¶ What is heat creep?
Heat creep is a popular term in 3D printing that refers to the heat of the hotend transitioning to the cold side of the hotend.
There should be a sharp temperature transition between the hot side of the hotend and the cold side, to avoid the filament swelling/softening which can cause a clog in the hotend or the extruder.
Most of the time, this problem occurs when printing PLA and TPU filament which has a lower glass transition temperature. This particular type of filament gets softer much easier than other types of materials. It also applies to PETG filament if the enclosure temperature is too high, and gets close to the glass transition temperature of the filament.
To ensure a good printing experience, it is recommended to always keep the temperature inside an enclosure at least 10 degrees lower than the glass transition temperature of the filament.
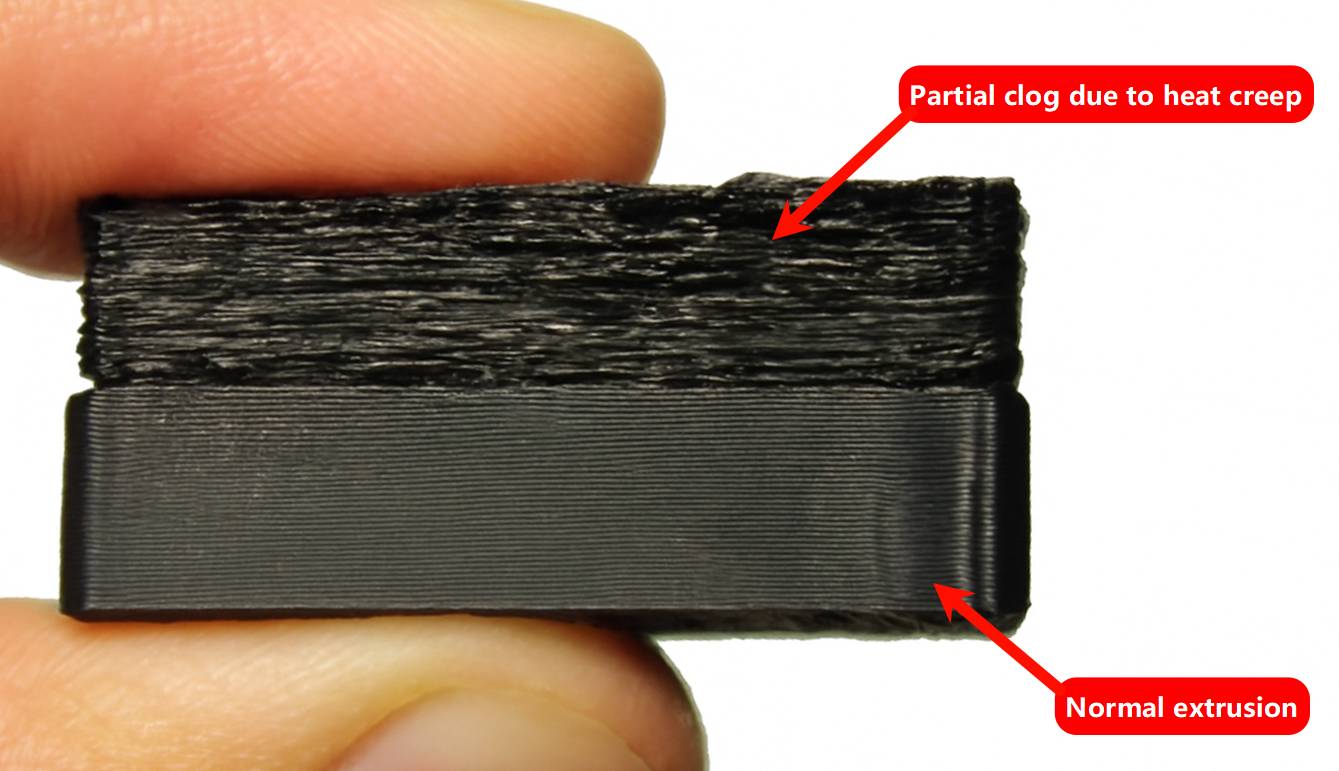
The image below shows a real example of a print failure caused by heat creep. This issue occurred because the heat sink on the hotend assembly overheated. The overheating was likely due to either a high ambient temperature inside the enclosure or a malfunctioning hotend cooling fan. At first, the printer started printing normally. However, after some time, the nozzle developed a partial clog. This happened because the filament became too soft or fully melted too high up in the heat break area, inside the heat sink, where it is supposed to stay solid. As a result, the filament could no longer be pushed through the nozzle reliably.
¶ Extruder clogs related to heat creep
¶ Chamber Temperature
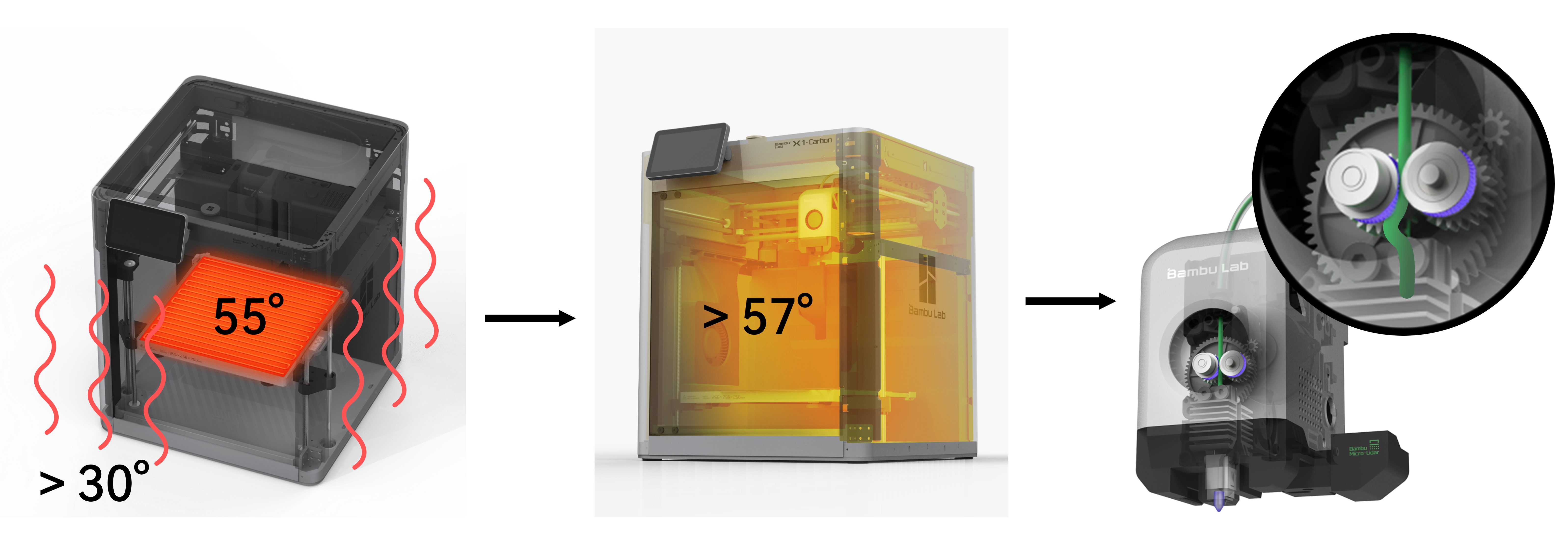
The most common reason for hotend or extruder clogs when printing with X1 Carbon or P1S is heat buildup inside the enclosure and heat creep inside the extruder. The proper chamber temperature ensures the stability of the filaments during printing, but if the chamber temperature is too high, it may cause filaments to become too soft during printing, which increases the risk of heat creep.
The hotbed is also heated to a certain temperature as a way to increase the adhesion of filaments during printing. But if the heatbed temperature is too high, heat creep can occur as heat builds up inside the chamber.
PLA is the most common filament that gets clogged, as it has the lowest glass transition temperature. A notification to remind customers about specific requirements when printing filaments with a lower glass transition temperature has been added in the latest version of Bambu Studio.
¶ External Temperature
In hot summer or hot environments, even if the printer's internal temperature control system is working properly, the external high temperature may cause increased softening of the filaments, which triggers heat creep. This makes the filaments softer and more deformable, and they do not flow well inside the extruder, increasing the risk of extruder clogging.
¶ How to avoid extruder clogs due to heat creep for X1 Series?
X1 Carbon comes with a Cool Plate or a Textured PEI Plate. The Cool Plate is specially designed to offer good adhesion for PLA at a heatbed temperature of ~35C.
The cool plate allows printing PLA with the front door and top cover closed on the printer.
When the Cool Plate is used, the chamber temperature inside the printer does not reach a value that is high enough to cause the softening of PLA filament.
Besides a lower temperature of the heatbed, the chamber fan is also set up to turn on when the heatbed temperature is set over a certain value when using PLA to facilitate keeping the temperature inside the chamber as low as possible and avoid heat creep causing clogs in the extruder or hotend.
To avoid extruder clogs for the X1 Series, please follow these guidelines:
- When printing PLA filament, use the Cool Plate for best results. This will allow you to print with the front door and top cover closed without generating issues
- If a different plate is used, like Textured PEI Plate or High-Temperature PEI Plate, it is recommended to print PLA with the front door open and/or the top cover removed to help keep the chamber temperature low, thus minimizing the chances of getting an extruder or hotend clog.
More information about different Bambu Lab plates is available here.
If you already have a clog and need help unclogging the hotend or the extruder, please follow our Wiki article explaining the process.
¶ How to avoid extruder clogs due to heat creep for P1 Series?
P1S comes with a Textured PEI plate out of the box. The requirement to print PLA successfully on the P1S Textured PEI plate is to use a heatbed temperature of 55C.
Having a higher temperature of the hotbed will contribute to the passive temperature increase inside the printer. This leads to clogs occurring inside the P1S extruder or inside the hotend, as the higher temperature leads to softening the filament before it gets melted and printed by the hotend.
The chamber fan is set up to turn on when the heatbed temperature is set over the 50C value when using PLA to facilitate keeping the temperature inside the chamber as low as possible and avoid heat creep causing clogs in the extruder or hotend. But if the printer is sitting in a warmer environment, the fan might not be able to keep the temperature inside the chamber low enough to avoid extruder clogs/
To avoid extruder clogs for the P1 Series, specifically the P1S please follow these guidelines:
- When printing PLA with the default Textured PEI Plate or High-Temperature PEI Plate, it is recommended to print with the front door open and/or the top cover removed to help keep the chamber temperature low, thus minimizing the chances of getting an extruder or hotend clog.
- Aftermarket plates which require a heatbed temperature higher than 50C to work reliably also need the front door and/or top cover removed to avoid extruder or hotend clogs.
- If you wish to print with the front door and top cover installed, we recommend using the Cool Plate which requires a lower temperature of the heatbed (35C)
More information about different Bambu Lab plates is available here.
If you already have a clog and need help unclogging the hotend or the extruder, please follow our Wiki article explaining the process.
¶ What about P1P or A1 Series?
The P1P is an open-frame design, meaning that it does not have an enclosure to trap heat inside it for higher-temperature filaments.
It is well suited for filaments like PLA, TPU, and PETG and it will not require any changes to avoid hotend or extruder clogs as the heat doesn't reach the print head.
If you have decided to enclose the P1P with our P1S upgrade kit, or with a different enclosure, please follow the same recommendations we have for the P1S to print PLA with the front door and/or top cover removed. This will help avoid any extruder or hotend clogs.
¶ Recommendation Table for Filament
| Materials | Heatbed Temperature | Upper Glass Cover Plate Removed? |
|---|---|---|
| PLA/PLA-CF/PLA-GF | 45~60℃ | Yes |
| ABS | 90~100℃ | No |
| PETG/PETG-CF | 60~80℃ | No |
| PET-CF | 80~100℃ | No |
| TPU | 35~45℃ | Yes |
| ASA | 90~100℃ | No |
| PVA | 45~60℃ | Yes |
| PC/PC-CF | 90~110℃ | No |
| PA/PA-CF/PAHT-CF | 90~110℃ | No |
- To further assist you in choosing the appropriate filaments and optimizing your printing environment, check out the Filament guide for more information on filaments, which will help you avoid heat creep more effectively.
- When printing filaments with low softening temperatures, if the ambient temperature is extremely low (e.g., 5°C-10°C), you can close the front door and install the top cover to raise the chamber temperature, which can also prevent warpage. If the extruder or hotend still clog after following this procedure, opening the front door slightly allows internal hot air to circulate with the cooler external air, which helps to lower the chamber temperature and stabilize the temperature distribution, thus reducing clogging caused by overheating or uneven heat.
- It is recommended that you regularly check the printer's heating elements and cooling system to ensure that they are functioning properly. This helps prevent heat creep caused by equipment failure and ensures the quality and consistency of prints.
¶ Other considerations
- Besides avoiding heat creep, printing PLA with the front door and top cover removed will contribute to better print results. PLA and TPU filament can benefit from additional cooling during printing, leading to better overhangs and a cleaner overall look of the finished model. When printing with a higher enclosure temperature, you might not get a clog but the print quality might still suffer from the lack of cooling, as the airflow provided by the part cooling fans is hotter, meaning that the cooling performance can be impacted.
- When printing filaments with low softening temperatures, if the ambient temperature is extremely low (e.g., 5°C-10°C), you can close the front door and install the top cover to raise the chamber temperature, which can also prevent warpage. If the extruder or hotend still clog after following this procedure, opening the front door slightly allows internal hot air to circulate with the cooler external air, which helps to lower the chamber temperature and stabilize the temperature distribution, thus reducing clogging caused by overheating or uneven heat.
- It is recommended that you regularly check the printer's heating elements and cooling system to ensure that they are functioning properly. This helps prevent heat creep caused by equipment failure and ensures the quality and consistency of prints. This is an isolated scenario, and if you are following this guideline but get clogs inside the extruder or the hotend, it is still recommended to open the front door slightly to allow some of the hot air to escape, and cool air to enter the chamber.
¶ End Notes
We hope that the detailed guide we shared with you was helpful and informative.
We want to ensure that you can perform it safely and effectively. If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.
Click here to open a new ticket in our Support Page.
We will do our best to respond promptly and provide you with the assistance you need.