¶ 为什么需要烘干耗材?
当耗材暴露在空气中受潮后,打印时可能会出现拉丝、易断等问题。
为了解决耗材受潮带来的打印质量问题,需要对耗材进行干燥。为了使用户更方便地干燥耗材,我们利用打印机的以下两个功能来创造一个干燥耗材的环境:
- 热床的加热功能;
- 打印机的封闭空间
注:P1P / A1 / A1 mini 由于是开放式打印机,因此无法干燥耗材。
¶ 准备工具
需要用耗材包装纸盒或自行打印的 PC 盒来盖住耗材,从而获得更好的干燥效果。
耗材包装盒和 PC 盒其中任选一个即可。
耗材包装盒:
纸质包装盒需提前撕开盒子的一个面,可参考下图来裁剪包装盒:

PC 盒子:
PC 盒子模型的下载链接: Bambu Filament Drying Cover
¶ 注意事项
使用时请认真遵守这些说明和注意事项,否则,Bambu Lab 将不承担上述风险的任何责任。
耗材干燥的过程中可能有以下风险,请在烘干前提前检查:
- 一些第三方的料盘不够耐温,所以在干燥过程中料盘有可能变形。
- 如果在干燥过程中热床不在腔体的下半部,同时热端中还有耗材,则有可能由于高温导致耗材软化从而堵头(卡挤出机)。
¶ 步骤 1 烘干前的准备
在开始烘干前请先检查热床上方和打印机底部是否存在异物,如果有的话,请在开始前移除,避免与热床/工具头发生碰撞,从而损坏部件。
当确认没有异物后,可开始进行烘干。
¶ 步骤 2 将热床移动至底部
¶ X1C 可使用“烘干耗材”功能
参考下图点击"准备"按钮,将工具头和温床移动到预设位置,并等待热床移动至预设位置,然后根据提示点击“确认”。

¶ P1S 需手动移动热床至底部
请按照下图步骤操作以通过打印机屏幕执行回中功能,并等待热床完成回中:
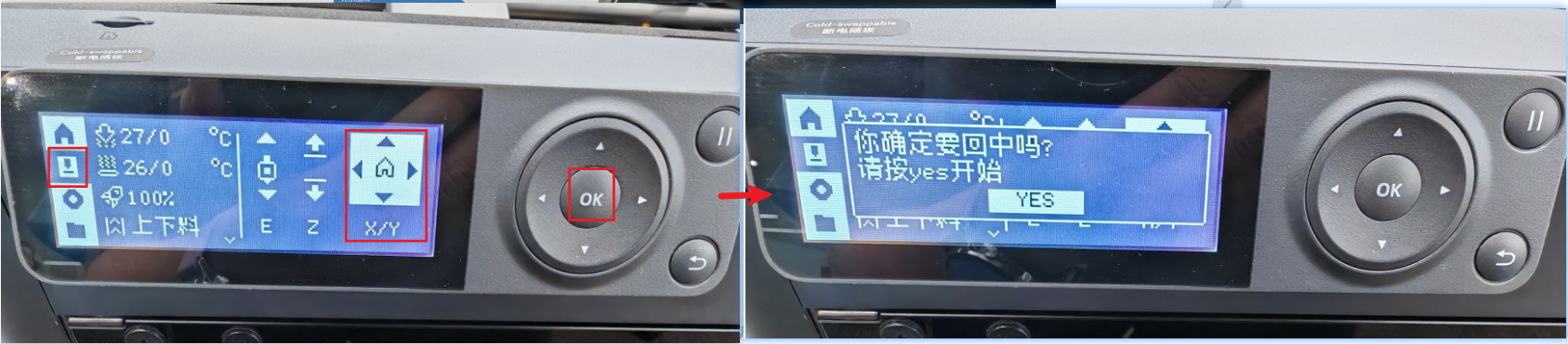
当回中完成后,通过屏幕控制热床,将热床降低至打印机底部
 |
 |
¶ H2系列 可使用“烘干耗材”功能
-
在屏幕左侧工具栏点击 “设置” → 选择 “工具箱” → 找到并进入 “烘干耗材”功能。
-
点击 “准备” 按钮,打印机会自动将工具头和热床移动到预设位置。
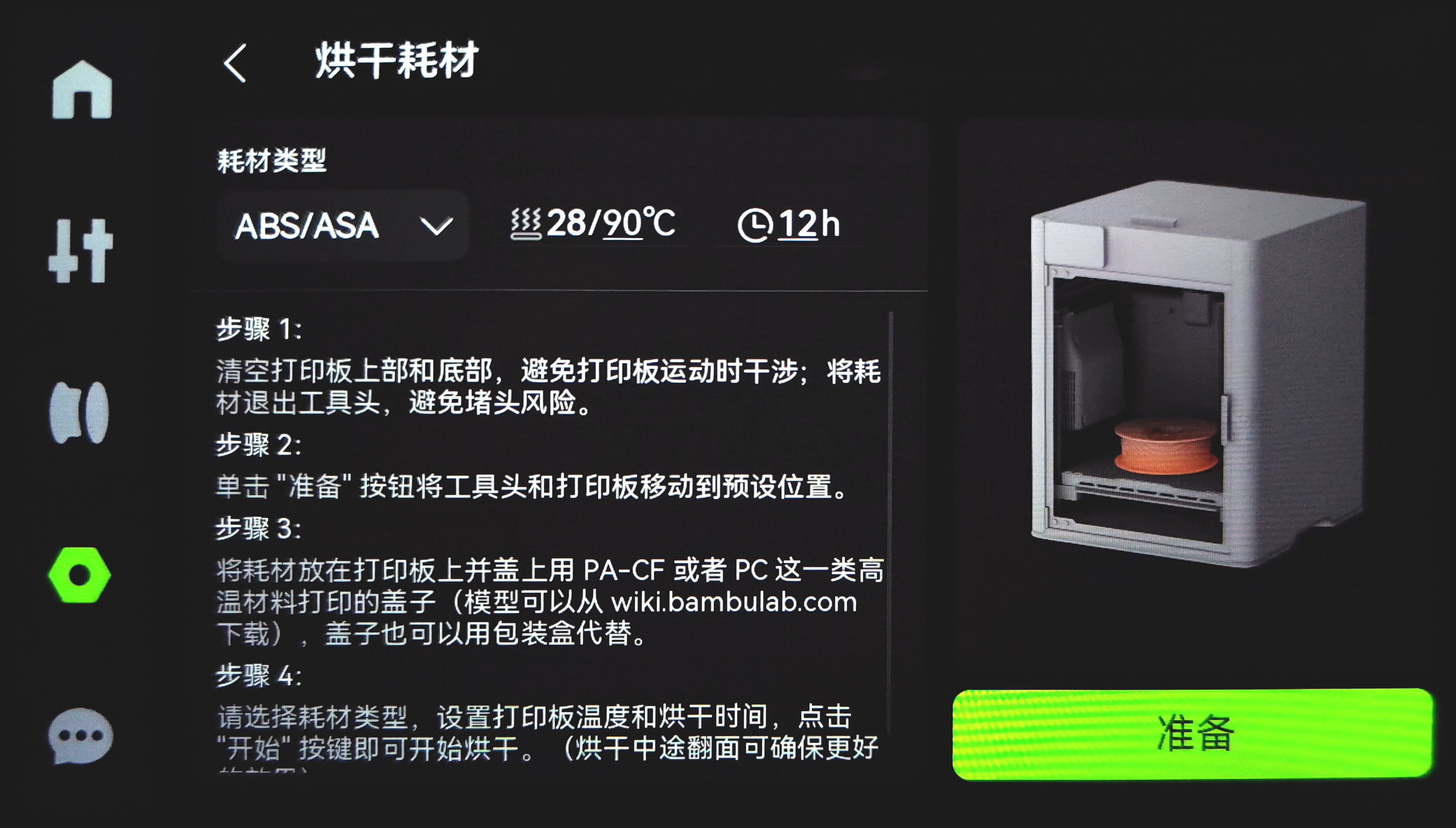
- 等待热床完全到位后,按照屏幕提示点击 “OK”。
¶ 步骤 3 放置耗材
将耗材放置在热床上**,然后用纸质包装盒或 PC 盒子盖住耗材**,并关好前门和顶盖。
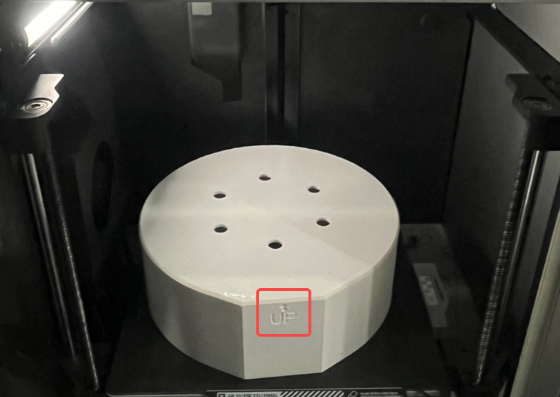
使用 PC 盒子直接将耗材盖住,然后开始烘干:
使用纸质包装盒直接将耗材盖住,然后开始烘干:

注意:
需要用耗材包装纸盒或自行打印的 PC 盒来盖住耗材,且全程都要盖紧上盖和关紧前门,以使耗材所处空间的温度达到较高值;
¶ 步骤 4 设置热床温度开始烘干
关于烘干的时热床的温度可以参考下表:
| 耗材 | 热床温度 / ℃ | 干燥时间 / h | 翻面时间 |
|---|---|---|---|
| PLA、PLA-CF/GF | 65 - 75 | 12 | 每 6 小时 |
| Support for PLA/PETG | 65 - 75 | 12 | |
| PETG、PETG-CF | 75 - 85 | 12 | |
| ABS、ASA | 90 - 100 | 12 | |
| TPU | 80 - 90 | 12 | |
| PC | 90 - 100 | 12 | |
| PVA、BVOH | 90 - 100 | 12 | |
| Support for PA/PET | 90 - 100 | 12 | |
| PA6-CF/GF、PAHT-CF/GF、PET-CF 等 | 90 - 100 | 12 |
使用打印机热床烘干 PPA-CF/GF、PPS、PPS-CF/GF 的效果不及鼓风型烤箱,如果需要使用打印机热床烘干这些耗材,建议将热床温度设置为 110 ℃,烘干时间为 12 h。
但更建议使用鼓风型烤箱来烘干这些耗材,详情请参阅耗材准备——干燥
¶ X1C 可使用“烘干耗材”功能
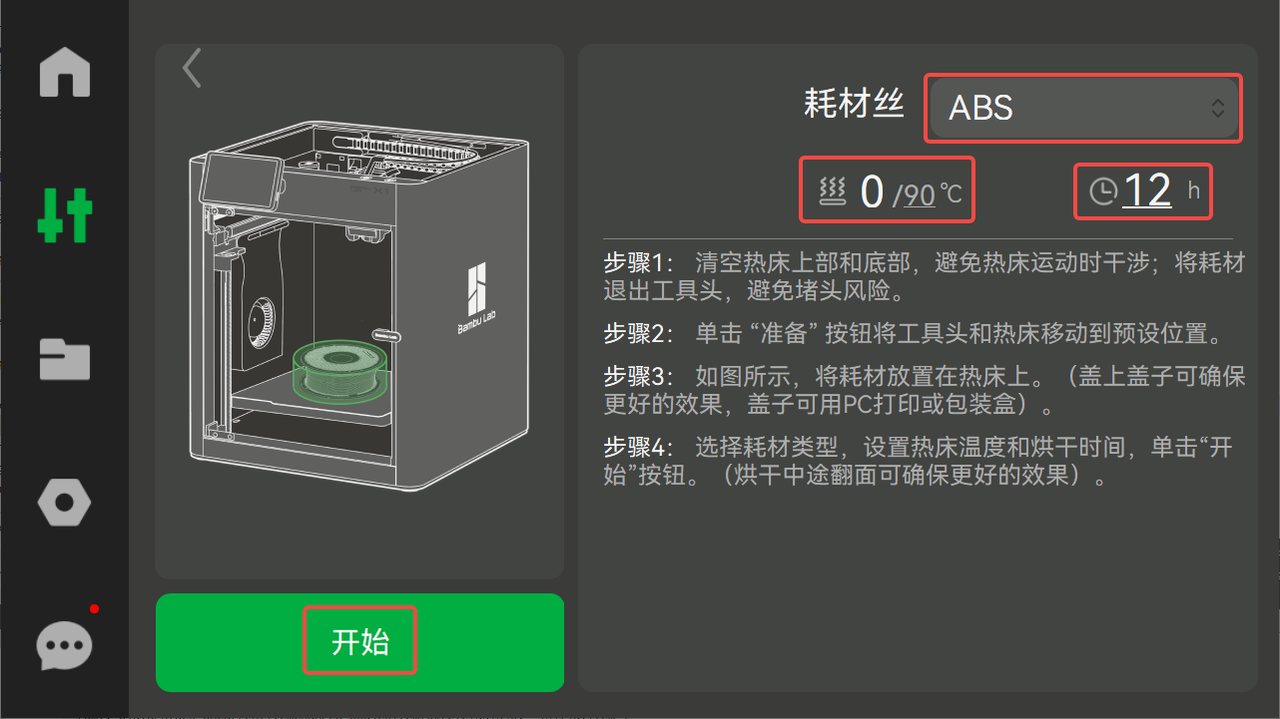
可根据所需烘干的耗材类型,来选择合适的烘干的温度。以 ABS 为例,可以参考下图在“耗材丝”中选择 ABS,然后会自动匹配对应烘干温度和时间,然后点击“开始”,将开始烘干。
¶ P1S 需手动设置热床温度并自行记录时间
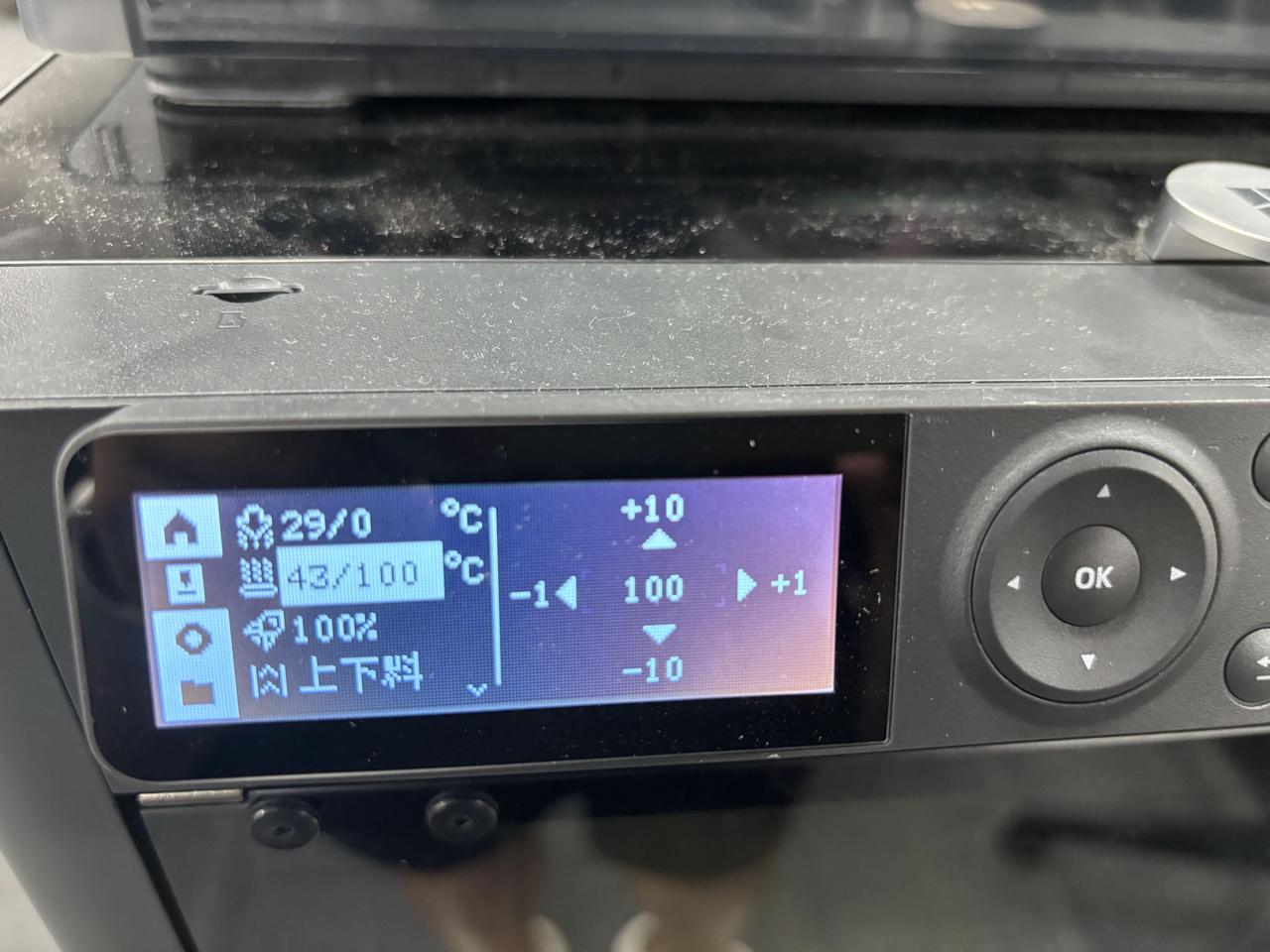
由于 P1S 没有“烘干耗材”的功能,需手动设置对应的热床温度,并自行记录烘干时间。以 ABS 为例,设置热床温度为 100℃,然后记录开始烘干的时间。
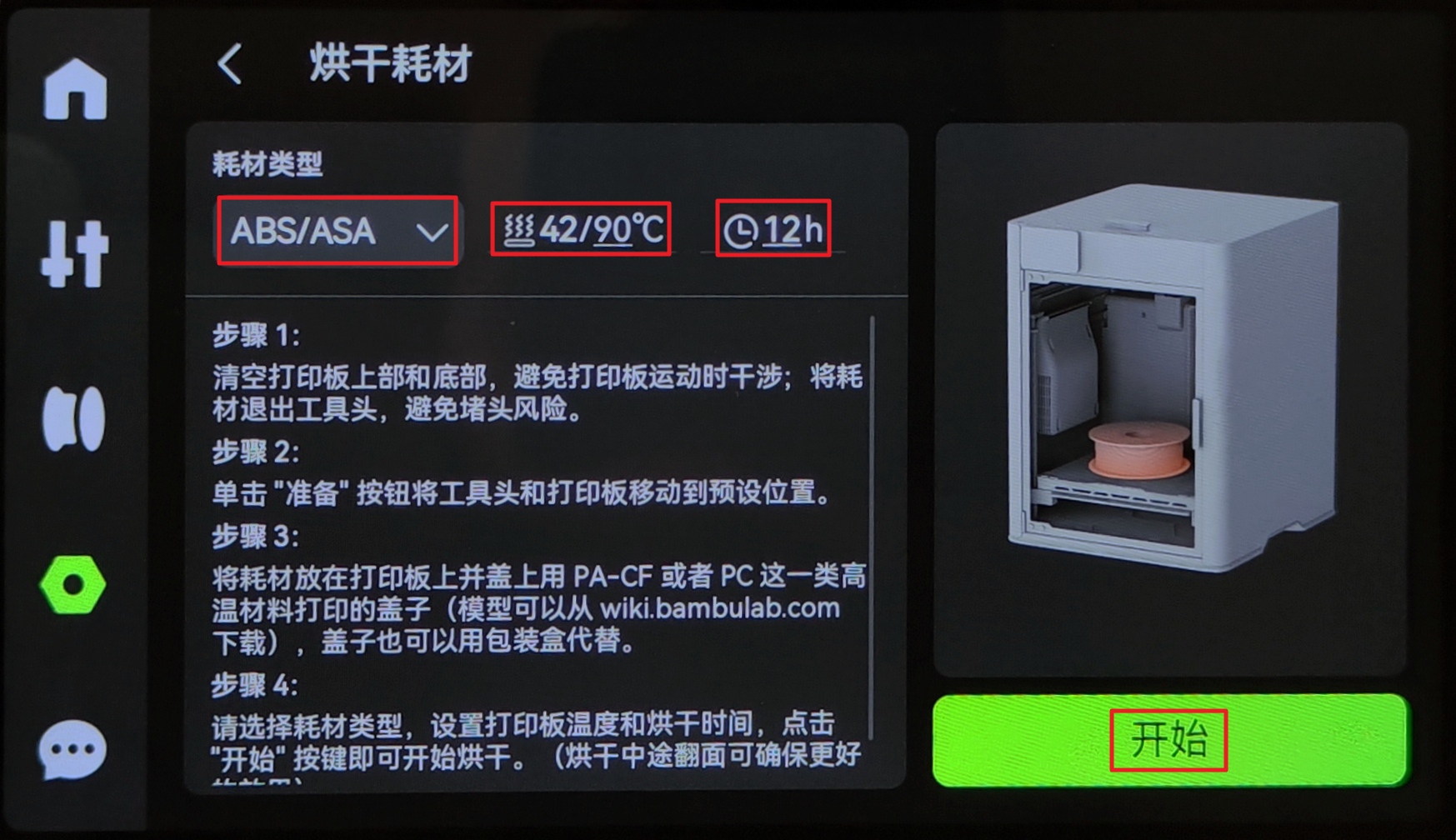
¶ H2 系列可使用“烘干耗材”功能
可根据所需烘干的耗材类型,来选择合适的烘干的温度。以 ABS 为例,可以参考下图在“耗材丝”中选择 ABS,然后会自动匹配对应烘干温度和时间,然后点击“开始”,将开始烘干。
¶ 步骤 5 烘干中途给耗材翻面
当耗材越贴近热床,温度就越高。因此,建议在干燥过程中建议给耗材翻面,以获得更好的干燥效果,这样,耗材会被更均匀地干燥。
请佩戴手套将耗材翻面!避免烫伤!
¶ 步骤 6 烘干结束后取出耗材
当达到烘干时间后,请将热床温度设置为 0 ℃,等待耗材不烫手后尽快取出进行后续操作。
烘干结束后,请立即用有效干燥剂和密封盒或 AMS 保护易受潮的耗材,并尽快使用,以免耗材重新受潮。
不同吸水能力的耗材暴露在常规温度、湿度的空气中时,会在 2 到 12 小时内受潮到使打印质量明显下降的程度;若空气湿度较高,该时间会更短。