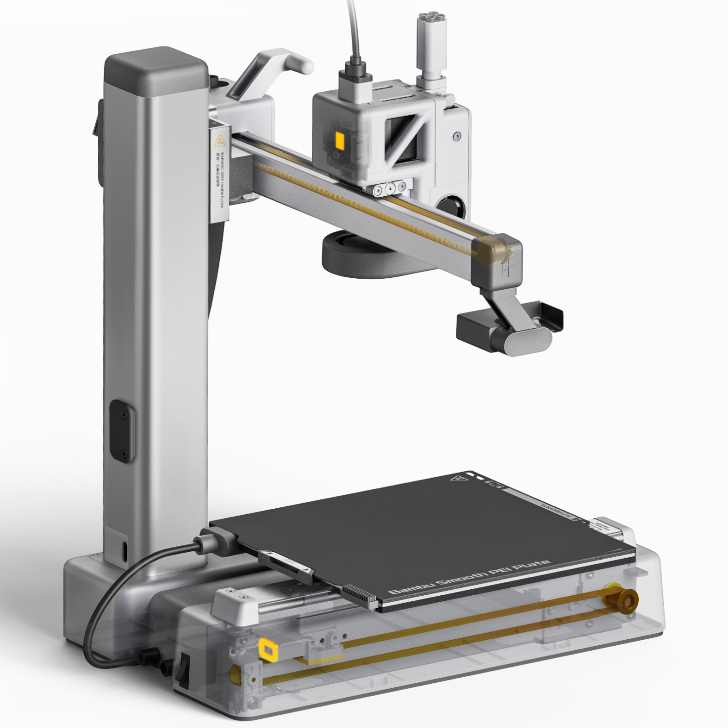
¶ A1 mini 产品维护与保养
3D打印机具有复杂的机械结构和众多的动作部件,为确保打印机的稳定运行和高质量地完成打印任务,需要对打印机进行定期的维护和保养。设备维护保养的内容主要是保持设备清洁、润滑良好和安全运行,我们将对需要进行维护保养的部件进行分类,并给出一些维护保养的建议。
¶ 您可能需要用到的工具:
| 序号 | 工具 | 图片 | 序号 | 工具 | 图片 |
| 1 | 无尘布 |  |
2 | 消音润滑油 |  |
| 3 | 清油 | NA(可使用赠送的消音脂) | 4 | 消音润滑脂(赠送) | |
| 5 | 内六角扳手(赠送) |  |
6 | 镊子 |  |
| 7 | 隔热手套 |  |
8 | 吹气球 |  |
¶ 动作部件
指实现打印作业的过程中,出现机械运动的部件,主要包括丝杆、导轨、滑块、联轴器、皮带、风扇等。主要的维护保养措施是清洁和润滑,金属类的部件需要防锈,橡胶类部件需要确认老化(包括形变)、磨损等情况,必要时进行更换。
¶ 导轨系统

轨道是 3D 打印机中影响使用寿命和精度的最重要因素。A1 mini 采用了全金属的运动导轨,在 X 轴和 Z 轴使用了高质量的直线导轨,并在 Y 轴使用了全金属导轮,这套导轨系统保证了用户不需要频繁调整 A1 mini 的运动组件,但需要定期的润滑和清洁,以减少磨损和异音,保证打印机的精度和寿命,并能有效防止导轨生锈。
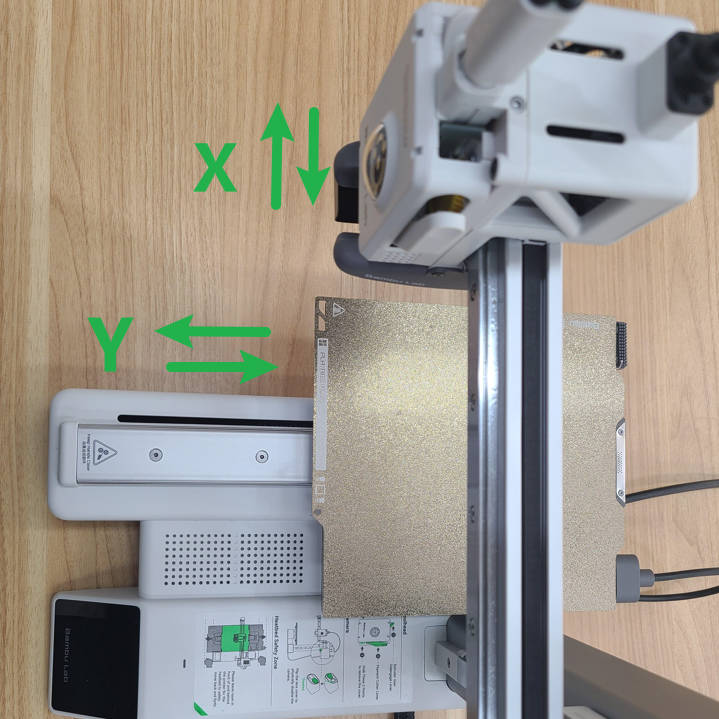
X 轴导轨
- 保养周期:一个月
- 保养工具、材料:无尘布、镊子、润滑油
- 保养方案:清洁,打润滑油
- 操作说明:用镊子清理导轨上的块状、 丝状异物,用无尘布擦拭颗粒状异物和污渍;重新给X轨道打上润滑油,注意清理干净线轨凹槽内异物,打油后来回滑动工具头保证润滑油润滑整个线轨。
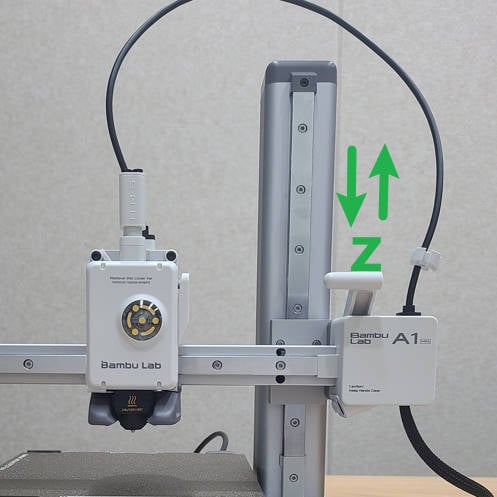
Z 轴导轨
- 保养周期:一个月
- 保养工具、材料:无尘布、镊子、润滑油
- 保养方案:清洁,打润滑油
- 操作说明:用镊子清理导轨上的块状、 丝状异物,用无尘布擦拭颗粒状异物和污渍;重新给Z轨道打上润滑油,滑块中间处的注油孔也可以注油润滑。注意清理干净线轨凹槽内异物,打油后,开启打印机,控制Z轴上下运动,保证润滑油润滑整个线轨。
Y 轴导轨
- 保养周期:一个月
- 保养工具、材料:无尘布、镊子、润滑油
- 保养方案:清洁,打润滑油
- 操作说明:用镊子清理导轨上的块状、 丝状异物,用无尘布擦拭颗粒状异物和污渍;重新给Y线轨打上润滑油,打油后沿Y方向滑动热床,保证润滑油润滑整个导轨。
润滑X轴导轨视频指南:
 清洁导轨 |
 清洁导轨 |
 润滑X轴导轨 |
 润滑X轴导轨 |
 移动工具头(关机) |
润滑Y轴导轨视频指南:
 润滑Y轴导轨 |
 润滑Y轴导轨 |
移动热床(关机) |
润滑Z轴导轨视频指南:
 润滑Z轴导轨 |
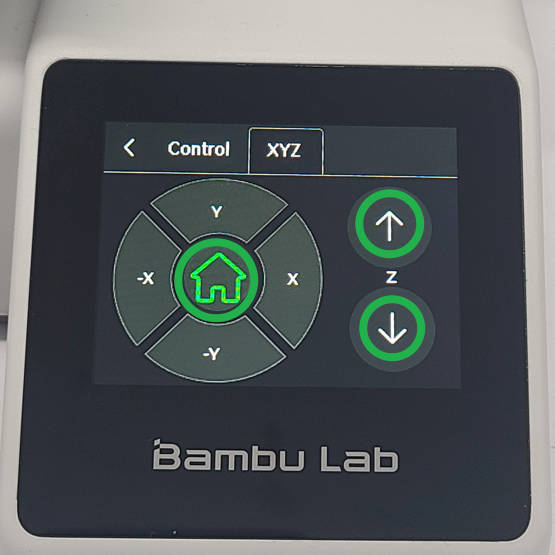 控制Z轴(先回中) |
 移动X轴(开机) |
¶ X Y 同步皮带
X轴和Y轴的同步皮带是实现工具头沿X轴方向、热床沿Y轴方向移动的传动部件,适时的对同步皮带进行张紧力调整是保持打印质量的重要保证。
X 轴同步带
- 保养周期:扫频出现问题时
- 保养工具、材料:H2 内六角扳手
- 保养方案:重新调节张紧力
- 操作说明:拧松工具头后端的张紧螺丝,重新拧紧张紧螺丝。
Y 轴同步带
- 保养周期:扫频出现问题时
- 保养工具、材料:H2 内六角扳手
- 保养方案:重新调节张紧力
- 操作说明:拆卸Y轴维修盖后,拧松张紧螺丝,用力沿Y轴方推动Y轴张紧滑块2~3次,以保证没有卡住,然后重新锁紧张紧螺丝。

拧松X张紧螺丝
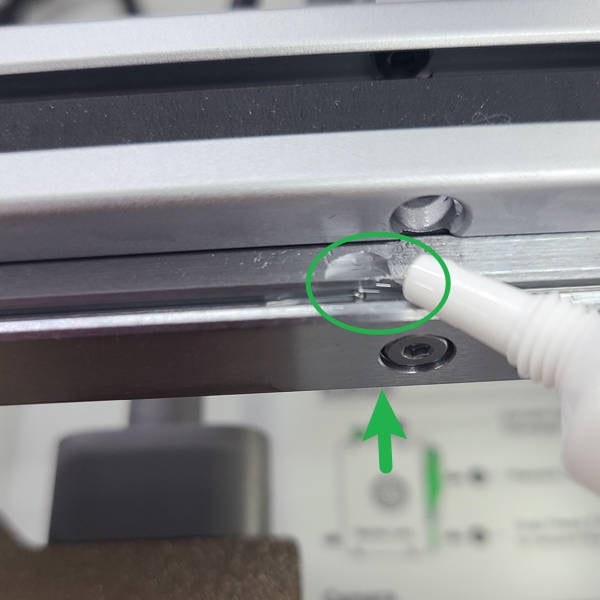
 移除Y轴维修盖 |
 拧松张紧螺丝(下方绿圈内的螺丝) |
 推动Y张紧块,重新锁张紧螺丝 |
如果经过长时间的使用,同步皮带已经出现明显的磨损并影响了打印质量,请参考相关的维修指引页面,更换同步皮带。
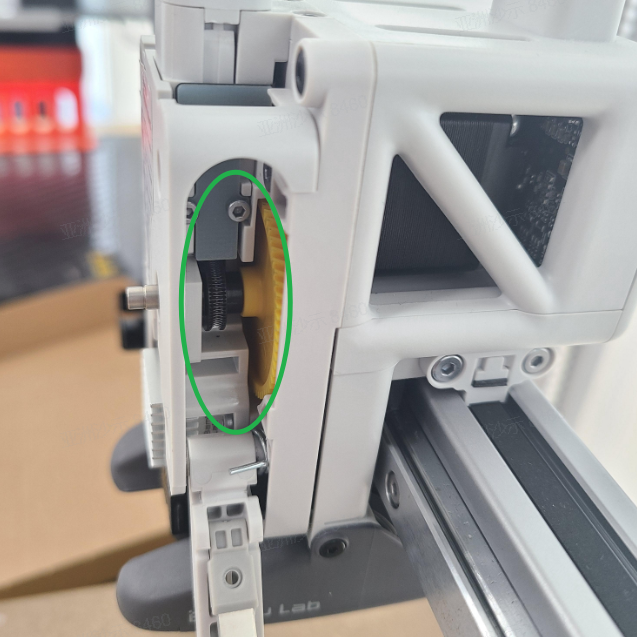
¶ 丝杆
A1mini 只有一根丝杆,通过丝杆,Z轴电机才能带动X轴沿Z轴方向上下的移动。适当的润滑将能保证X轴沿Z方向平稳的运行,并且能有效的降低丝杆运动带来的噪音。
- 保养周期:三个月
- 保养工具、材料:消音脂
- 保养方案:打消音脂润滑
- 操作说明:丝杆工作区和法兰轴承处打上消音脂,开启打印机,控制打印机使X轴沿Z方向上下移动,确保消音脂涂布整个丝杆工作区。
丝杆保养视频指南:
https://public-cdn.bblmw.com/wiki/A1-mini/lead_screw_maintenance.mp4

如有必要,你可以稍微倾斜一下打印机,然后再往丝杆上滴上消音脂。
 |
 |
¶ 惰轮
这里主要指X轴的惰轮,定期对惰轮进行保养,可以有效防止异响和阻力异常。
- 保养周期:三个月
- 保养工具、材料:清油,内六角扳手
- 保养方案:清油润滑
- 操作说明:靠近 X 轴端盖处,在皮带和惰轮间滴上适量清油即可。

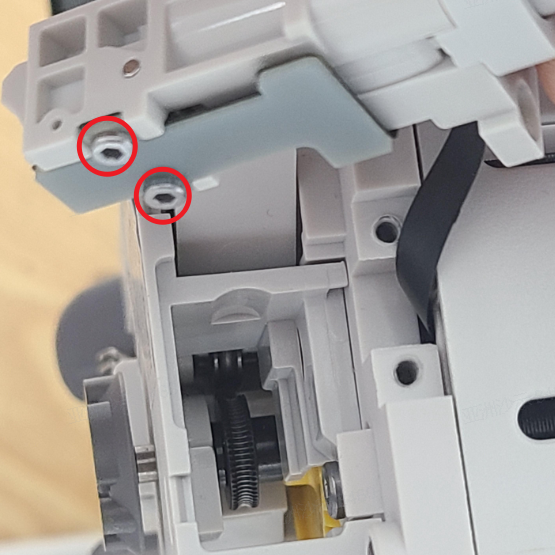
¶ 进料霍尔板
进料霍尔板上有多个霍尔传感器,材料碎片、灰尘等异物的附着会导致霍尔值异常而出现误报,及时清洁霍尔板,可以有效地解决误报的问题,提升打印体验。
- 保养周期:出现误报时
- 保养工具、材料:内六角扳手、吹气球
- 保养方案:清洁
- 操作说明:拧下2颗螺丝,小心拨出整个五通组件,移除2颗霍尔板固定螺丝,用吹气球进行清洁。
进料霍尔板维护视频指南:
 |
 |
 |
注意:拆开时,连接排线不要过多的抽出,避免损伤和安装异常。
¶ 挤出机
长时间使用打印机后,挤出机组件内部有可能残留有耗材碎屑和灰尘,容易导致挤出齿轮工作时卡顿甚至无法转动的情况。为保证打印机的正常打印,需要及时对挤出机进行异物清理。
- 保养周期:挤出不足、卡料
- 保养工具、材料:镊子、刷子、吹气球、内六角扳手
- 保养方案:异物清理
- 操作说明:移除料线压块,松开切刀刀柄,用镊子清理内部丝状异物, 用吹气球吹掉残渣和粉尘,必要时可以将五通组件取出后,进行清洁。
挤出机组件内部清理视频指南:
 |
 |
 |
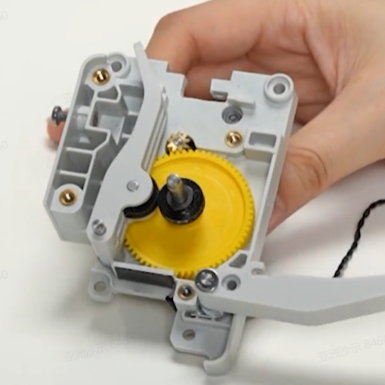
¶ 挤出轮组件
当按上面的步骤清理挤出机,无法取得较理想效果时,可以对挤出机进行拆解,取下挤出轮组件进行清洁。正常情况下,打印PLA、PETG这类非碳纤耗材时,建议每打印5卷耗材后清洁一次挤出轮组件;打印碳纤耗材时,每打印2卷耗材清洁一次挤出轮组件。如果发现挤出齿轮或轴承存在严重的磨损或者异常,常规清理已经无法改善挤出效果,建议更换新的挤出机齿轮组件。
- 保养周期:挤出不足、卡料
- 保养工具、材料:镊子、刷子、吹气球、内六角扳手
- 保养方案:异物清理
- 操作说明:清理挤出机时,发现有无法去除的异物时,需要将挤出前盖拆除,取出挤出轮组件进行清洁。具体的拆装方法请相关的维修指引页面。
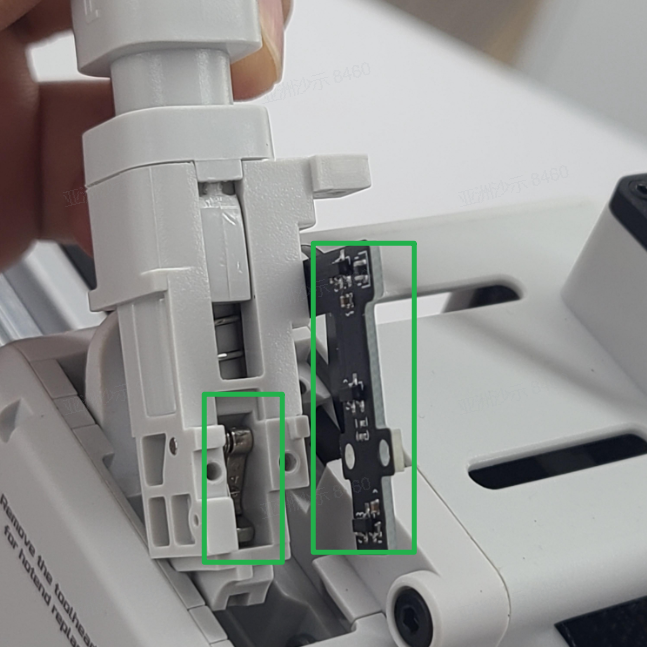
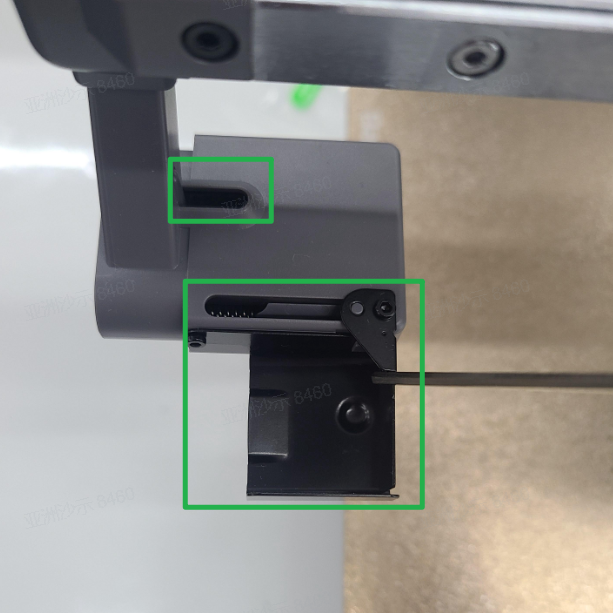
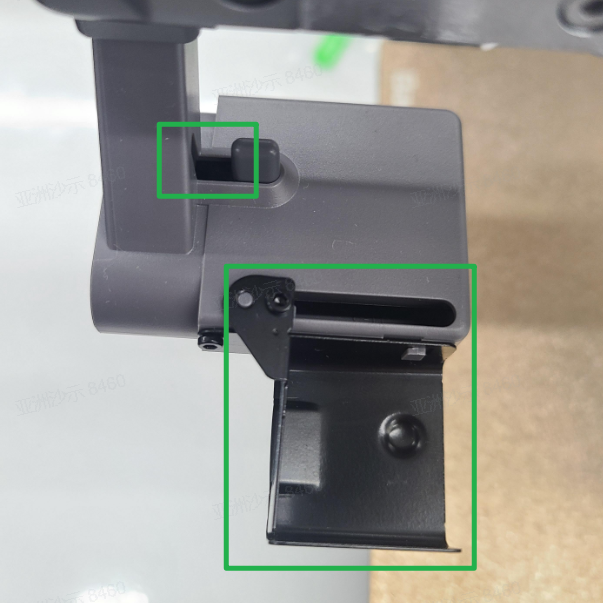
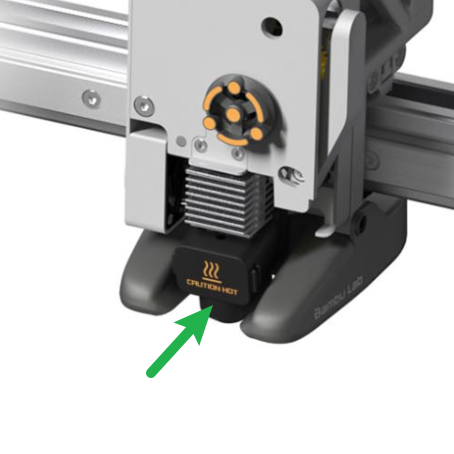
¶ 吐料组件
A1 mini 的吐料组件用于高效处理喷嘴吐出的废料,以确保打印过程的连续顺畅进行。当吐料组件的动作受到异物阻挡或动作机构出现变形时,吐料组件可能会出现动作卡顿,从而引起吐料异常或导致打印机丢步。所以需要及时清理异物,更换变形的吐料组件,以提高换料成功率,提升打印体验。
- 保养周期:废料堆积或变形
- 保养工具、材料:镊子、刷子、吹气球、内六角扳手
- 保养方案:换新/清洁
- 操作说明:将工具头从吐料组件移开,用镊子清除多余的废料,用吹气球吹掉残渣、灰尘。
 |
 |
¶ 风扇
A1 mini 配备了3个风扇,分别是热端风扇、部件件冷却风扇和主板冷却风扇。为保证机器具备良好的散热效果,需要定期检查风扇的状态,及时清理异物。
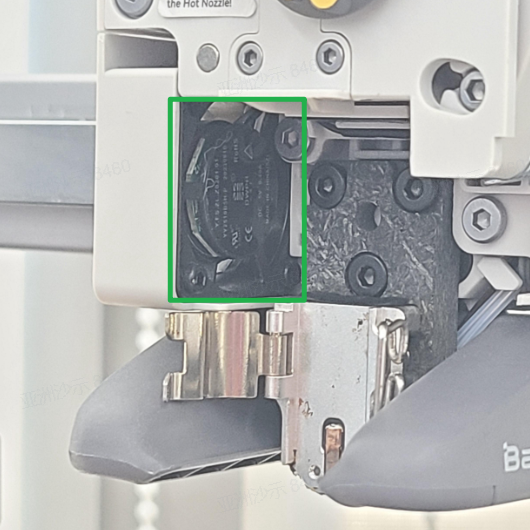
部件冷却风扇:
- 保养周期:每月
- 保养工具、材料:镊子、毛刷、无尘布
- 保养方案:清洁
- 操作说明:检查风道是否有异物或灰尘堆积,进行清理。
部件冷却风扇长时间使用内部可能会存在大量灰尘堆积可以将部件散热风扇取出,拧松背后四颗螺丝,打开底壳使用毛刷清理。
 |
 |
热端风扇:
- 保养周期:每月
- 保养工具、材料:镊子、无尘布
- 保养方案:清洁
- 操作说明:拆下热端,检查风扇是否有异物阻挡或灰尘堆积,进行清理。
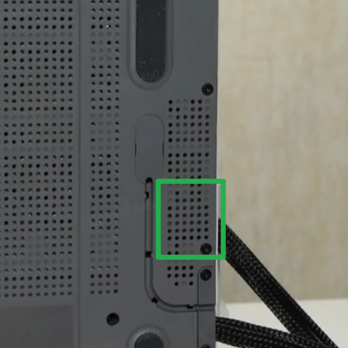
主板散热风扇:
- 保养周期:报风扇异常或转速低时检查确认
- 保养工具、材料:压缩空气(或高压气枪)、无尘布
- 保养方案:清洁
- 操作说明:用压缩空气喷射清除积尘,或拆开底板进行擦拭清洁。
风扇清理视频指南:
 |
 |
 |
¶ 消耗件
指随着产品的正常运行,必然会出现磨损或消耗,需要更换的产品部件或组件,如PTFE管、热端等。
这种易损部件,需要主动清洁和检查外观,及时发现异常并进行更换,避免影响正常打印。
¶ 热端硅胶套
热端硅胶套有助于保持热端温度的稳定性,如果硅胶套上有破损迹象,或者硅胶套不能很好地固定在热端上,则应更换硅胶套,避免因温度差异引起一些打印质量问题。
- 保养周期:破损或安装异常时
- 保养工具、材料:热端硅胶套
- 保养方案:换新
- 操作说明:热端温度在 60 度以下时,参考挤出机上贴附的更换热端指引进行更换。
请注意,不安装硅胶套可能会导致提示热端温控异常。
 |
 |
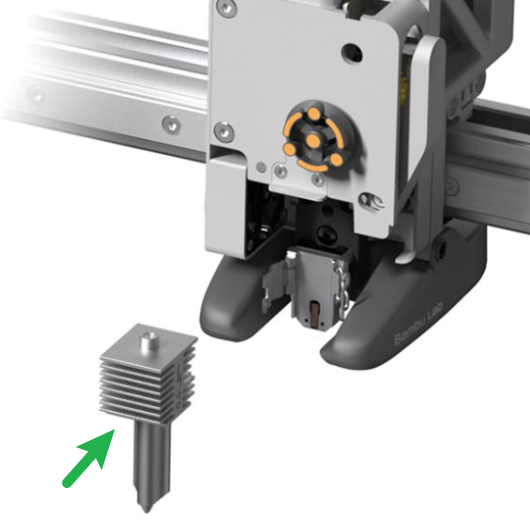
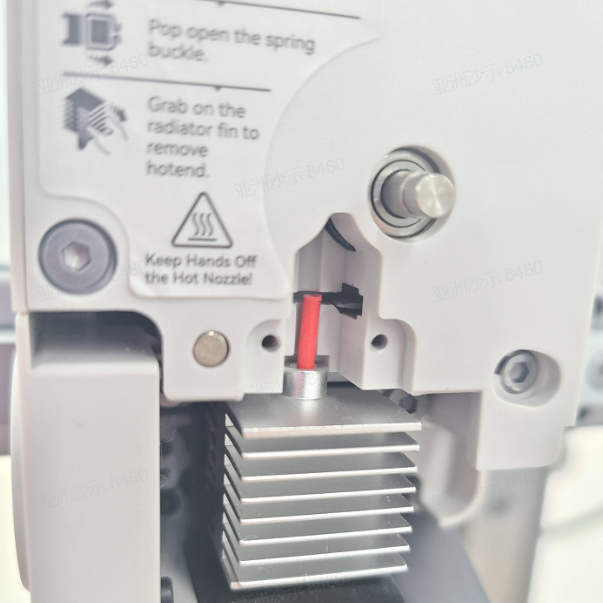
¶ 热端
A1 mini 热端采用了快拆的卡扣设计,为保证热端快拆功能正常,同时也为了及时清除热端和加热底座表面的残留物以保证热端测温的准确性,需要定期拆下热端并清洁加热组件表面。正常情况下,打印PLA、PETG这类非碳纤耗材时,建议每打印5卷耗材后清洁一次热端;打印碳纤耗材时,每打印2卷耗材清洁一次热端。如果发现热端有明显的磨损导致漏料,常规清理已经无法解决问题,请更换一个新热端。
热端加热组件:
-
保养周期:一个月
-
保养工具、材料:隔热手套、镊子、无尘布
-
保养方案:清洁
-
操作说明:移除硅胶套后,清理热端上的附着物,然后取下热端,用镊子卷起蘸取了无水酒精的无尘布,擦拭清洁加热组件表面。
-
保养周期:因为打印异常、拆装等出现线缆断裂、结构件损坏以及加热功能失效等情况
-
保养方案:换新
-
操作说明:请参考 A1 系列热端加热组件更换指引。
热端:
- 保养周期:磨损、漏料
- 保养工具、材料:热端
- 保养方案:换新
- 操作说明:参考挤出机上贴附的更换热端指引进行更换。
注意:
1. 如果热端上有残留材料附着,导致不能正常取下热端,需要加热端至80度,使附着物软化少许再取下。
2. 请在处理后,安装热端硅胶套,不然可能会导致提示热端温控异常。
热端拆卸安装视频指南:
 |
 |
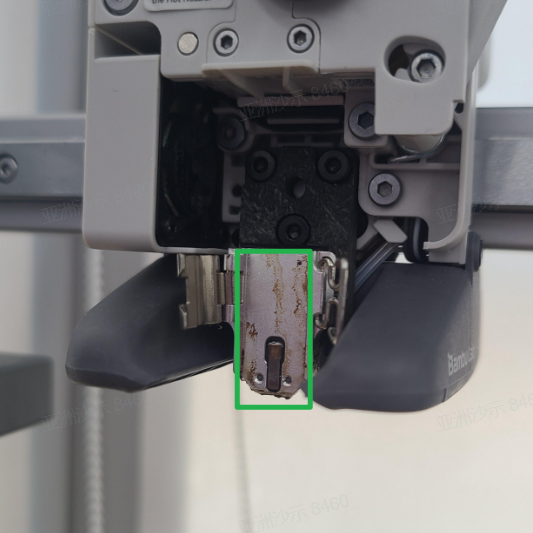
¶ 切刀
与X系列打印机一样,A1 mini 也配备了切刀,以实现自动换料的功能。如果您使用了多色打印,在打印多卷耗材后,切刀的刀片会变钝,甚至出现缺口,因此建议定期检查以确保刀片仍然锋利和完整,避免因切料阻力大导致丢步,提高打印成功率。如果发现切刀已经磨损,无法顺畅地切割耗材,请更换新的切刀。
- 保养周期: PLA\ABS\PETG 材料 3 卷检查一次刀片
- 保养工具、材料: 内六角扳手
- 保养方案:换新
- 操作说明: 拆开料线压块检查刀片是否有缺刃,有异常时,释放切刀刀柄更换新切刀。
切刀检查与更换视频指南:
 |
 |
¶ PTFE 管
我们通过PTFE管将打印材料从AMS lite (或料盘支架)送到五通组件,PTFE管经过与打印材料长时间的摩擦会出现不同程度的磨损,增加供料阻。为避免PTFE管磨损导致的料线输送异常,当 PTFE 管上有明显的磨损迹象时,应进行更换。
- 保养周期:PLA 等非碳纤料,每 6 卷料;碳纤料或 ploywood 等摩擦力高的材料,每 2 卷料
- 保养工具、材料:徒手或借助辅助工具;PTFE 管
- 保养方案:换新
- 操作说明:按压五通料管连接器,将料管向上拉出即可; 如果徒手按压困难,可借助打印模型 ptfe_tool.3mf 或镊子等工具。
 |
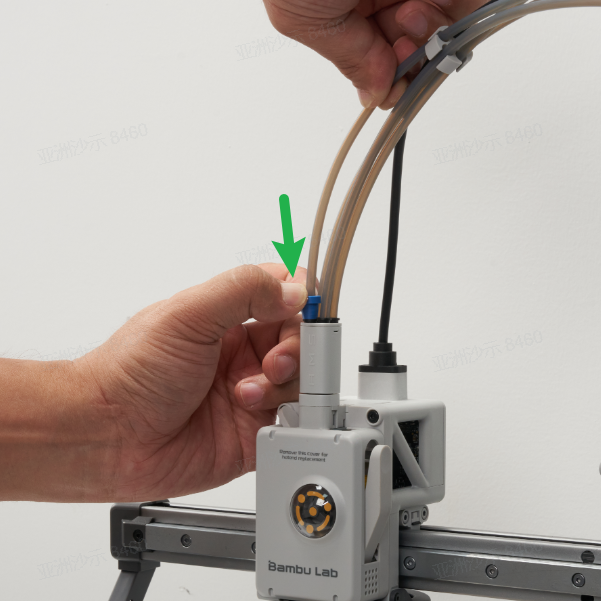 |
注意:A1 mini 使用的PTFE管规格是外径4mm, 内径2.5mm。
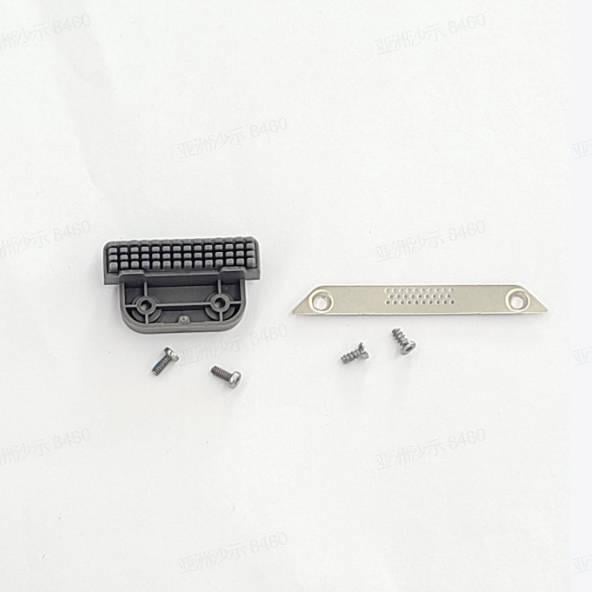
¶ 擦嘴组件
A1 mini 的擦嘴组件实际上包括两个配件,硅胶擦嘴和金属擦片,硅胶擦嘴用于清洁喷嘴上的残余废料,金属擦片则用于清洁喷嘴端面使其保证光洁。如果擦嘴组件损坏或变形了,为确保喷嘴清洁效果,您需要进行更换。
- 保养周期:硅胶擦嘴有硅胶损坏/不锈钢擦嘴片变形
- 保养工具、材料:内六角扳手、擦嘴套件
- 保养方案:换新
- 操作说明:硅胶擦嘴与底座一起更换,金属擦片只需要单独更换即可。
 |
 |
¶ 打印面板
A1 mini标配了纹理PEI打印板,它由PEI材料喷涂在不锈钢板上而成,能够用于打印PLA/PETG/TPU等各类材料,并无需使用任何的粘合剂。为保持最佳的粘附力,建议定期清洁打印板,同时应避免手指直接接触打印板表面的情况,以防止皮肤油脂附着到打印板表面,影响附着效果。PEI打印板的清洁方式请查阅以下链接:
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助。点击此处联系在线技术支持(服务时间 9:00-21:00)