¶ Introduction
PPA-CF and PPS-CF are special engineering filaments with high strength, high rigidity, and high heat resistance. Due to their high rigidity and hardness, the filaments are prone to wear or brittle fracture inside the AMS gears or PTFE tubes. This article will explain how to correctly feed materials and achieve stable printing of PPA-CF and PPS-CF on the H2S printer.
The following is a common case of material feeding error: the PTFE tube is excessively bent at the edge of the chamber, causing the filament to break brittlely inside the tube.
¶ Filament Drying
Before formal printing, the filaments must be fully dried. PPA-CF and PPS-CF are extremely sensitive to humidity; moisture absorption will lead to printing quality issues such as stringing and oozing. It is strongly recommended to use the filaments only after they are completely dried.
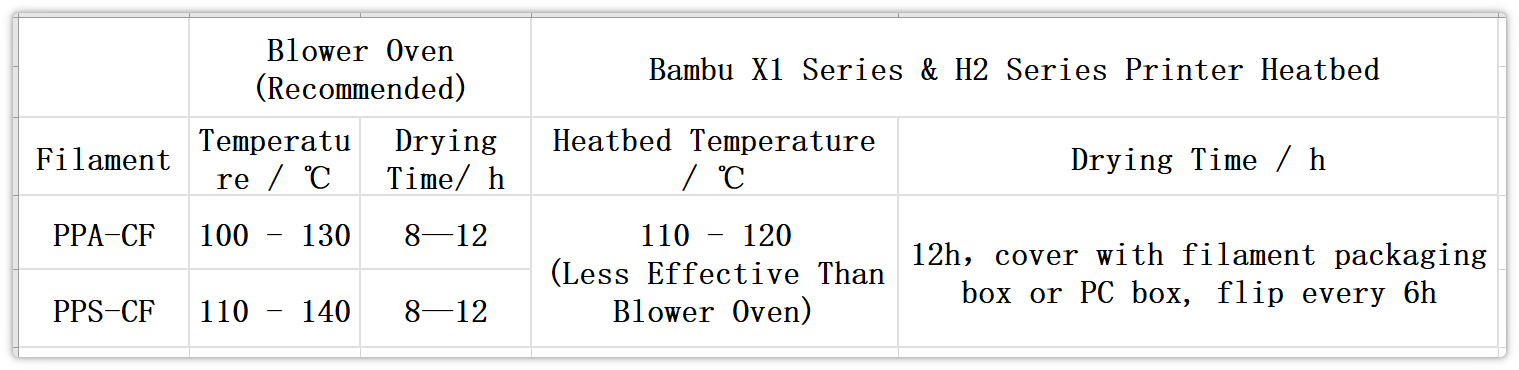
Refer to the table below for drying parameters:
For filament drying reference: Filament Preparation - Drying Steps for Drying Filaments with X1/P1S Printers
After the filament is dried, it should be immediately placed in an airtight box with desiccant to prevent re-absorption of moisture. During the printing process, keep the airtight box tightly closed to ensure the humidity is below 20% RH.
¶ Material Feeding Steps
¶ 1. Adjust the PTFE Tube
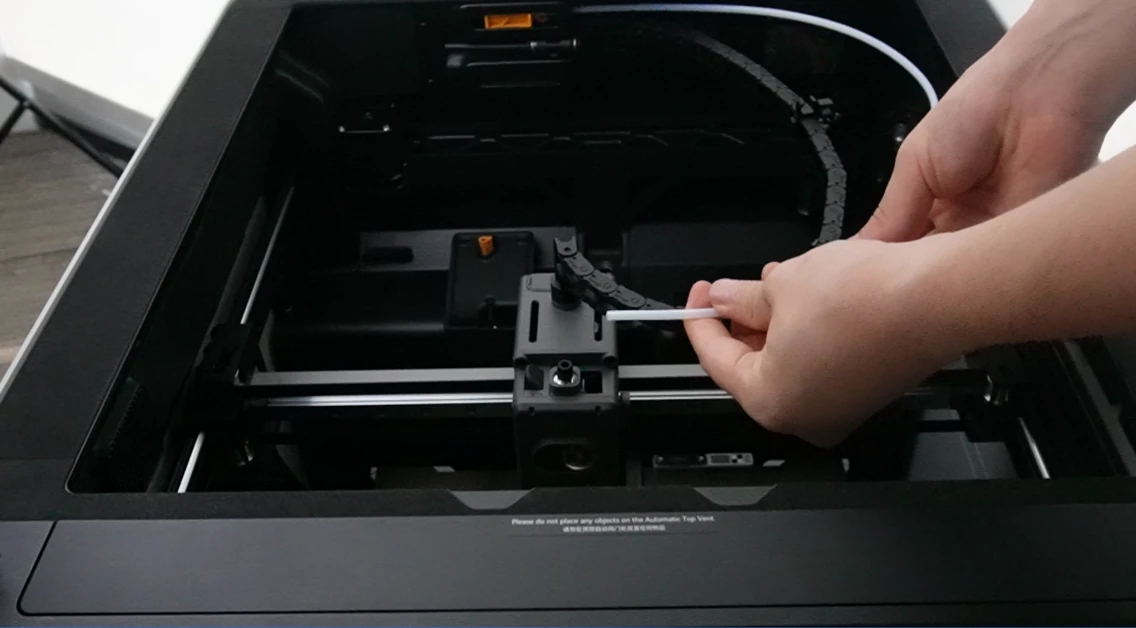
Open the top cover of the printer, pull the PTFE Tube out of the Toolhead, and draw it out from the Cable Chain.
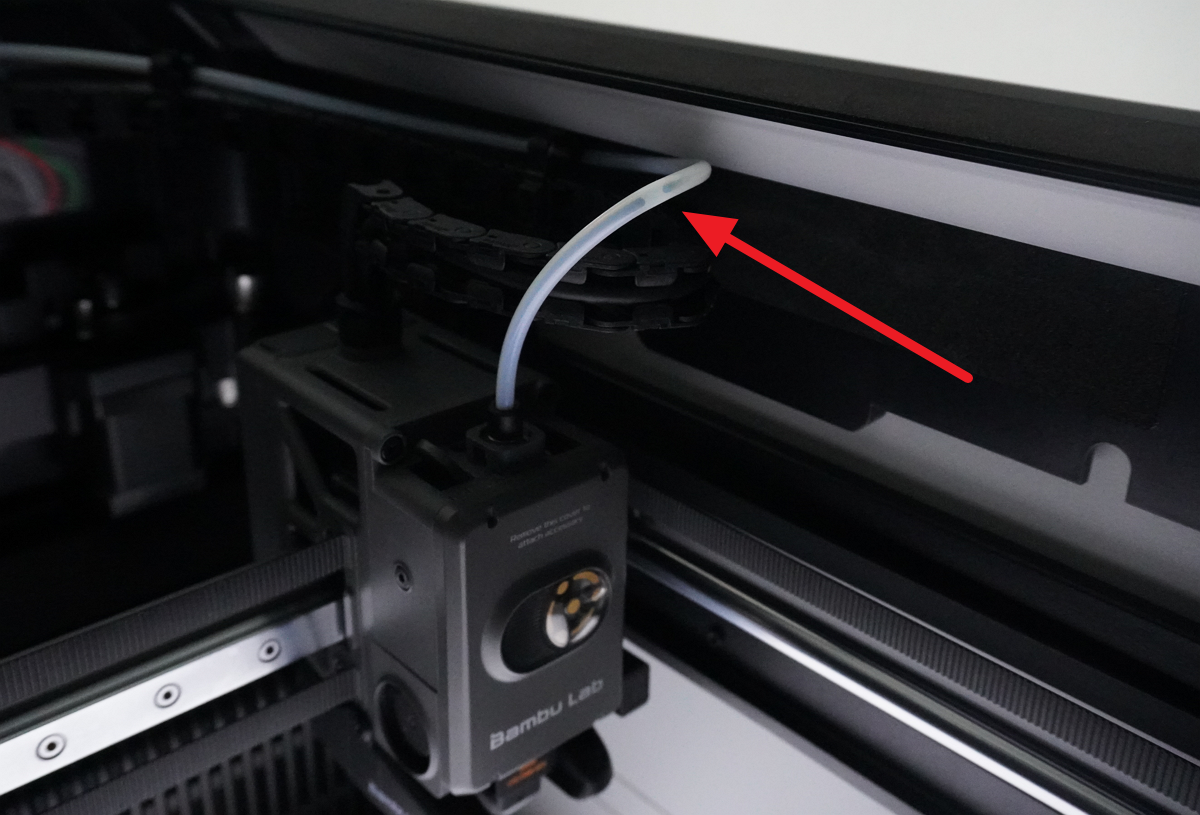
Rotate the PTFE Tube 360° counterclockwise and reinsert it into the Toolhead in a spiral manner. This avoids bending when the Toolhead moves to the right side of the chamber, which would cause brittle fracture of PPA-CF or PPS-CF.

The state after rotation is as follows:

¶ 2. Install the Feeding Tube
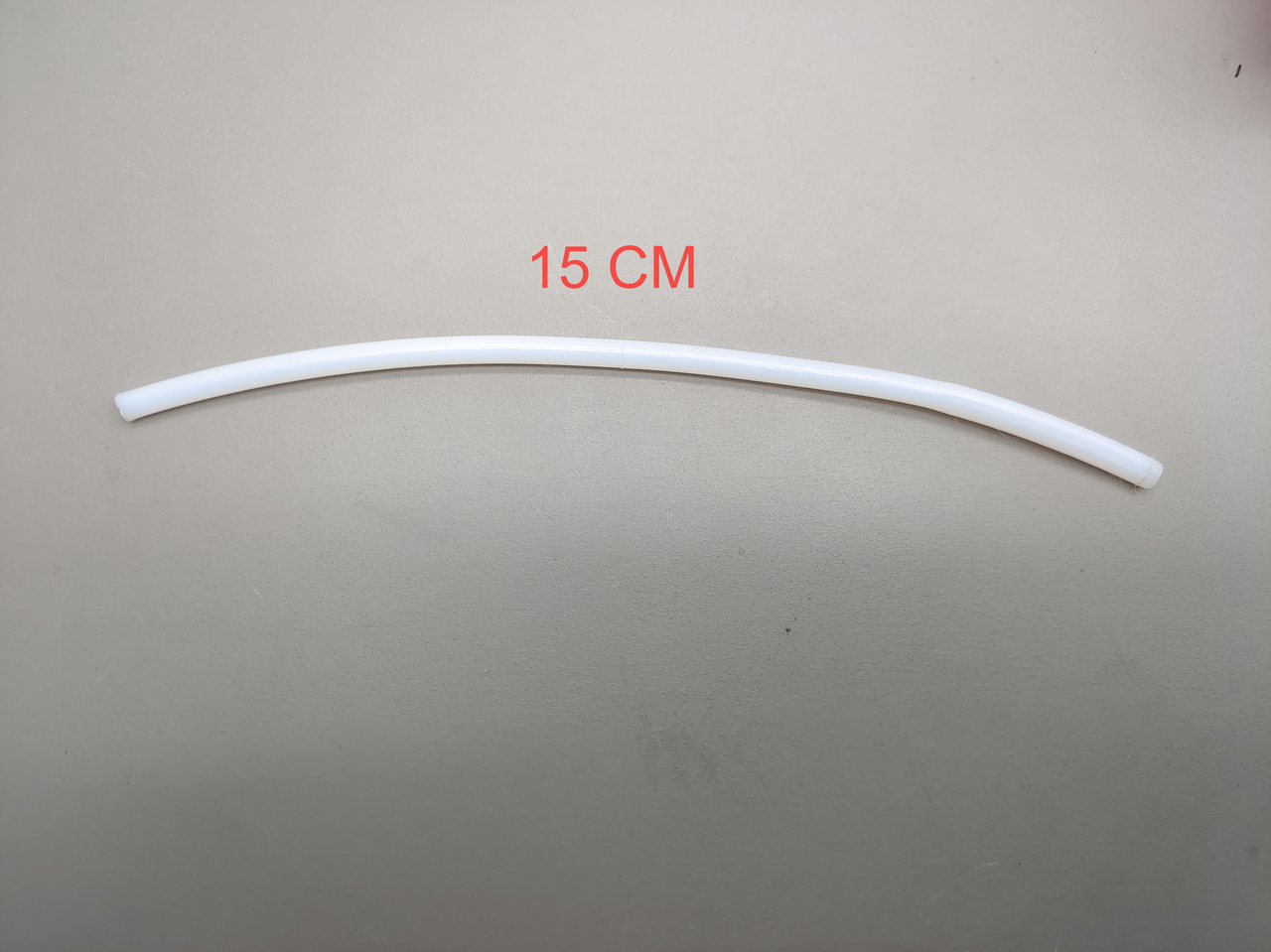
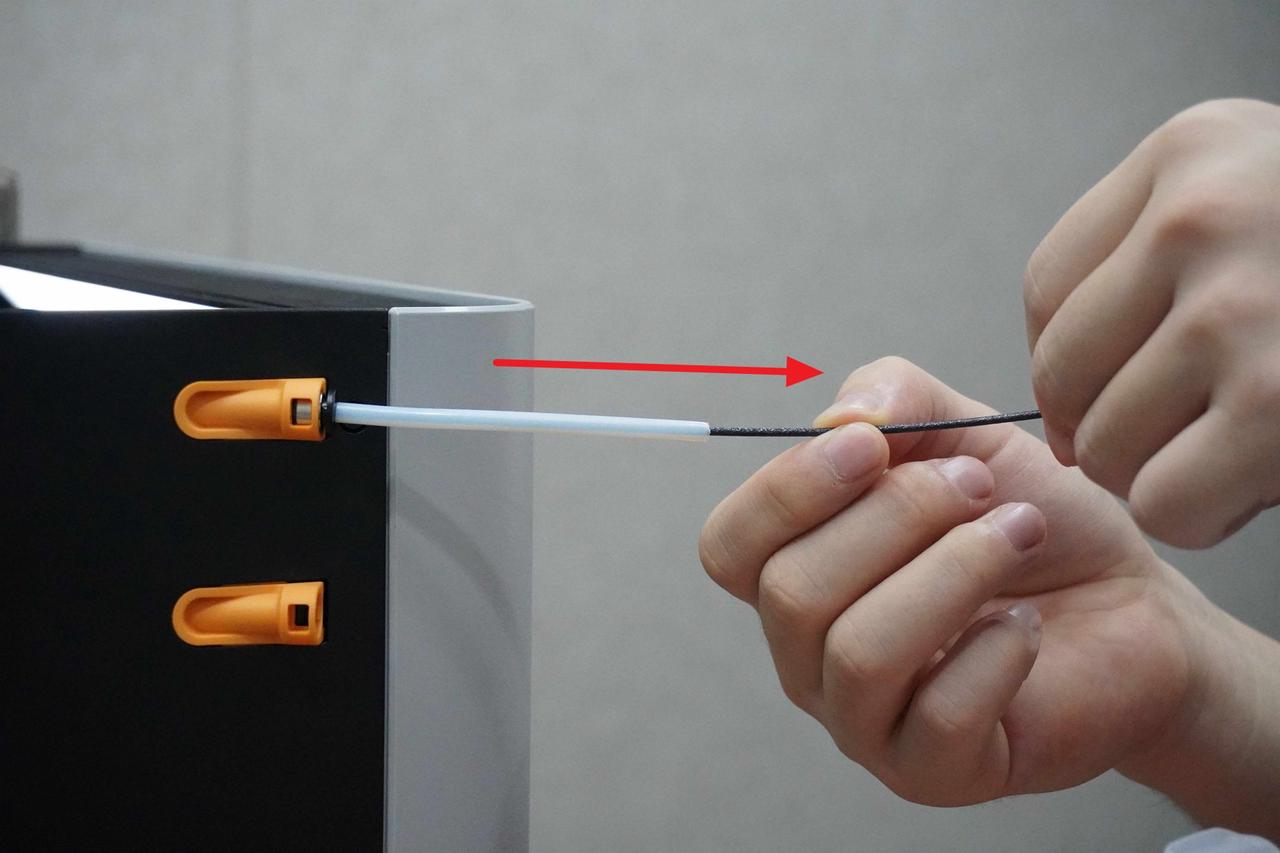
Prepare a section of PTFE Tube approximately 15 cm long.
Insert it into the Filament Intake at the back of the printer. (Note: It needs to be inserted all the way to the bottom)

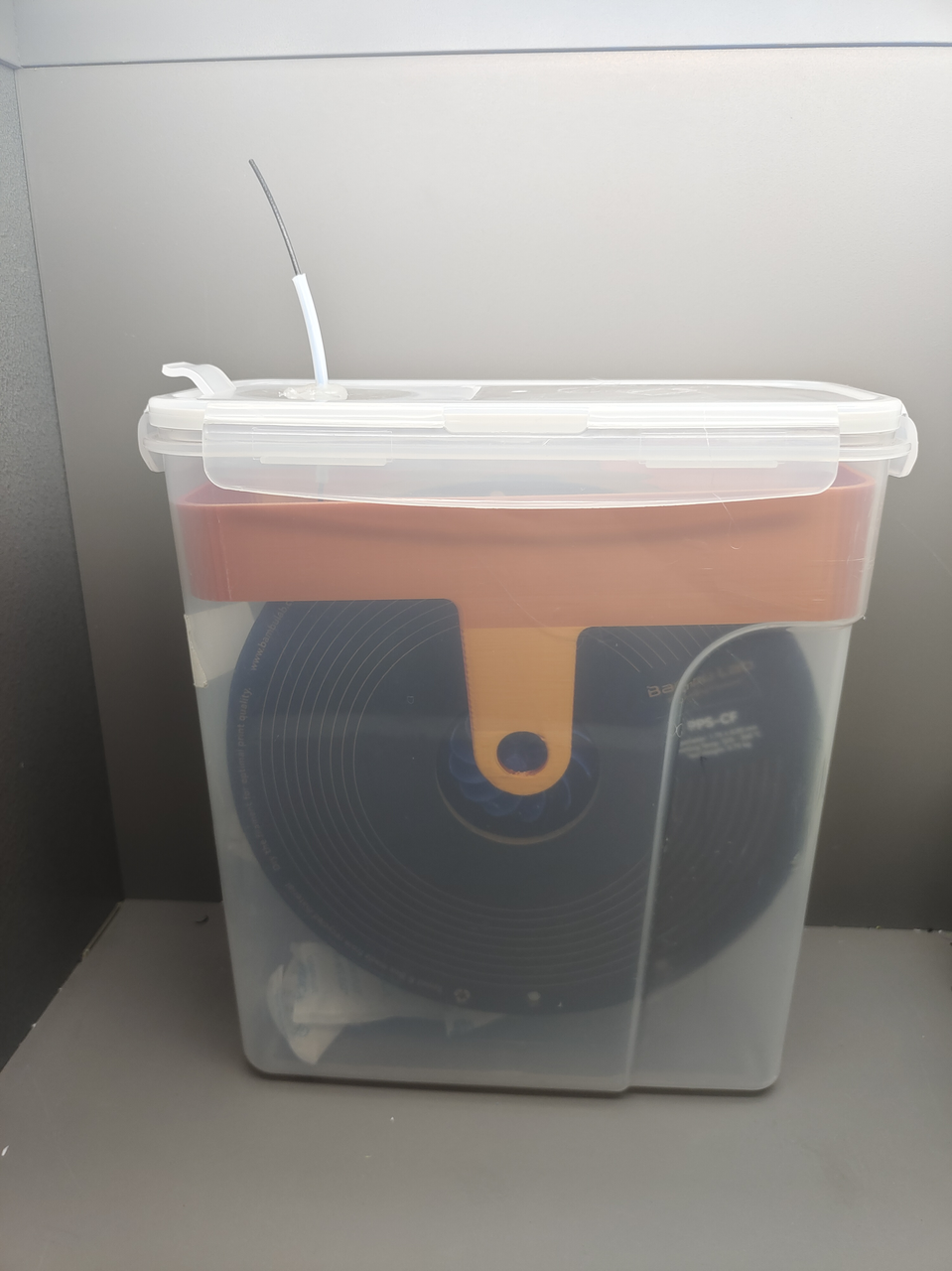
Place the airtight box on the right rear side of the Filament Intake and adjust the height to reduce feeding resistance and prevent the filament from bending.
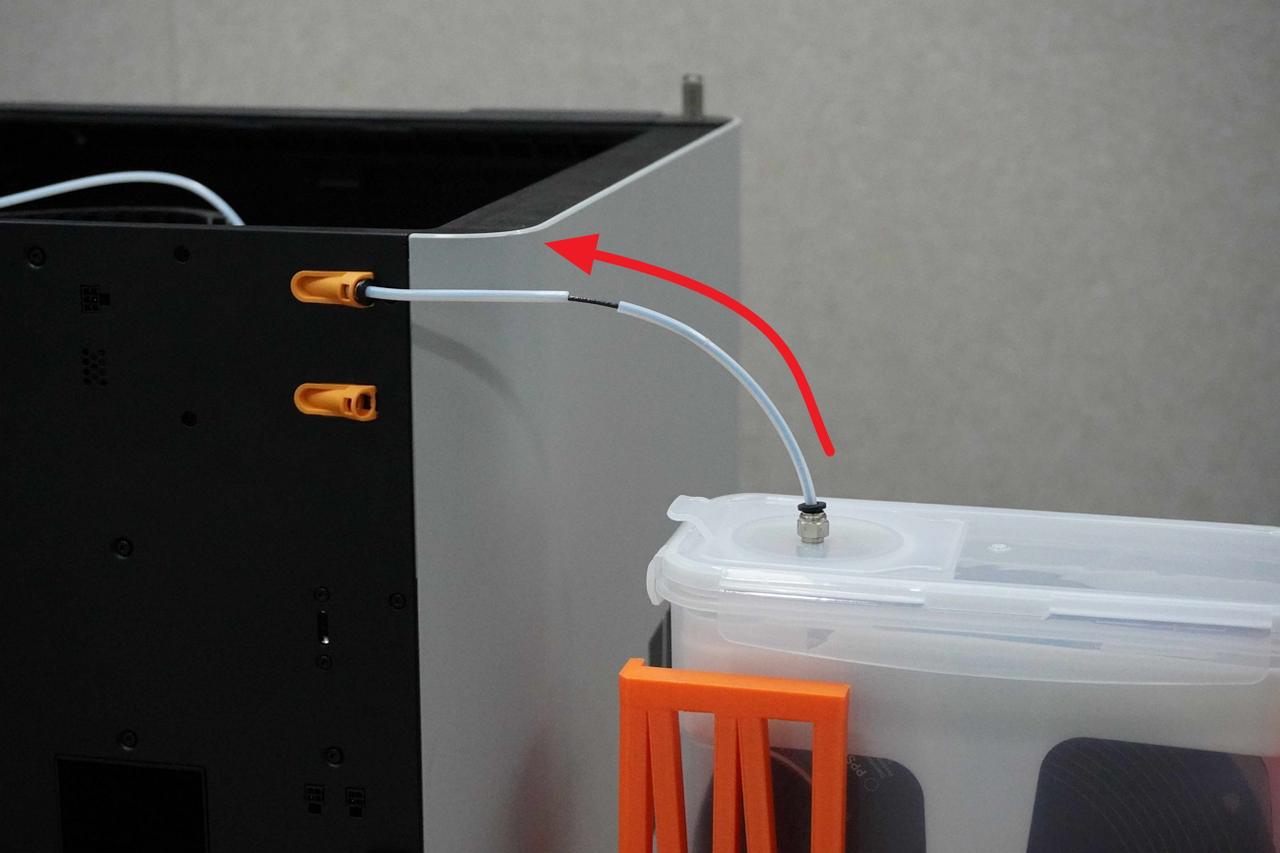
The correct placement method is shown in the figure below:

¶ 3. Feed the Material
Manually feed the filament into the meshing position of the Toolhead gears. Heat the Hotend to 340 ℃ and click the "down arrow" to start feeding.

After confirming that the filament can be extruded continuously and stably, close the top cover and start printing.

¶ Material Retraction Steps
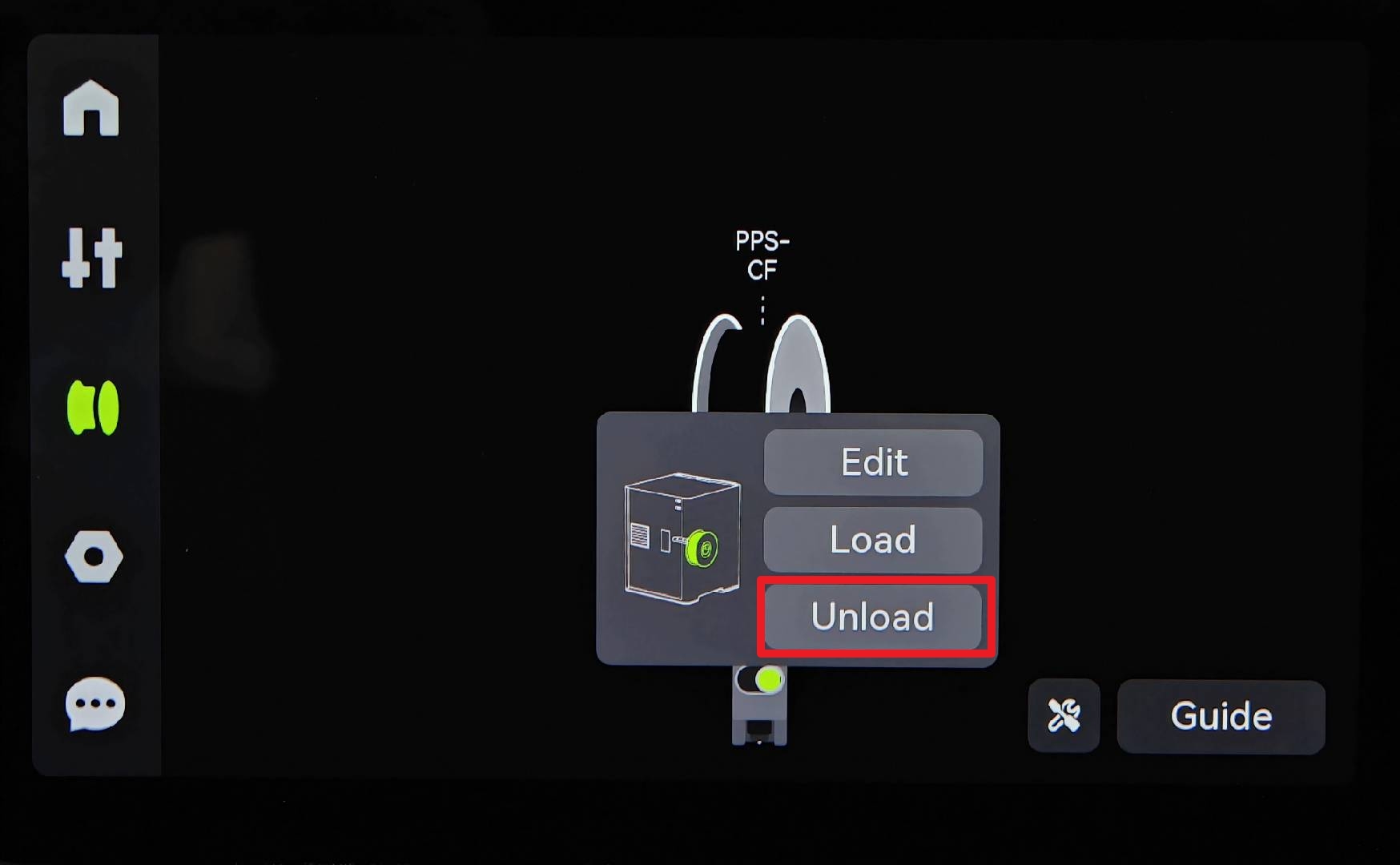
After printing is completed, clean the model on the Build Plate, click "Retract Filament" on the filament page, and the printer will automatically execute the filament retraction process.
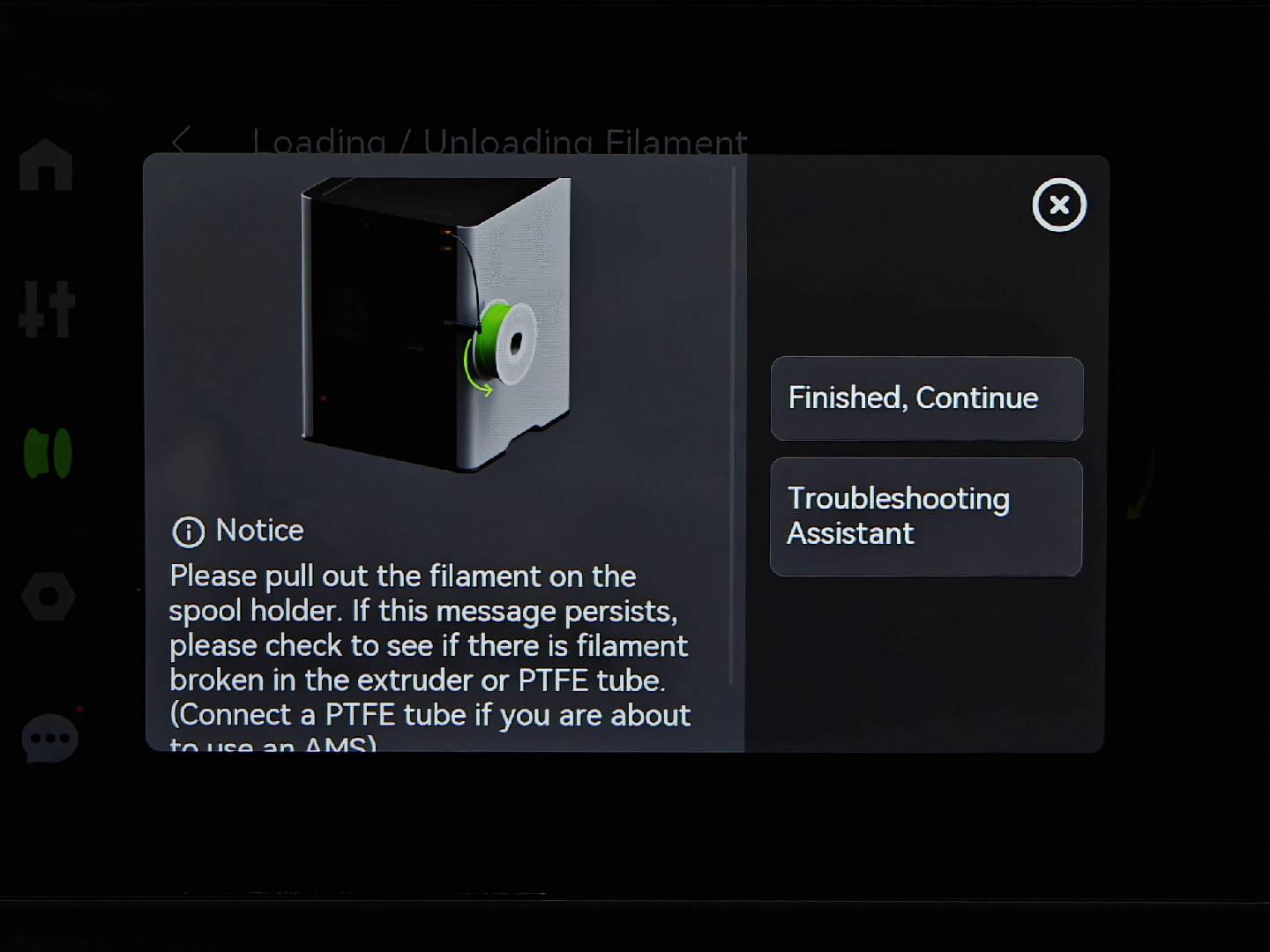
After the filament retraction prompt appears, manually pull the filament out from the filament intak.
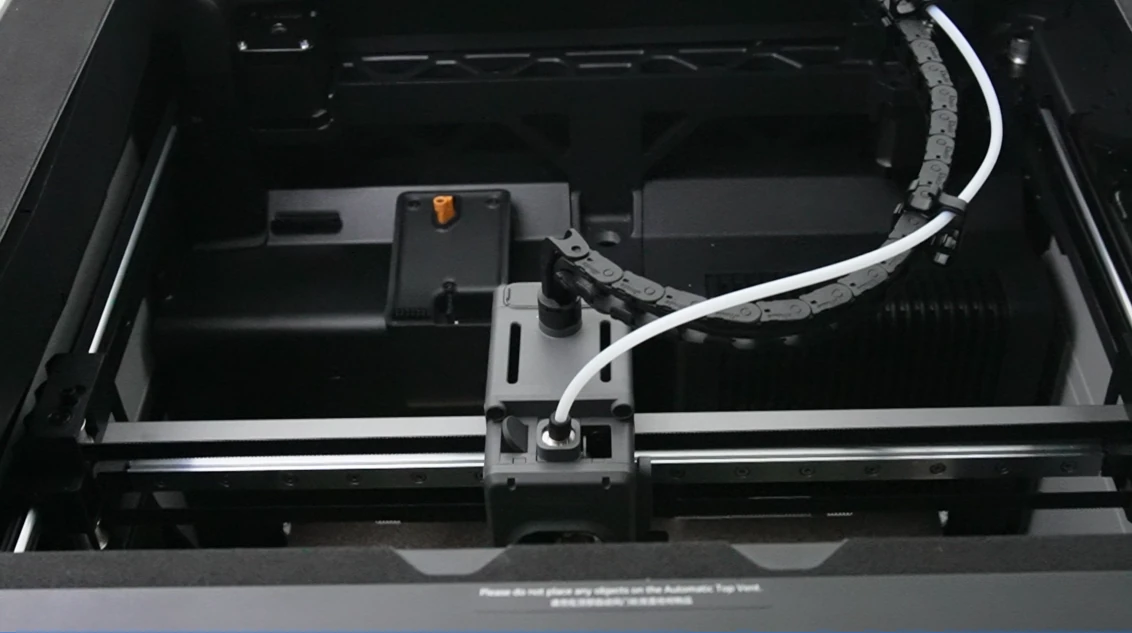
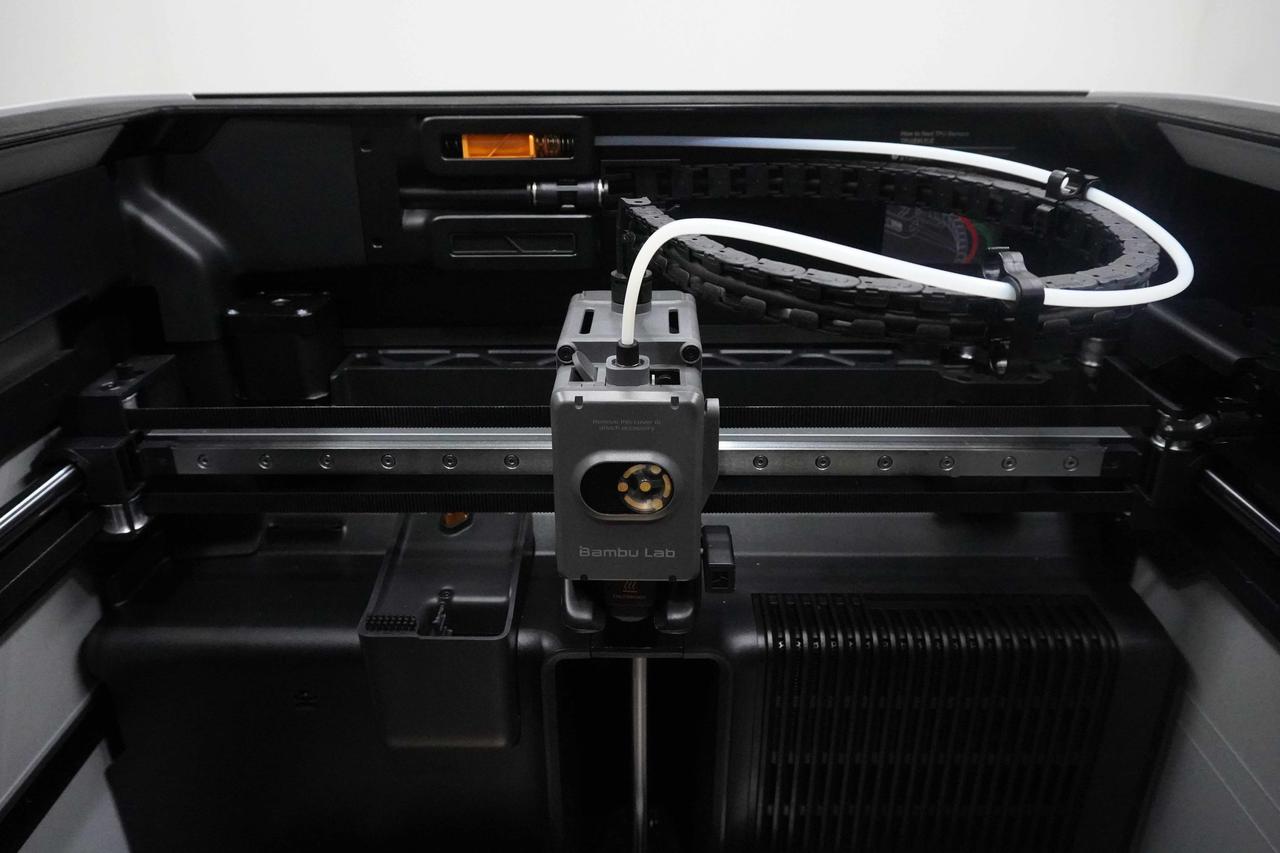
Confirm that there is no residual filament in the PTFE Tube. Open the top cover of the printer, pull the tube out of the Toolhead, and rotate it 360° clockwise to reset. Re-thread the PTFE Tube through the Cable Chain Bracket, insert it into the Toolhead interface, and restore it to its initial state.
The normal state after restoration is shown in the figure below:
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
If this guide does not solve your problem, please submit a technical ticket, we will answer your questions and provide assistance.
If you have any suggestions or feedback on this Wiki, please leave a message in the comment area. Thank you for your support and attention!