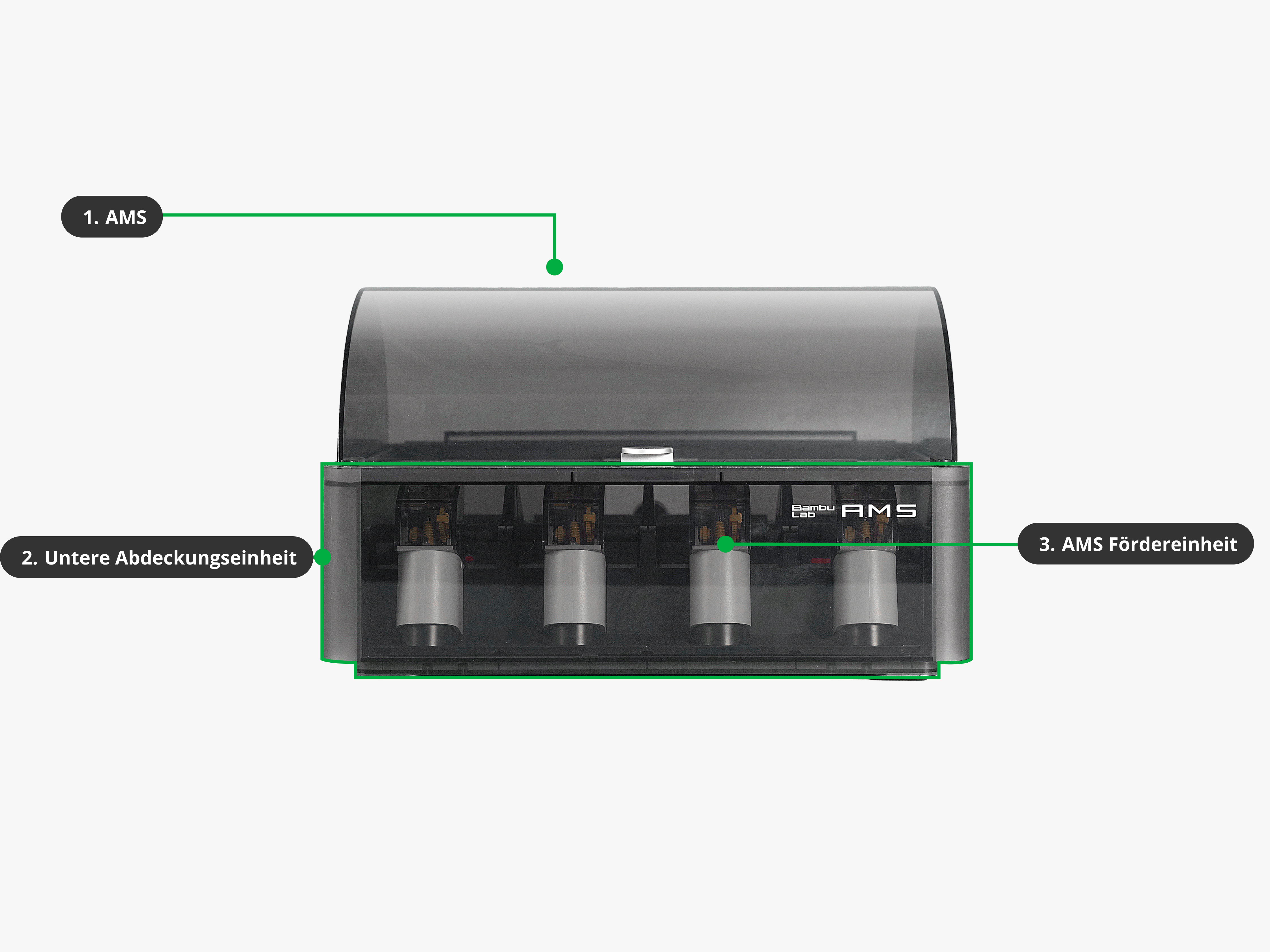
| 1. AMS | AMS, kurz für Automatisiertes Materialsystem, arbeitet mit dem 3D-Drucker zusammen, um automatisierten Mehrfarbdruck zu ermöglichen. AMS lite ist eine Variante der Automatisierten Materialsysteme, die von Bambu Lab entwickelt wurden. |
| 2. Untere Abdeckungseinheit | Eine Bodenschale des AMS mit allen installierten Dichtungen. |
| 3. AMS Fördereinheit | Die AMS-Förderreinheit ist speziell dafür ausgelegt, das AMS beim Drucken mit mehreren Farben und Materialien zu unterstützen. Jedes AMS verfügt über 4 Fördereinheiten, und jede von Ihnen hat ihren eigenen Motor und Zahnräder, um das Filament aktiv zu fördern oder es zurück auf die Spule zu wickeln. Die Fördereinheit hat einen Sensor zur Erkennung des Filaments. Wenn ein Filament eingeführt wird, zieht die Fördereinheit das Filament automatisch ein. Wenn das Filament zurückgewickelt werden muss, treibt die Fördereinheit die AMS-Antriebsrollen an, um die Filament rolle zu drehen. |
¶ Innenansicht
.png)
| 1. Filamentfach | Fächer für das Filament im AMS gewährleisten die reibungslose Zuführung des Filaments zum Extruder. |
| 2. Aktive Rollen | Eine angetriebene Rolle zur Unterstützung der Filamentspule. |
| 3. Interner Nabenmotor | Er wird verwendet, um das Filament beim erreichen des internen Hubs weiterzuleiten |
| 4. Leistungsplatine | Eine Leiterplatte, die Strom vom Drucker erhält und ihn an das AMS weiterleitet. |
| 5. Aktive interne Fördereinheit | Ein Zahnradgetriebe im AMS-Filament-Hub, das das Filament direkt antreibt. |
| 6. Zuführtrichter | Die innere Komponente der AMS-Fördereinheit, die aus Strukturteilen und einer Filamenterkennungssensorplatine besteht. Wenn die Sensorplatine das Einführen von Filament erkennt, zieht die AMS-Fördereinheit das Filament automatisch nach vorne. Wenn das Einführen des Filaments abnormal ist, erkennt die Sensorplatine dies ebenfalls und gibt diese Information an den 3D-Drucker zurück. |
| 7. Aktive Stützschaftbaugruppe | Eine Rolle zur Unterstützung der Filamentspule und auch zum aktiven Antrieb der Spule zum Rollen. |
| 8. RFID-Platine | Kann automatisch das RFID-Tag auf Bambu-Filamentrollen identifizieren. Die Informationen werden dann mit dem Bambu Studio synchronisiert. |
| 9. Interne Verteilereinheit | Befindet sich am unteren Ende des AMS. Sie besteht aus vier Filamentsensoren, einem magnetischen Drehgeber und einem bürstenlosen Motor. Sie kombiniert die vier Filamentwege zu einem. Der Filamentsensor erkennt, wenn das Filament einen bestimmten Ort erreicht hat, was wiederum den Motor aktiviert, um dem Filament zusätzlichen Vorschub zu geben. |
¶ AMS lite

| 1. Abdeckung der Fördereinheit | Die obere Abdeckung für die AMS Lite Fördereinheit, und ist mit Zahlen markiert. |
| 2. Fördereinheit | Ein Kunststoffgehäuse, das die beiden AMS lite Fördereinheiten miteinander verbindet und sie am AMS lite Gehäuse befestigt. |
| 3. Zuführtrichter | Die interne Komponente der AMS Lite-Fördereinheit, die aus Strukturteilen und einer Filamenterkennungssensorplatine besteht. Wenn die Sensorplatine das Einführen von Filament erkennt, zieht der AMS-Erststufenzuführer das Filament automatisch nach vorne. Wenn das Einführen des Filaments abnormal ist, erkennt die Sensorplatine dies ebenfalls und gibt diese Information an den 3D-Drucker zurück. |
| 4. Gehäuse | Das äußere Gehäuse des AMS Lite-Körpers. Es bietet Schutz für die innere Struktur des AMS Lite. |
| 5. Mittlere Gehäuseabdeckung | Ein Kunststoffverbinder, der die beiden AMS lite Fördereinheiten miteinander verbindet und sie am AMS lite Gehäuse befestigt. |
| 6. Drehbarer Spulenhalter | Er ist so konzipiert, dass er die Spule unterstützt und hält, wenn sie am AMS lite befestigt ist. Jeder rotierende Spulenhalter hat 3 Klauen, um die Spule an Ort und Stelle zu sichern. Während die Fördereinheit das Filament zieht, arbeitet der rotierende Spulenhalter koordiniert, um die Spule während des Druckvorgangs rotieren zu lassen. Dies gewährleistet eine kontinuierliche Filamentzufuhr und einen reibungslosen Betrieb. |
| 7. Klammer vom Spulenhalter | Diese wird am Spulenhalter montiert und dient dazu, die Spule an Ort und Stelle zu sichern. Die 3 Gummipads an den Klauen werden verwendet, um die Reibung zwischen den Klauen und der Spule zu erhöhen, wodurch verhindert wird, dass sich die Spule während des Druckvorgangs vom Spulenhalter löst. |
| 8. Standfuß | Eine Halterung, die das AMS lite stützt |
¶ Andere Begriffe
¶ AMS
| AMS-Fördereinheit | Die AMS-Förderreinheit ist speziell dafür ausgelegt, das AMS beim Drucken mit mehreren Farben und Materialien zu unterstützen. Jedes AMS verfügt über 4 Fördereinheiten, und jede von Ihnen hat ihren eigenen Motor und Zahnräder, um das Filament aktiv zu fördern oder es zurück auf die Spule zu wickeln. Die Fördereinheit hat einen Sensor zur Erkennung des Filaments. Wenn ein Filament eingeführt wird, zieht die Fördereinheit das Filament automatisch ein. Wenn das Filament zurückgewickelt werden muss, treibt die Fördereinheit die AMS-Antriebsrollen an, um die Filament rolle zu drehen. |
| AMS-Hauptplatine | Ist die zentrale Steuerplatine des AMS. Sie bietet eine Reihe von Anschlüssen, über die die verschiedenen Funktionskomponenten durch Kabel verbunden sind. |
| AMS-Gummidichtung | Sie hält das Innere des AMS trocken und verlängert die Dauer, mit der Filamente und Trockenmittel Wasser aus der Luft aufnehmen. |
| Filamentpuffer-Steuerplatine | Befindet sich im Inneren des AMS-Filamentpuffers und ist mit einem Hall-Sensor ausgestattet. Sie kann den Zuführstatus des AMS überwachen, indem es die Positionsänderung des Pufferschiebers erkennt. |
| Bambu-Bus-Kabel - 4-polig | Es verbindet den Drucker mit dem Filament-Hub oder Puffer. |
| Bambu-Bus-Kabel - 6-polig | 1. Verbindet ein AMS mit einem anderen AMS, das sich in kürzerer Entfernung befindet 2. Verbindet ein AMS mit dem AMS-Hub oder Filamentpuffer. |
| Bambu 4-in-1 PTFE-Adapter | Ein Adapter, der zum Anschluss des PTFE-Schlauchs verwendet wird. Im Vergleich zum originalen PTFE-Schlauchkuppler kann der 4-in-1-Adapter 4 Zuführmodule gleichzeitig mit dem Drucker verbinden. Bis zu 7 verschiedene Filamente: 1 AMS und andere 3 Filamente. Hilfreich, um den Drucker mit AMS sowie mit anderen Filamenten zu verbinden, die nicht mit AMS kompatibel sind, wie TPU 95A, Bambu PET-CF und andere Markenfilamente, die Kohlefaser/Glasfaser enthalten. |
| Aktive interne Fördereinheit | Ein Zahnradgetriebe im AMS-Filament-Hub, das das Filament direkt antreibt. |
¶ AMS Lite
| AMS lite Zufuhrmotor | Der Motor ist im AMS lite Fördereinheit installiert und wird verwendet, um den Feeder anzutreiben, der das Filament ausgibt. |
| AMS lite 4-Pin-Kabel | Es wird verwendet, um den Drucker und das AMS Lite zu verbinden. Es erfüllt zwei Funktionen: die Bereitstellung von Strom vom Drucker zum AMS Lite und die Kommunikation zwischen den beiden Geräten. Dies ermöglicht es dem Drucker, das AMS Lite zu steuern, sodass es Informationen vom RFID-Tag der Filamentspule lesen und das Umschalten/Extrudieren von mehrfarbigen 3D-Druckfilamenten verwalten kann. |
| AMS lite Filament-Hub-Einheit | Ein wesentlicher Bestandteil des zuverlässigen Filamentwechsels beim Mehrfarben- oder Mehrfilamentdruck. Ein Ende der Einheit verbindet sich mit 4 verschiedenen PTFE-Schläuchen (bis zu 4 Filamente), während das andere Ende mit der Oberseite des Extruders verbunden ist, um das Filament zuzuführen. |
| AMS Lite Top-Montage-Schraubensatz | Es enthält alle notwendigen Schrauben zur Installation des Top Mount Bracket Sets auf dem Bambu Lab A1 Drucker. Das Schraubenset kann helfen, das AMS lite sicher zu montieren. |
| AMS lite Hauptplatine | Ist eine Steuerplatine, die im AMS lite installiert ist. Nach dem Anschluss an den Drucker kann sie das AMS lite steuern. |
¶ Werkzeugkopf
| Werkzeugkopf-Kabel | Das Datenübertragungskabel, das den Werkzeugkopf mit dem Mainboard verbindet, verantwortlich für die Übertragung von Steuersignalen und die Stromversorgung des Werkzeugkopfes. |
| Werkzeugkopf-Abdeckung | Ist die Schutzabdeckung über der Vorderseite des Werkzeugkopfes, die interne Komponenten vor Staub und Beschädigung schützt. |
| Druckkopf-Platinen-Set | Es umfasst die hintere Hauptplatine, die vordere Schnittstellenplatine und das FPC-Kabel. |
| Druckkopf FPC-Kabel | Es wird verwendet, um die Druckkopfboard mit anderen Komponenten zu verbinden und die Übertragung elektrischer Signale sicherzustellen. |
| Extruder-Anschlussplatine | Die Extruder-Anschlussplatine am Werkzeugkopf, die zum Anschluss der Hotend- und Extruder-bezogenen Funktionskomponenten verwendet wird. |
| Extruder-Filamentsensor | Er ist am Extruder installiert, um zu erkennen, ob das aktuelle Druckfilament zum Extruder geliefert wurde und ob der Filamentschneider normal freigegeben wird. |
| Extrudermotor | Er ist am Werkzeugkopf installiert und wird verwendet, um die Bewegung des Extruders anzutreiben. |
| Komplettes Bambu Hotend - Gehärteter Stahl | Es handelt sich um eine Hotend-Baugruppe mit einer gehärteten Stahldüse. Zusätzlich zur Düse umfasst sie auch einen Keramikheizer, einen Thermistor, einen Kühlventilator und eine Silikonsocke. Im Vergleich zu Edelstahl ist gehärteter Stahl nicht nur für gängige 1,75-mm-3D-Druckerfilamente geeignet, sondern auch für technische Filamente wie Nylon-Carbonfaser und Nylon-Glasfaser. Es bietet hervorragende Zähigkeit und Langlebigkeit und ist sehr einfach zu installieren und auszutauschen. |
| Komplettes Bambu Hotend - Edelstahl | Es handelt sich um eine Hotend-Baugruppe mit einer gehärteten Stahldüse. Zusätzlich zur Düse umfasst sie auch einen Keramikheizer, einen Thermistor, einen Kühlventilator und eine Silikonsocke. Sie besteht aus Edelstahl, um eine hohe Temperaturbeständigkeit und Korrosionsbeständigkeit zu gewährleisten. |
| Heizblock-Baugruppe | Wird verwendet, um die Düse auf die erforderliche Temperatur zu erhitzen. |
| Extrudereinheit | Ist dafür verantwortlich, das Filament aus der Spule zu ziehen und in den Hotend zu führen. Der Extruder muss die Länge des extrudierten Filaments genau steuern und ist eine der Kernkomponenten eines 3D-Druckers. |
| Extrudereinheit Frontabdeckung | Es ist eine externe Schutzkomponente des Extruders des 3D-Druckers, die interne Teile vor Staub und äußeren Einflüssen schützt und gleichzeitig die Sicherheit erhöht. |
| Filamentsensorgehäuse | Ist auf der Oberseite der Extrudereinheit des Werkzeugkopfes installiert und dient als feste Basis zur Montage des Filamentsensors. Es dient auch als Basis für den Filament-Hub der A1-Serie Drucker. |
| Gehärtete Stahl-Extruder-Zahnradbaugruppe | Es ist ein internes Zahnradbauteil der Extrudereinheit. Es besteht aus einem angetriebenen Zahnrad und einem aktiven Zahnrad, die zusammenarbeiten, um Filament in den Hotend zu fördern. |
| Direktantrieb-Extruder | Ein Design, bei dem der Extruder direkt am Werkzeugkopf montiert ist, was die Kontrolle und Reaktionsgeschwindigkeit beim Filamentvorschub verbessert. |
| gehärtetes Stahlantriebszahnrad | Ist ein Teil des Extruders, ein Zahnrad aus gehärtetem Material, um es haltbarer und widerstandsfähiger gegen Verschleiß durch harte Materialien zu machen. |
| NTC für Hotend | Er verfügt über eine hochpräzise Temperaturmessung und ein zuverlässiges strukturelles Design. Er ist nur für die Verwendung mit der kompletten Hotend-Baugruppe von Bambu Lab vorgesehen. |
| Keramikheizer für Hotend | Er kann die Düse auf bis zu 300℃ erhitzen, ist nur für die Verwendung mit der kompletten Hotend-Baugruppe von Bambu Lab vorgesehen ist. |
¶ Heizbett
| Heizbett-Signalkabel | Ein 6-poliges Kabel, das die Mainboard-Platine mit dem Heizbett verbindet. |
| Heizbett-Piezo-Schnittstellenplatine | Es ist eine kleine Leiterplatte, die im Heizbett installiert ist und den Heizbettsensor 1 und den Heizbettsensor 2 verbindet. Es gibt 2 davon. |
| Heizbett-Oberfläche(magnetisch) | Eine weiche Gummiplatte mit magnetischen Eigenschaften, die an der Oberfläche der Aluminium-Grundplatte des Heizbetts befestigt ist. Sie ist ein Bestandteil des Heizbetts und seine Hauptfunktion besteht darin, die Bauplatte feszuhalten. |
| Heizbett-Einheit | Die Hauptfunktion des Heizbetts besteht darin, die Druckoberfläche zu erwärmen, um der gedruckten Schicht zu helfen, besser an der Bauplatte zu haften. Wenn die Druckoberfläche nicht beheizt wird, kann es sein, dass die erste auf dem Heizbett abgelegte Filamentschicht nicht stabil an der Heizbettoberfläche haftet, was dazu führen kann, dass der Druck sich verzieht oder sogar während des weiteren Druckvorgangs abfällt. |
| Heizbett-Sensoreinheit | Eine piezoelektrische Keramik mit einer Halterung, die zur Erkennung des Oberflächendrucks auf dem Heizbett verwendet wird. Es sind 3 Sensoren an der Unterseite des Heizbetts installiert. |
¶ Zubehör
| Klebestift für Bauplatte | Bietet eine gute Haftung zwischen der Bauplatte und dem Modell und ist außerdem formaldehydfrei. |
| Flüssigkleber für die Bauplatte | Der Bambu Lab Flüssigkleber ist ein speziell für den 3D-Druck entwickelter Klebstoff, geeignet für Druckmaterialien wie PLA, ABS und PETG auf geeigneten Oberflächen, einschließlich der Cool Plate, High-Temperature Plate und Textured PEI Plate. Bei Verwendung von Bambu Lab Flüssigkleber wird eine konstante Haftung erreicht, ohne Sorgen, dass Modelle abfallen oder sich verziehen. |
| Schmierfett und Schmieröl | Schmierfett wird zur Schmierung von Trapezgewindespindeln oder zur Beseitigung von Geräuschproblemen zwischen Riemen und Umlenkrollen verwendet. Schmieröl wird typischerweise zur Schmierung von Linearführungen, Schienen und Stahlwellen verwendet. |
| AB-Kleber | Es handelt sich um einen Zweikomponentenkleber, der häufig zum Verkleben und Reparieren von 3D-gedruckten Modellen verwendet wird. |
| Hotenreinigungsnadel | Ein Werkzeug zum Reinigen verstopfter Düsen, um einen reibungslosen Druckvorgang zu gewährleisten. |
| Bambu-Schaber | Ein scharfer Schaber, um das Modell von der Druckoberfläche zu lösen. Nachdem die Platte abgekühlt ist, schieben Sie den Schaber vorsichtig unter eine der Ecken des Modells und biegen Sie dann vorsichtig die Bauplatte, um das Modell zu entfernen. |
| Trockenmittel für AMS (6er-Pack) | Im AMS platzieren, um die Luft im Inneren trocken zu halten und so die Filamente vor Feuchtigkeit zu schützen. |
| Kafuter Verstärkte Rollen Kleber | Ein leistungsstarker Klebstoff mit starker Haftung und Haltbarkeit, insbesondere in Umgebungen, die hohe Festigkeit und Temperaturbeständigkeit erfordern. |
| Kabelbox | Wird verwendet, um das USB-C-Kabel, das Z-Motorkabel, das X-Motorkabel und das Kamerakabel zu befestigen. |
| Aktivkohle-Luftfilter | Es ist eine Komponente, die schädliche Gase filtert, die während des Drucks entstehen, und die Druckumgebung verbessert. |
| Bambu Filamentkette | Ein Referenzpunkt, wenn Sie nach einem Filamenttyp mit einer bestimmten Farbe suchen. Außerdem kann der 5-stellige Code verwendet werden, um das Filament schnell in unserem shop zu finden. |
| Hotend-Kit | Es enthält 3 Düsen (0,2mm/0,4mm/0,6mm) und 3 Hotend-Silikonsocken. |
| Purge-Wischer | Darauf ausgelegt, Abfallfilament, das vom Hotend des Druckers erzeugt wird, effizient zu entfernen. Es sammelt das Abfallfilament in verschiedenen Phasen, einschließlich der Druckereinrichtung, Pausen- und Wiederaufnahmevorgängen sowie Filamentwechseln für den Mehrfarbdruck. Sein Zweck ist es, das ordnungsgemäße Management und die Entsorgung von Abfallmaterialien für nahtlose Druckprozesse sicherzustellen. |
| Wärmeleitpaste | Wird verwendet, um die Wärmeleitfähigkeit von NTC, Hotend und Düsen zu verbessern. |
| Energiekette | Mit der Montage kann das Werkzeugkopfkabels und der PTFE-Schlauchs hoizontal geführt werden. Es kann auch das Werkzeugkopfkabel und den Zuführungsschlauch vor Beschädigungen durch wiederholtes Biegen infolge von Bewegungen schützen. |
| Bambu Hintergrundbeleuchtungsplatine | Wird im CMYK-Lithophanendruck verwendet. Es bietet eine gleichmäßige Lichtquelle, die den Effekt sichtbarer und lebendiger macht. |
| Filamentpuffer | Es befindet sich auf der Rückseite des Druckers, verbindet das AMS und den Extruder und besteht aus einem Schieber, einer Feder und einem Hall-Sensor. Der Hall-Sensor erkennt die Position des Schiebers, und der Filamentpuffer sendet das Signal zurück an das AMS und den Drucker, wodurch die Vorschubgeschwindigkeit des AMS gesteuert wird. |
¶ Elektrische Komponenten
| AC-Platine | Es wandelt Wechselstrom (AC) in nutzbare Spannung für den Drucker um. |
| AP-Platine | Es ist eine Leiterplatte, die den Drucker steuert und die erforderliche WLAN-Konnektivität sowie Rechenleistung für den Drucker bereitstellt. |
| Bambu USB-C-Kabel | Wird für die Kommunikation zwischen dem Werkzeugkopf und der Hauptplatine verwendet. |
| Interne Stromversorgung | Ein AC-zu-DC-Stromwandler mit variablem Eingang von 100-240V und Ausgang von 24V. Er versorgt den gesamten Drucker mit Strom, außer dem Heizbett. |
| LOGO-LED-Kabel | X-Serie: Verbinden Sie das vordere Gehäuse des Werkzeugkopfes mit der Druckkopf-Platine. P-Serie: Verbinden Sie das vordere Gehäuse des Werkzeugkopfes mit der Extruderanschlussplatine. |
| Stromkabel | Das Kabel, das den Drucker mit der Stromversorgung verbindet und für die Übertragung von Elektrizität zur Stromversorgung des Geräts verantwortlich ist. |
| Bildschirm-Verbindungskabel | Es wird verwendet, um den Bildschirm des Druckers mit der Hauptplatine zu verbinden, die für die Übertragung von Anzeigesignalen verantwortlich ist. |
| Wechselstromkabel | Ist das Kabel, das den 3D-Drucker mit einer Wechselstromquelle verbindet und für die Stromversorgung des Geräts verantwortlich ist. |
| MC-zu-AP-Kabel | Die X1-Serie hat zwei Kabel, und die P1-Serie hat ein Kabel. Das Kabel verbindet die AP-Platine und die Mainboard-Platine der X1-Serie-Drucker, liefert die Stromversorgung von MC zu AP und ermöglicht den Datenaustausch zwischen ihnen. |
| Tasterplatine mit Kammertemperatursensor | Eine Leiterplatte, die in der oberen rechten Ecke des X1-Druckers installiert ist, um den Not-Aus-Schalter und den Schlafmodus (Bildschirm aus) Schalter zu steuern. Sie enthält auch den Temperatursensor der Kammer. |
| Kammerheizungssteuerplatine | Es wird verwendet, um den Kammerheizer zu steuern. |
| Mainboard | Die zentrale Steuereinheit des Druckers, verantwortlich für die Verarbeitung aller Druckbefehle und die Steuerung der verschiedenen Komponenten des Geräts. |
| MC-Platine | Ist das Steuerzentrum für die beweglichen Teile des Druckers. |
| Kühlkörper für MC-Platine | Ein Kühlkörper, der verwendet wird, um Wärme von der MC-Steuerplatine des Druckers abzuleiten, wodurch die Temperatur gesenkt und die Leistung und Stabilität verbessert werden. |
| WiFi-Antenne | Es verbessert die Stärke und Stabilität von Funksignalen, sodass Geräte das Netzwerk besser empfangen und sich damit verbinden können. |
| Kammerheizung | Die Kammerheizungseinheit eines X1E-Druckers bietet eine aktive Kammertemperaturregelung mit einer maximalen Kammertemperatur von 60 ℃. Höhere Kammertemperaturen können das Verziehen von Drucken bestimmter Hochtemperaturfilamente unterdrücken und eine höhere Schichtfestigkeit (Schichthaftung) einiger Drucke gewährleisten. |
¶ Lüfter
| AUX Bauteilkühlung | Ein leistungsstarker 12W Kühlventilator, der auf der linken Seite der Kammer installiert ist. Er sorgt für bessere Kühlung beim hohen Druckgeschwindigkeiten |
| Kammertemperaturreglung | Sie ist verantwortlich für die Anpassung der Temperatur innerhalb der Kammer. Ob der Lüfter eingeschaltet ist und seine Geschwindigkeit werden durch die vom Sensor erfasste Gehäusetemperatur bestimmt. |
| MC-Board-Lüfter | Ein Kühlventilator für die MC-Platine. |
| Kühlventilator für Hotend | Wird verwendet, um die Wärmeleitung des Hotend-Kühlkörpers zu verbessern und zu verhindern, dass Wärme auf andere Komponenten wie den Extruder übertragen wird. Der Kühlventilator ist ein sich schnell drehendes Teil, daher berühren Sie ihn nicht, während er läuft. |
| Bauteilkühlventilator | Wird verwendet, um eine ausreichende Kühlung der gedruckten Schichten während des Druckprozesses sicherzustellen. Es hilft, das Material schnell abzukühlen, während es extrudiert wird, sodass jede Schicht erstarren und ihre Form beibehalten kann, bevor die nächste Schicht aufgetragen wird. |
| Netzteil-Kühlventilator | Ein Lüfter im Drucker, der zur Kühlung des Netzteils verwendet wird und hilft, eine angemessene Betriebstemperatur aufrechtzuerhalten. |
| AUX Bauteilkühlung | Es wird verwendet, um das Mainboard zu kühlen, um ein Überhitzen und Abschalten des Mainboards zu verhindern. Er kann nicht manuell gesteuert werden, und der Drucker passt die Geschwindigkeit automatisch an. |
¶ Bauplatte
| Bambu Engineering Platte | Hergestellt, indem eine spezielle duroplastische Beschichtung auf Federstahl aufgetragen wird. Dadurch wird die Druckplatte stärker als PC- und PEI-Platten. Sie ist ideal für den Druck von technischen Materialien. Ein Nachteil ist jedoch, dass man beim Einsatz von Klebstoff (Bambu-Klebestift oder Flüssigkleber wird empfohlen) genau vorgehen muss. Wenn der Klebstoff nicht richtig aufgetragen wird, könnte die Platte nicht gut haften, was zu Druckproblemen führen kann. |
| Bambu High Temperature Plate | Sie besteht aus zwei Teilen: dem Hochtemperatur-Plattenblatt und der EngineeringPplatte. Sie können auf beiden Seiten der Platte drucken. Die Hochtemperatur Seite besteht aus PEI, hat eine glatte Oberfläche und eine feine matte Textur. Es ist mit doppelseitigem 3M-Hitzebeständigem Klebeband an der Ingenieurplatte befestigt. Im Gegensatz zur PC-schicht, die in der Cool Plate verwendet wird, bietet das PEI-Material eine bessere Hitzebeständigkeit und verformt sich weniger wahrscheinlich bei hohen Temperaturen. Dies macht es kompatibler mit verschiedenen Filamenten. Außer beim PLA-Filament wird beim Drucken mit anderen Filamenten dringend empfohlen, Kleber (Bambu Klebestift oder Flüssigkleber wird empfohlen) zu verwenden, um eine ordnungsgemäße Haftung zwischen den Filamenten und der Bauplatte sicherzustellen. Dies ist entscheidend, um das Risiko von Rissen im Hochtemperaturblatt zu vermeiden. |
| Bambu PLA Platte | Eine Druckplatte, die speziell für den Druck mit PLA-Filament entwickelt wurde und typischerweise eine gute Haftung aufweist, um sicherzustellen, dass das gedruckte Modell während des Druckvorgangs nicht abfällt. |
| Bambu Dual Texture PEI Platte | Eine Seite ist ein strukturiertes PEI, das den Modellen eine raue Oberfläche verleiht, und die andere Seite ist ein glattes PEI, das den Modellen eine glatte Oberfläche verleiht. |
| Bambu Smooth PEI Platte | Wird durch das Anbringen einer sorgfältig ausgewählten PEI-Schicht auf einem Federstahl mit einem hochhitze-resistenten 3M-Kleber erreicht. Die glatte PEI-Platte bietet eine flache Oberfläche für gedruckte Objekte und ist geeignet für Bauteile, die eine glatte Unterfläche erfordern. Die PEI-Schicht auf der Oberfläche der glatten PEI-Platte ermöglicht das Drucken mit verschiedenen Filamenten. Nur PLA-Filament benötigt keinen Kleber, während das Drucken mit anderen Filamenten die Verwendung von Kleber erfordert, um ein Reißen der PEI-Schicht zu verhindern. Der dickere Federstahl mit 0,5 mm hilft, das Risiko von Verzug in der Druckplatte zu verringern. |
| Bambu Texturierte PEI-Platte | Wird hergestellt, indem ein Edelstahlblech mit einer Schicht PEI-Pulver beschichtet wird, wodurch eine strukturierte Oberfläche auf beiden Seiten entsteht. Was sie besonders macht, ist die spezielle raue Textur, die auf die Unterseite Ihrer Drucke übertragen wird. Diese Platte funktioniert gut mit einer Vielzahl von Materialien und bietet oft eine ausgezeichnete Haftung ohne die Notwendigkeit von Klebstoffen, was sie besonderst benutzerfreundlich macht. Darüber hinaus ist die PEI-Beschichtung auf den Platten sehr langlebig. |
| Galaxie-Oberflächeplatte | Eine Bauplatte mit einem sternenförmigen Muster, die häufig verwendet wird, um die Haftung von gedruckten Modellen zu verbessern und gleichzeitig ein ästhetisch ansprechendes Erscheinungsbild zu übertragen. |
| Bambu Cool platte | Sie besteht aus zwei Teilen: dem Cool Plate Seite und der Engineering Seite. Sie können auf beiden Seiten der Platte drucken. Die Cool Plate Seite, hergestellt aus PC, hat eine glatte Oberfläche. Sie ist mit der Engineering Plate mittels 3M hochhitze-resistentem doppelseitigem Klebeband verbunden. Diese Platte ist speziell für den Druck mit PLA-Filament konzipiert. Wenn Sie jedoch versuchen, mit Materialien wie PETG oder ABS zu drucken, könnten Sie auf Probleme wie Blasenbildung und Haftung stoßen. Es ist wichtig zu beachten, dass Sie beim Drucken von PLA auf der Cool Plate einen Bambu Klebestift oder flüssigen Kleber für eine ordnungsgemäße Haftung verwenden müssen. |
| Ersatzblatt für Bambu Cool Plate | Es ist ein Ersatzblatt, das mit der Bambu-Kühlplatte verwendet wird, geeignet für Filamente bei niedrigen Temperaturen, um die Haftung zu verbessern. |
| Ersatzblatt für Bambu-Hochtemperaturplatte | Es ist ein Ersatzblatt, das mit der Bambu-Hochtemperaturplatte verwendet wird, die für Hochtemperaturfilamente entwickelt wurde, um die Druckqualität sicherzustellen. |
| Galaxie-Oberflächenblatt | Ein Oberflächenblatt, das zur Dekoration der Oberfläche von 3D-gedruckten Modellen verwendet wird und ein sternenförmiges Muster aufweist, das auf das Modell übertragen werden kann. |
| Sternenoberflächenblatt | Ein Oberflächenblatt, das zur Dekoration der Oberfläche von 3D-gedruckten Modellen verwendet wird und ein achteckiges sternenförmiges Muster aufweist, das auf das Modell übertragen werden kann. |
| Kohlefaseroberflächenblatt | Ein Oberflächenblatt, das das Aussehen von Kohlefaser nachahmt und verwendet wird, um gedruckten Modellen einen Kohlefaser-Effekt zu verleihen. |
| Diamantoberfläche Blatt | Ein Oberflächenblatt mit einem Diamantmuster, das zur Dekoration von 3D-gedruckten Modellen verwendet wird und deren visuelle Anziehungskraft erhöht. |
| 3D-Effektblatt-Kombination | An der Druckplatte befestigt, das Muster kann auf das 3D-gedruckte Teil übertragen werden. |
¶ Filament
| Bambu Wiederverwendbare Spule | Eine Spule zur Aufbewahrung von Niedrigtemperaturfilament (wie PLA oder PETG), die entwickelt wurde, um die Eigenschaften und die Qualität des Filaments bei niedrigeren Temperaturen zu erhalten. |
| Bambu Wiederverwendbare Spule (Hochtemperatur) | Es ist eine Spule zur Aufbewahrung von Hochtemperaturfilament, die entwickelt wurde, um die Eigenschaften und die Qualität des Filaments bei erhöhten Temperaturen zu erhalten. |
| Bambu PLA Basic | Ein grundlegendes PLA-Filament, geeignet für Anfänger und fortgeschrittene Druckanforderungen. |
| Bambu PLA Matt | Ein PLA-Filament mit einer matteren Oberfläche beim Drucken, geeignet für Anfänger und fortgeschrittene Druckanforderungen. |
| Bambu ABS | ABS-Filament für den 3D-Druck; dies ist ein etwas fortgeschritteneres Filament, aber auch ein robusteres Material. |
| Bambu TPU 95A | TPU-Filament für den 3D-Druck flexibler Gegenstände. |
| Bambu-Stützen für PLA | Ein Filament für das Drucken von Stützschnittstellen beim Drucken mit PLA; Es lässt sich leicht entfernen, sobald der Druck abgeschlossen ist. |
| Bambu-Sützen für PA/PET | Ein Filament für das Drucken von Stützschnittstellen beim Drucken mit PA oder PETG; Es lässt sich leicht entfernen, sobald der Druck abgeschlossen ist. |
| Bambu PC | PC (Polycarbonat) Filament, ein technisches Filament für fortgeschrittenes Drucken. |
¶ Druckergehäuse
| Bildschirm-Rückgehäuse mit Scharnier | Die Rückabdeckung für den Bildschirm der X1-Serie. Sie ermöglicht es, den Bildschirm nach oben und unten zu drehen. |
| Glasabdeckplatte | Die P1-Serie und X1C verwenden die gleiche Spezifikation der Glasabdeckplatte, die oben auf dem Drucker installiert ist. Sie wird verwendet, um das AMS zu unterstützen und den Drucker zu schließen, um Wärmeverlust zu reduzieren. |
| Hintere untere Abdeckung | Es ist eine Schutzkomponente auf der Rückseite des Druckers, die typischerweise verwendet wird, um interne elektronische Komponenten zu schützen und strukturelle Unterstützung zu bieten. |
| Vordere Abdeckung | Eine schwarz-graue Abdeckung, die an der Vorderseite des P1S-Druckers über der Glastür installiert ist. |
| Vordertür aus Glas | Soll das Innere des Druckers geschlossen halten, wodurch der Druckvorgang geschützt und das Gehäuse für Hochtemperaturdruck isoliert wird. |
| Geschlossener Raum | Der Drucker ist mit Paneelen verkleidet, um eine geschlossene Druckkammer zu bilden. |
| Metallrahmen | Das strukturelle Gerüst des Druckers aus Metallmaterialien, welches größere Stabilität und Haltbarkeit bietet. |
| Polycarbonat-Gehäuse | Es ist das Druckergehäuse aus Polycarbonat-Material, das guten Schutz und Wärmedämmung bietet. |
| Hintere untere Abdeckung | Es ist eine Schutzkomponente auf der Rückseite des Druckers, die typischerweise verwendet wird, um interne elektronische Komponenten zu schützen und strukturelle Unterstützung zu bieten. |
¶ Mechanische Struktur
| X-Achse | Stellt sicher, dass die Bewegung des Werkzeugkopfes auf der X-Achse konstant auf der horizontalen Ebene bleibt. Die X-Achse verwendet lineare Schienenführung, die Stabilität, gleichmäßige Bewegung, verbesserte Führungspräzision und Langlebigkeit bietet. |
| XY-Riemen | Es handelt sich um einen offenen Zahnriemen mit einer Teilungslänge von 1442 mm für die X1- und P1-Serien-Drucker. Seine Hauptfunktion besteht darin, die Bewegung des Motors mit hoher Präzision auf den Werkzeugkopf zu übertragen. |
| XY-Riemenspanner mit Umlenkrolle | Besteht aus einer Umlenkrolle und einer Halterung, die den Riemenweg unter der Spannung der Feder verändern können. |
| Y-Achse | Es ist verantwortlich für die Steuerung der Bewegung des Heizbetts auf der Y-Achse. |
| Y-Achsen-Riemenspanner | Eine Komponente zum Spannen des Y-Achsen-Riemens des A1 mini. |
| Y-Achsen-Abdeckung oben | Die Schutzabdeckung über der Oberseite der Y-Achsen-Baugruppe, die das Eindringen von Staub und Schmutz verhindert. |
| Heizbett Lager | Es unterstützt die reibungslose Bewegung des Y-Achsen-Blocks und gewährleistet Stabilität während des Druckvorgangs. |
| Z-Riemenscheibe | Die Riemenscheibe, die die Z-Achsen-Bewegung antreibt und eine präzise vertikale Bewegung des Heizbetts gewährleistet. |
| Z-Achse | Ist verantwortlich für die Steuerung der Bewegung des Heizbetts auf der Z-Achse. |
| Z-Achsen-Kupplung | Wird verwendet, um den Z-Achsen-Motor und die Z-Achsen-Trapezspindel zu verbinden. Sie ermöglicht eine präzise Übertragung von Bewegung und Drehmoment, während es bestimmte Grade von radialem, axialem und winkligem Versatz ausgleicht. |
| Z-Achsen-Spanner | Wird verwendet, um die Spannung des Z-Achsen-Riemens einzustellen und so Stabilität und Genauigkeit im Antriebsmechanismus zu gewährleisten. |
| Z-Achsen-Abdeckung oben | Ist dafür ausgelegt, die Oberseite der Z-Achsen-Baugruppe zu schützen. |
| Core-XY-Struktur | Es handelt sich um ein 3D-Drucker-Bewegungssteuerungssystem, dessen Struktur auf dem Prinzip von zwei unabhängigen Riemen und zwei versetzt angeordneten Translationsachsen basiert. |
| Voll-Carbon X-Schiene | Es handelt sich um eine X-Achsen-Führungsschiene aus reinem Carbonmaterial, die ein geringeres Gewicht und höhere Festigkeit bietet, um die Druckpräzision zu verbessern. |
¶ Chip und Algorithmus
| Bewegungssteuerungsalgorithmus | Ein mathematisches Modell und Programm, das zur Steuerung mechanischer Bewegungen verwendet wird, um eine präzise Positionierung und Bewegung sicherzustellen. |
| Quad-Core-SoC | Ein System-on-Chip, das vier Verarbeitungskerne integriert, die in der Lage sind, Daten und Befehle während des Druckvorgangs effizient zu verarbeiten. |
| Dual-Core-MCU | Ein Mikrocontroller mit zwei Verarbeitungskernen, der erweiterte Rechenleistung bietet, um die Funktionen des Druckers zu unterstützen. |
| Dual-ABL mit unähnlicher Redundanz | Bambu Lab X1 verwendet zwei Sätze unabhängiger Sensoren und einen Algorithmus, um die Höhe der Düse relativ zum Druckbett zu messen. Die Lidar- und analogen Kraftsensoren überprüfen sich gegenseitig, um eine zusätzliche Redundanzschicht bei der Bett-Nivellierung zu gewährleisten. |
| RFID | Eine Technologie, die Radiowellen zur Identifikation und Verfolgung verwendet, die zur Verwaltung von Filamenten und Geräten eingesetzt werden kann. |
| Cloud-Dienst | Bietet Datenspeicher- und Verwaltungsfunktionen, die es Benutzern ermöglichen, Druckaufgaben von einem Cloud-Server aus zu verwalten. |
| Gesundheitsmanagementsystem (HMS) | HMS (Health Management System) ist eine Funktion, die eingerichtet wurde, um Benutzern von Bambu Lab-Druckern und AMS bei der Fehlererkennung zu helfen. Benutzer können Benachrichtigungen von HMS nutzen, um den Status des Systems zu erfahren, einschließlich einiger mechanischer und Hardware-Fehler oder der Gründe für Druckfehler. |
| Bambu Mikro Lidar | Es ist ein Sensor, der in der Lage ist, die Tiefe in Mikrometern zu messen. Mit dieser Einheit kann das System die Entfernung messen, den aus der Düse extrudierten Fluss kalibrieren und die erste Schicht scannen. |
| Türsensor | Der intelligente Türsensor der X1-Serie pausiert den Druck automatisch, wenn eine Tür geöffnet wird, um die Sicherheit von Benutzern jeden Alters zu gewährleisten. |
| Bewegungssteuerungsalgorithmus | Ein mathematisches Modell und Programm, das zur Steuerung mechanischer Bewegungen verwendet wird, um eine präzise Positionierung und Bewegung sicherzustellen. |
¶ Bambu Studio / Bambu Handy
| Bambu Studio | Ist eine hochmoderne, funktionsreiche Slicing-Software. Sie enthält projektbasierte Workflows, systematisch optimierte Slicing-Algorithmen und eine benutzerfreundliche grafische Oberfläche, die den Benutzern ein unglaublich reibungsloses Druckerlebnis bietet. |
| Bambu Handy | Eine All-in-One-Mobile-App, die speziell für Bambu 3D-Drucker entwickelt wurde, um Bambu 3D-Drucker aus der Ferne zu überwachen und zu verwalten, Druckaufgaben schnell und aus der Ferne zu starten oder während des Druckvorgangs Anpassungen am Druck vorzunehmen. |
| Ferngesteuertes Drucken | Eine Funktion, die es Benutzern ermöglicht, den Druckvorgang aus der Ferne über das Internet zu steuern und zu überwachen. |
| Brücken | Brücke bedeutet die Linie, die vollständig in der Luft extrudiert wird, sie wird nicht von der letzten Schicht oder dem Heizbett gestützt, und der Überhanggrad erreicht 100%. |
| Dicke Brücken | Bezieht sich auf die Extrusion einer Brückenlinie, die im Durchmesser der Düse entspricht. Zum Beispiel, wenn eine 0,4 mm Düse verwendet wird, um eine Brücke mit einem Durchmesser von 0,4 mm zu extrudieren, wird die Brückenlinie als dicke Brücke bezeichnet. |
| Oberflächenflussverhältnis | Für die obere Oberfläche wird das tatsächliche Flussverhältnis berechnet, indem das ursprüngliche Flussverhältnis mit diesem Faktor multipliziert wird. Dieser Faktor beeinflusst die Menge des Filaments, das für die obere feste Füllung verwendet wird. |
| Anfangsschicht-Flussverhältnis | Das tatsächliche Flussverhältnis wird berechnet, indem das ursprüngliche Flussverhältnis mit diesem Faktor multipliziert wird. |
| Eine Wand auf den oberen Flächen | Mit dieser Option aktiviert, haben die oberen Flächen nur eine Wand, was das Erscheinungsbild der oberen Flächen verbessert, insbesondere bei Modellen mit einer flachen Oberseite. |
| Obere Flächenschwelle | Dieser Parameter kann konfiguriert werden, nachdem nur eine Wand auf den oberen Flächen aktiviert ist. Dieser Parameter beeinflusst den Flächenschwellenwert für die Fläche der Wand, die eine einzelne Schicht der oberen Fläche bildet. Wenn ein Teil der oberen Fläche von einer höheren Schicht bedeckt ist, wie zum Beispiel die Oberseite einer Kugel, wird diese obere Fläche nicht als obere Fläche betrachtet, wenn ihre Breite kleiner als dieser Schwellenwert ist. |
| Bereich mit glatter Geschwindigkeitsdiskontinuität | Überhängende und nicht überhängende Bereiche haben normalerweise große Geschwindigkeitsunterschiede, daher kann das Aktivieren dieser Option die Geschwindigkeitsübergänge glätten, um die Kühlung zu verbessern. |
| Glättungskoeffizient | Wird verwendet, um die Länge des sanften Übergangspfads zu steuern. Je kleiner der Wert, desto länger der Bereich des Geschwindigkeitsübergangs, was bedeutet, dass der Geschwindigkeitsübergang sanfter ist. Eine angemessene Anpassung des Glättungskoeffizienten kann die Druckqualität des Überhangbereichs verbessern, und es wird normalerweise empfohlen, ihn im Bereich von 1 bis 100 einzustellen. |
| G-Code | Ein Befehlsatz zur Steuerung von 3D-Druckern, wie Temperatur und Bewegungen. |
| Slicen | Ein Prozess, der 3D-Modelle in G-Code umwandelt, den 3D-Drucker verstehen können. |
| Absolute Koordinaten | Bezieht sich auf ein Koordinatensystem, das Positionen basierend auf einem festen Ursprungspunkt des Modells angibt. |
| Relative Koordinaten | Bezieht sich auf ein Koordinatensystem, das Positionen basierend auf dem aktuellen Standort beschreibt. Positionen werden in Bezug auf die zuletzt bekannte Position des Werkzeugkopfes und nicht auf einen festen Ursprung angegeben. |
| Schrittverlust | Es bezieht sich auf eine Positionsverschiebung, die vom Motor erkannt wird. |
| Erste Schicht | Es bezieht sich auf die erste Schicht des Modells, die das Heizbett berührt. Die Qualität der ersten Schicht ist entscheidend für 3D-Drucker. Wenn die erste Schicht nicht richtig gelegt wird, kann dies zu allgemeinen Druckfehlern für das gesamte Modell führen. |
| Linientyp | Verschiedene Linientypen werden in verschiedenen Farben angezeigt und zeigen Informationen wie Druckzeit, Filamentlänge und das für jeden Typ erforderliche Gewicht. |
| Schichthöhe | Die Dicke jeder gedruckten Schicht, die typischerweise die vertikale Auflösung des Modells beeinflusst. |
| Linienbreite | Die Breite des vom Düsenkopf extrudierten Filaments. |
| Schichtzeit | Die Druckzeit für jede Schicht. Im Allgemeinen erfordert eine größere Schichtfläche eine längere Druckzeit. |
| Füllrichtung | Der Winkel und die Gesamtrichtung des Füllmusters. |
| Mindestschwellenwert für spärliche Füllung | Bereiche mit spärlicher Füllung, die kleiner als dieser Schwellenwert sind, werden durch eine feste Füllung ersetzt. |
| Infill-Kombination | Automatisch spärliche Füllung mehrerer Schichten kombinieren, um sie zusammen zu drucken und die Druckzeit zu verkürzen. |
¶ Druckqualität
| Fädenziehen | Feine Fäden, die während des 3D-Modell-Drucks zwischen den gedruckten Teilen erscheinen, normalerweise verursacht durch Leckage während der Bewegung. |
| Klingeln | Es ist ein visuelles Artefakt, das typischerweise an den scharfen Ecken oder Kanten eines 3D-gedruckten Objekts auftritt und wellig oder geriffelt erscheint. |
| Verstopfung | Es bezieht sich auf die Situation, in der die Düse oder der Extruder des 3D-Druckers durch Filament verstopft wird, was eine ordnungsgemäße Extrusion oder Zuführung verhindert. |
| Verzug | Wenn sich die Ecken des gedruckten Objekts während des Druckvorgangs von der Druckplattform lösen, kann dies zu Verformungen oder Verziehen des Bodens führen. |
| Triefen | Triefen bezieht sich auf das Phänomen, dass die Druckerdüse versehentlich das geschmolzene Filament vor dem Drucken des Modells austritt. |
| Schrumpfung | Es bezieht sich auf die Reduzierung der Größe oder des Volumens eines 3D-gedruckten Objekts, wenn es abkühlt. |
| Spaghetti | Dies bezieht sich auf den Fall, wenn der Druck fehlschlägt, das aus der Düse extrudierte Filament erscheint auf der Bauplatte wie ein Spaghetti-Haufen, normalerweise verursacht durch eine schlechte Haftung des gedruckten Objekts. |
| Verschleiß | Bezieht sich auf den allmählichen Abbau oder die Beschädigung von Druckerkomponenten oder -teilen aufgrund von Reibung, Abrieb oder Belastung. |
| Schichtlinien | Bezieht sich auf die sichtbaren Linien oder Rillen auf der Oberfläche eines gedruckten Objekts, die durch den schichtweisen Herstellungsprozess im 3D-Druck verursacht werden. |
| Unterextrusion | Tritt auf, wenn der Druckerextruder nicht genug Material extrudiert, was zu Lücken oder fehlenden Schichten auf der Oberfläche des gedruckten Objekts führt. |
| Überextrusion | Ppassiert, wenn der Extruder des Druckers zu viel Filament ausstößt, was zu überschüssigem Material und schlechter Druckqualität führt. |
| Kissenbildung | Tritt auf, wenn die oberen Schichten eines gedruckten Objekts nicht fest genug sind, was zu sichtbaren Lücken oder Vertiefungen auf der Oberfläche führt. |
| Z-Bandbildung Z | Bezieht sich auf sichtbare horizontale Linien oder Streifen auf der Oberfläche eines gedruckten Objekts, die durch inkonsistente Schichthöhe oder mechanische Probleme mit der Z-Achse des Druckers verursacht werden. |
| Naht | Bezieht sich auf die Start- und Endpunkte des Extruders, während er jede Schicht des Objekts druckt. |
| Elefantenfuß | Beim FDM-3D-Druck wird das Material Schicht für Schicht durch die Düse extrudiert, um das 3D-Modell zu konstruieren. Während des Druckvorgangs wird die erste Schicht der extrudierten Filamente auf das beheizte Druckbett gepresst und ist noch nicht vollständig abgekühlt. Darüber hinaus kann die Kompression durch die Schwerkraft der oberen Schicht dazu führen, dass sich die gedruckte erste Schicht ausdehnt, was als Elefantenfuß bezeichnet wird. |
| Setzen | Bezieht sich auf den Prozess der Wärmebehandlung, der auf ein 3D-gedrucktes Modell angewendet wird, um innere Spannungen zu reduzieren, die mechanischen Eigenschaften des Materials zu verbessern und die thermische Stabilität zu erhöhen. Das Glühen kann erreicht werden, indem das Modell auf eine bestimmte Temperatur erhitzt und für eine gewisse Zeit gehalten wird, bevor es langsam abkühlen darf. |