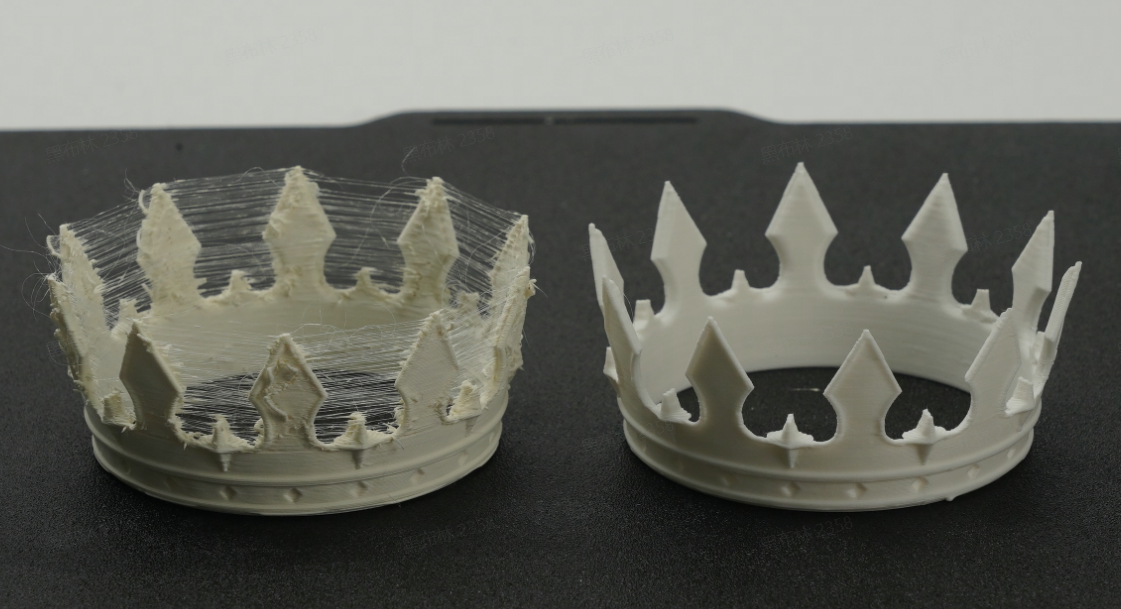
¶ 局部拉丝或漏料
直接原因:喷嘴出料过量或熔体异常膨胀、流动。

1. 耗材受潮,打印过程中水分受热汽化而导致耗材熔体破裂、异常流动——建议先将耗材烘干,然后将其放在带有未失效的干燥剂的密封容器中使用。烘干耗材可以参考:使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki。
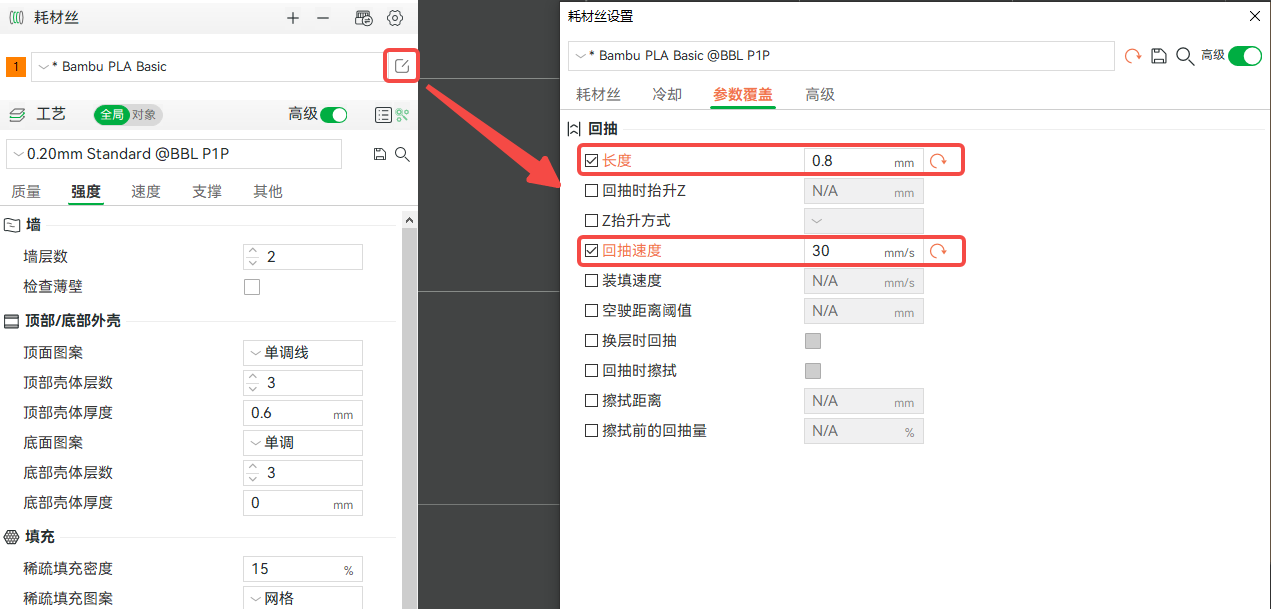
2. 模型存在较长空驶距离且回抽长度偏小,导致空驶过程中耗材熔体流出喷嘴——打多个模型时,减小模型间距,及适当增加回抽长度或回抽速度。
注意:回抽长度设置得过大时容易引起堵头,一般建议不要超过 2 mm。
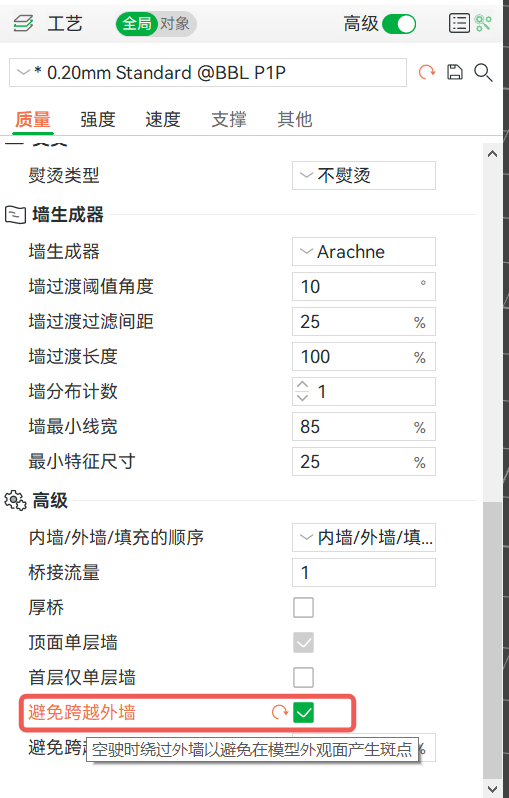
3. 模型本身结构特殊或摆盘方式不当。当单个模型存在较多的不连续结构,或是单盘打印多个模型且摆放间距较大时,会使打印过程存在较多、较长距离的空驶,使得熔体在喷嘴空驶的过程中往下滴落,从而造成漏料、粘嘴等缺陷。这种情况下,可以减小模型间的摆放距离。同时可以开启“避免跨越外墙”来降低拉丝的概率。
4. 喷嘴温度过高,导致耗材熔体的粘度过小——适当调低喷嘴温度。
5. 使用低密度的耗材(例如发泡 PLA)时,未适当调低打印温度或流量比例——建议适当调低打印温度和把流量比例调到 0.5 ~ 0.7 之间。低密度耗材,如发泡 PLA,内部存在较多孔洞、气体(含水),且打印过程还会产生气体,这会使耗材熔体产生较大膨胀、异常流动,所以,在打印前建议先烘干耗材,切片时选择较低的流量比例。
6. 喷嘴口径过大,造成流出喷嘴的耗材熔体偏多。
- 切片时选错了喷嘴配置,或者打印的时候误用了较大口径的喷嘴——在打印前要确保选用的配置和实际使用的喷嘴规格是一致的。
- 喷嘴已长期使用,磨损明显——更换新喷嘴。