基本规律:耗材越干,打印质量越高。
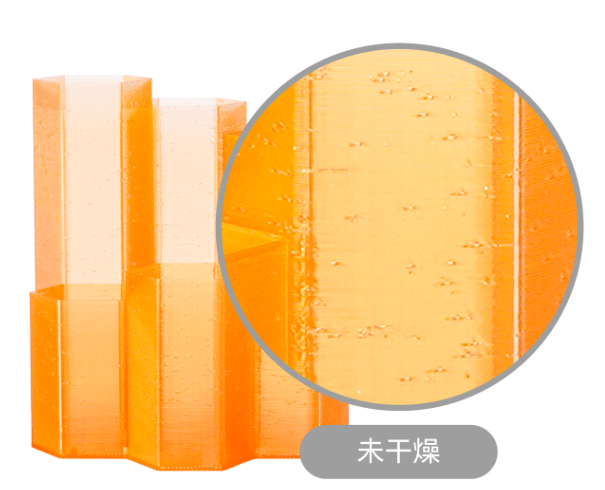
每种耗材都会或多或少地从空气中吸收水分而受潮,在打印时,这些水汽在温度很高的喷嘴中受热后会迅速汽化,从而使耗材熔体膨胀、流动更快和产生气孔,进而使打印件出现拉丝、漏料、孔洞、表面粗糙、强度低等问题,且耗材受潮越严重(环境湿度越高、暴露时间越长),这些问题往往更严重。因此,强烈建议在打印模型前,尤其是那些对外观要求很高的模型,如果不确认耗材是足够干燥的,就先把耗材烘干,且在使用过程中,对耗材进行密封、干燥保护。

受潮的(左) 和干燥的(右)PAHT-CF 耗材打印的小船
 |
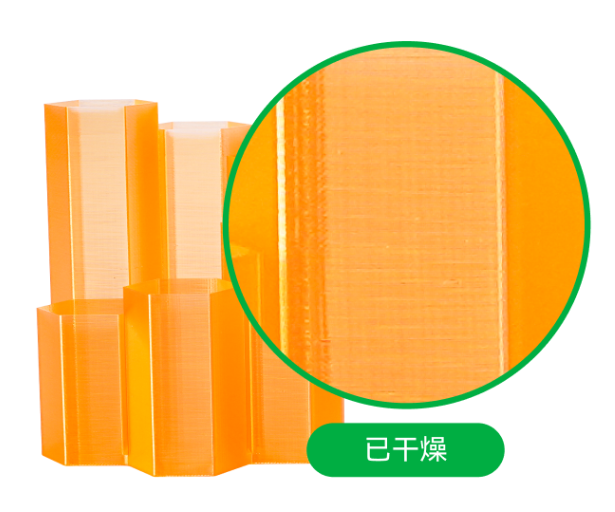 |
| 受潮的(左) 和干燥的(右)PETG 半透耗材的打印件 |
¶ 1.将准备使用的耗材按照正确的操作、温度、时长等烤干。
各类耗材的建议烘烤参数如下表:
如果您购买的是无盘耗材,请将耗材安装在料盘上再进行烘干。安装方法您可以参考这篇 Wiki:如何把无盘耗材装到可重复使用料盘上 | Bambu Lab Wiki
| 耗材 | 使用前的烘烤要求 | 使用时的干燥剂保护要求 | 鼓风型烤箱 温度 / ℃ | 干燥时间 / h | 拓竹 X1、X1C、P1S 打印机 温度 / ℃ | 干燥时间 / h | 翻面时间 / h | 盖子 |
|---|---|---|---|---|---|---|---|---|
| PLA Basic/PLA Matte | 推荐 | 不需要但推荐 | 50 | 8 | 60-70 | 12 | 每 6 小时 | 耗材包装盒或 PC 盒 |
| PLA-CF/GF | 推荐 | 不需要但推荐 | 50-60 | 8 | 65-75 | 12 | - | - |
| PLA Wood | 必须 | 必须 | 55-65 | 8 | 70-75 | 12 | - | - |
| PLA Aero | 推荐 | 不需要但推荐 | 55 | 8 | 60-70 | 12 | - | - |
| Support for PLA、Support for PLA/PETG | 推荐 | 不需要但推荐 | 50-60 | 8 | 65-75 | 12 | - | - |
| PETG、PETG-CF | 推荐 | 不需要但推荐 | 60-70 | 8 | 75-85 | 12 | - | - |
| ABS、ASA | 推荐 | 不需要但推荐 | 75-85 | 8 | 90-100 | 12 | - | - |
| ASA Aero | 推荐 | 不需要但推荐 | 80 | 8 | 90-100 | 12 | - | - |
| TPU | 必须 | 必须 | 65-75 | 8 | 80-90 | 12 | - | - |
| PC | 必须 | 必须 | 75-85 | 8 | 90-100 | 12 | - | - |
| PVA、BVOH | 必须 | 必须 | 75-85 | 8-12 | 90-100 | 12 | - | - |
| Support for PA/PET | 必须 | 必须 | 75-85 | 8-12 | 90-100 | 12 | - | - |
| PA、PA-CF/GF、PAHT-CF/GF、PET-CF 等 | 必须 | 必须 | 75-85 | 8-12 | 90-100 | 12 | - | - |
| PPA-CF/GF | 必须 | 必须 | 100-140 | 8-12 | 110-120(最高值) **效果不及鼓风型烤箱** |
10-12 **效果不及鼓风型烤箱** |
- | - |
| PPS、PPS-CF/GF | 必须 | 必须 | 100-140 | 8-12 | 110-120(最高值) **效果不及鼓风型烤箱** |
10-12 **效果不及鼓风型烤箱** |
- | - |
| Support for ABS | 不需要但推荐 | 不需要但推荐 | 80 | 4 | 85-95 | 6 | 每 3 小时 | - |
表格中使用了合并单元格来保持原有的层级关系,将"鼓风型烤箱"和"拓竹打印机"作为二级标题,下面分别列出对应的参数项,使各项数据能够准确对应。
注意事项:
(1)使用烤箱干燥耗材时,最好使用鼓风型的,且烤箱的容积不要过小,并尽量使料卷远离发热区,以确保温度较均匀,使耗材能整体烤干,且不会使料盘、料线因局部过温而变形、损坏。我们的料盘的平放尺寸是:外径 20 厘米,高 6.7 厘米。因此,建议购买的烤箱的内部尺寸应大于:深度 25 厘米、宽度 25 厘米,高度 9 厘米。这是只烤一盘的要求,如果要同时烤多盘,至少要在高度上扩大相应倍数。
不能用微波炉或厨房烤箱烤料。微波炉的对线卷的加热不均匀且温度不受控;而厨房烤箱内的温度分布非常不均匀,靠近发热管、发热片或发热瓦等热源的地方的温度非常高,很容易把料盘、线材损坏。
(2)PA 类耗材(PA、PA-CF/GF、PAHT-CF/GF、PPA-CF/GF 等)暴露在开放空气中 3 个月左右后,吸水程度会很深,就很难用常规鼓风型烤箱在 80 ~ 90 ℃ (料盘最高耐热温度以内)的温度下烤干。因此,如果长时间不用,一定要用干燥剂、密封容器保护。
(3)PC 耗材在经过多次的 “ 烘烤—冷却 ” 后,可能会因为热应力的积累而变得脆而易断,这虽然不影响打印件的性能,但容易导致打印过程出现断料等问题。要避免这种情况发生,可以在某次烘干 PC 耗材后,在后续的打印和存储过程中进行全程密封和加干燥剂保护,等到下一次使用时,如保护妥当,可不烘烤或仅短时间烘烤,这样就可减少 “ 烘烤—冷却 ” 过程,降低耗材变脆的风险。
(4)使用 X1、X1C 干燥耗材时,需要用耗材包装纸盒或自行打印的 PC 盒来盖住料卷,且全程都要盖紧上盖和关紧前门,以使料卷所处空间的温度达到较高值;另外,烘烤过程需给料卷翻面,以使耗材整体都能烤干。具体操作请参见:使用 X1 系列打印机干燥耗材的步骤和盖子模型
¶ 2.准备打印前,将耗材放入 AMS 或密封盒中,并放入干燥剂进行保护。
干燥线材后,在使用过程中要把它放在带有干燥剂的密封盒或 AMS 中,防止它再次受潮。期间,可用湿度计监控实际湿度值。室内开放空气中的相对湿度值通常为 45% ~ 65% RH,潮湿天气时会更高,而大部分耗材通常要在小于 20% RH 的环境下才能在一段时间内保持干燥,且湿度越低,保持干燥的时间越长。在 20% RH 的干燥环境中,各类吸水能力不同的耗材的保持干燥时长约为 2 ~ 7 天;在通常的 55% RH 左右的室内环境中,刚烤干的各类吸水能力不同的耗材会在约 2 ~ 12 小时内受潮到会使打印质量下降的程度。

常规室内环境的相对湿度

潮湿空气中的相对湿度

用干燥剂和密封盒保护耗材
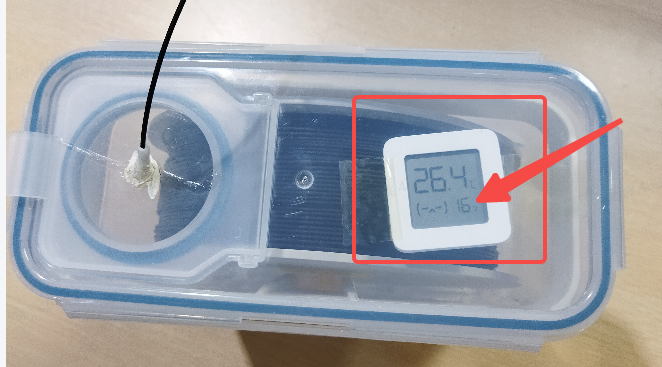
用湿度计监控密封盒中的湿度
(1)对于适配 AMS 的耗材,可以将其直接放入 AMS 中,再将有效的(全新的或未失效的)干燥剂放入其中,最后把 AMS 盖上,锁紧。如果发现干燥剂无效(从粉末状变为块状或糊状),请立即更换。AMS 干燥剂的状态如下图所示:
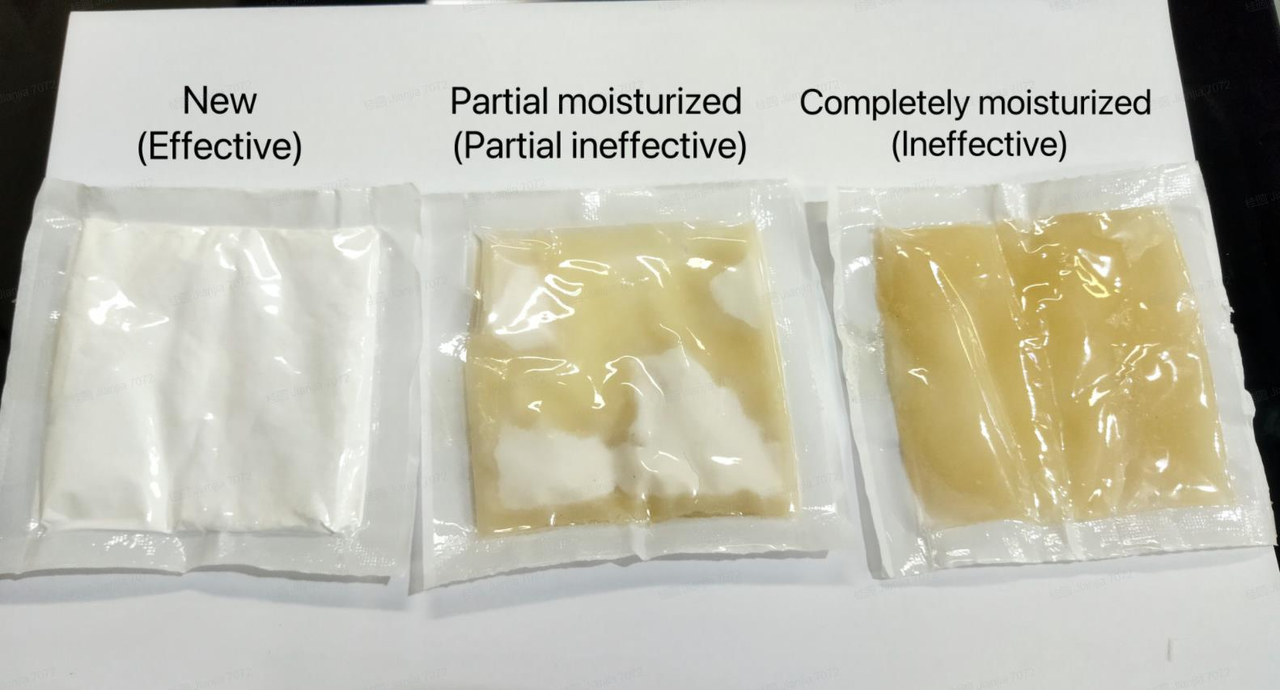
从左到右对应的干燥剂的状态依次为**全新(有效)状态、部分受潮(部分失效)状态_和_完全受潮(完全失效)状态**。
(2)对于不适配 AMS 的耗材,请将其烘干后装入一个带有滚轴的密封盒中,然后放入有效干燥剂,最后将盒子锁紧,以避免耗材在打印过程中吸水、受潮;其中,滚轴的作用是减小进料阻力,避免 TPU 线材因进料阻力过大而导致进料异常。更多信息请查看:装密封盒