¶ AMS 初始化设置
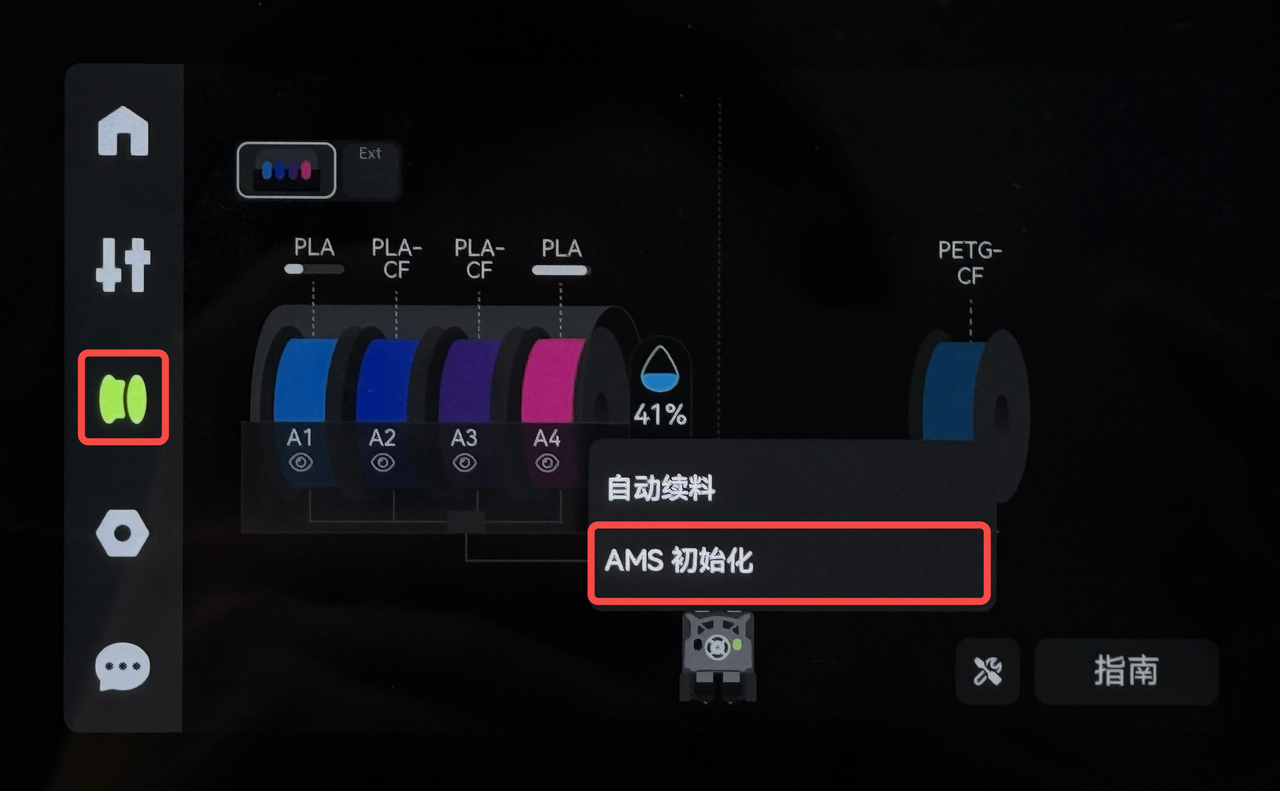
当首次连接 AMS 2 Pro 到 H2D 打印机时,需要进行一次初始化。因为H2D配有双挤出机,这一步的目的是检测AMS连接到了哪一侧的挤出机。在“耗材”——“AMS 初始化”中,可选择自动模式或手动模式开启 AMS 初始化。
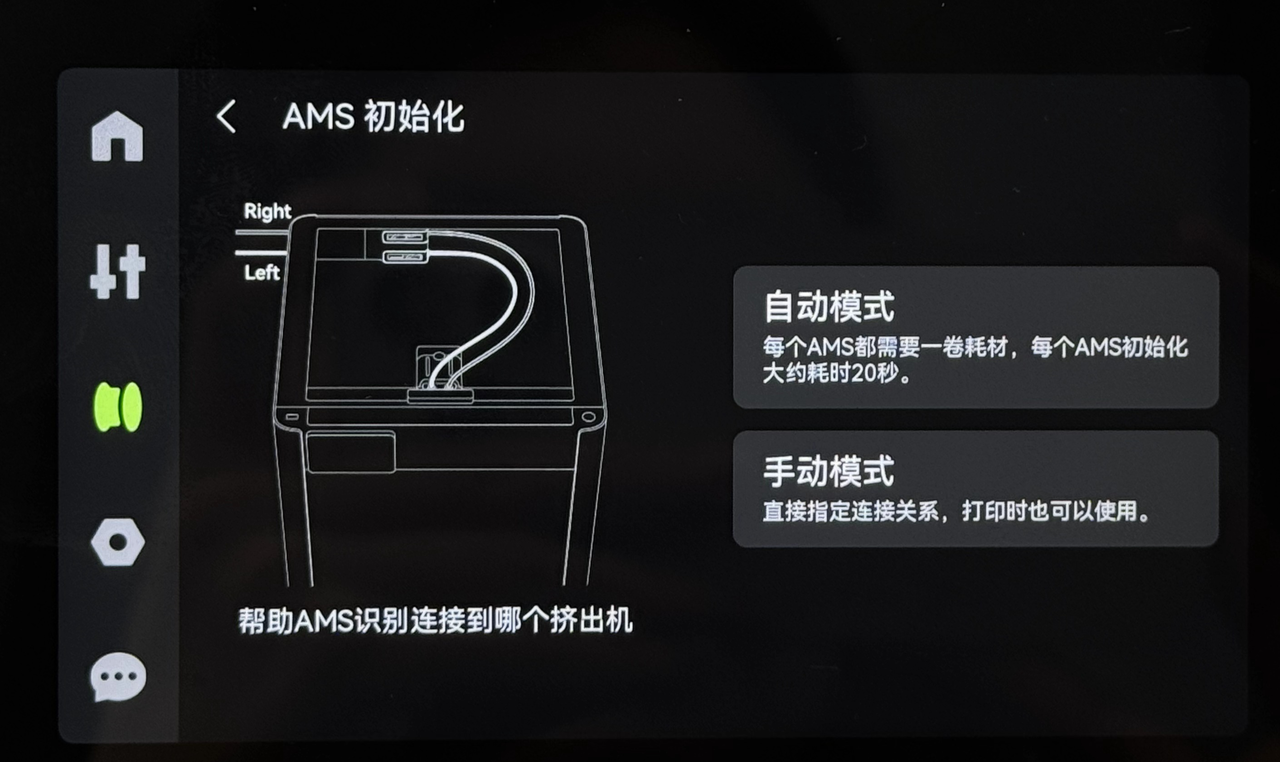
¶ 自动模式
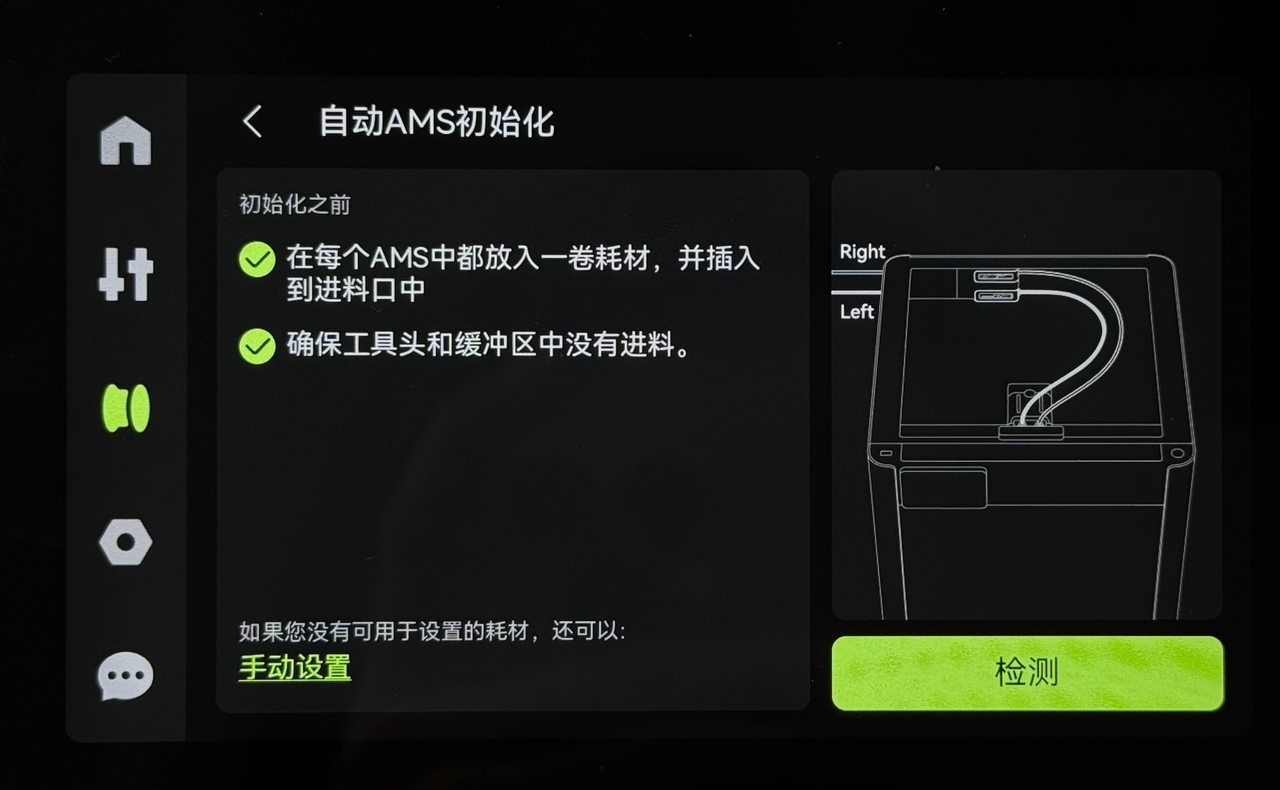
操作步骤:
-
进入打印机屏幕「耗材」→「AMS初始化」→ 选择「自动模式」;
-
系统自动检测 AMS 连接的挤出机侧(左/右)。
注意事项:
-
AMS 2 Pro 内需插入一卷耗材(任意一个槽位即可);
-
已进料的耗材需提前退料;
-
确保缓冲器内部无残留耗材丝(避免断料残留在内部)。
工作原理:
AMS 将耗材送至挤出机,左右挤出机各有一个霍尔传感器,通过霍尔传感器触发信号来判断AMS所配对的挤出机。
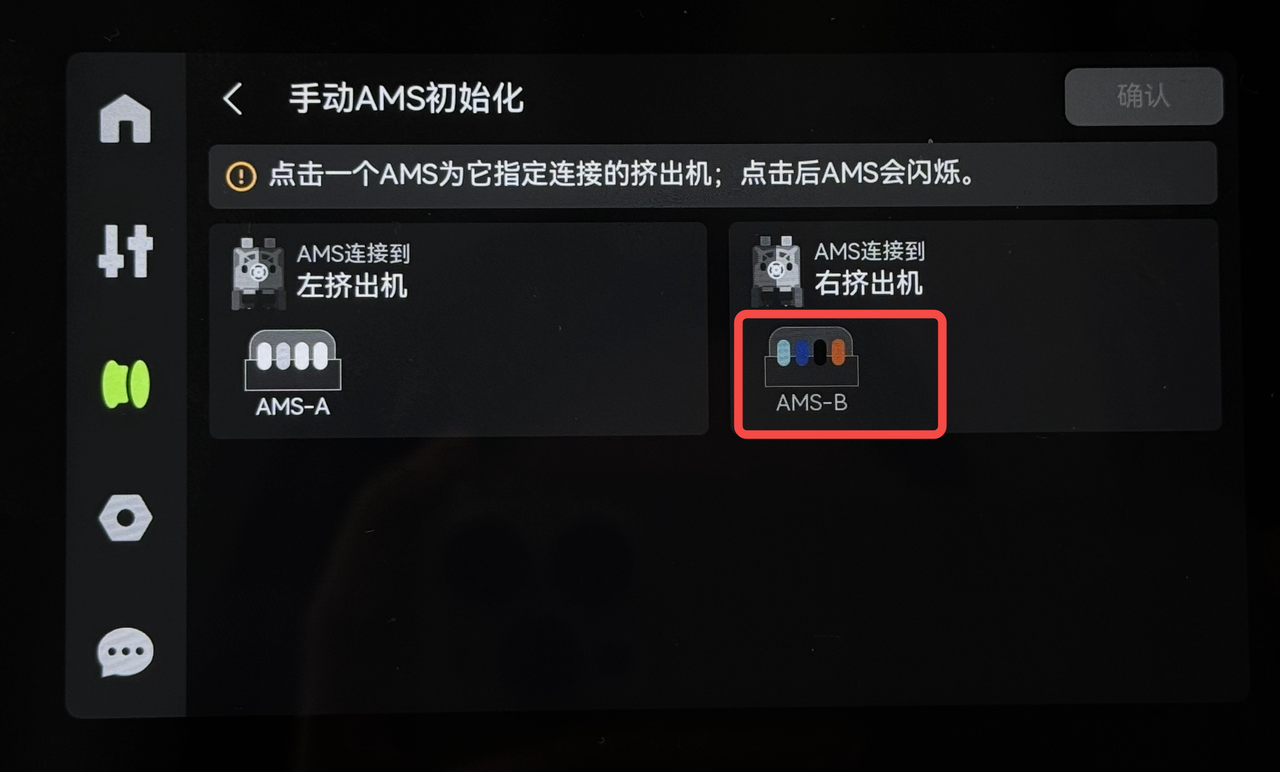
¶ 手动模式
适用场景:AMS中无耗材时手动调整 AMS 与挤出机的配对关系。
操作步骤:
-
进入「耗材」→「AMS初始化」→「手动模式」;
-
手动指定 AMS 连接的挤出机侧(左/右)。
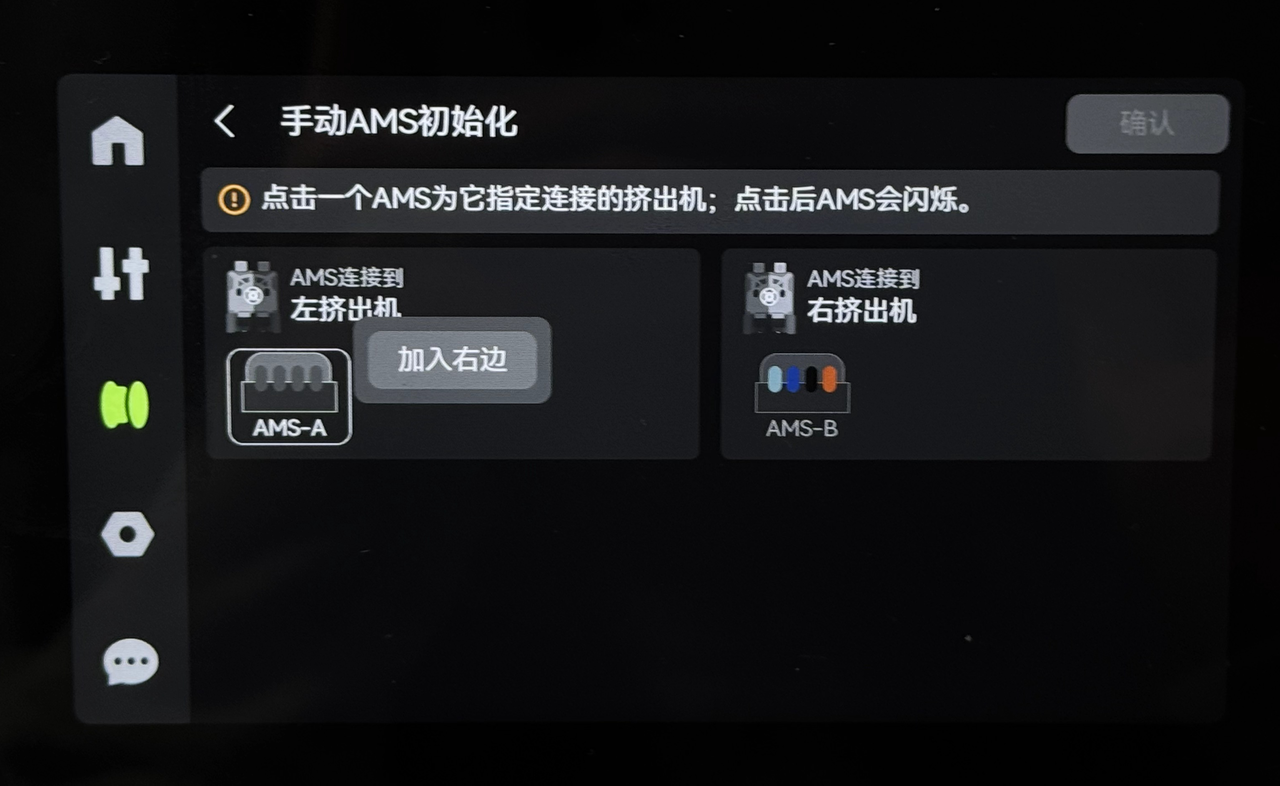
限制条件:
- 若 AMS 已进料至挤出机,则该 AMS 图标为灰色,并且无法修改配对关系。
¶ AMS功能
¶ 预上料
作用: 拉紧耗材丝,避免料盘上的耗材松散,并提供插料时的交互反馈。
触发方式:在AMS 2 Pro 空闲状态时,插入耗材至进料口 → 自动预上料(上下料器送料至AMS五通传感器后往回拉)。
插入辅助功能:点击空槽图标 → 上下料器电机开始转动,可用于辅助插料。
¶ 读取RFID
模式设置:
你可以在屏幕的设置——AMS选项里对自动读取RFID功能进行相关设置。
插入耗材时读取:插料后自动读取RFID;
开机时读取:重启AMS后自动读取已插入的耗材的RFID信息;
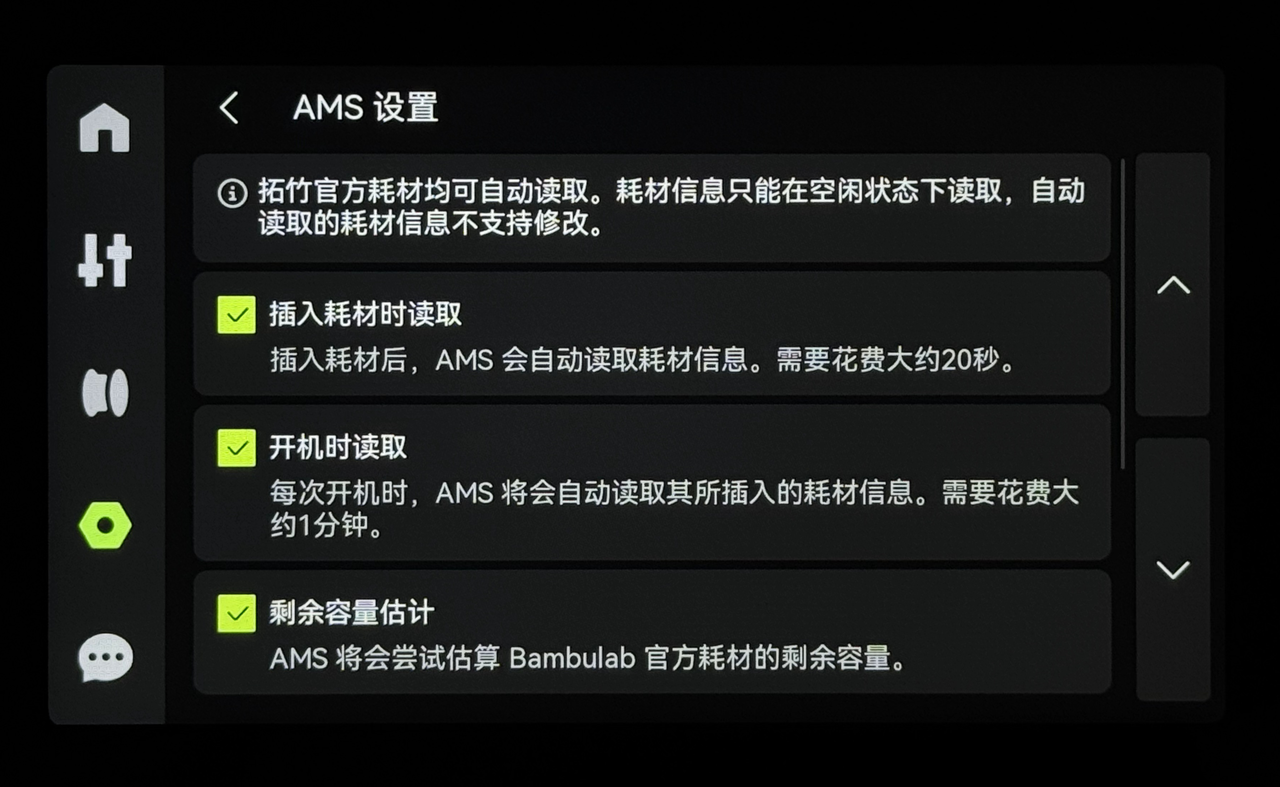
- 手动读取:点击对应槽位 →「重读」,即可重新读取该槽位的RFID。

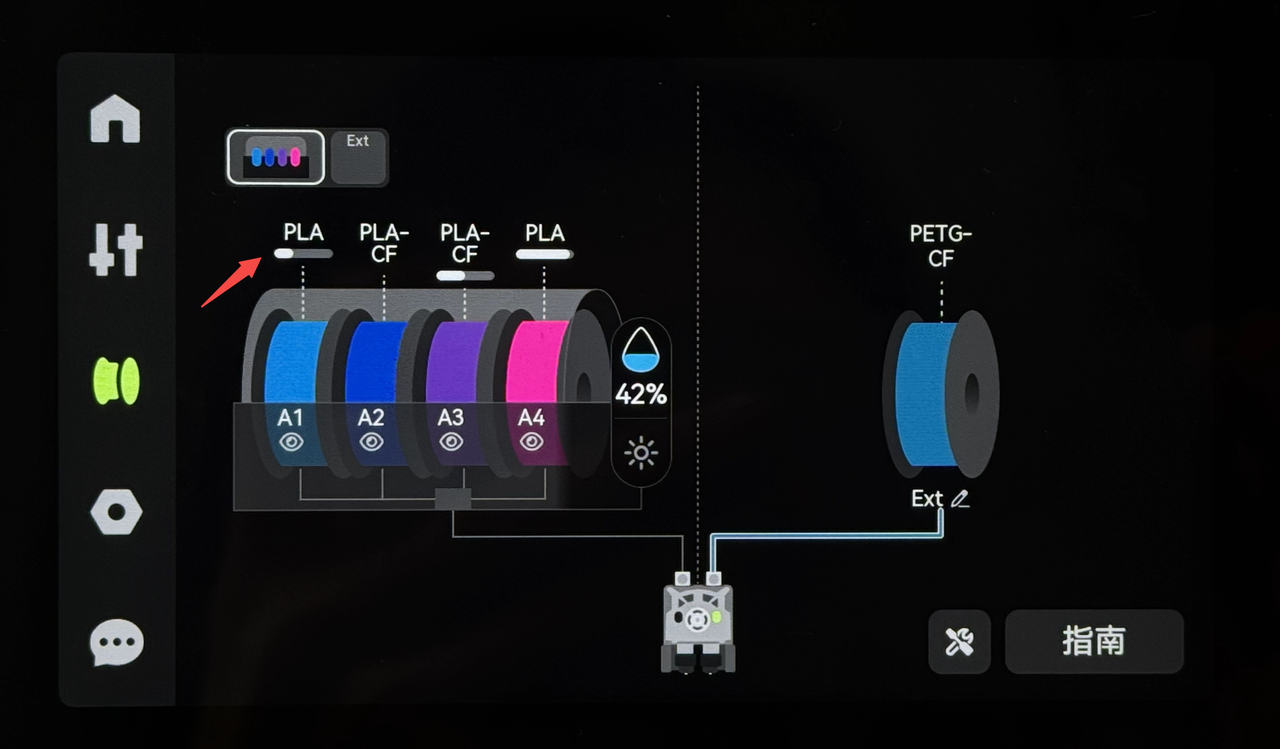
¶ 剩余容量估算
工作原理: 通过 RFID 标签转动一圈送出的耗材丝长度来估算余量(1kg 料卷默认为 100%)。若启用了剩余容量估计功能,则读取RFID的过程会进行两次,第一次读取耗材信息,第二次估算剩余容量。
显示位置:槽位上方耗材名称下的横条显示了耗材大致剩余的容量。
¶ AMS 排序与连接
默认排序逻辑:每台AMS都会被分配一个顺序并显示在屏幕上。通过6pin线直连打印机为 AMS A,级联依次为 B、C、D;
手动重置:「设置」→「AMS选项」→ 「重置」→ 按需重新连接 AMS。
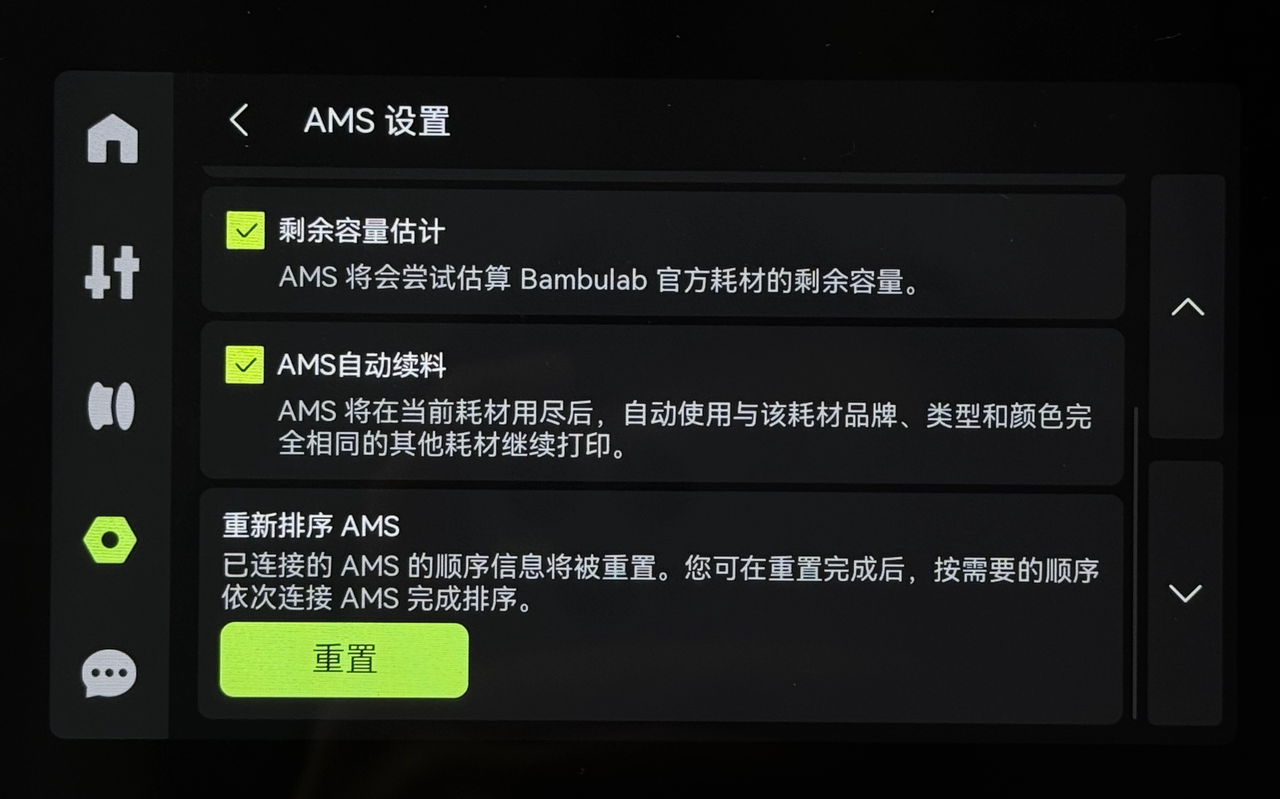
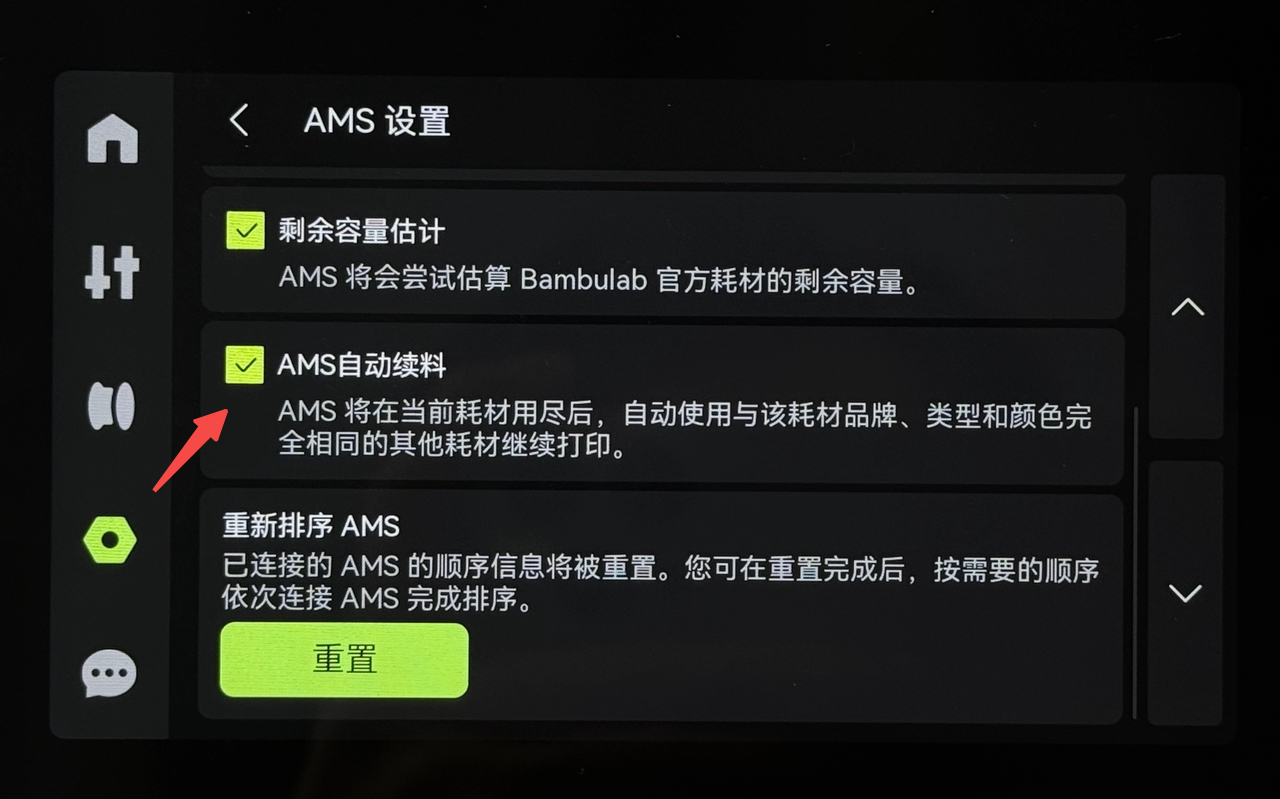
¶ AMS自动续料
启用条件:
-
耗材属性完全一致(品牌、类型、颜色)即可以形成续料关系。
-
耗材需位于同一挤出机连接的 AMS(左对左,右对右)。
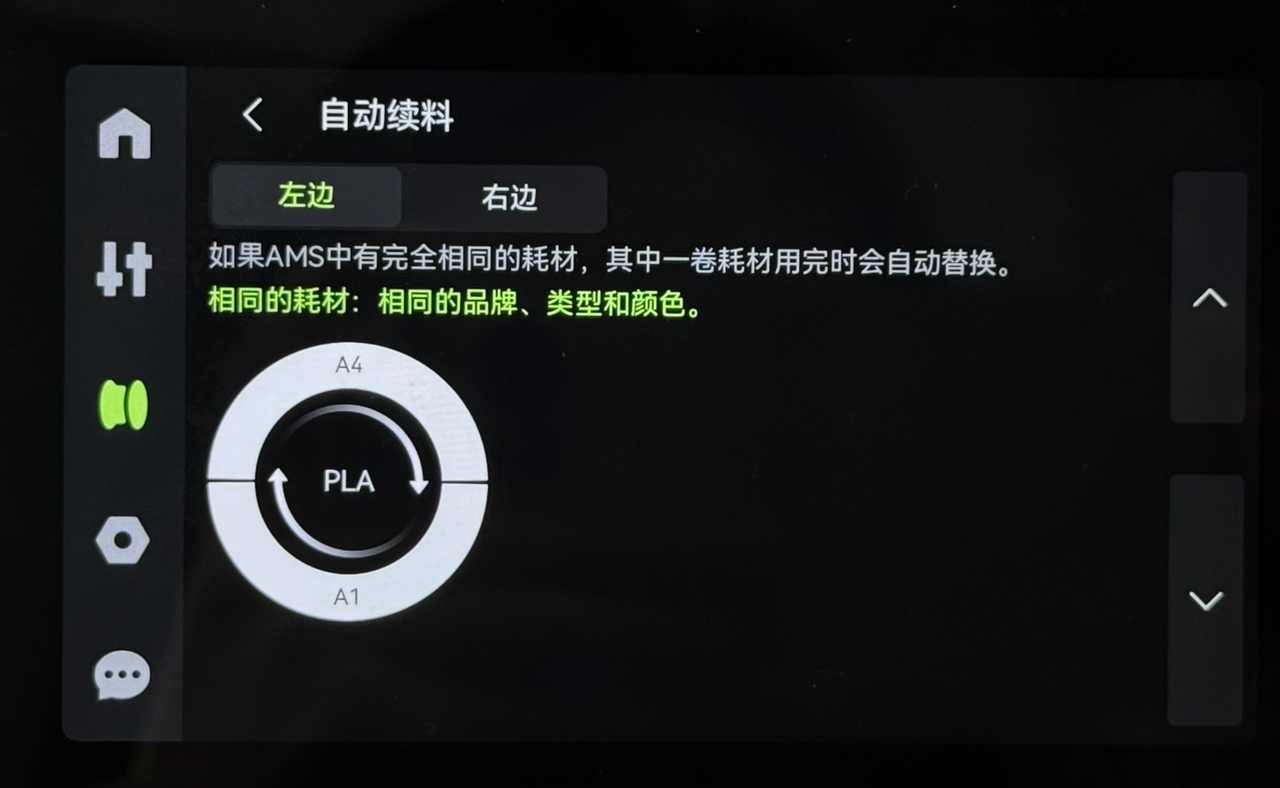
操作路径:
- 「设置」→「AMS选项」→ 选择「AMS自动续料」来启用自动续料功能。
- 「耗材」→「自动续料」→ 分左右挤出机页面查看续料关系。

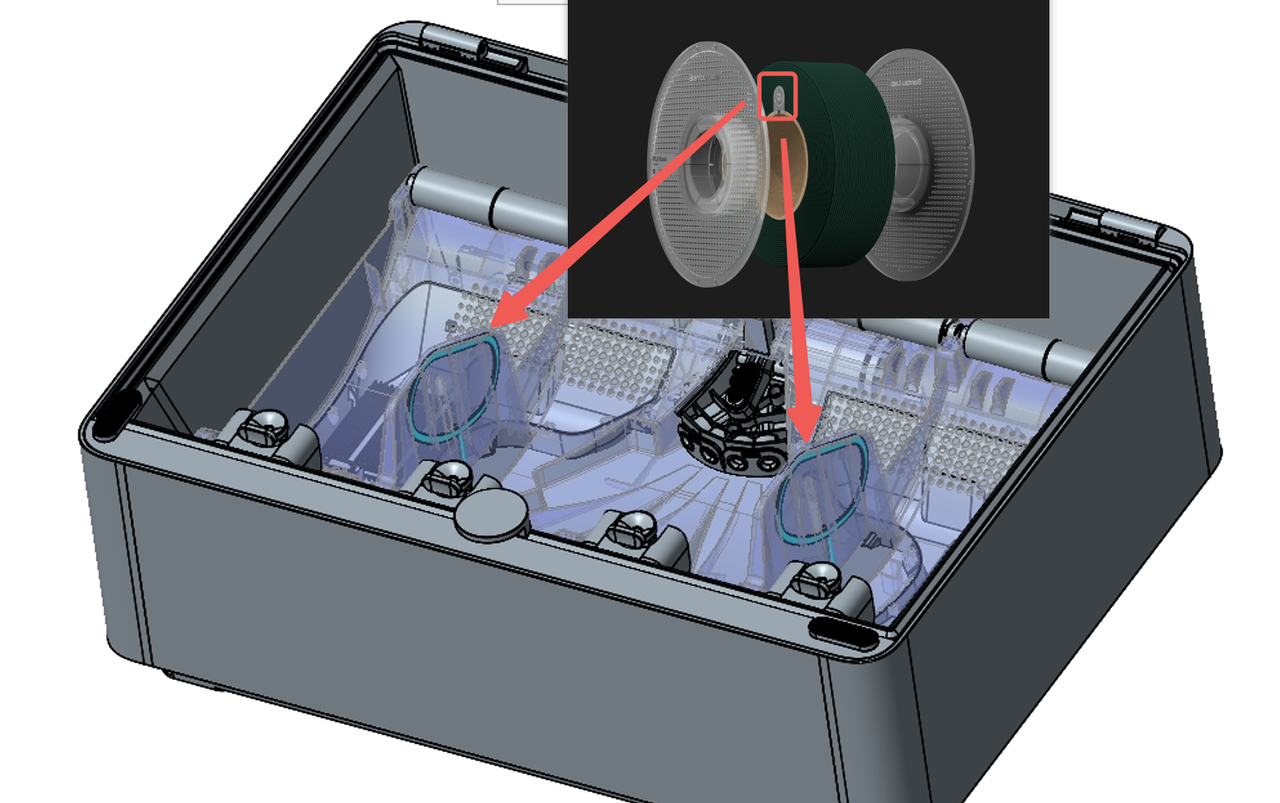
¶ 湿度与温度监控
AMS 2 Pro的2号槽和3号槽中间有个传感器,可以用于检测AMS内部的湿度和温度。
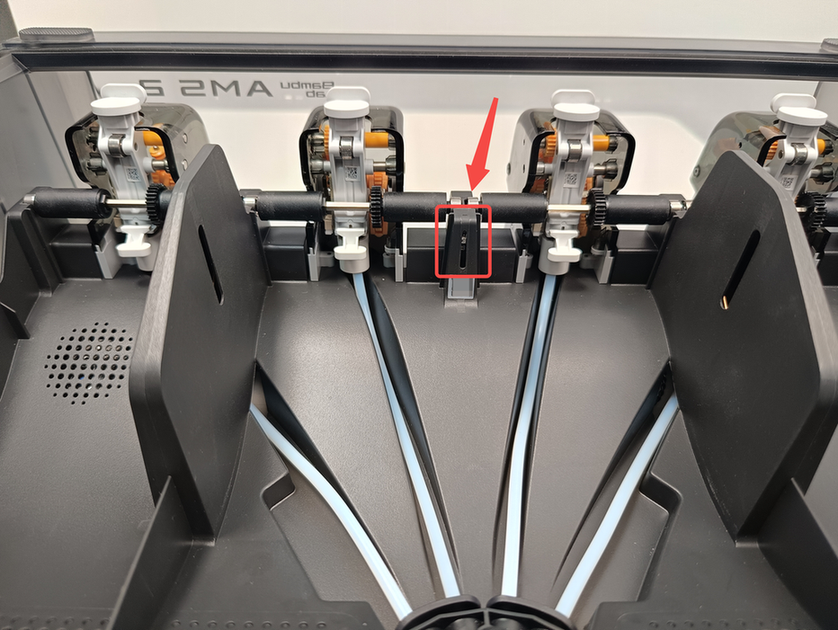
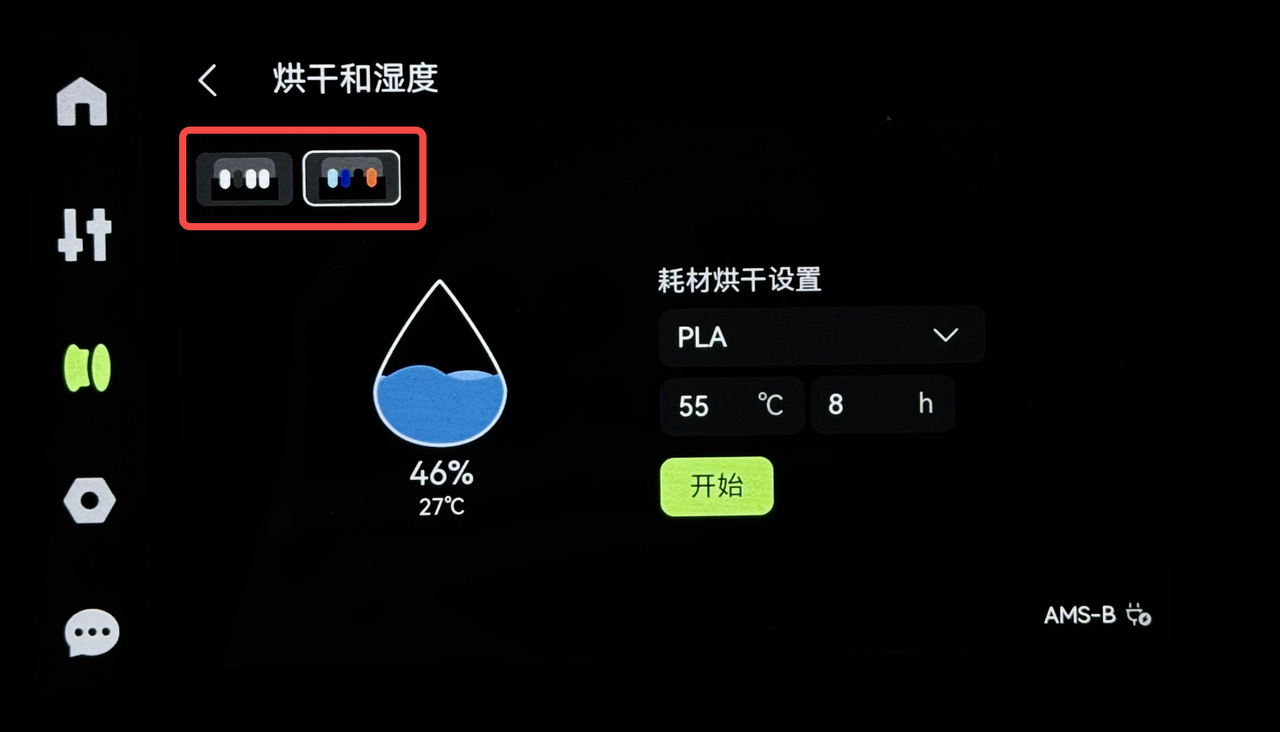
- 查看路径:「耗材」→ 点击 AMS 湿度图标 → 进入「烘干和湿度」页面;
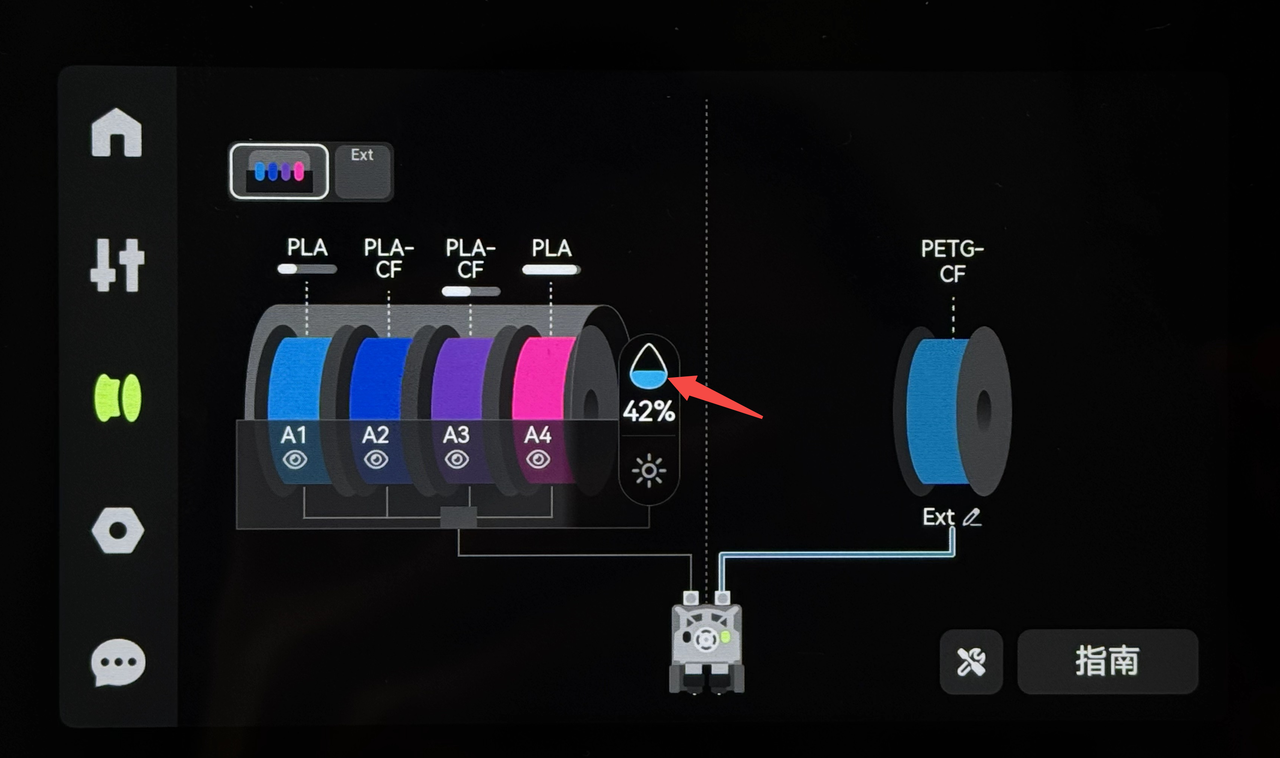
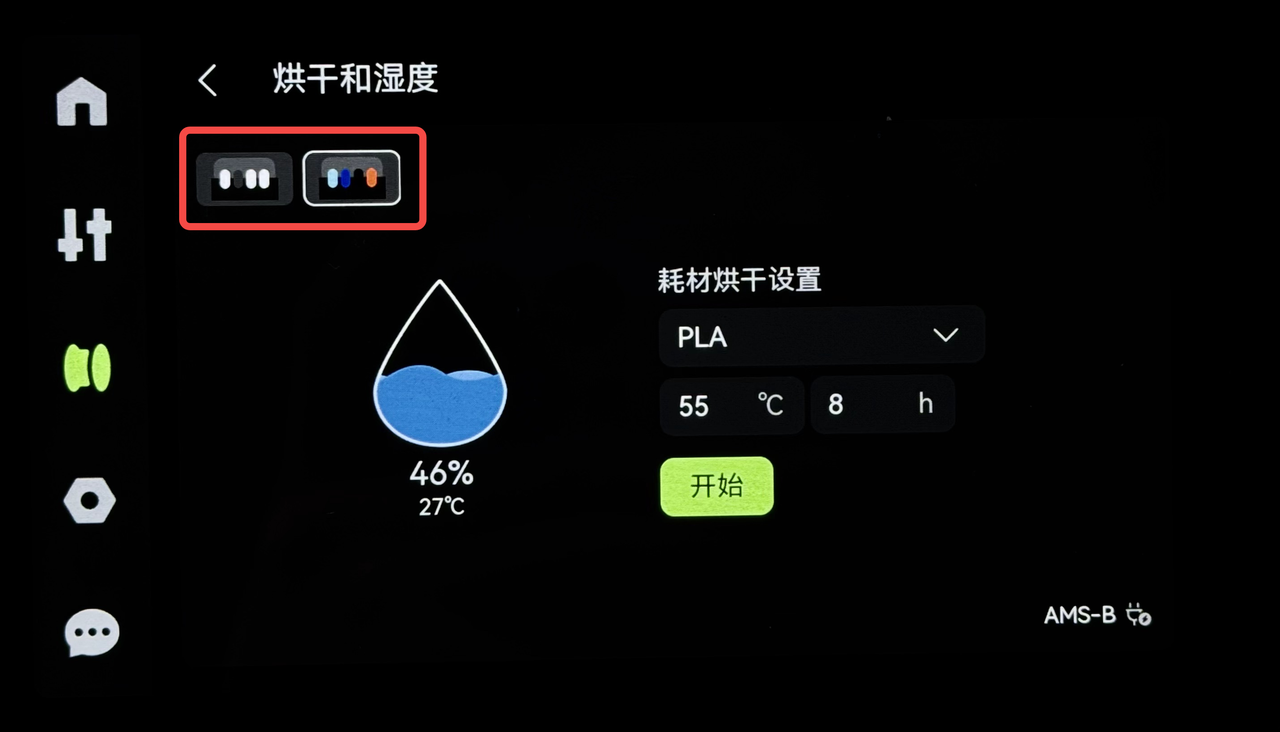
- 显示内容:点击左上角的图标,可以切换不同设备,查看每台AMS的实时湿度、温度数据。
¶ 烘干功能
¶ 功能概述
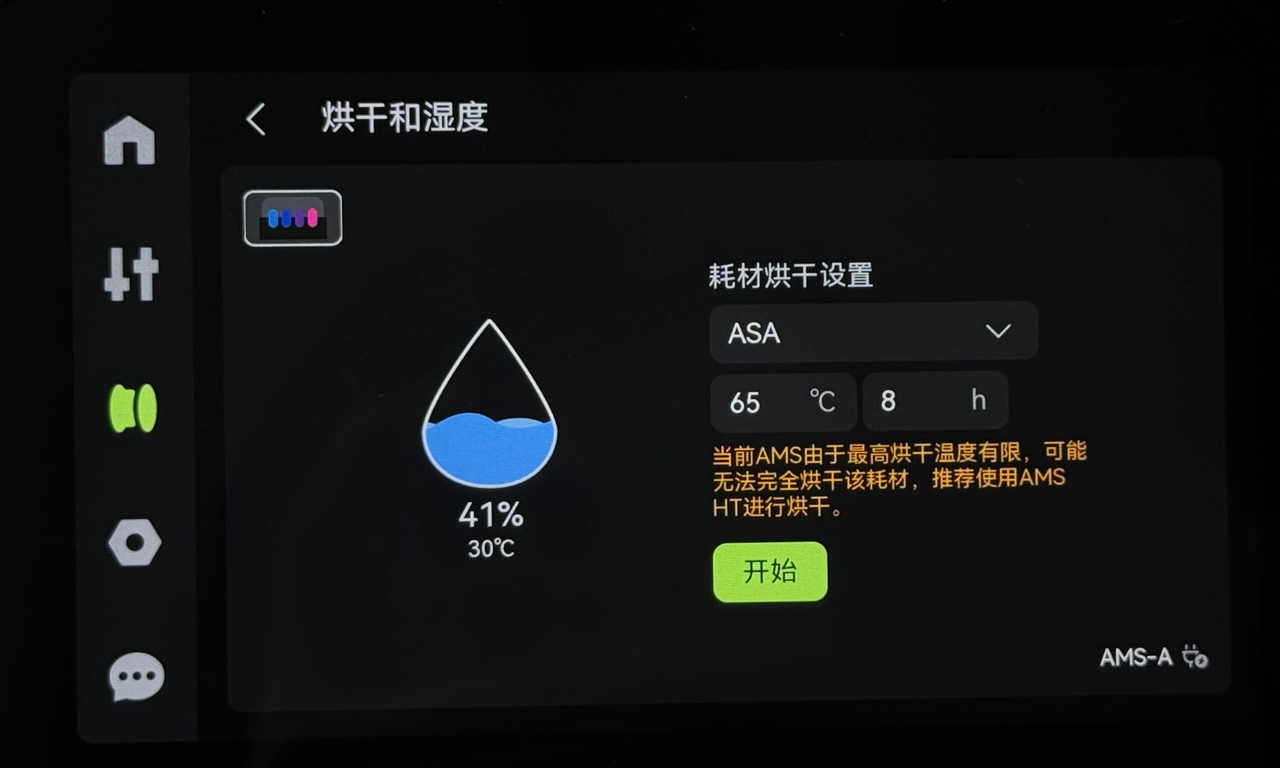
- 硬件配置:AMS 2 Pro 内置加热烘干模块(位于中框下方),最高烘干温度 65°C;
- 适用场景:如果耗材受潮了,可使用烘干功能将其烘干。所有耗材均可使用AMS来烘干,但部分材料所需烘干温度高于65℃,可能无法完全干燥。
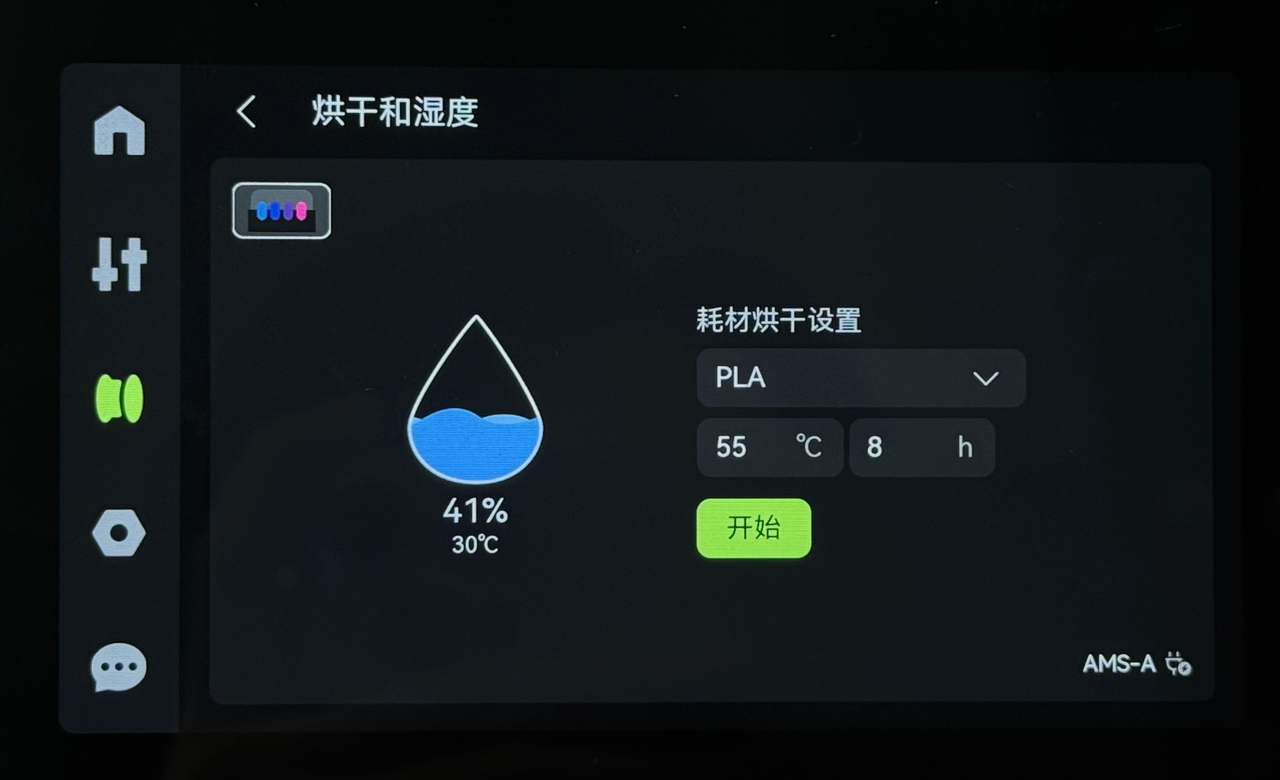
¶ 操作指南
烘干流程:
-
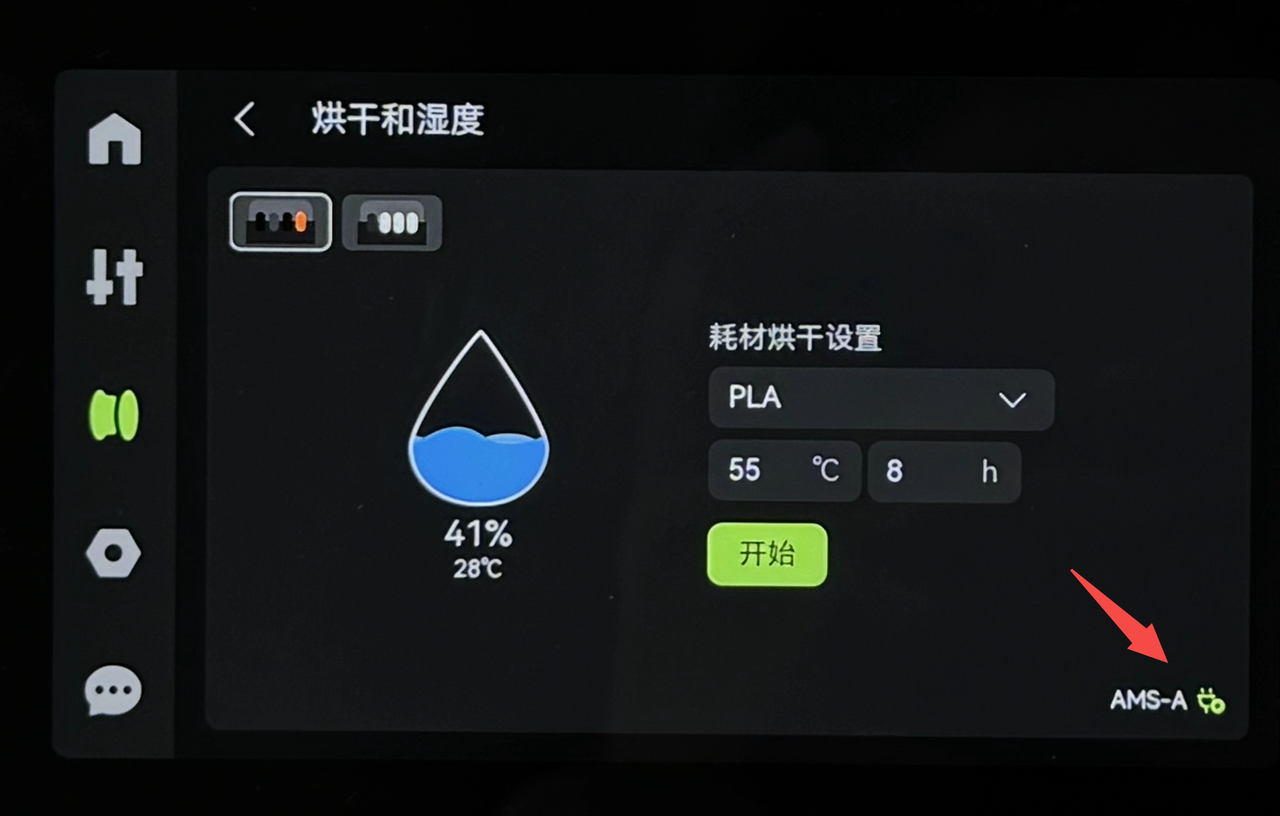
关闭 AMS 2 Pro 上盖 → 进入「烘干和湿度」页面;
-
选择所需烘干的耗材 → 设置温度与时长 → 启动烘干。连接多台 AMS 时,可以通过「耗材」页面逐一切换设备启动烘干,或在烘干页面左上角切换 AMS 设备。

¶ 注意事项
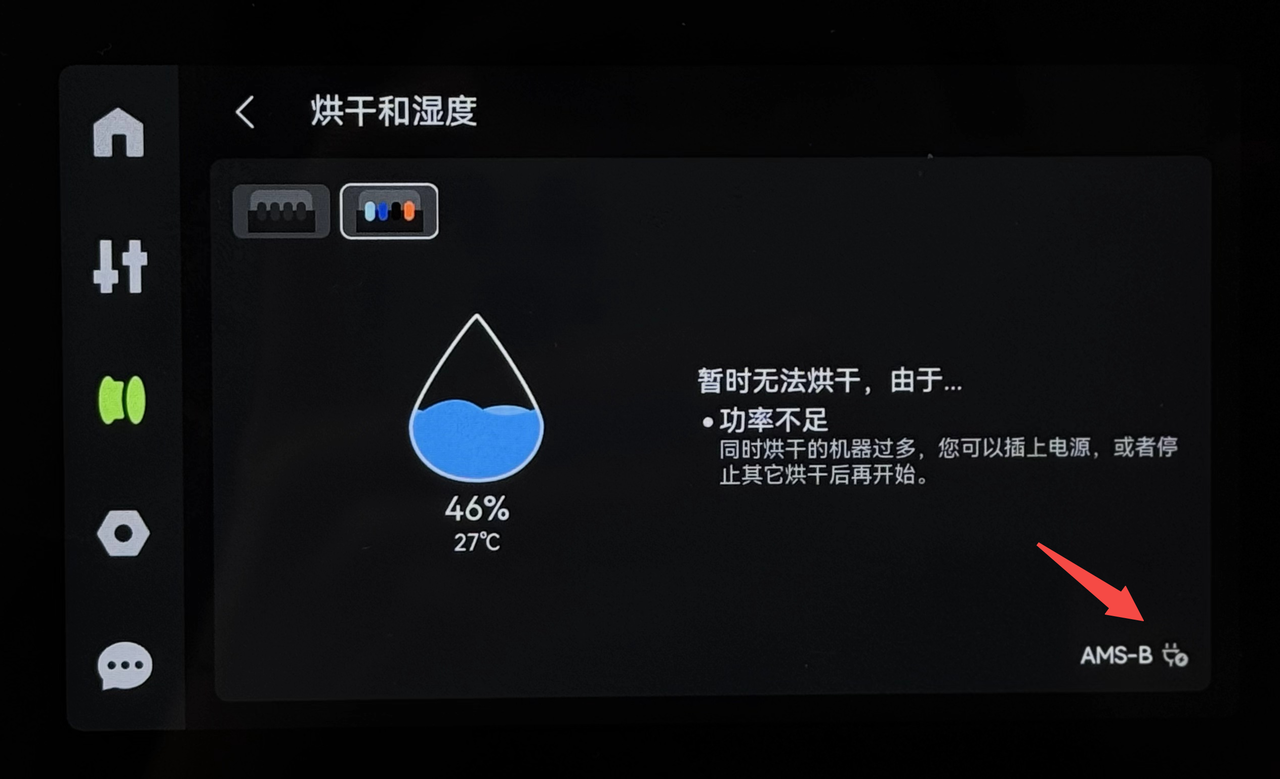
- 电源要求:H2D 打印机支持1台AMS 2 Pro从打印机取电烘干,如果需要同时烘干多台AMS 2 Pro内的耗材,其余的AMS需要从AMS电源适配器供电烘干。如果AMS 2 Pro连接了X/P系列打印机,则每台都必须通过电源适配器供电才能使用烘干功能。
- 状态指示:
▸ 未连接电源 → 页面右下角电源标识置灰,仅支持1台AMS 2 Pro从打印机取电烘干;
▸ 已连接电源 → 页面右下角电源标识变绿。
- 打印中途不允许烘干: 为了避免耗材在烘干过程软化后被齿轮挤压变形,所以不允许一边送料一边打印,本次打印会用到的AMS 都不允许被烘干(包含存在自动续料关系的AMS)。
¶ 烘干方法说明
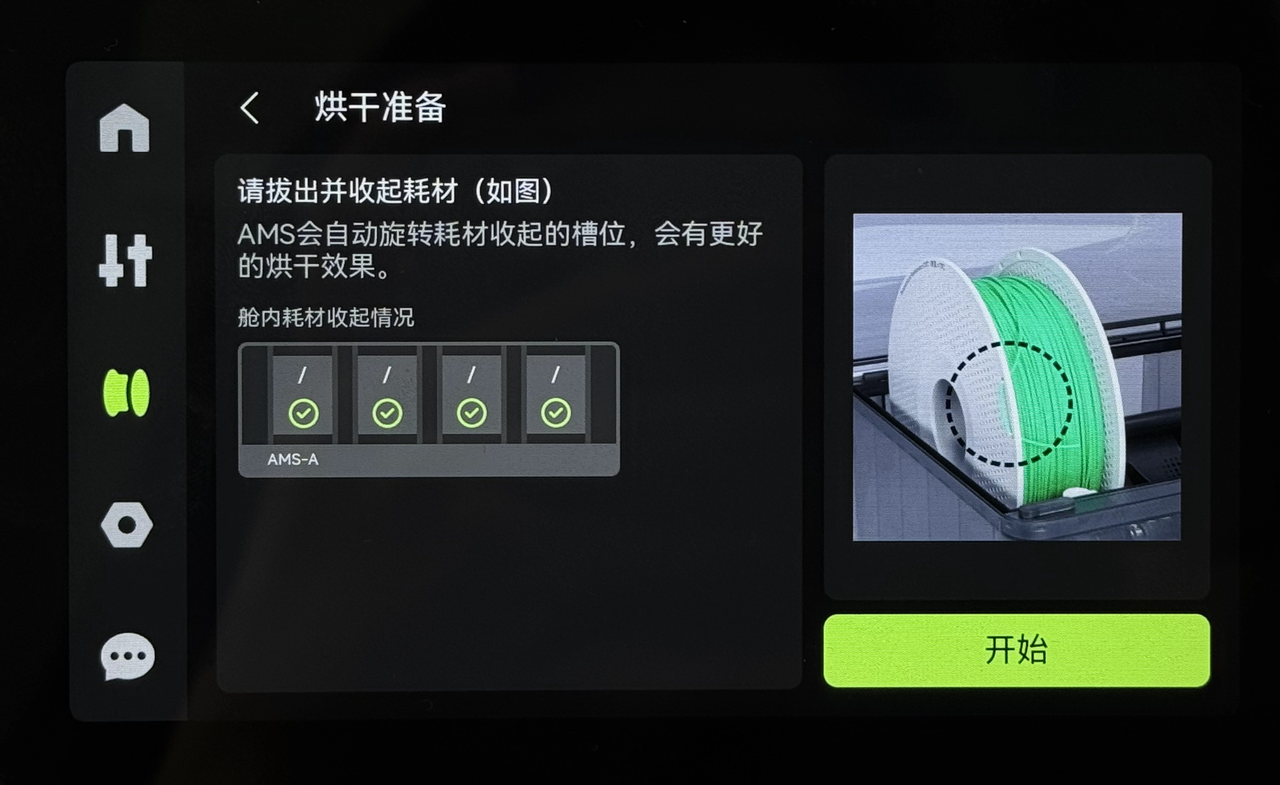
方法一:旋转料盘烘干
做法:从进料口中拔出耗材,并收纳至料盘;
料盘转动规则:每5分钟旋转30°,均匀烘干。
方法二:静止烘干
不适用耗材: 软化温度 < 烘干温度的耗材(如 PLA、PVA、Support for PLA/PETG 和 TPU);
做法:将耗材插入进料口;
原理:料盘固定,仅依赖热风循环。
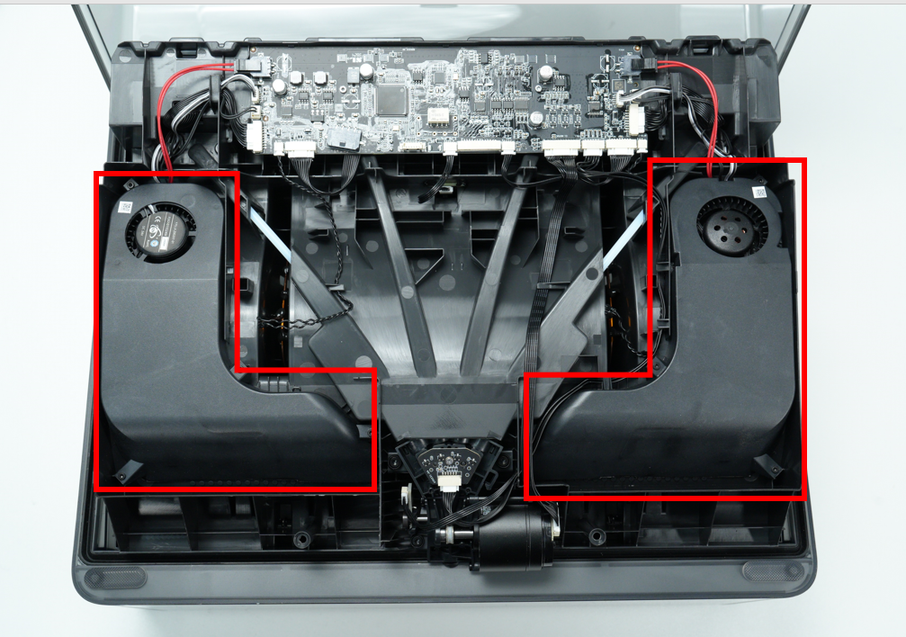
¶ 进出气口控制
作用:
AMS 2 Pro 新增了两个主动开关的进出气风门,烘干过程中 AMS 会打开进出气口,通过外循环排出湿气。
 |
 |
工作逻辑:
不烘干状态: 出气口关闭,隔绝外部潮湿空气;
开始烘干: 出气口开合一次,提示用户开始烘干,同时进行自检;
烘干过程腔内温度小于目标值: 出气口关闭,快速提升腔温;
烘干过程腔体温度达到目标值: 出气口打开,通过外循环排除腔体湿气;
送料前检测: AMS开始送料之前,如果测得腔温高于需要送料材料的软化温度,则会开启风扇冷却一段时间进行冷却,等到温度降下来,再开始送料。
| 内循环烘干 | 外循环排湿气 |
|---|---|
 |
 |
¶ 自动分组功能
在发起多色打印任务时,会自动分配最省料的双头打印方案。您也可以在发送打印任务的窗口里自定义选择耗材丝,具体可以参考: 双喷嘴打印机耗材切片分组
¶ AMS工作流程
¶ 进料/退料操作
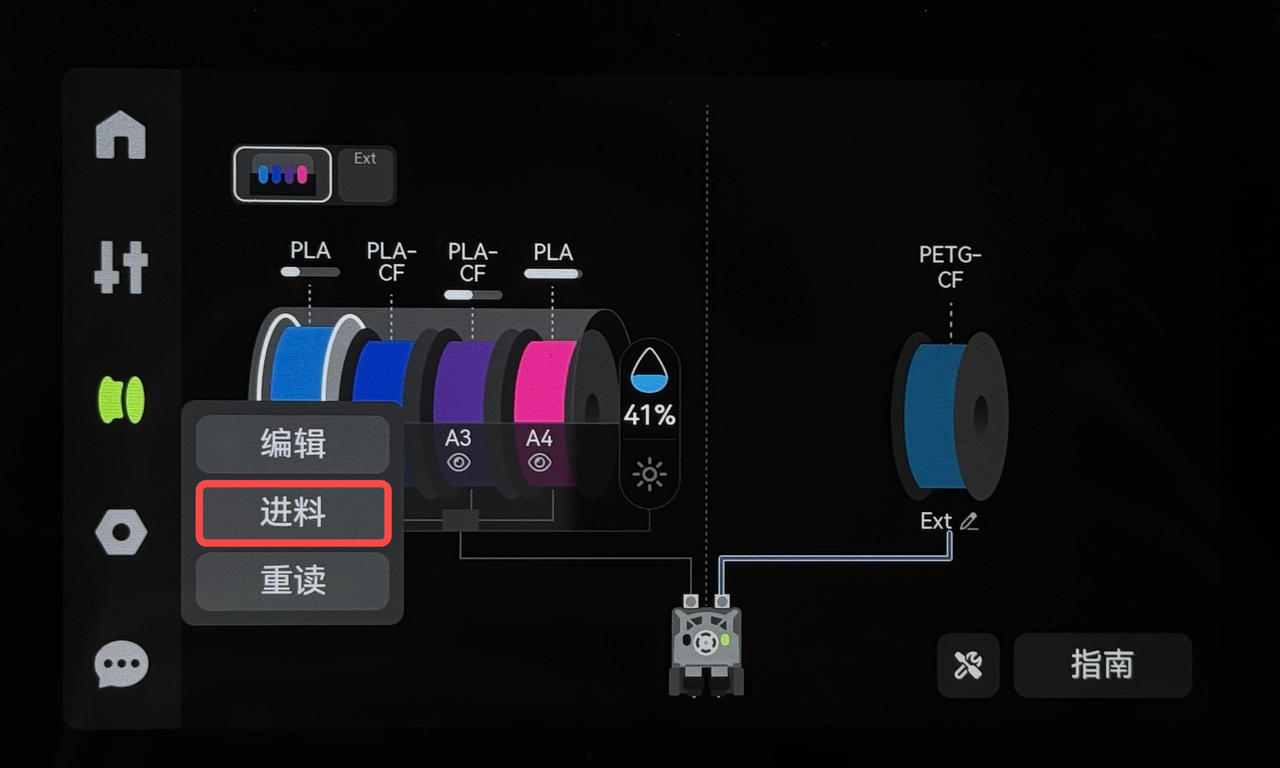
进料:选择槽位 → 点击「进料」或发送打印任务,AMS 2 Pro会自动进料至挤出机。
退料:已进料槽位 → 点击「退料」即可自动退料。打印结束也会自动退料,但如果手动中止打印任务则不会自动退料。退料过程中,上下料器和内部助力电机同时工作,上下料器负责驱动料盘往回转,助力电机拉回耗材,直到耗材退到AMS内部。

¶ 发起多色打印任务
您可以参考wiki用AMS 2 Pro发起一个多色打印任务:H2D Combo首次打印
¶ 送料助力模式
打印时AMS根据缓冲区的信号来助力送料或者回抽(滑块位置反馈阻力状态);
AMS把料送至挤出机后就会切换到助力模式,重启后恢复空闲状态。助力模式仅根据缓冲区的信号反馈来判断是否需要送料,与当前是否有打印任务无关。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请点击此处联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!