¶ 打印前的干燥准备与要求
PVA ,即聚乙烯醇,是一种柔软且可生物降解的聚合物。它对水分高度敏感,非常容易从空气中吸收水分,也可溶解在液态水中。PVA 耗材在干燥状态下相对较硬,可适配 AMS、AMS lite;受潮后会变软、发粘,不再适配 AMS、AMS lite,且不建议直接使用,以免因耗材受潮而带来进料失败、拉丝、卡挤出轮、堵头等问题。
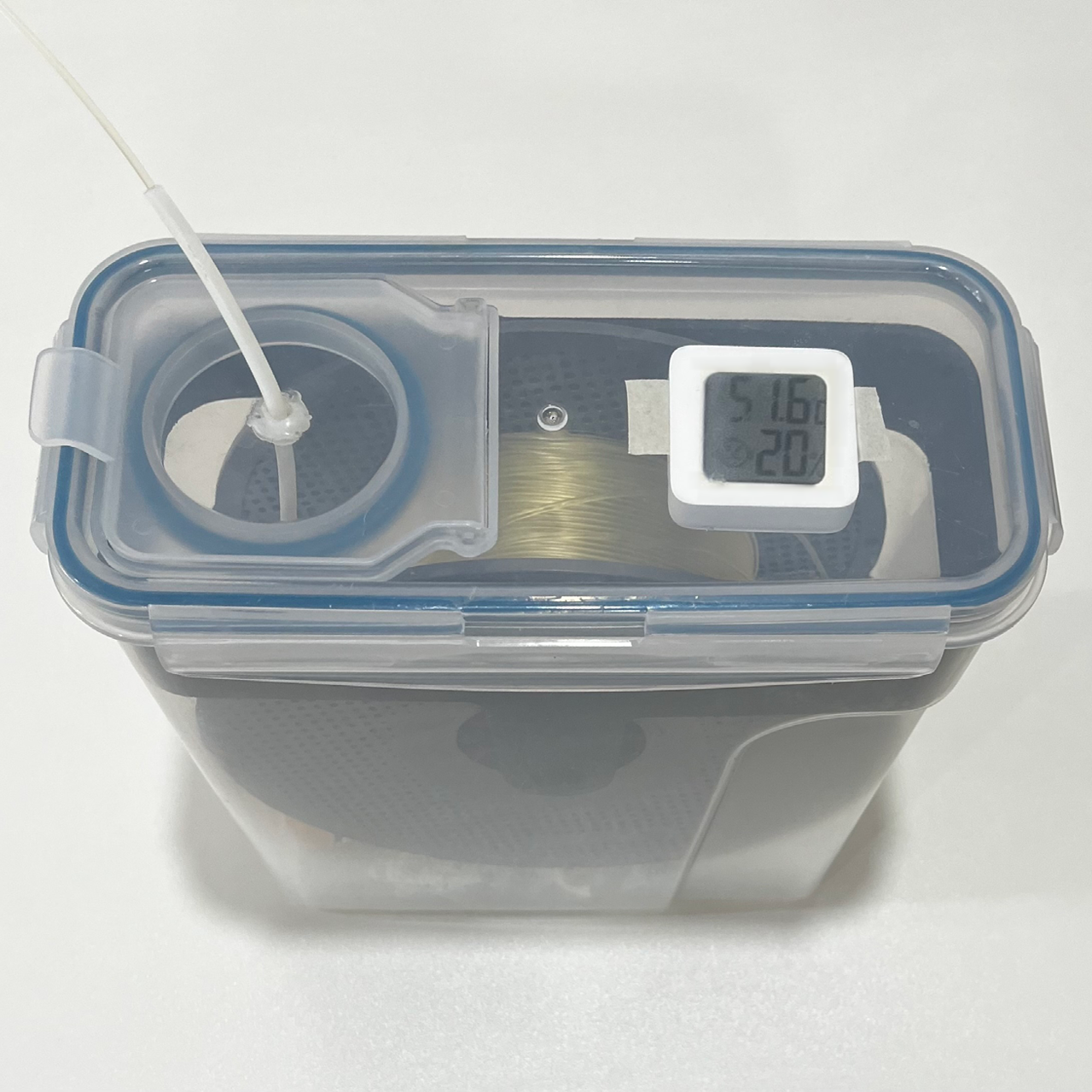
为避免这些问题和获得较高的打印质量,需在打印前将受潮的耗材烘干,且打印过程中始终把耗材存储在关闭的 AMS 中,并用干燥剂保护,确保其中的湿度小于 20% RH,以避免烘干的耗材过快地再次受潮。推荐使用下图中的密封容器适合储存 PVA。
注意:只有使用 H2D 时可以配合使用下图的密封容器进行打印。

保存 PVA 时请使用吸湿性能更好的氯化钙干燥剂,硅胶干燥剂无法长期保持 PVA 的干燥。
由于 PVA 的吸水速率相比其他耗材非常的快,所以烘干后无需等它冷却就要立刻放入干燥环境内(干燥箱或 AMS )。在 20% RH 的干燥环境中,PVA 耗材保持干燥时长约为 1 ~ 3 天;在通常的 55% RH 左右的室内环境中,刚烤干的 PVA 耗材会在约 1 ~ 3 小时内受潮到会使打印质量下降的程度,潮湿天气时会更快。
使用鼓风型烤箱或打印机烘干 PVA 耗材的建议参数如下表:

注意:使用打印机的热床烘烤时需要使用一个盒子(如原装耗材纸盒)将耗材盖住。如果需要,可查阅此篇 wiki 来获知耗材烘干、防潮的更多相关信息:耗材准备——干燥。
可通过如下图方式弯折 PVA耗材,可快速判断 PVA 耗材的干燥程度,烤干后的 PVA 手感掰弯硬度会比 PLA Basic 耗材较硬。
| 烤干 PVA | 放置空气 15 分钟后 PVA |
 |
 |
¶ 切片时的参数设置
在 Bambu Studio 中,用支撑耗材打印支撑结构时有两种选择,即支撑耗材同时作为支撑主体和支撑界面,或主体耗材作为支撑主体,而支撑耗材仅作为支撑界面。
前一种选择更适用于在打印过程中需要较多的支撑,但打印结束支撑不容易拆除、需要整体溶解的模型,例如镂空、嵌套模型。而后一种选择更适用于仅需要少量支撑结构,且支撑结构易拆除的常规模型,此时,PVA 与拓竹 Support for PLA 的作用相当。 具体设置方法如下:
| 1. 支撑耗材同时作为支撑主体和支撑界面 | 2. 主体耗材作为支撑主体,而支撑耗材作为支撑界面 |
 |
 |
大多数打印机的默认支撑参数并不适合同时以 PVA 为支撑主体和支撑界面的情况,而需进行适当更改。这种情况下,应尽量避免切片时使用树状支撑(局部过于瘦高、单薄), 以免打印过程中树状支撑倒塌。为了获得较好的效果,推荐按照以下切片设置,使用普通支撑进行打印。
| 1. 速度设置 | 2. 支撑设置 |
 |
 |
¶ 预设参数文件下载
以下是提供的分机型(X1/H2D)和分支撑主体和界面耗材的预设参数文件,打印时可使用以下 3mf 文件导入模型进行打印或对照检查对应参数(用其他型号的打印机打印时,可迁移下述的相应的工艺参数和耗材丝参数):
X1C:
bambu_pva_(pva_支撑主体_+_pva_支撑界面)_x1c.3mf
bambu_pva_(pla_支撑主体_+_pva_支撑界面)_x1c.3mf
H2D:
bambu_pva_(pla_支撑主体_+_pva_支撑界面)_h2d.3mf
bambu_pva_(pva_支撑主体_+_pva_支撑界面)h2d.3mf
H2D PVA特殊的打印建议:
温馨提示:PVA 和 PETG 不能同时使用 H2D 的左右热端混打
由于 PVA 的热变形温度偏低,而在打印 PETG 的时候热床温度为 70℃,使用左右热端混打可能会由于温度过高而导致堵头。
注意:
- 这里的混打是指使用左热端打印 PVA,使用右热端打印 PETG(或左热端使用 PETG,右热端使用 PVA);
- 您可以仅在右热端进行打印,使用 PVA 支撑 PETG,并需要配合 AMS 进行打印,类似于单热端打印机 X1/P1 系列的操作方式。
- 请勿在左热端上使用 PVA 支撑 PETG。
¶ 建议的打印流程
- 在打印过程中需始终保持 PVA 耗材的干燥,可以将其放在密封盒中打印,并确保干燥剂生效(请使用吸湿性能更好的氯化钙干燥剂),盒中的湿度小于 20% RH。
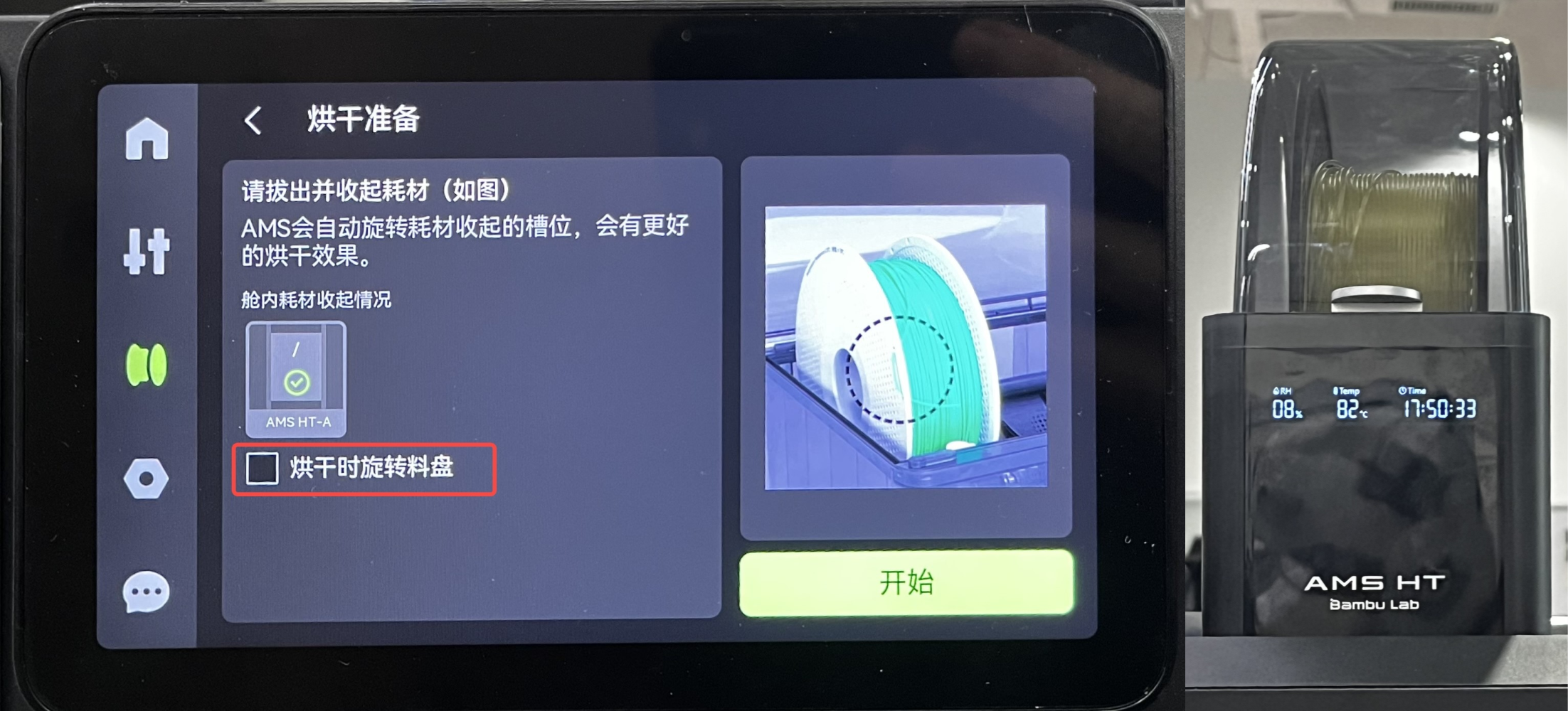
- 或者使用 AMS HT 打印,就可以不使用干燥剂,但需开启烘干模式,并关闭烘干时旋转料盘功能,将温度设置为 80 ℃ 左右。
即在烘干时,AMS HT 无法使用自动进退料功能,但可作为干燥箱使用,防止材料受潮。
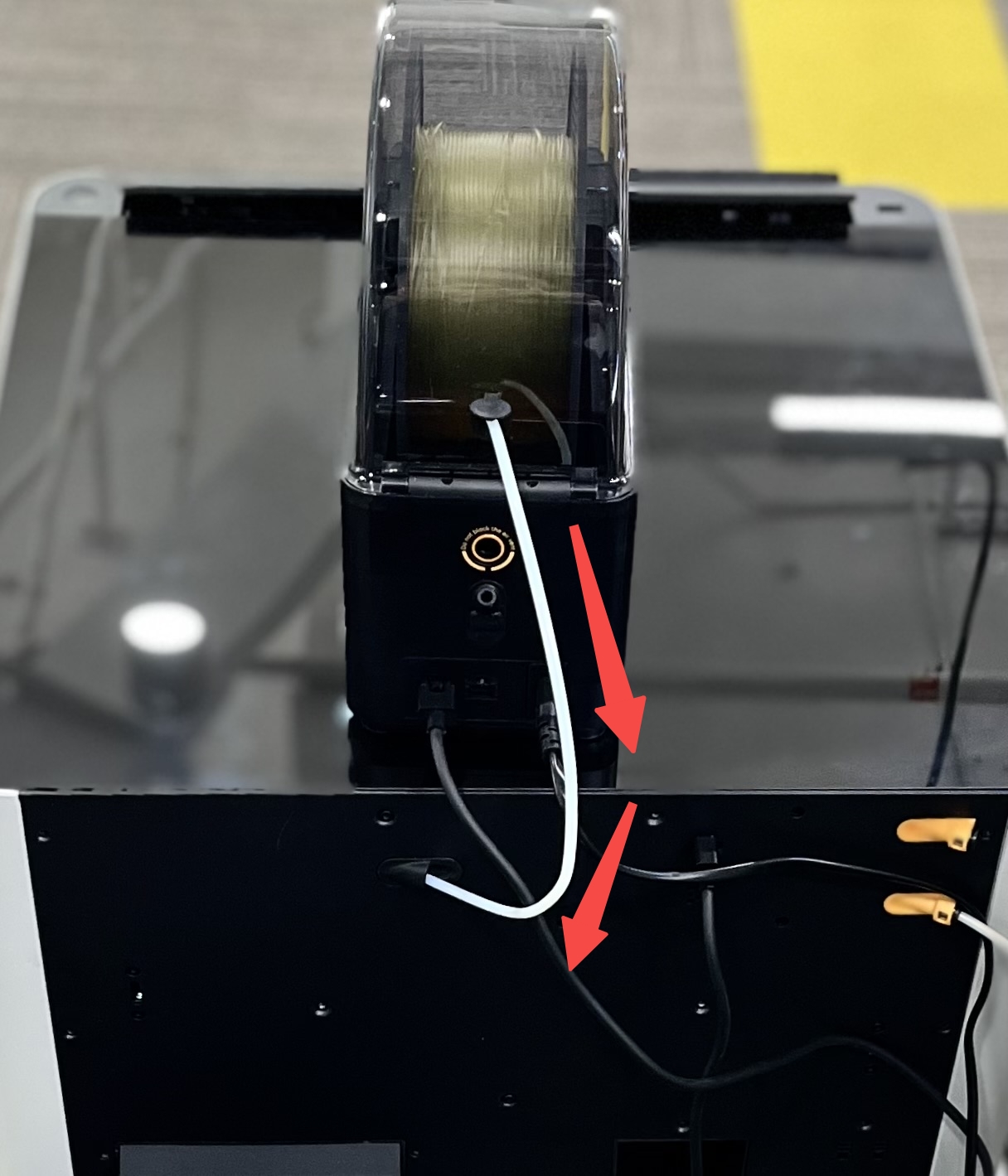
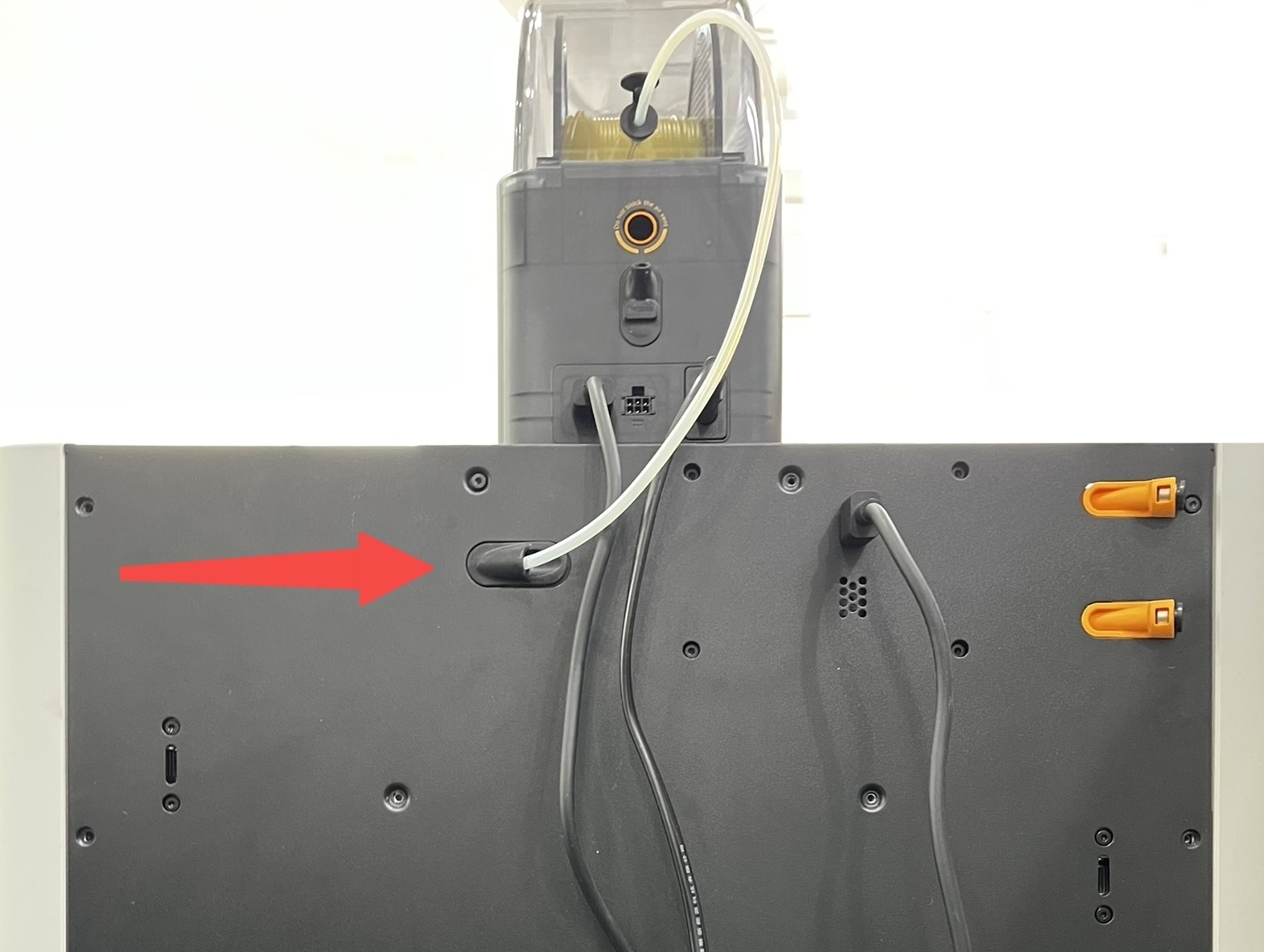
- 建议将 AMS HT 放置在机器上方,使用 TPU 出料口出料,其出料口到打印机的进料口(如 H2D 应使用 TPU 进料口)间最好有料管连接,以避免材料过早的变形。
 |
 |
| 正常挤出示意 | 异常挤出1 | 异常挤出2 |
|---|---|---|
 |
 |
 |
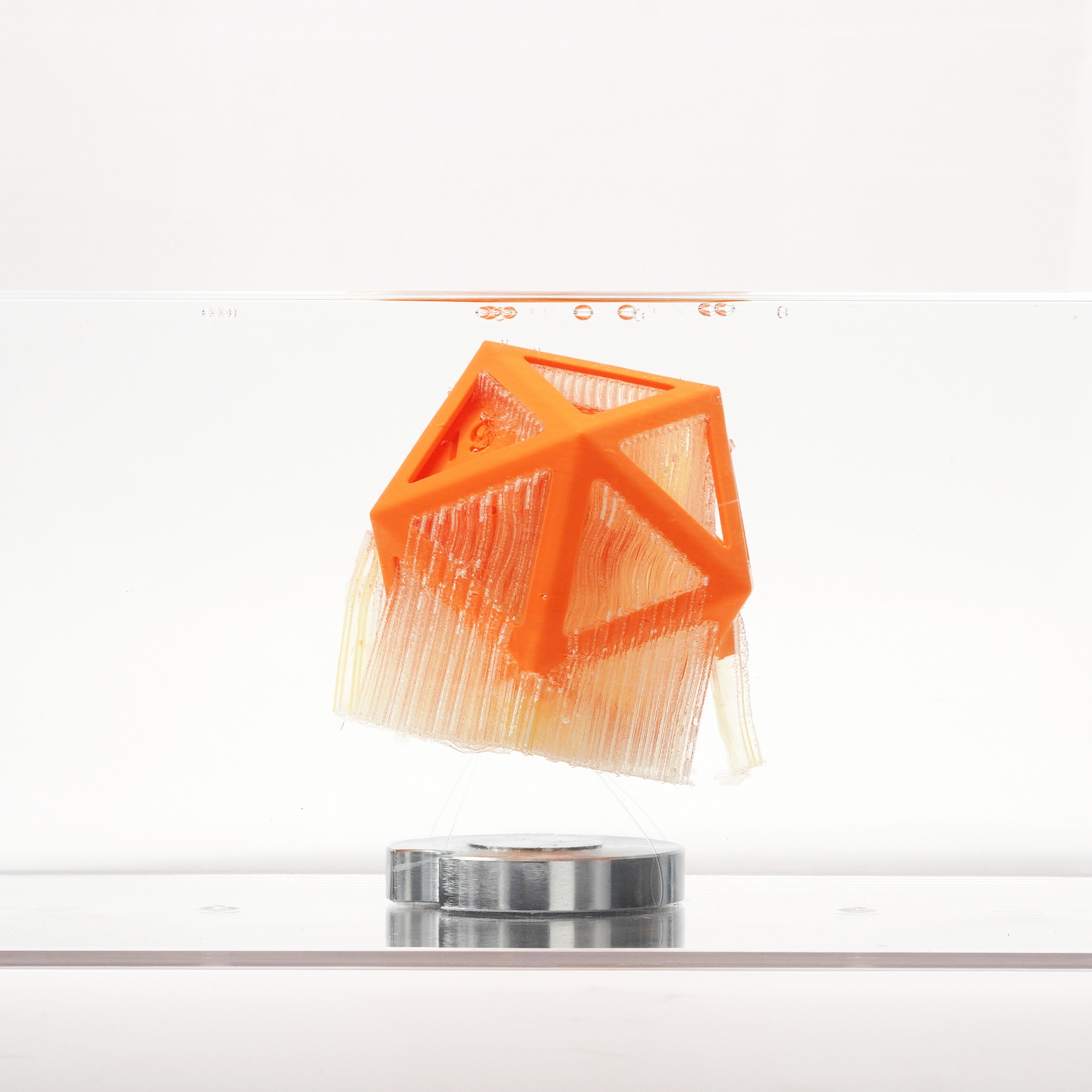
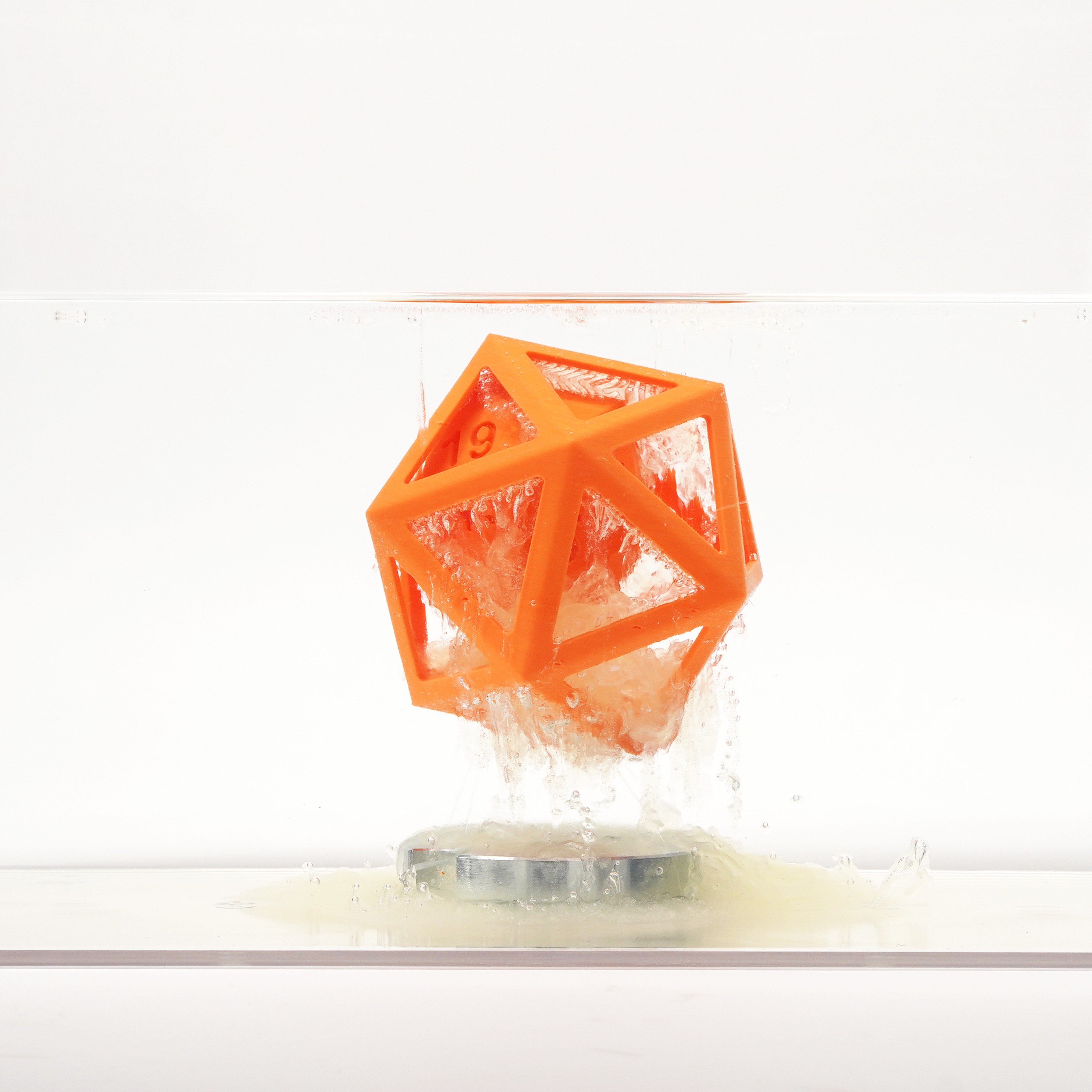
¶ 打印结束后的支撑溶解
打印结束后,将模型放入水中浸泡,可以轻松溶解、去除 PVA 支撑。溶解过程可能要几个到十几个小时。使用温水和搅拌可加速 PVA 的溶解,但如果模型主体为耐热性较低的 PLA 时,水温不宜超出 50 ℃,以免模型变形。
| 1. 浸泡前 | 2. 浸泡几小时后(部分溶解) | 3. 浸泡完全后(随后晾干即可) |
 |
 |
 |
因 FDM 3D 打印的大部分模型内部有较多孔隙,泡水溶解支撑时,部分模型内部可能会进水。若要降低模型内部进水的风险,可参考此篇 wiki 中的部分参数设置:
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。