¶ 耗材粘嘴
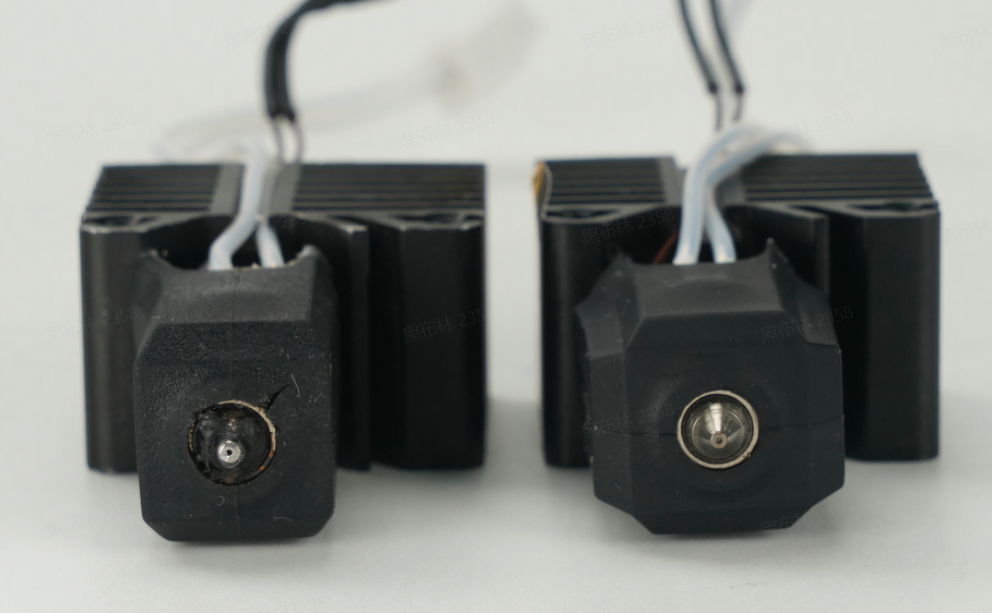
粘嘴是指打印开始一段时间后,挤出的耗材熔体中少部分粘附在喷嘴上,导致打印件出现局部缺料、粗糙等缺陷。在情况较严重时,喷嘴上可能会积聚一大块材料,最终导致打印失败。下图展示了典型的粘嘴现象。为了解决这一问题,您可以通过加热喷嘴,然后小心地将粘附的耗材移除。
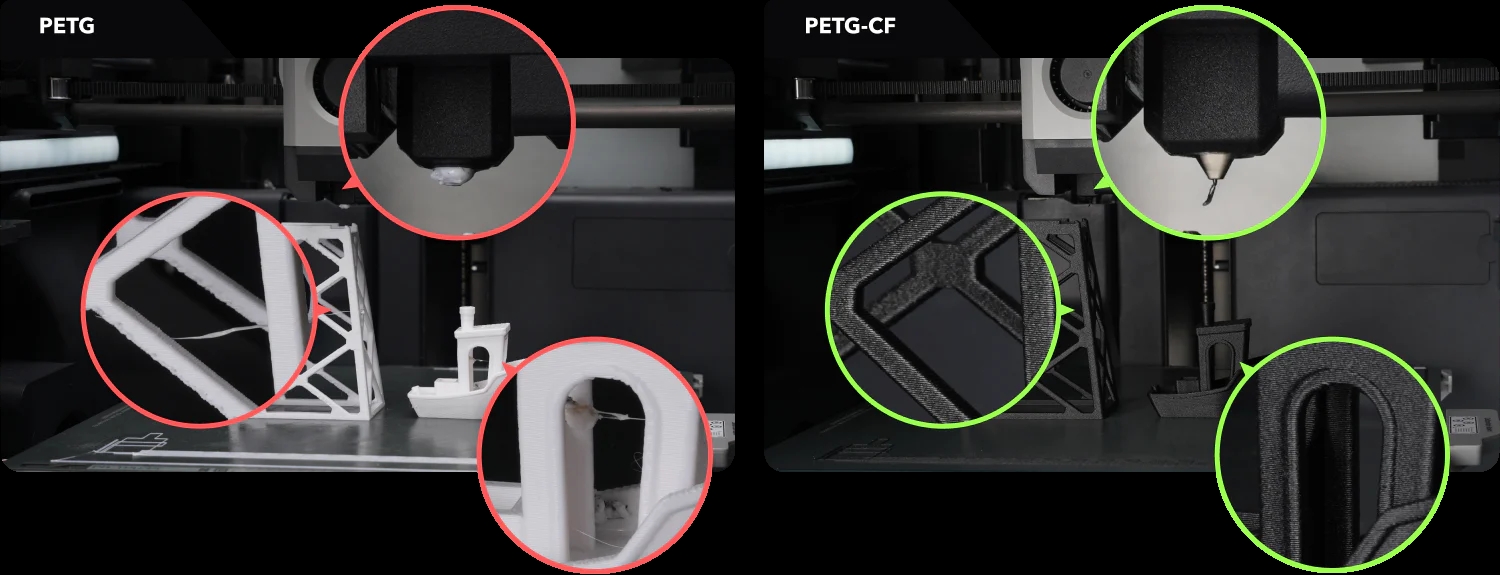
较明显的粘嘴现象一般出现在打印 PETG 类耗材时,这包括普通 PETG 和 PETG-CF。Bambu PETG Basic 和 Bambu PETG-CF 已经经过特殊的配方优化,因此,与市面上的一些品牌的 PETG、PETG-CF 相比,粘嘴概率低得多,且即使发生了粘嘴,情况也很轻微,很少会导致打印件有缺陷。然而,在某些特殊情况下,粘嘴问题还是会发生,且某些因素会显著提高粘嘴概率。以下将分点阐述这些因素和相应的解决方法。
¶ 1. 耗材明显受潮
虽然 PETG 类耗材的吸水率很低,但在潮湿的空气中暴露一定的时间后,线材还是会受潮,且环境湿度越大,线材受潮越快,从而导致粘嘴、拉丝、漏料、打印件表面粗糙等问题。原因是线材携带的水汽在经过喷嘴时,会因为受热而剧烈膨胀,从而导致喷嘴处的熔体往四周膨胀、散开,当一部分粘附到喷嘴外壁上时,就可能会引起粘嘴。相应的解决方法为把料卷放到鼓风型烤箱中,在 65 到 75 ℃ 下烘烤 8 小时左右,或者使用 X1C 的热床对线材进行干燥(具体操作请查阅 使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki )。
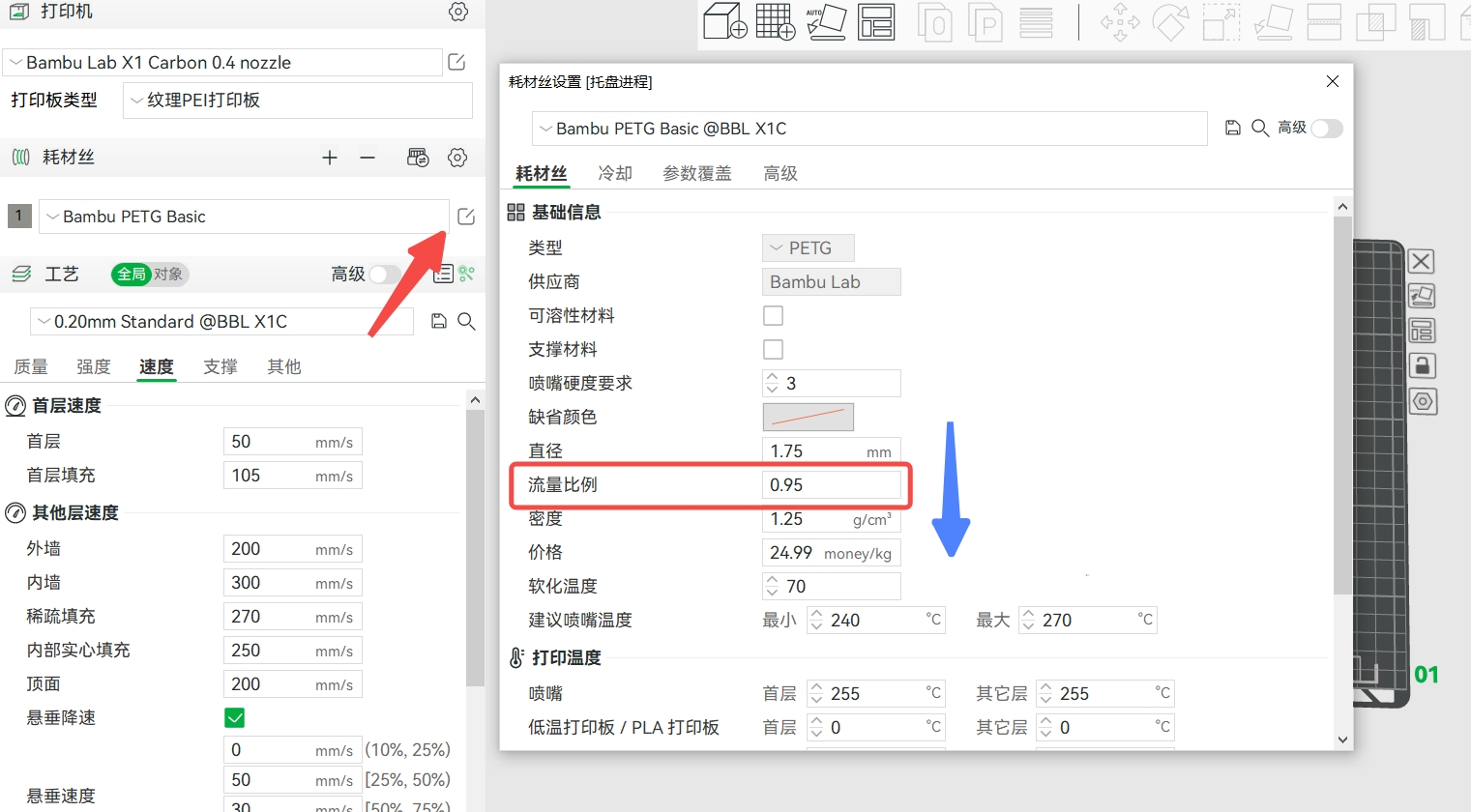
¶ 2. 流量比例偏大,或喷嘴磨损了,导致实际挤出流量偏大
对于 PETG 类耗材,流量比例在 0.93 - 0.96 之间较合适,如果低于 0.93,缺料的风险会升高,且模型的层间结合强度会偏低;如果高于 0.96,层间强度会较高,但漏料、粘嘴风险会升高。Bambu PETG Basic 和 Bambu PETG-CF 的默认流量比例为 0.95,请尽量不要将此值调大。当您使用烤干(非常重要)的这两种线材来打印某些模型,遇到了粘嘴问题时,先排查喷嘴是否已磨损,若已磨损,则更换;若未磨损,则可尝试将流量比例稍微调小至 0.93 到 0.94 之间。
¶ 3. 打印速度过低和(或)打印温度过高
一般而言,在合理范围内,打印速度越高,单位时间内需要熔融的线材就越多,需要的喷嘴温度就越高。打印速度很高时,需要把喷嘴温度适当调高,以免耗材受热不足,熔融不充分,造成缺料。反之,打印速度很慢时,线材在喷嘴里的受热时间更长,熔融更彻底,熔体的流动性更强,此时若未把喷嘴温度适当调低,就可能造成拉丝、漏料、粘嘴等问题;因此当您把打印速度、最大体积速度(对应最高打印速度)降低时,请同时把喷嘴温度适当降低。

¶ 4. 擦嘴零件磨损、松动、高度偏小或损坏
在使用一段时间后,擦嘴零件可能已经磨损、松动、高度偏小或损坏,导致擦嘴效果变差和有残料粘在喷嘴上。请通过目视检查、用手拨动擦嘴零件、在断电后推动工具头到擦嘴零件上对比高度和推动工具头迅速撞击擦嘴零件的方法来判断是否存在这些问题。若发现确实存在这些问题,则需要维修或更换擦嘴零件。
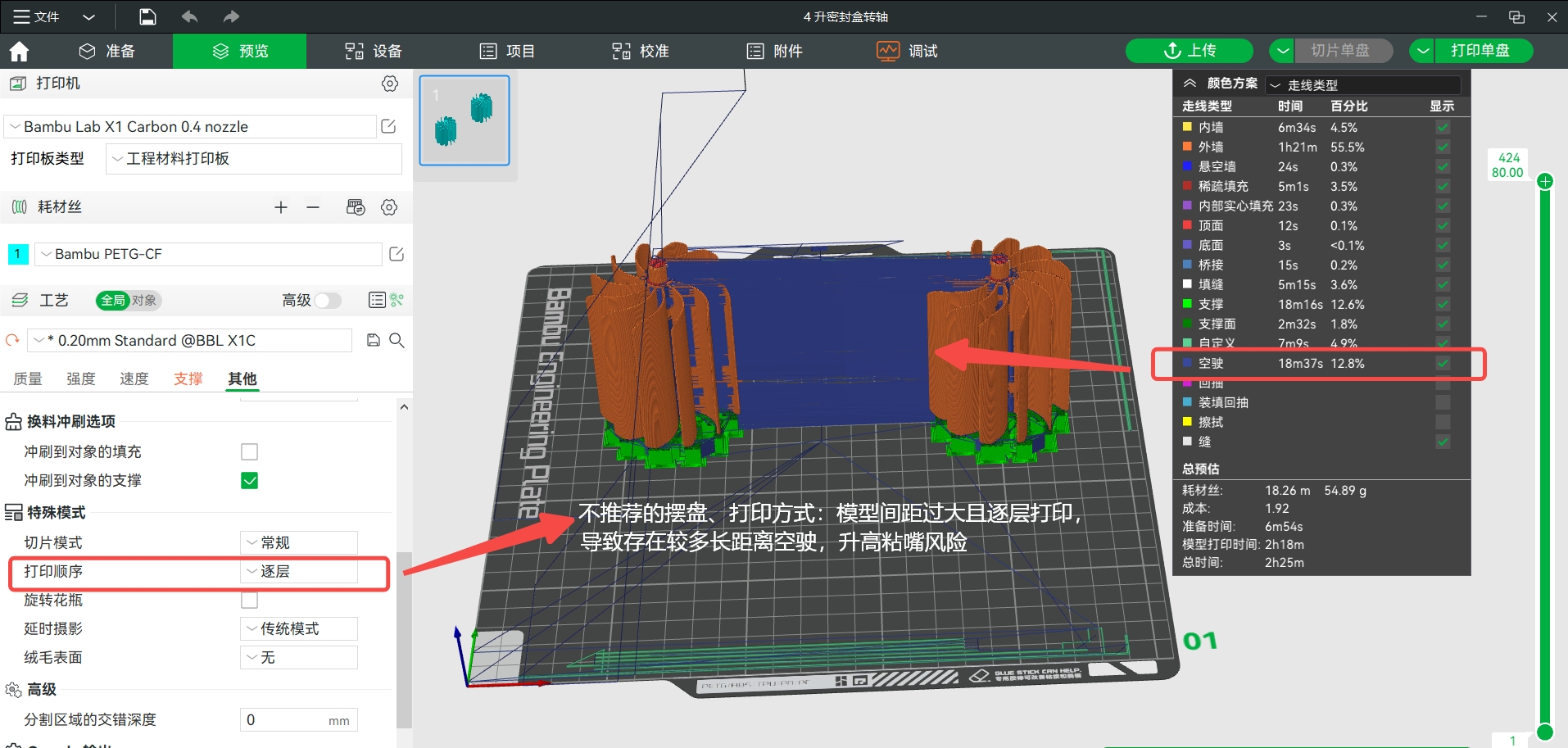
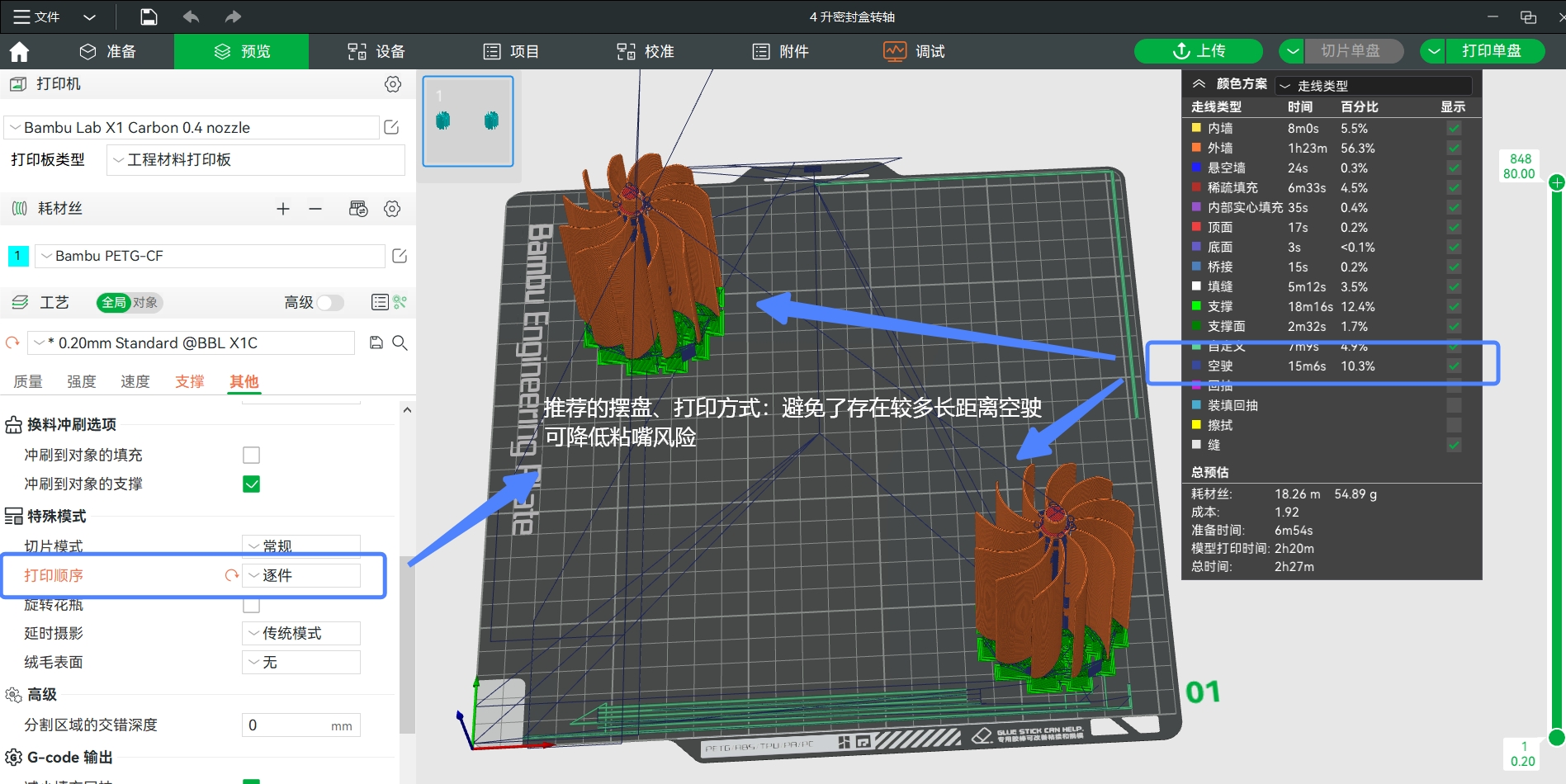
¶ 5. 模型本身存在较多跳跃点
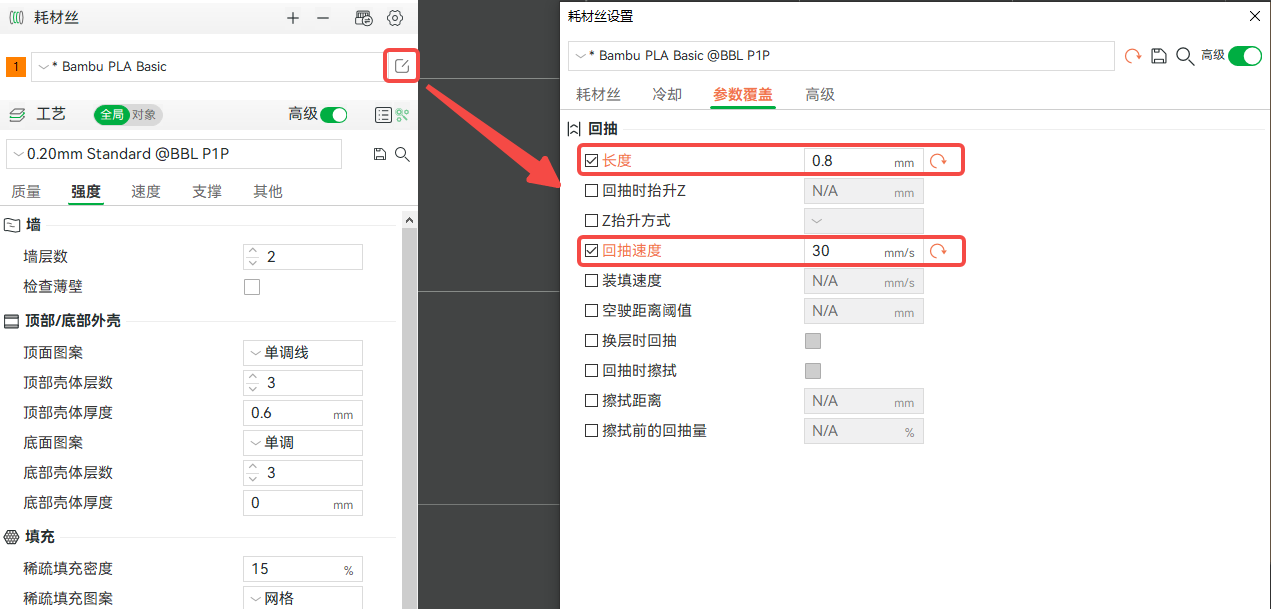
若模型本身存在较多跳跃点(空驶),或因为摆盘不合理,导致打印时存在较多间距较大的跳跃点,那么在打印时的跳跃过程,喷嘴里的耗材熔体有可能会有较多的溢出,并打印时被蹭到喷嘴外沿并不断积累,从而造成粘嘴。此时,应换用合理的摆盘方式,尽可能避免存在较多间距较大的跳跃点,还可以考虑适当调大回抽长度、回抽速度。注意:回抽长度设置得过大时容易引起堵头,一般建议不要超过 2 mm。