¶ Fundamental Rules: The drier the filament, the higher the print quality.
Every kind of filament has a tendency to absorb moisture from the air, resulting in getting damp.
During the printing process, this moisture can rapidly vaporize when the filament is heated to high temperatures within the nozzle. As a consequence, the melt filament gets expansion, increased fluidity, and air holes in it. This can result in various issues during printing, such as stringing, lack of material, holes, rough surfaces, and reduced strength.
The more moisture the filament has absorb (higher humidity in the environment and longer exposure time), the worse those issues tend to be. Therefore, it is highly recommended to dry the filament before printing the model, especially for those models that require a high level of appearance. If you are unsure whether the filament is dry enough, please dry it before printing, and then seal it with desiccant to protect it during use.

Benchies Printed with Wet (Left) and Dry (Right) PAHT-CF
 |
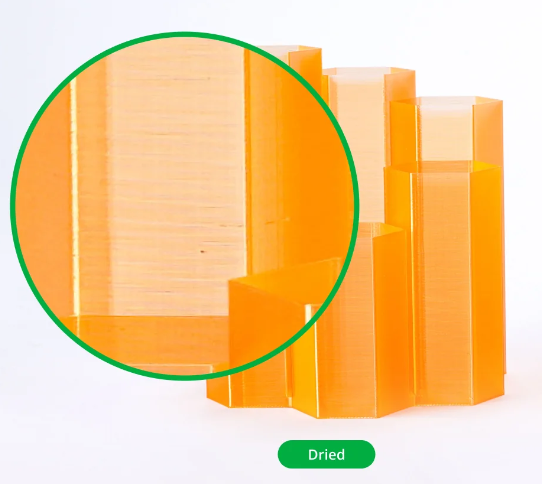 |
Boxes Printed with Wet (Left) and Dry (Right) PETG Translucent
¶ Dry the filament according to the correct operation, temperature, and time.
The recommended drying parameters for each type of filament are listed as follows:
If you purchased refill filament, please mount the filament onto a spool before drying. You can refer to this Wiki for the installation method: Replacing filament with Bambu Reusable Spool | Bambu Lab Wiki
| Filament | Drying Requirement before Use | Requirement of Protecting Filament with Desiccant during Use | Blast (Forced Air) Drying Oven | Bambulab X1/X1C/P1S/H2D Printer | ||||
|---|---|---|---|---|---|---|---|---|
| Temperature / ℃ | Time / h | Bed Temperature / ℃ | Time / h | Turning-over Time / h | Cover | |||
| --- | --- | --- | --- | --- | --- | --- | --- | --- |
| PLA Basic/PLA Matte | Recommended | Optional | 50 | 8 | 60 - 70 | 12 | Every 6 | Filament package box or PC Box |
| PLA-CF/GF | Recommended | Optional | 50 - 60 | 8 | 65 - 75 | 12 | ||
| PLA Wood | Required | Required | 55 - 65 | 8 | 70 - 75 | 12 | ||
| PLA Aero | Recommended | Optional | 55 | 8 | 60 - 70 | 12 | ||
| Support for PLA、Support for PLA/PETG | Recommended | Optional | 50 - 60 | 8 | 65 - 75 | 12 | ||
| PETG, PETG-CF | Recommended | Optional | 60 - 70 | 8 | 75 - 85 | 12 | ||
| ABS, ASA | Recommended | Optional | 75 - 85 | 8 | 90 - 100 | 12 | ||
| ASA Aero | Recommended | Optional | 80 | 8 | 90 - 100 | 12 | ||
| TPU | Required | Required | 65 - 75 | 8 | 80 - 90 | 12 | ||
| PC | Required | Required | 75 - 85 | 8 | 90 - 100 | 12 | ||
| PVA, BVOH | Required | Required | 75 - 85 | 8 - 12 | 90 - 100 | 12 | ||
| Support for PA/PET | Required | Required | 75 - 85 | 8 - 12 | 90 - 100 | 12 | ||
| PA, PA-CF/GF, PAHT-CF/GF, PET-CF, etc. | Required | Required | 75 - 85 | 8 - 12 | 90 - 100 | 12 | ||
| PPA-CF/GF | Required | Required | 100 - 140 | 8 - 12 | 110 - 120 (the maximum) Less drier than using an blast drying oven |
10-12 | ||
| PPS, PPS-CF/GF | Required | Required | 100 - 140 | 8 - 12 | 110 - 120 (the maximum) Less drier than using an blast drying oven |
10-12 | ||
| Support for ABS | Optional | Optional | 80 | 4 | 85 - 95 | 6 | Every 3 |
Notes:
(1) When using an oven to dry the filaments, it is best to use a blast (forced air) one. The volume of the oven should not be too small, and you should try to keep the filament away from the heat-generating area to ensure that the temperature is more even and correct. This will allow the filaments to be dried evenly without causing deformation or damage to the reusable spools and filaments due to localized overheating. The dimensions of our laying reusable spool are an outer diameter of 20 cm and a height of 6.7 cm. Therefore, it is recommended that the oven be purchased with internal dimensions larger than a depth of 25 cm, a width of 25 cm, and a height of 9 cm. This requirement is for drying a single roll of filament. If you want to dry more than one roll at one time, you should increase the height of the oven by a corresponding multiple at least.
Drying filament in a microwave or kitchen oven is not recommended, Because a microwave's heating effect is uneven and it lacks temperature control, and the temperature distribution inside a kitchen oven is highly uneven, with areas near heat sources such as heating pipes or heat tiles reaching extremely high temperatures: this can easily damage the reusable spools and filaments.
(2) When PA filament (PA, PA-CF/GF, PAHT-CF/GF, PPA-CF/GF, etc.) is exposed to open air for approximately three months, it absorbs moisture deeply, making it difficult to dry it by using a conventional blast oven at a temperature of 80 to 90 °C (within the maximum heat-resistant temperature of the reusable spools). Therefore, if the product is not going to be used for a long period, it is essential to protect it by storing it in a sealed container with desiccants. Please refer to the Wiki: Printing Tips for Engineering materials like PAHT-CF.
(3) The PC filament can become brittle and prone to breaking due to the accumulation of thermal stresses after multiple drying - cooling cycles. Although this doesn't affect the print performance directly, it can result in issues such as filament breakage while printing. To prevent this, it is recommended to seal the filament and protect it with desiccant during both the printing and storage process after drying it every time. When using it again, if it‘s been well protected, you can use it without drying or by drying it for only a short time (like 2 hours). This methods reduces the frequency of the drying - cooling process and minimizes the risk of the filament becoming brittle.
(4) When using X1 or X1C to dry filament, it is necessary to cover the filament with a filament packing box or a self-printed PC box. Keep the top cover glass tightly closed and the front door glass shut throughout the entire process to increase the temperature in the space where the filaments are located. Additionally, it is important to periodically turn the filaments over during the drying process to ensure overall drying across the entire filament. Please refer to this Wiki: Procedure and 3mf file for drying filament with the X1 Series printer heatbed
¶ Before you start printing, place the filament in an AMS or sealed box and protect it with desiccant.
After drying the filament, it should be stored in a sealed box or an AMS with desiccant to prevent moisture absorption during use. During this time, it is advisable to monitor the actual humidity level using a hygrometer. The relative humidity in indoor open-air typically ranges from 45% to 65% RH, with higher levels in humid weather. Most filaments require humidity levels below 20% RH to keep them dry for an extended period, and the lower the humidity, the longer the filament can stay dry.
In a dry environment with 20% RH, filaments with varying water absorption capacities can remain dry for approximately 2 to 7 days. However, in a typical indoor environment with around 55% RH, freshly dried filaments with different water absorption capacities can start to absorb moisture and experience reduced print quality within approximately 2 to 12 hours.

Regular relative humidity in indoor environments

Relative humidity in moist air

Protect filaments with desiccant and sealed box
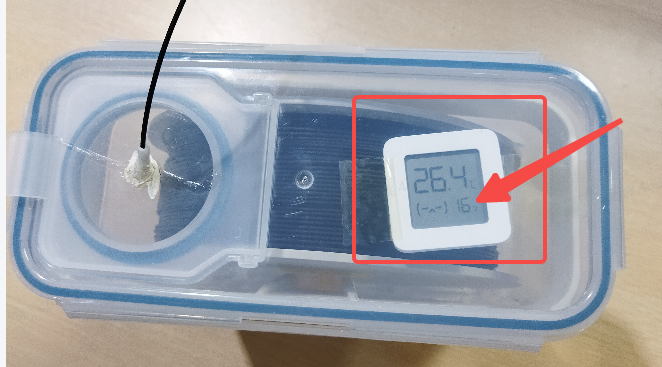
Monitor the humidity in the sealed box with a hygrometer
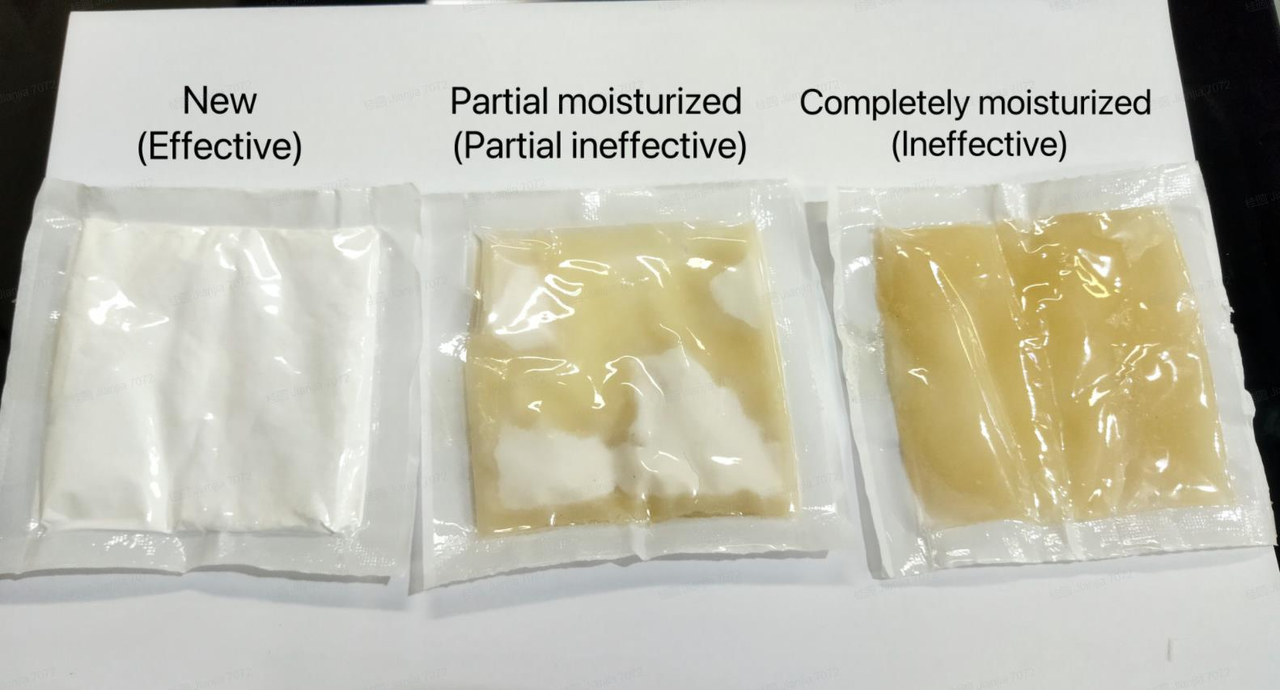
(1) For filaments suitable for AMS, they can be inserted directly into the AMS. Place an effective (new or not expired) desiccant inside the AMS, and then tightly cover. If the desiccant is found to be ineffective (changing from powdery to lumpy or pasty), please replace it immediately. The status of the AMS desiccant is as follows:
(2) For filaments that are not suitable for AMS, dry them and place them in a sealed box with rollers. Add an effective desiccant to the box, and then close it tightly to prevent the filament from absorbing water and moisture during the printing process. The rollers are used to reduce loading resistance and prevent abnormal loading TPU, etc. filaments caused by excessive filament loading. Please refer to the Wiki: Sealed box.