¶ 回零
打印机回零,也就是打印机 XYZ 轴通过检测各个轴的限位,从而确定工具头在三维空间中的零点坐标。在回零过程中,X 轴(工具头移动)和 Y 轴(热床移动)依靠各自的电机检测负载,来判断是否到达各自的运动边界。而 Z 轴方向的回零则是工具头下降,让喷嘴触碰热床,热端上方涡流传感器能够检测到喷嘴是否碰到了热床。
回零过程如下:

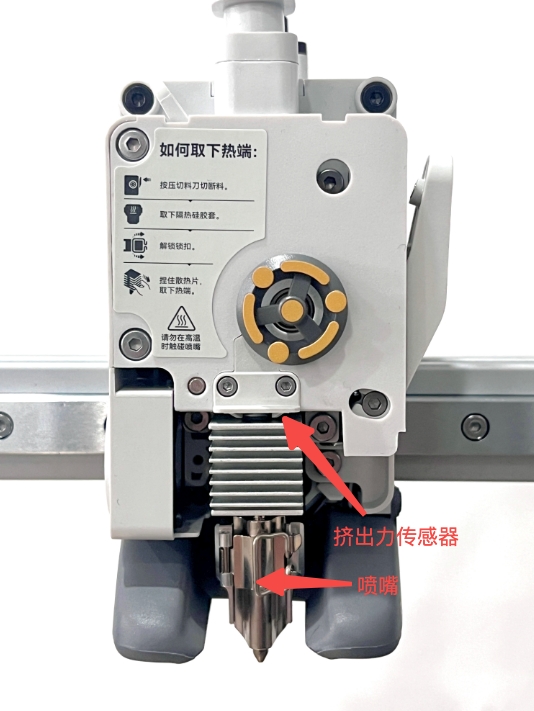
工具头的涡流传感器位置如下所示:
¶ 热床调平
请将打印机放置在平坦的桌面或地面,确保机器四角在同一个平面,避免部分悬空。
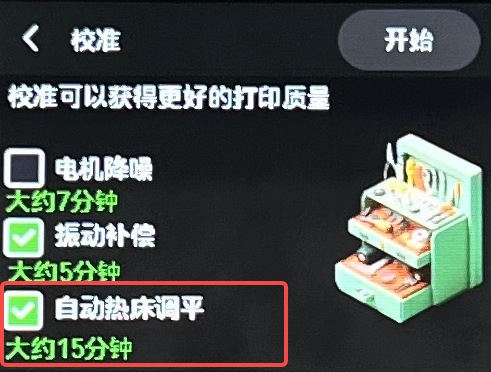
在打印前勾选“热床调平”,或者在校准中选择“自动热床调平”,打印机会运行一次热床自动调平。调平可以补偿由于热床不平或者装配歪斜而导致的喷嘴与热床之间的距离波动,保证喷嘴与热床的距离在热床不同位置上都尽量一致,以获取更好的首层打印质量。
¶ 打印前调平
在开始打印任务前,你可以在 Bambu Studio 或者打印机屏幕上勾选“热床调平”,会在打印开始前进行一次热床调平。

如果使用的是 01.08 及之前版本的 Bambu Studio,勾选了“热床调平”后,打印机会先进行 5 点快速调平,并对比上次的调平数值。如果差异过大就会重新调平,如果差异不大就不再进行全调平,直接开始打印任务。如果执行全调平,A1 mini 的全调平点数是 6*6,而 A1 的全调平点数是 7*7。
如果你的 Bambu Studio 升级到 01.09 版本(Bambu Studio 1.9.1 Release Notes),并升级打印机固件到 01.03 版本后,打印机支持了局部调平功能。打印前勾选“热床调平”选项,打印机将根据切片模型的外轮廓进行局部调平,而不是整个打印板区域进行热床调平,减少打印前的准备时间。
¶ 校准调平
在校准中选择“自动热床调平”,将会执行更完整的调平。此时,A1 mini 的调平点数是 18*18 点,A1 的调平点数是 21*21点。在校准中执行一次完整的热床调平,更有助于提高首层的打印质量。尤其是在更换热床、打印板、热端或加热组件后,都建议进行一次校准调平。
¶ 常见回零失败原因:
注意:当你在屏幕/Bambu Studio/App 里点击执行一次回零操作时,喷嘴温度不能高于 140°C。如果此时喷嘴温度较高,会先进行 XY 轴回零,等到喷嘴温度降到 140°C 后,才会下降喷嘴触碰热床进行 Z 轴回零。

¶ 1:涡流传感器数据异常
¶ 涡流传感器开路
触发回零后,XY 回零正常,工具头回到热床中央,先抬起一段,接着再下降一点就停住了,不会继续往下去触碰热床,然后报错“Z 回零失败”。
HMS 报错:HMS_0300-1800-0001-0004: 挤出力传感器数据异常,可能传感器开路或者TH板异常。
原因和解决方案:
这个问题通常是由于打印机无法接收到涡流传感器数据导致的,请检查涡流传感器到 TH 板的连接线。
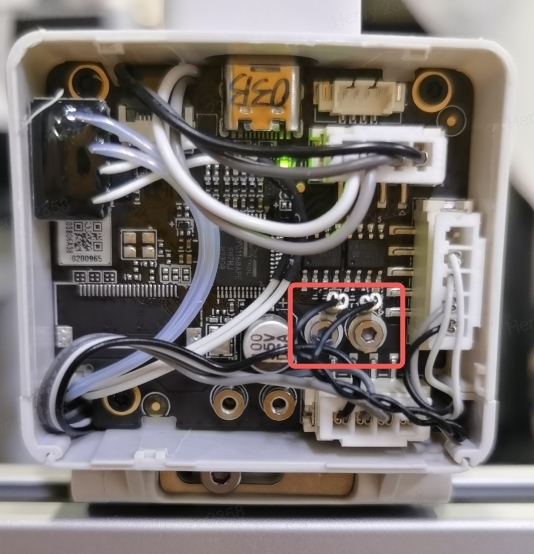
若未能解决,可能是涡流传感器断了或者 TH 板故障。请参考上方 wiki 链接,检查涡流传感器的连接线是否锁紧在 TH 板的螺柱上。如果涡流传感器连接线松脱,请重新拧紧后再重试。
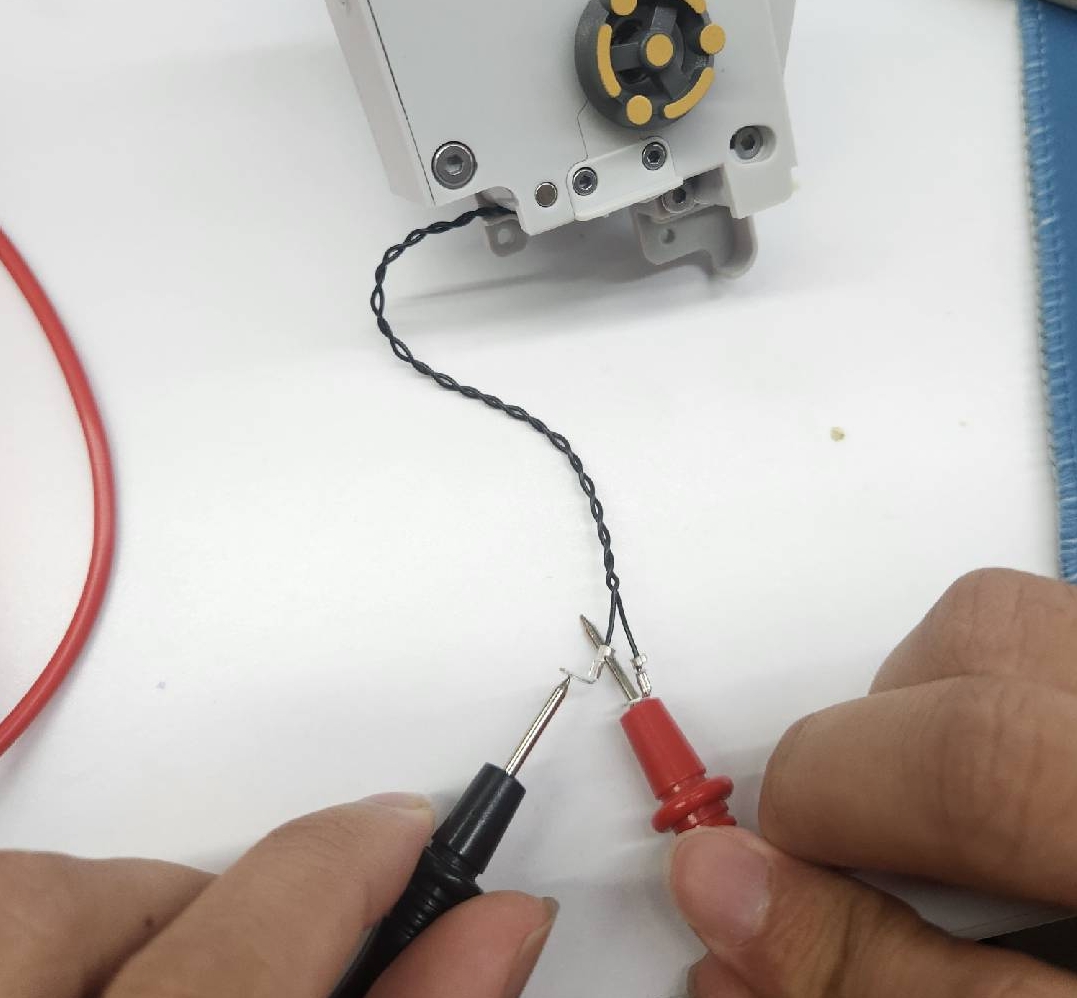
同时,建议使用万用表测通断,如果是通路,请检查涡流传感器连接线或者 TH 板。
若 TH 板上固定涡流传感器连接线的螺柱损坏了,请联系我们售后支持团队。
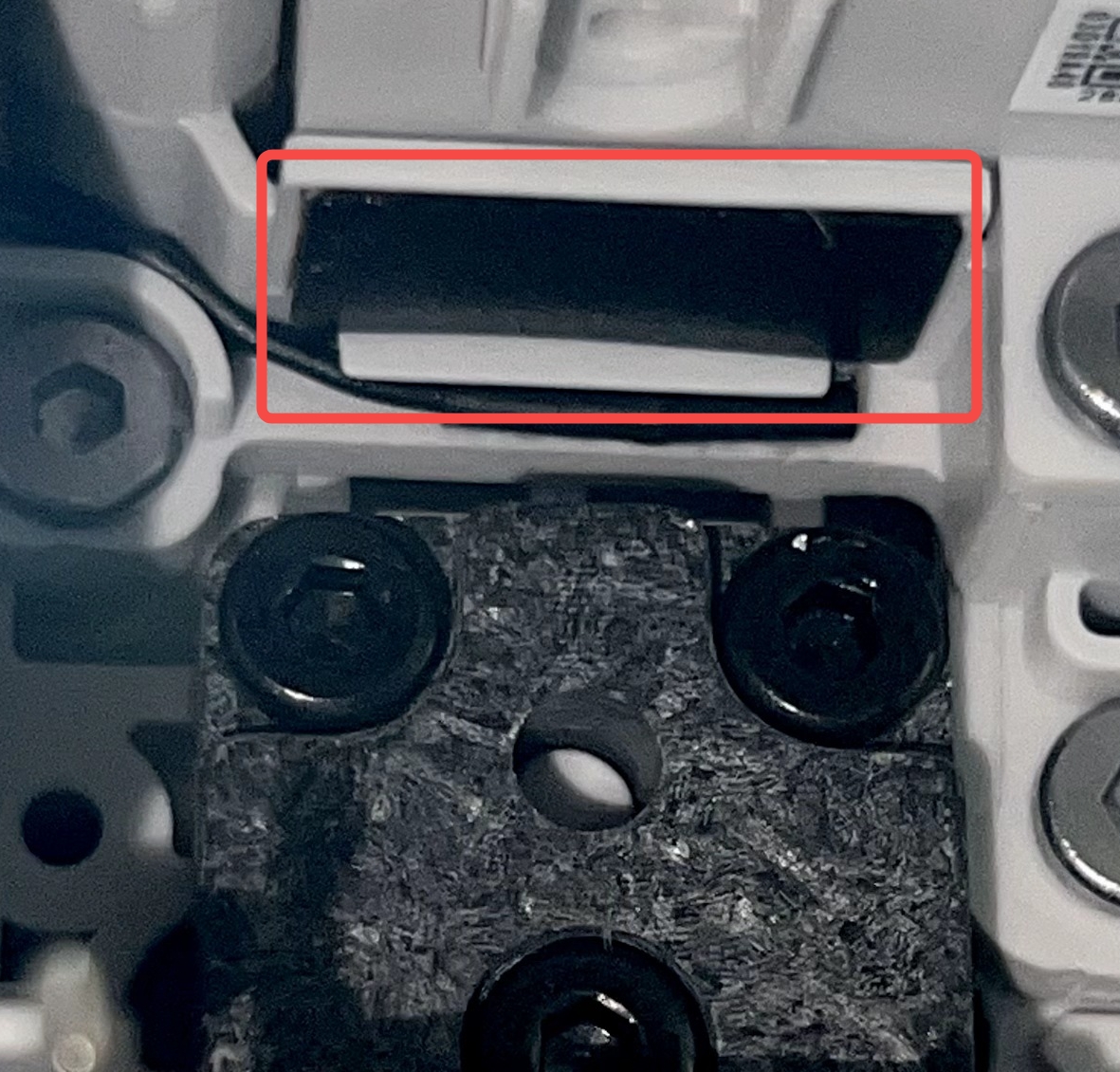
如果更换热端时操作不当,或者打印机发生过裹头,则很有可能把涡流传感器弄断,导致这个故障现象。可以取下热端,检查挤出机上的涡流传感器是否有损坏、断路的现象。
 |
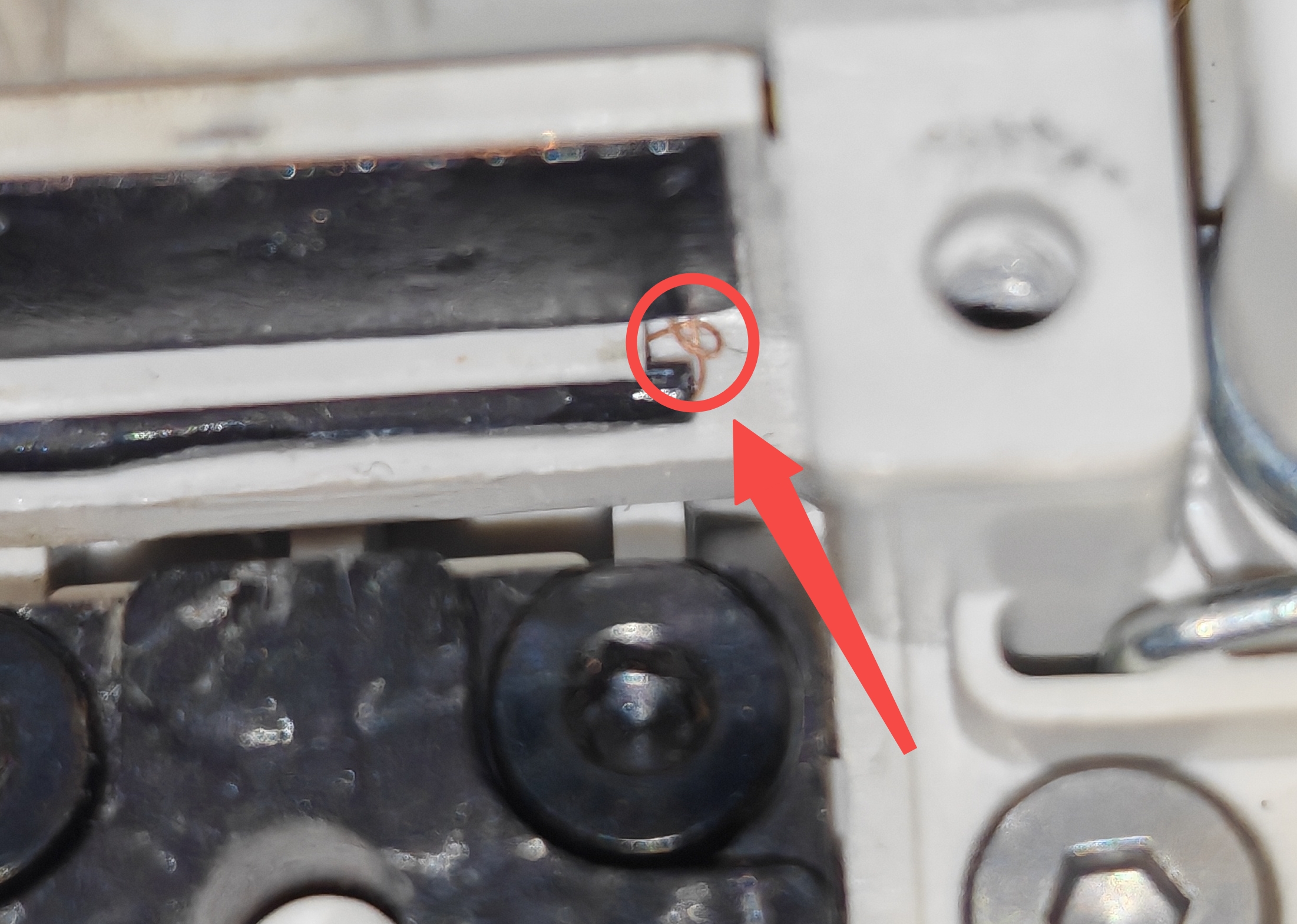 |
**注意:**请勿撕下黑色醋酸胶带,以免导致线圈断裂。
¶ 涡流传感器灵敏度偏低
HMS 报错:HMS_0300-1800-0001-0002: 挤出力传感器灵敏度偏低,可能喷嘴未安装到位。
原因和解决方案:
该报错的原因是检测到的涡流传感器信号较弱,有可能是热端没有安装到位,或者热端顶部的散热片变形了。拆下热端,观察散热片是否已发生变形向下翘曲(正常应该保持水平或轻微向上翘曲);如果没有明显的变形,按照指示重新安装一遍喷嘴,点击屏幕上的“回零”按钮观察是否能正常回零。若使用的是第三方热端,也有可能导致这个问题。

¶ 热端不存在
HMS 报错:HMS_0300-1800-0001-0001:挤出力传感器数值过低,可能没有安装喷嘴
原因和解决方案:
该报错的主要原因是打印机检测到的涡流传感器信号太弱,可能是没有安装热端所导致。如果没有安装热端,请重新装好热端再重试。如果装的是第三方热端,也有可能导致这个问题。
¶ 2:Z 电机卡住
回零的时候,工具头快速下降,到某个特定位置的时候突然下不去了,然后抬升,报错“Z 回零失败”。
HMS 报错“Z 电机卡住”:HMS_0300-1800-0001-0005: Z轴电机转动受阻,请检查 Z滑块、Z同步带轮是否有异物卡住或挤出力传感器是否异常。
原因和解决方案:
1. Z 方向卡东西了,导致电机下降过程负载太大。首先检查热床上是否有模型未取下,然后检查 Z 轴的丝杆导轨上是否有任何的异物,清理干净后润滑导轨再试试。
2. 丝杆弯了;如果丝杆明显弯曲变形,请录制一段视频并联系我们的售后支持团队。
¶ 3:触碰重复精度差
在回零的时候,喷嘴在同一个点重复触碰数十次,最后报“Z 回零失败”。
该报错主要是喷嘴前后触碰的坐标误差太多,所以会重试多次,暂无 HMS 报错信息。
原因和解决方案:
有以下可能:1. 环境振动大;2. 喷嘴没擦干净,嘴上粘有料或者工具头戳到一个很软的东西而不是热床;3. 固定热端的底座松动,用手可以轻松晃动热端(注意高温烫伤!务必等温度降低再尝试)
建议:1. 将打印机放到一个平稳的环境中再尝试;2. 擦干净喷嘴重试;3. 将固定喷嘴的加热组件上的合成石螺丝重新拧紧,确保喷嘴已固定后再重试。具体方法可以参考:A1系列打印首层打印质量问题及对应方案——首层偏低。
¶ 4:喷嘴在空中检测到外力
回中的时候,下降过程在空中检测到外力,喷嘴在空中触碰后Z轴不断抬高,重试 5 次后最终报错“Z 回零失败”
该报错的原因是,在喷嘴下降回零的过程中,由于灵敏度过高,在空气中就误检测到了外力,误以为触碰到了异物。最终由于重复触碰的精度相差较多导致回零失败,暂无 HMS 报错信息。
原因和解决方案:
1. 涡流传感器的灵敏度阈值太高,建议先将打印机的固件升级到最新版本(01.03 及以上版本)。
2. 五通上的料管过度弯折,给五通施加了较大的力,导致回零的时候会误触。建议重新整理五通上方的料管,尽量不要加装其他打印辅助件,避免其受到太大的外力,并将打印机放到一个稳定的地方再试试。
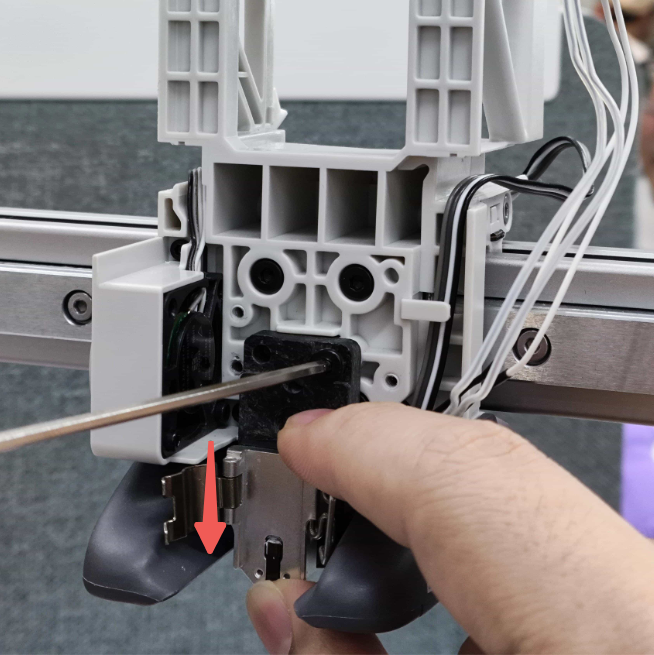
 |
 |
3. 涡流传感器检测到的频率过高,可以尝试把加热组件螺丝松开,用手将其向下按住然后重新锁紧,目的是让加热组件固定的位置更靠下一点,或者也可以更换一个热端或加热组件试试。
¶ 常见热床调平失败原因:
由于在热床调平之前,会先进行一次回零,因此上述回零失败的原因同样会导致热床调平失败。如果回零成功但是热床调平失败,常见的现象和原因如下:
¶ 在某个点重复触碰好多次,然后报错热床调平失败
原因和解决方案:
1. 喷嘴粘料。请检查是否在调平过程中喷嘴粘上了熔融耗材,导致在触碰热床的时候重复精度不足从而调平失败。如果喷嘴粘了耗材,请擦干净喷嘴后再重试。
2. 热床表面某个位置太软或者热床晃动。如果热床没有固定好或者晃动,同样也会导致调平的时候在同一个位置触碰多次(尤其是在热床边缘区域调平的时候)。请检查热床是否松动并锁紧固定热床的螺丝,以及 Y 导轨是否有任何异常。如果热床明显晃动且始终无法解决,请录制一段视频并联系我们售后支持团队。
3. XY 方向上丢步导致某些调平点位出错。如果回零的过程工具头在 XY 方向上丢步了,导致整体坐标偏移了,同样也有可能导致调平失败。例如,喷嘴在热床的擦嘴硅胶刷位置或者跑到热床外在空气中进行触碰调平。请检查 XY 方向上是否有任何异物干涉导致回零丢步,清理 XY 轴上的异物并重试。如果无法解决,请录制一段回零和热床调平的视频并联系我们的售后支持团队。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助。点击此处联系在线技术支持(服务时间 9:00-21:00)