¶ 问题现象
在 3D 打印中,挤出不良是非常常见的一种现象。在打印中,如果喷嘴没有顺利挤出耗材丝,或者打印的模型表面出现明显的缺料(挤出不足),说明打印挤出出现了异常,可能是挤出机或热端堵塞,或者耗材丝打滑等原因造成的。这篇WIKI将指引大家对 A1 系列打印机挤出异常的问题进行排查。

¶ 注意事项
- 当遇到挤出异常问题时,首先确保打印设置正确,打印温度需要和实际使用的耗材丝相匹配,温度太低或者打印速度过快(例如开了狂暴模式),同样会造成挤出不足;
- 另外也要确保料管正确连接到打印机,料管无过度弯曲,耗材丝没有缠绕打结,且启用了“缠料检测”功能,有时候来自外部的阻力过大也会导致打印机无法顺利挤出耗材;
- 在确认设置正确后,如果仍遇到挤出异常的问题,则可以参考下文的指引进行故障排查。
¶ 故障排查
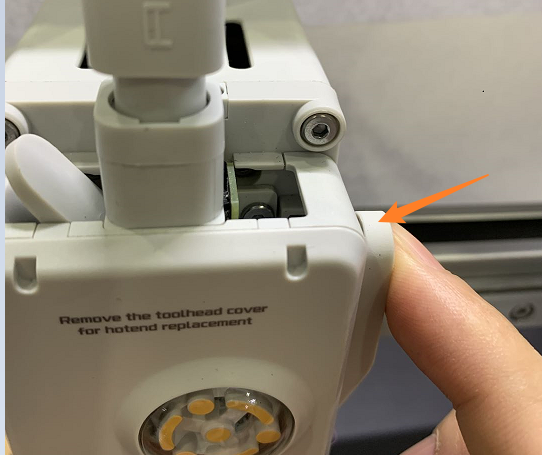
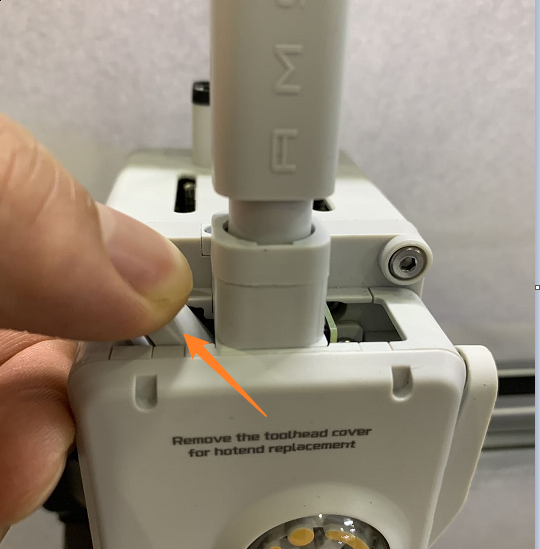
¶ 首层喷嘴太靠近热床
- 打印首层的时候,喷嘴太靠近热床了,喷嘴几乎贴着热床表面,导致几乎无法挤出耗材。我们可以看到首层有明显的挤出不足。
这时候可以尝试把工具头移动到吐料组件的位置,然后设置好喷嘴温度后点击挤出,如果在吐料组件位置能够顺利挤出,那基本上可以确认是因为打印首层时喷嘴高度太低导致挤出不足。

对此我们建议参考以下步骤排查:
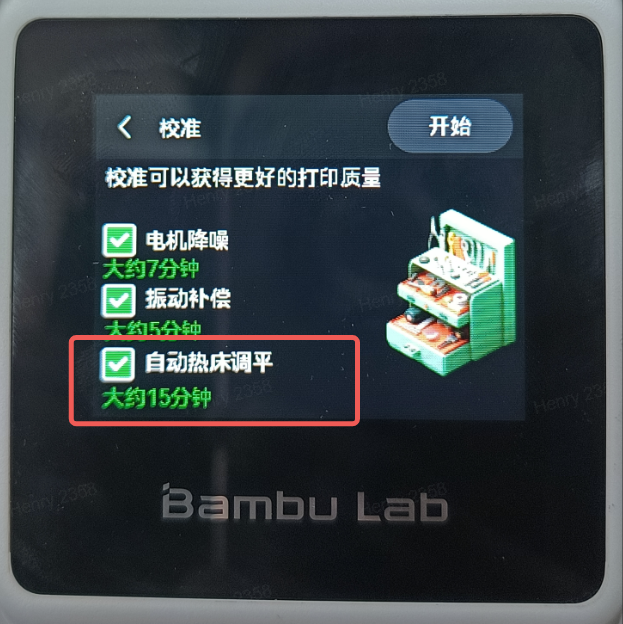
a. 重新进行一次调平,建议在校准中运行一次完整的热床调平,确保喷嘴距离打印板的高度是合适的。
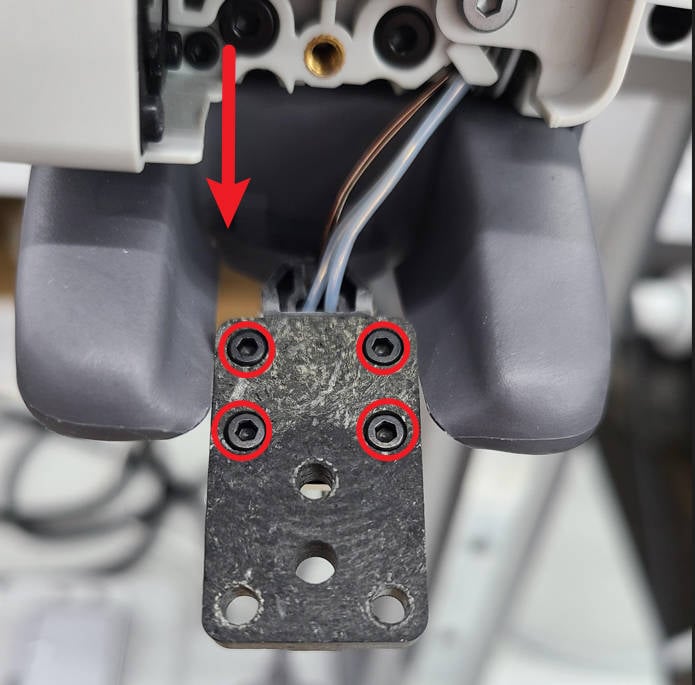
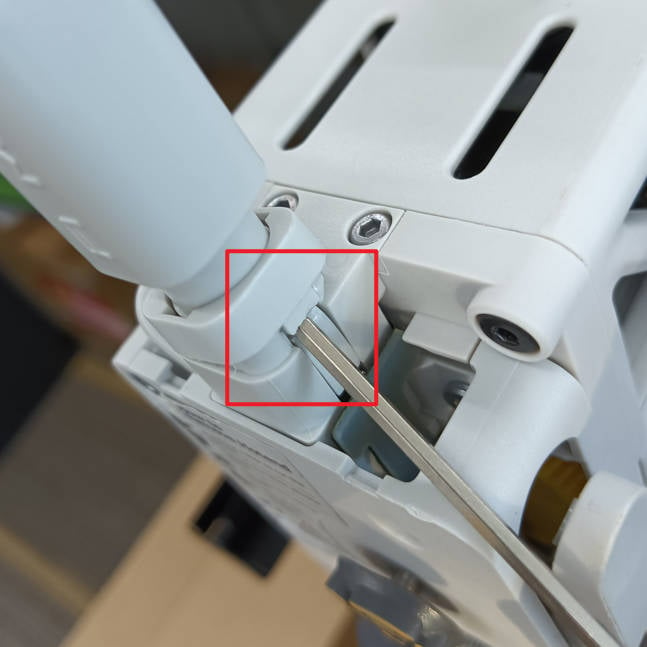
b. 若完整调平后仍未解决,有可能是热端加热组件的合成石螺丝松了,或者是热端的喉管脱出了,导致在打印挤出的时候,热端被挤出力往下推动了一些距离从而更靠近热床。建议您参考wiki,重新拧紧加热组件的合成石螺丝:A1系列打印首层打印质量问题及对应方案——首层偏低 | Bambu Lab Wiki,并用手轻微上下拉动热端,检查喉管是否有松脱。
|
拧紧加热组件的合成石螺丝 |
检查热端喉管是否松脱 |
 |
 |
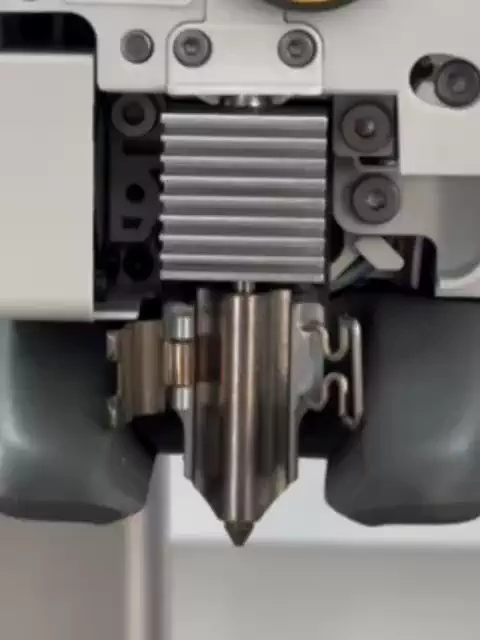
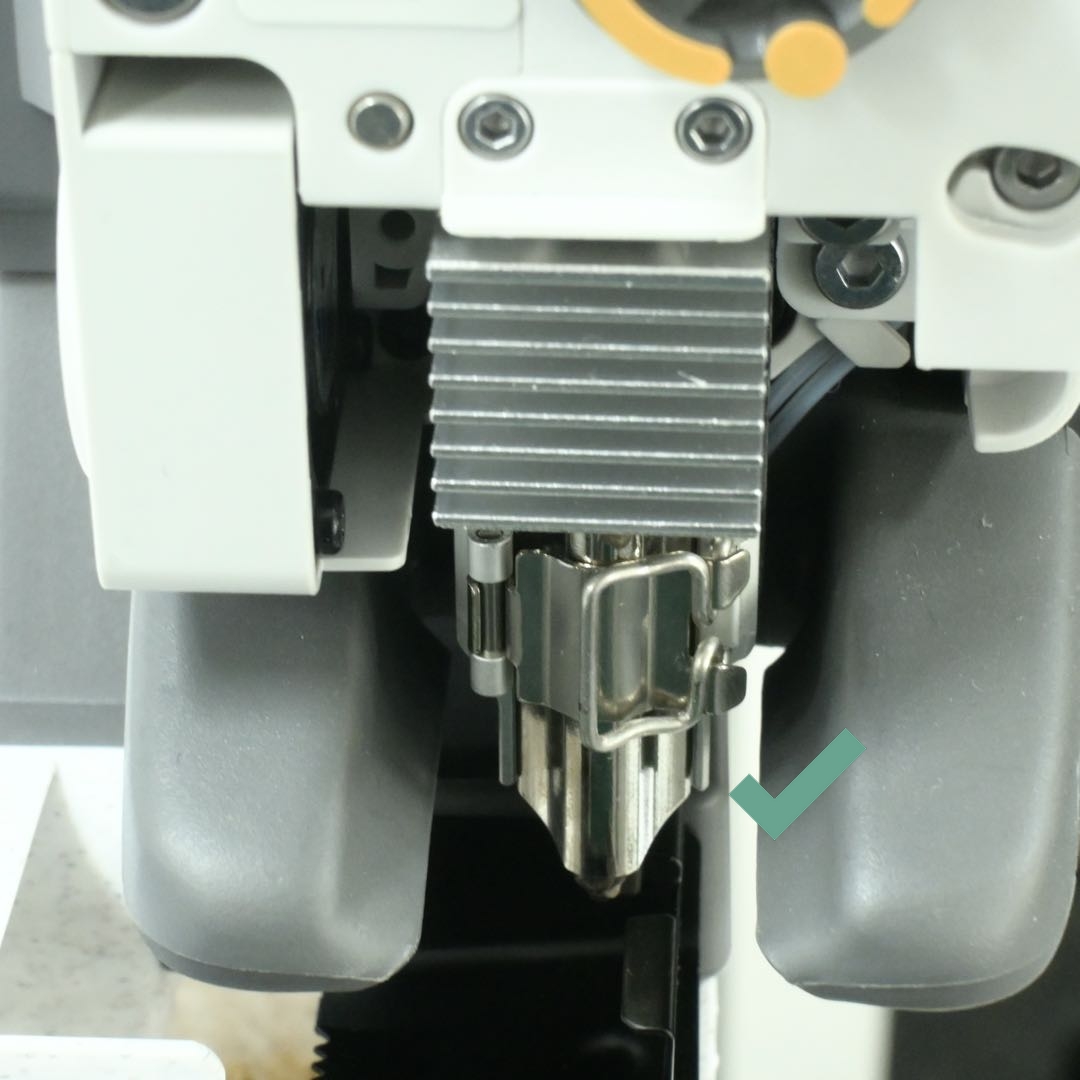
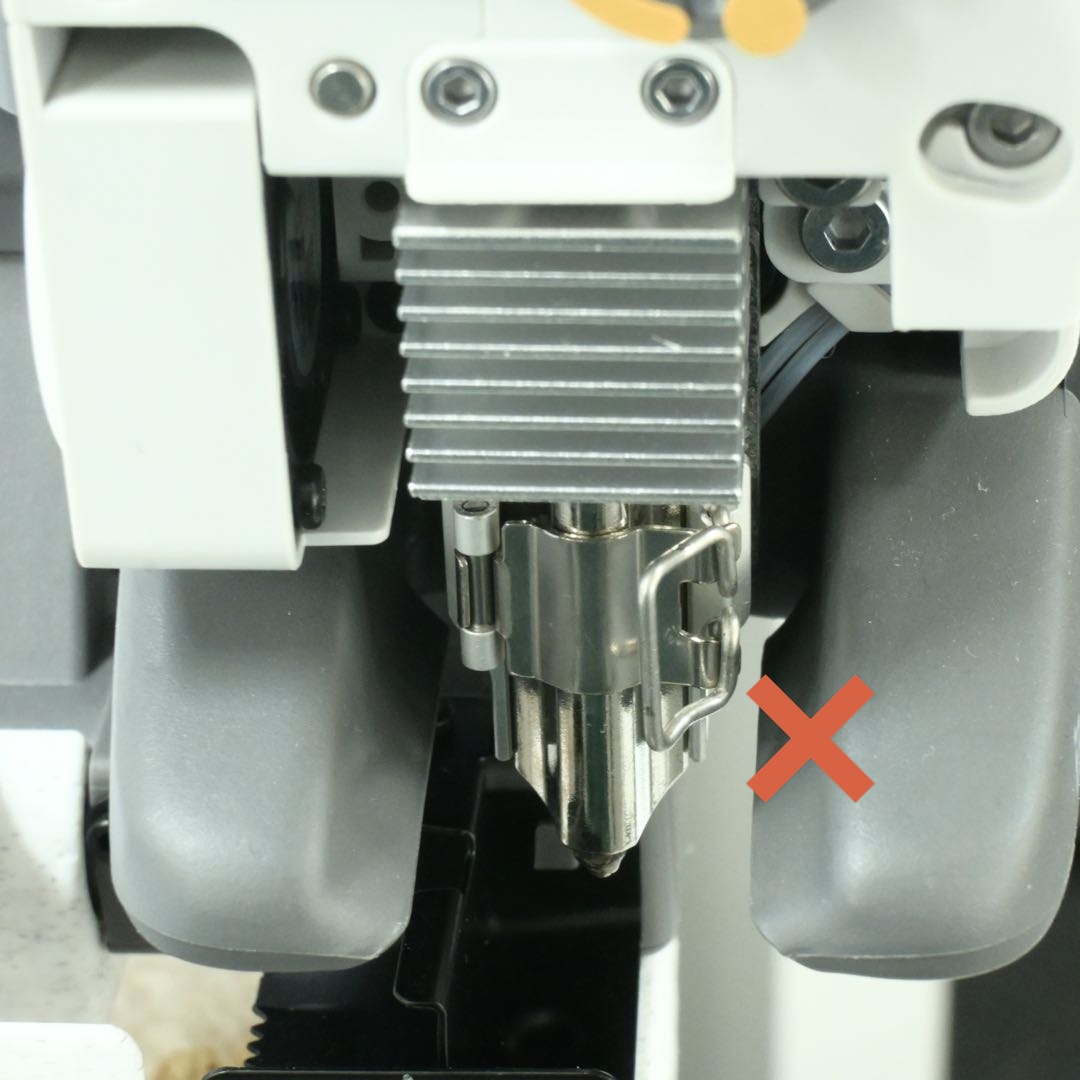
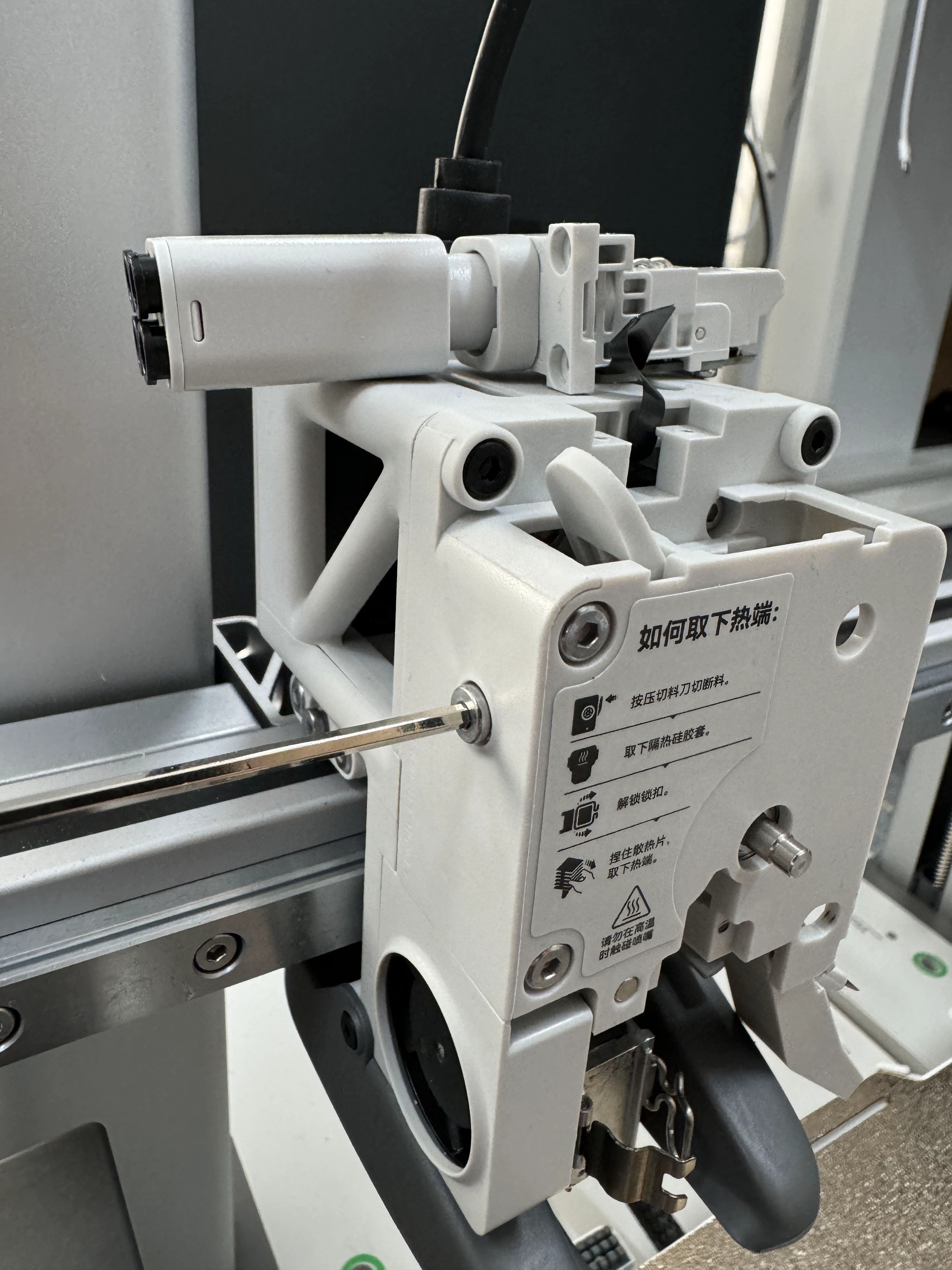
c.重新装上热端时,请务必正确地扣好加热组件的卡扣(请参考下图),并手动检查热端是否有明显晃动。注意,如果加热组件没有正确扣好或者夹子损坏导致无法固定住热端,依然会导致打印时喷嘴太靠近热床甚至刮蹭打印板。
|
正确安装方式 |
错误安装方式 |
 |
 |
¶ 热端堵塞
如果把工具头移动到吐料组件位置单独测试挤出,仍然无法顺利挤出耗材丝,只能挤出少量的耗材丝甚至没有耗材挤出,通常还可以观察到挤出机齿轮转动不顺畅且不停发出“咔哒”跳齿的声音,这很可能是热端堵塞了。您可以先取下热端,在打印机的设置——维护页面,启用维护模式。然后再设置喷嘴温度至170℃(最低的可挤出温度),并手动测试挤出。如果在没有热端的时候,挤出机能顺利地挤出耗材丝,说明是热端堵塞了,建议您参考这篇wiki重新冷拔疏通热端:A1系列打印机热端堵塞清理 | Bambu Lab Wiki。若始终无法顺利疏通,可以尝试更换一个热端。
|
挤出机齿轮跳齿 |
测试在没有热端的情况下挤出 |
 |
 |
¶ 耗材丝打滑
如果在进料或者打印过程中,遇到耗材丝完全无法挤出的现象,但挤出机齿轮能够顺畅地转动,则可能是挤出机齿轮没有完全咬合住耗材丝,或者齿轮和耗材丝打滑了,有以下几种可能。
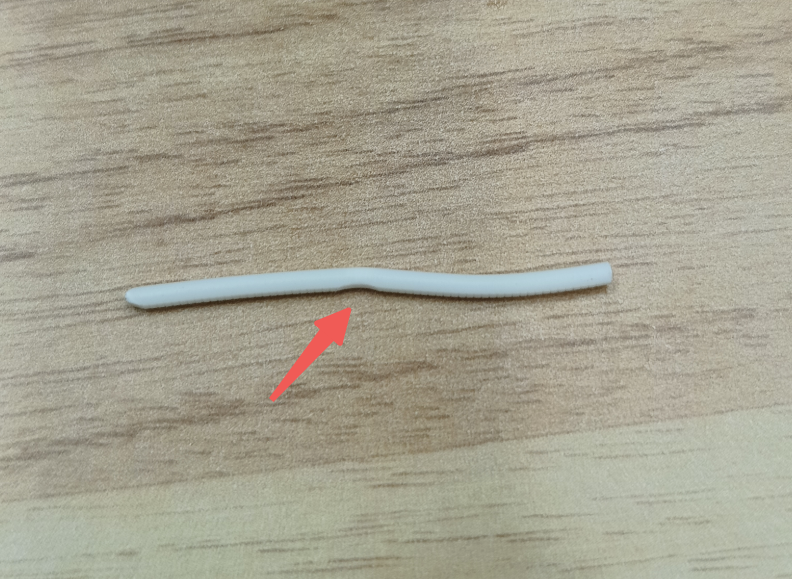
1. 齿轮和耗材丝打滑。有可能是耗材丝本身容易磨损;或是热端堵塞,导致向下挤出的阻力过大,耗材丝被齿轮磨出坑。
请先关闭打印机,参考以下步骤取出当前的耗材丝,检查上面是否有磨料的痕迹。如果有,则说明是耗材丝被齿轮磨损了。
|
按压切刀手动切料 |
按住从动轮支架,扩大齿轮间的间隙,然后拉出耗材丝 |
取出耗材丝后会发现上面有个凹坑 |
 |
 |
 |
再尝试用另一卷耗材丝进料,看能否顺利挤出。如果用任何耗材丝都只能看到齿轮空转,无耗材丝挤出,参考上文热端堵塞的排查方法,检查热端是否堵塞。如果只有某卷耗材丝容易被磨料,可能是耗材丝本身的问题,建议您更换其他耗材丝打印。有些材料例如PLA Aero更容易被齿轮磨损从而打滑。
2. 如果热端没有堵塞,且耗材丝没有被齿轮磨出坑,但是挤出的时候齿轮始终在空转,则有可能是挤出机从动轮安装不到位,齿轮间的间隙太大了从而无法咬合住耗材丝。
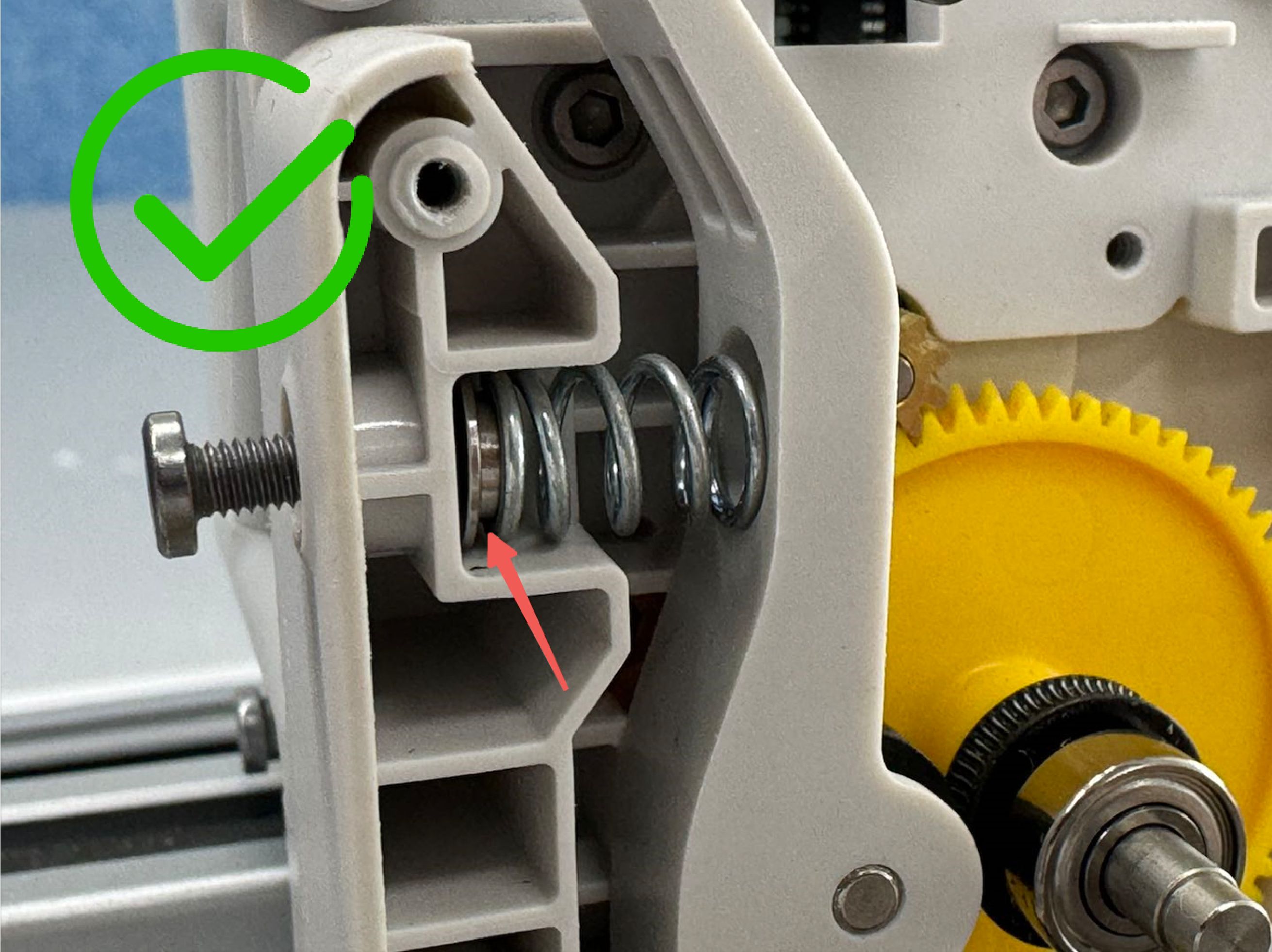
可以拆开挤出机检查弹簧和垫片位置是否安装正确,以及侧边的螺丝是否有锁紧。如果安装挤出机齿轮的时候,侧边弹簧没有压紧从动轮,就会导致从动轮和挤出齿轮的间隙过大,无法完全夹紧耗材丝,则向下挤出的时候齿轮就会空转。完整的挤出机齿轮拆装步骤,可以参考wiki:A1 系列挤出机清理 | Bambu Lab Wiki。
|
确保挤出机内部的垫片和弹簧安装正确 |
确保工具头侧边的螺丝是锁紧的 |
|
 |
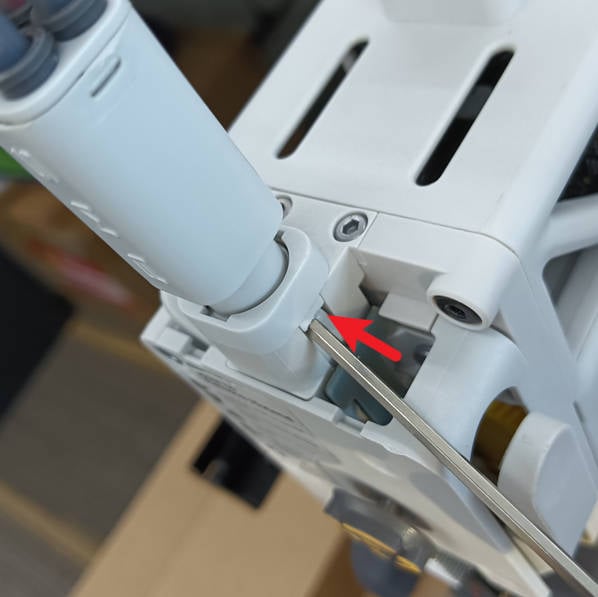
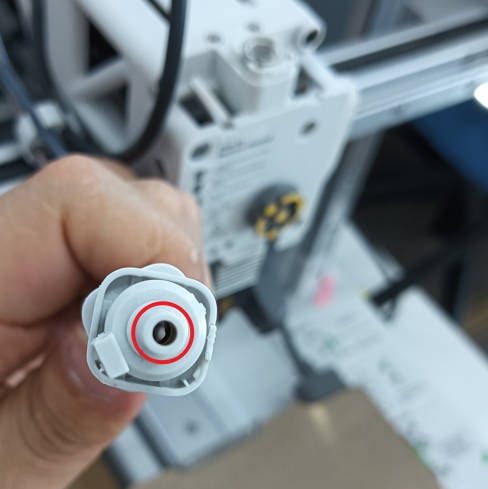
3. 多根料同时堵在五通,导致五通中的耗材丝被卡住了,无法顺利被挤出。请检查是否有多根料同时插入五通,或者五通内部是否有断料。
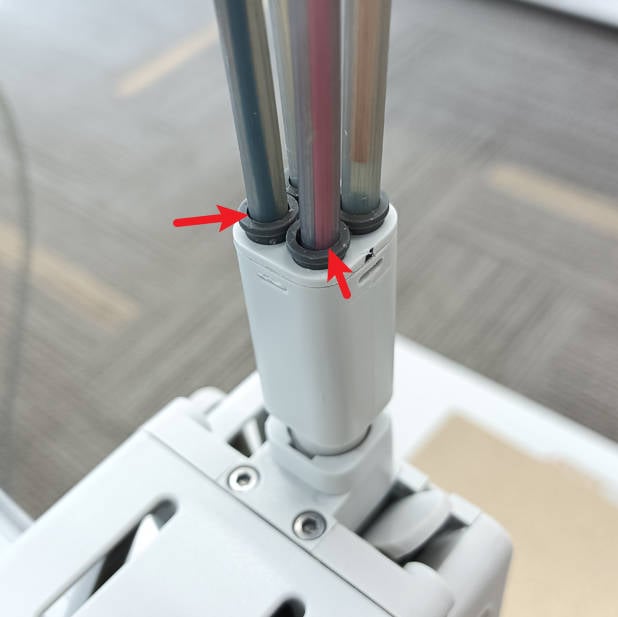
您也可以参考以下步骤,拆开五通,检查是否有耗材丝断在内部。
 |
 |
 |
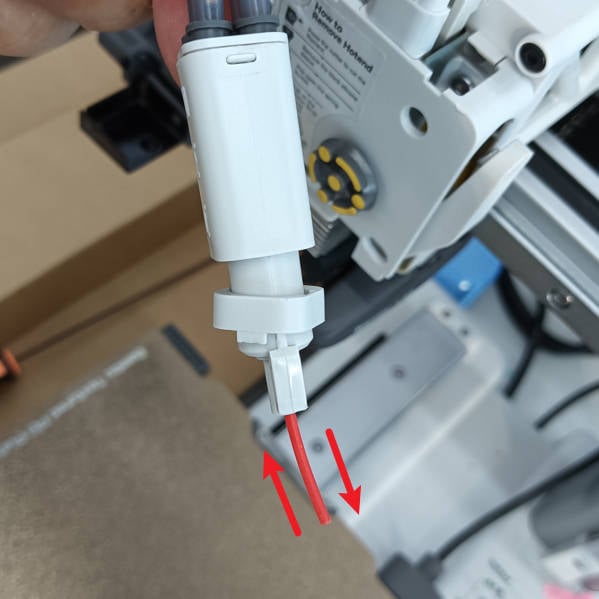
然后手动拉动耗材丝进行送料和退料,确认耗材丝的进退动作顺畅。
 |
 |
¶ 挤出机齿轮或电机异常
热端并没有堵塞,但是通过观察挤出机齿轮发现齿轮明显转动异常或者停止转动,导致打印过程中无法顺利挤出耗材丝。可以拆开挤出机,观察挤出电机是否顺利转动,黄色齿轮是否有磨损或者缺齿。请参考wiki:A1 系列挤出机清理 | Bambu Lab Wiki。


¶ 使用 AMS lite 时挤出异常
如果用外挂料盘打印的时候挤出完全正常,但是使用 AMS lite 时,经常在进料或者打印的时候出现“挤出异常”或“无法挤出耗材”的报错,则有以下几种可能:
1. 料不适合用 AMS lite 打印,因为使用用 AMS lite 打印时,实际上进料阻力是比外挂料盘大一些,某些料和挤出机齿轮容易打滑(例如 Aero ),以及某些料太软(例如TPU),不适合用 AMS lite 打印,建议使用外挂料盘打印;
2. 如果挤出异常只发生在某个槽,可能是以下原因:
a. 里程轮卡住了,阻力过大导致挤出机无法顺畅拉动耗材,里程轮也无法正常转动。可以把耗材插入AMS lite的四个插槽中,然后手动前后拉动耗材丝,检查看看经常报错的槽位是否拉动耗材丝的阻力相比其他槽要大得多。如果是,则可能是里程轮卡涩了,需要更换整个入料口组件。

|

|
b.里程轮失效。在使用 AMS lite 进料的时候,是否成功挤出是由里程轮判断的。当 AMS lite 送料至挤出机,挤出机挤出一定量的耗材丝后,里程轮也要行走一定的里程,才能判断为挤出成功。如果您观察到进料时耗材丝挤出来了,但仍然报错挤出失败,很可能是由于里程轮没有计数,故判断为没挤出,同样需要更换入料口组件。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助。点击此处联系在线技术支持(服务时间 9:00-21:00)