¶ 首层对打印质量的影响
在 3D 打印过程中,首层打印质量对打印成功率有着重要影响。虽然轻微的首层不平整通常不会对最终模型造成明显影响,但严重的首层质量问题会直接影响打印件的整体质量,甚至导致打印失败。对于 H2D 这类高精度设备而言,首层问题主要分为以下两种类型,它们会带来不同程度的打印风险。
-
喷嘴离热床太近(首层过低):
-
喷嘴持续刮擦热床,可能损坏喷嘴和打印板;
-
打印件与热床过度粘连,难以取下甚至撕裂模型;
-
首层打印挤出不足,引发“堵头”(材料堆积在喷嘴尖端,阻塞挤出)。
-
-
喷嘴离热床太远(首层过高):
-
模型底部层线稀疏,影响外观和结构强度;
-
首层未紧密贴合热床,模型底部的附着力不足,打印过程中模型还可能倒塌或者移位,造成炒面或者裹头,导致打印失败;
-
¶ 合格的首层示例
高质量首层:
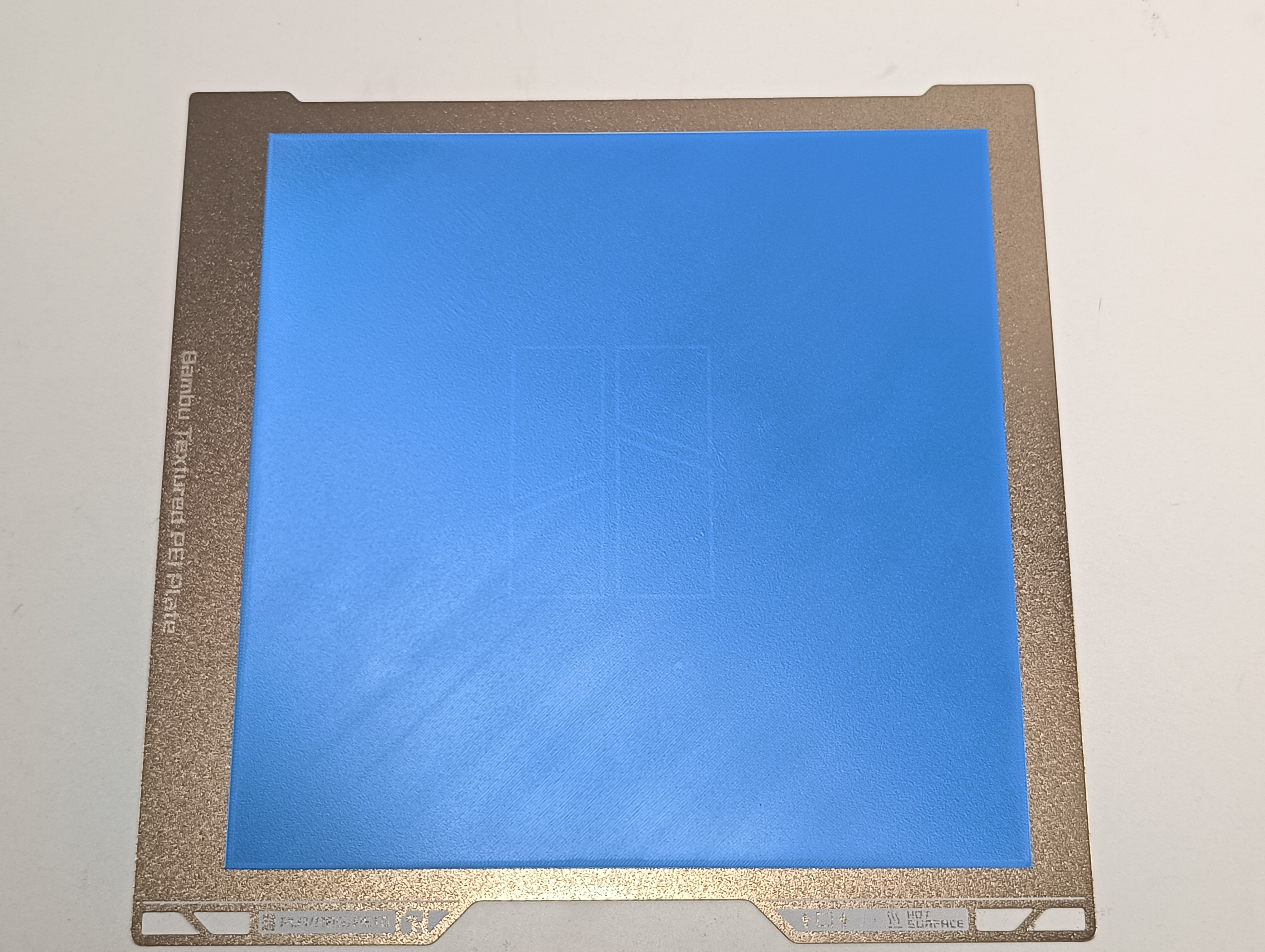
备注:少量线宽波动或褶皱等轻微瑕疵(如首层仅5% 区域有瑕疵,其他 95% 区域都是平整的)通常不会影响打印件的成功率,只要不影响整体附着力与层间结合,对最终的打印质量不会有明显影响(参考下图)。
合格首层示例:

¶ 如何打印高质量的首层
¶ 校准与调平
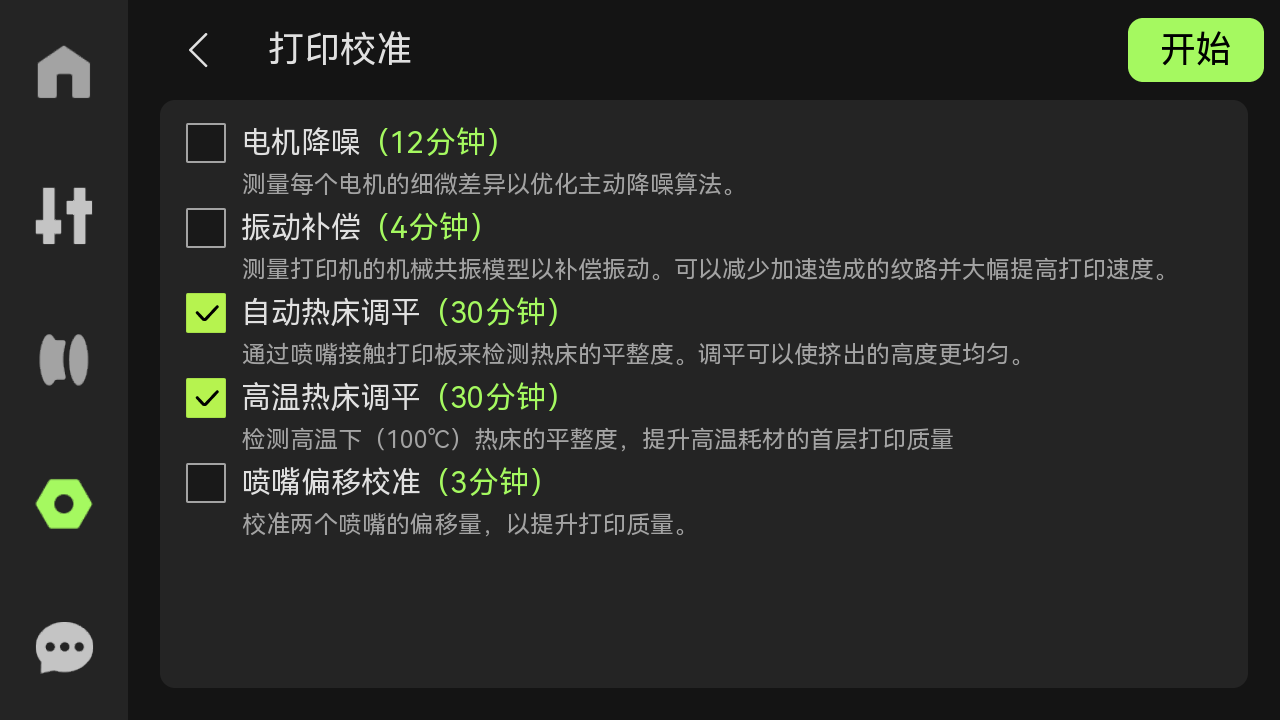
- 无论您的打印机遇到哪种首层打印质量问题,首先我们都建议您在设置——校准——打印校准中运行一次自动热床调平和高温热床调平。若机器经过搬运或长期存放,或者是对热床进行过拆装更换,也必须再次运行校准中的调平。
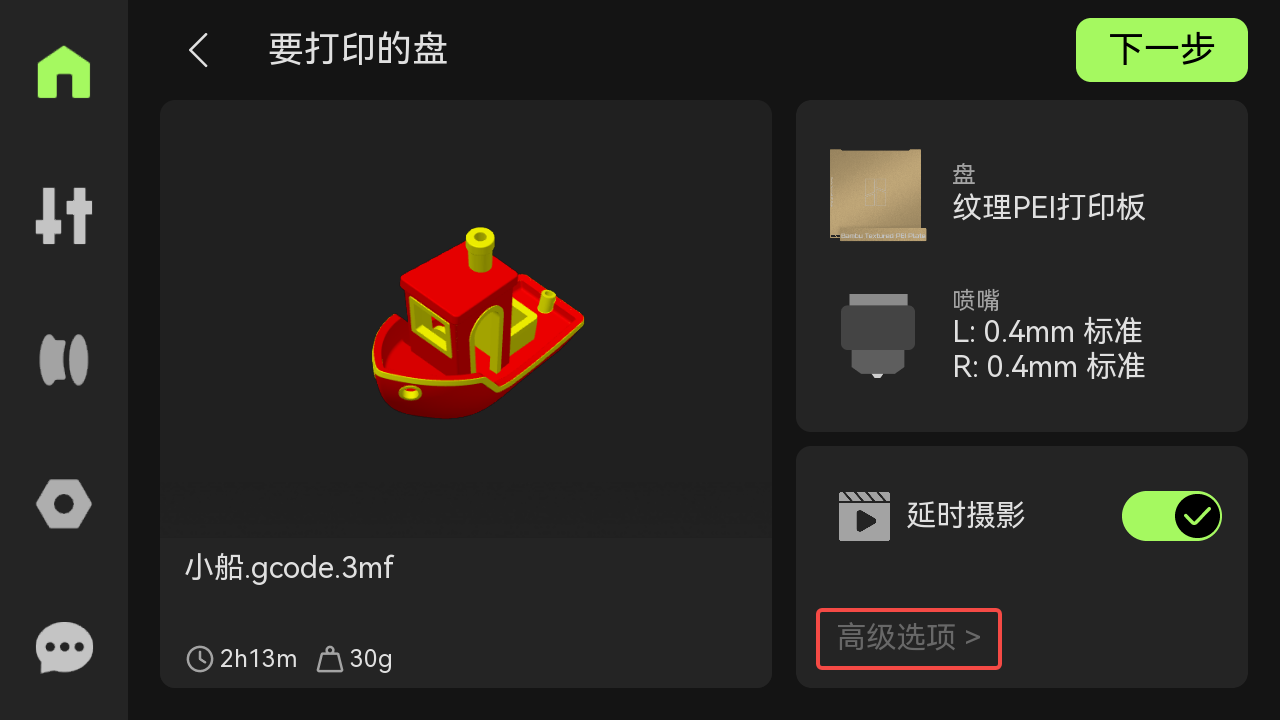
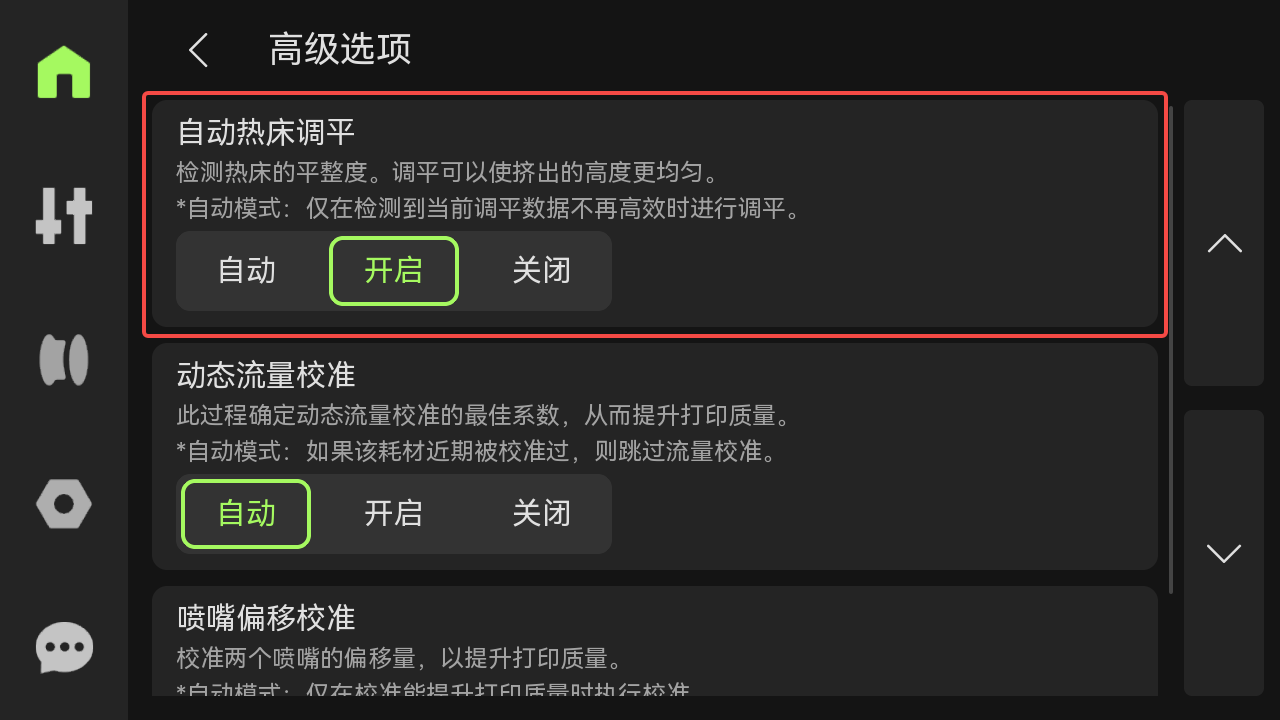
- 打印前在发送任务窗口的“自动热床调平”中选择“打开”,则在每次打印任务开始前也会先进行一次较为快速的调平。

也可在打印机屏幕上开启自动热床调平:高级选项 > 自动热床调平。
 |
 |
打印前的调平数据和校准调平数据(包括自动热床调平及高温热床调平)均会保存在打印机内。打印时,系统将自动综合应用这两组调平数据。
对于打印机几种热床调平的介绍,详细信息可以参考:H2D 打印机FAQ。
¶ 首层打印问题分类处理指南
¶ 首层大面积/全盘偏低
解决方案:
- 锁紧陶瓷底座前后螺丝:
- 首先拧松陶瓷底座固定螺丝(左侧4颗,右侧3颗),若需要拆下左侧的加热组件,需要把左侧理线片的两颗螺丝一起取下,具体位置参照下图。
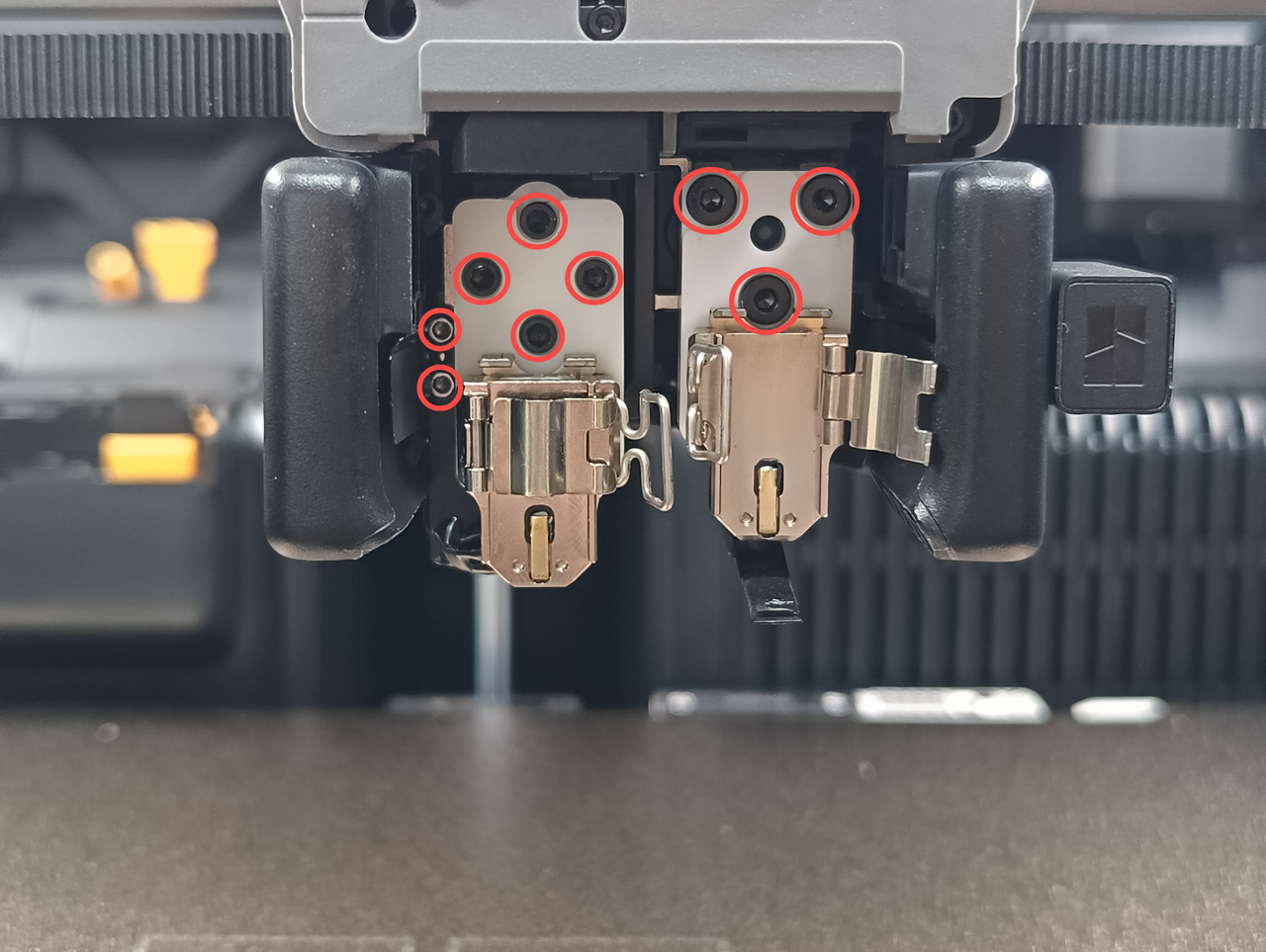
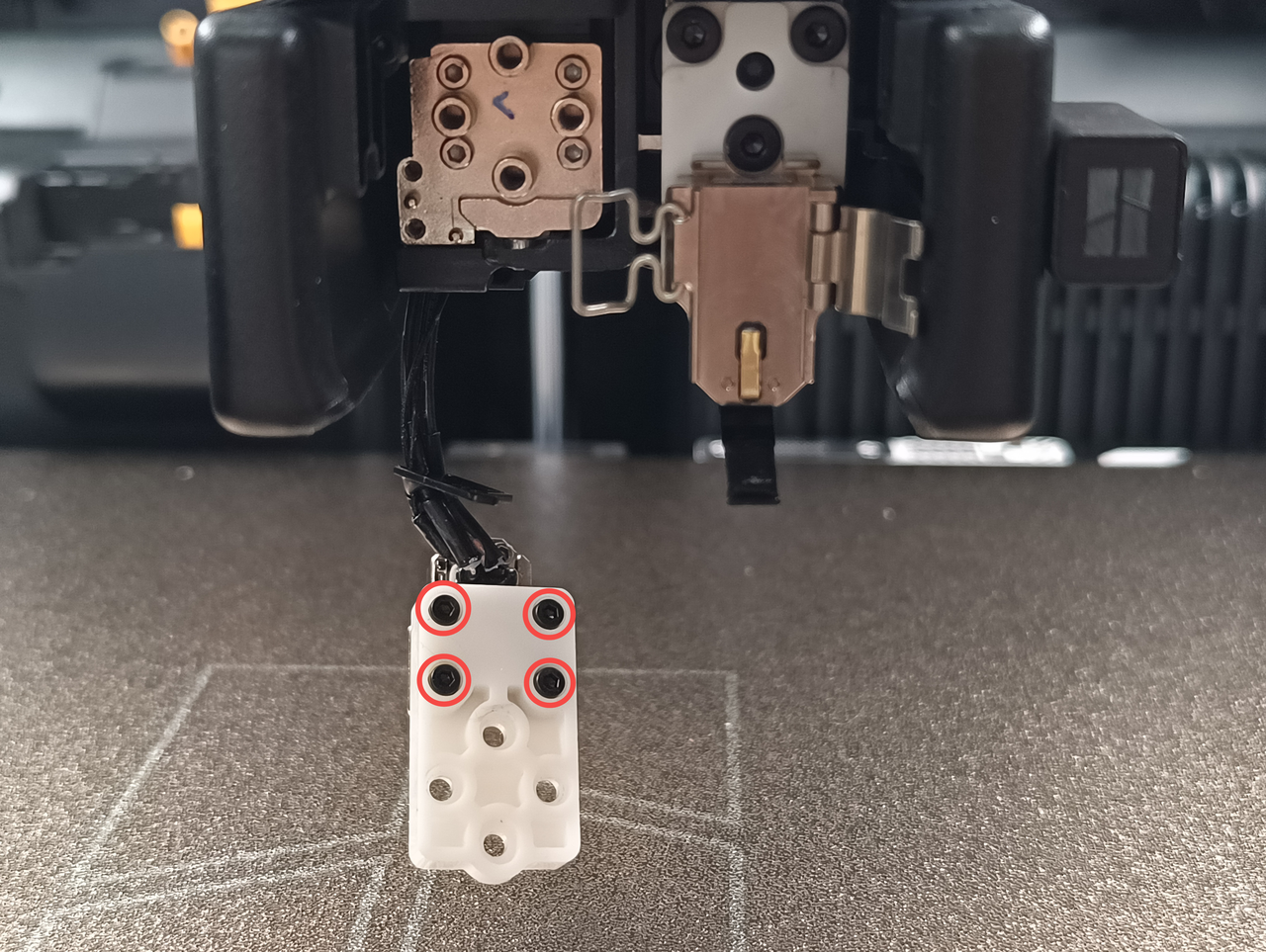
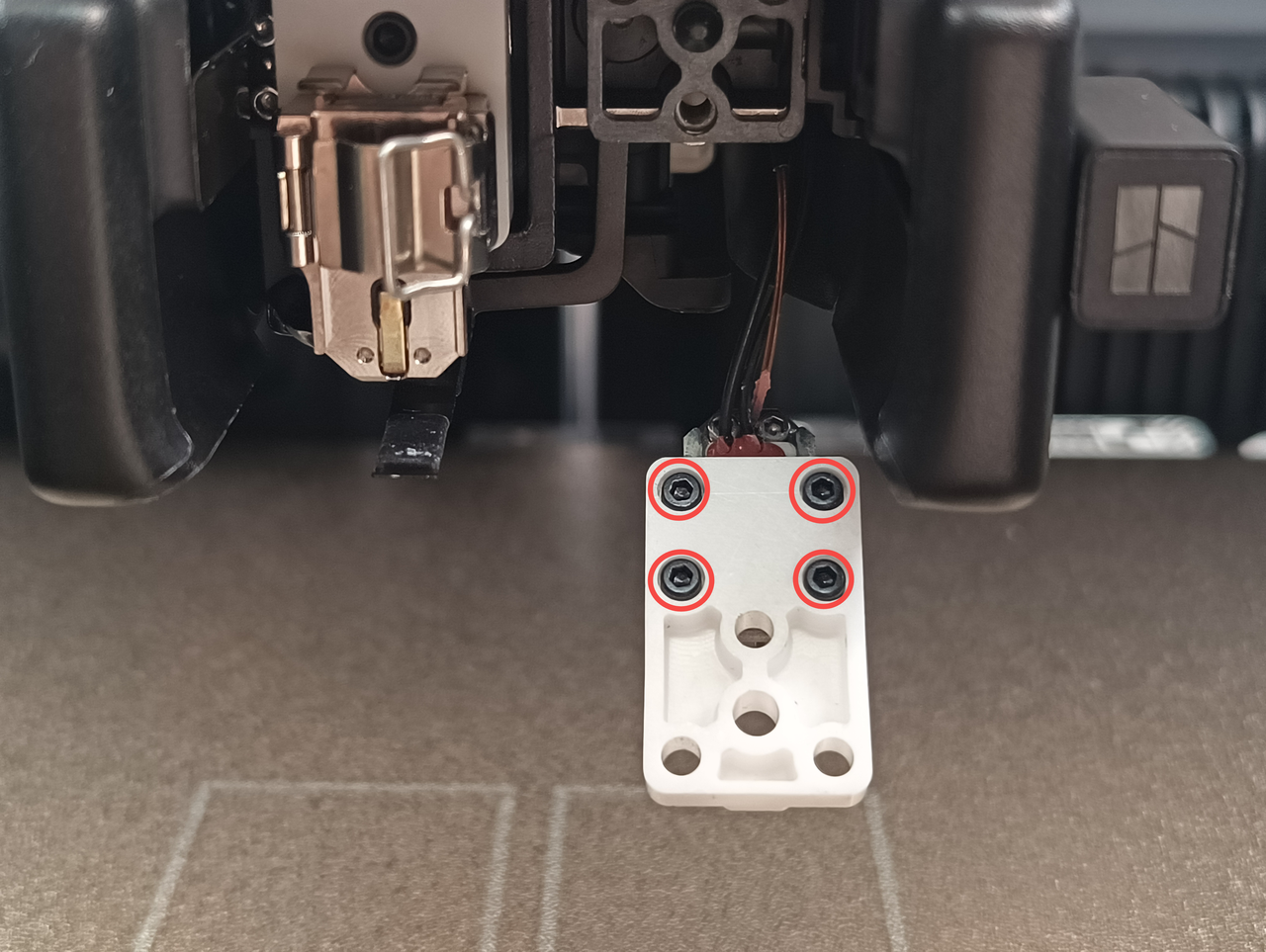
- 随后适度拧紧加热组件背面的4颗螺丝,旋转幅度约为1/8圈。
注意:若发现螺丝已处于较紧状态,请勿强行继续拧紧,以免造成陶瓷底座损坏。
 |
 |
- 重新安装左右陶瓷底座并锁紧固定螺丝。
- 检查喷嘴的安装:
- 安装时向下按压喷嘴后再扣紧夹扣,夹扣要按照正确的方式扣紧,确保无松动;
 热端夹扣未正确扣紧示例 |
 热端夹扣正确扣紧示例 |
- 完成后手动摇晃喷嘴,检查是否牢固,若有明显晃动说明热端没有完全扣紧。
¶ 局部偏低
打印首层局部偏低,通常出现在打印机前门附近区域,如下图所示。
解决方案:
- 使用螺丝刀或者扳手拧松热床底部前方的黑色侧锁螺丝(约1圈)。该螺丝主要用于运输过程中增强热床刚度,但过度紧固可能导致局部偏低。
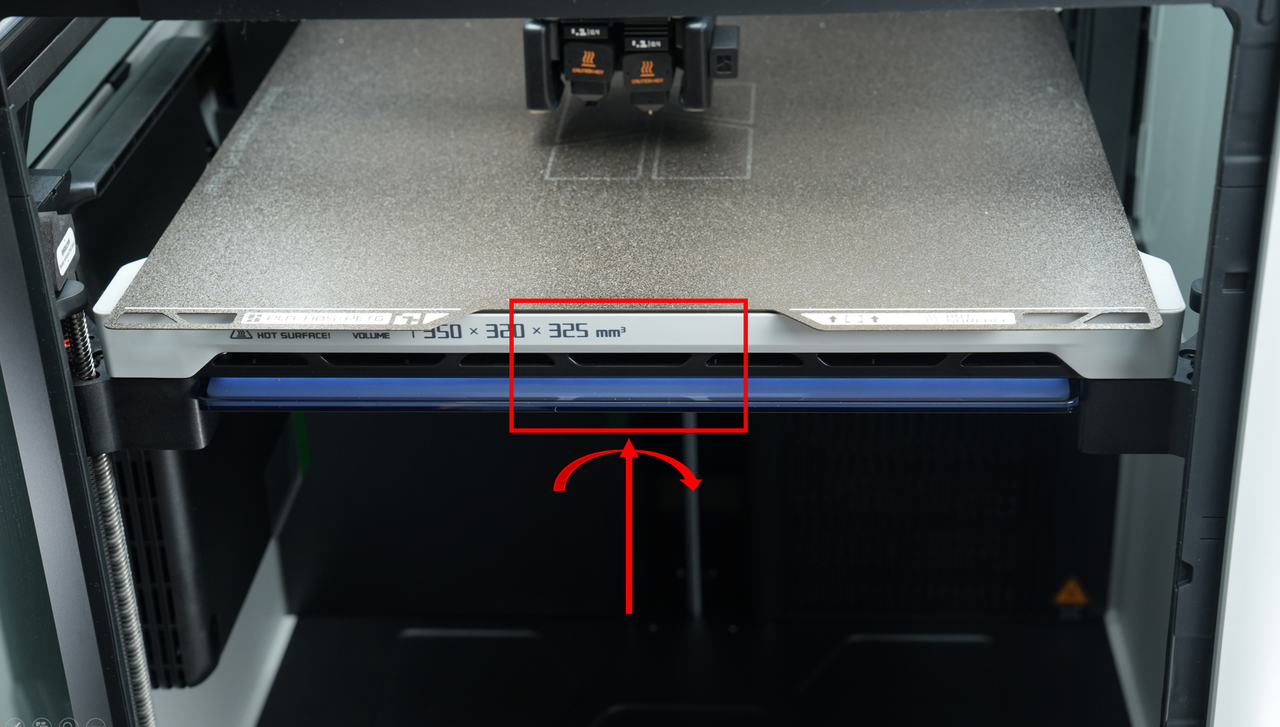 螺丝位于热床前侧的下方 |
 按照箭头方向拧松螺丝 |
- 重新运行打印机校准程序,并检查首层打印效果。
若问题仍未解决:
- 使用 H2 和 H1.5 螺丝刀或扳手,卸下热床上的3颗侧锁螺丝,取下黑色锁片(位置参考下图)。
注:这3颗螺丝仅用于增强运输抗冲击性,正常使用时移除螺丝不会影响打印质量。
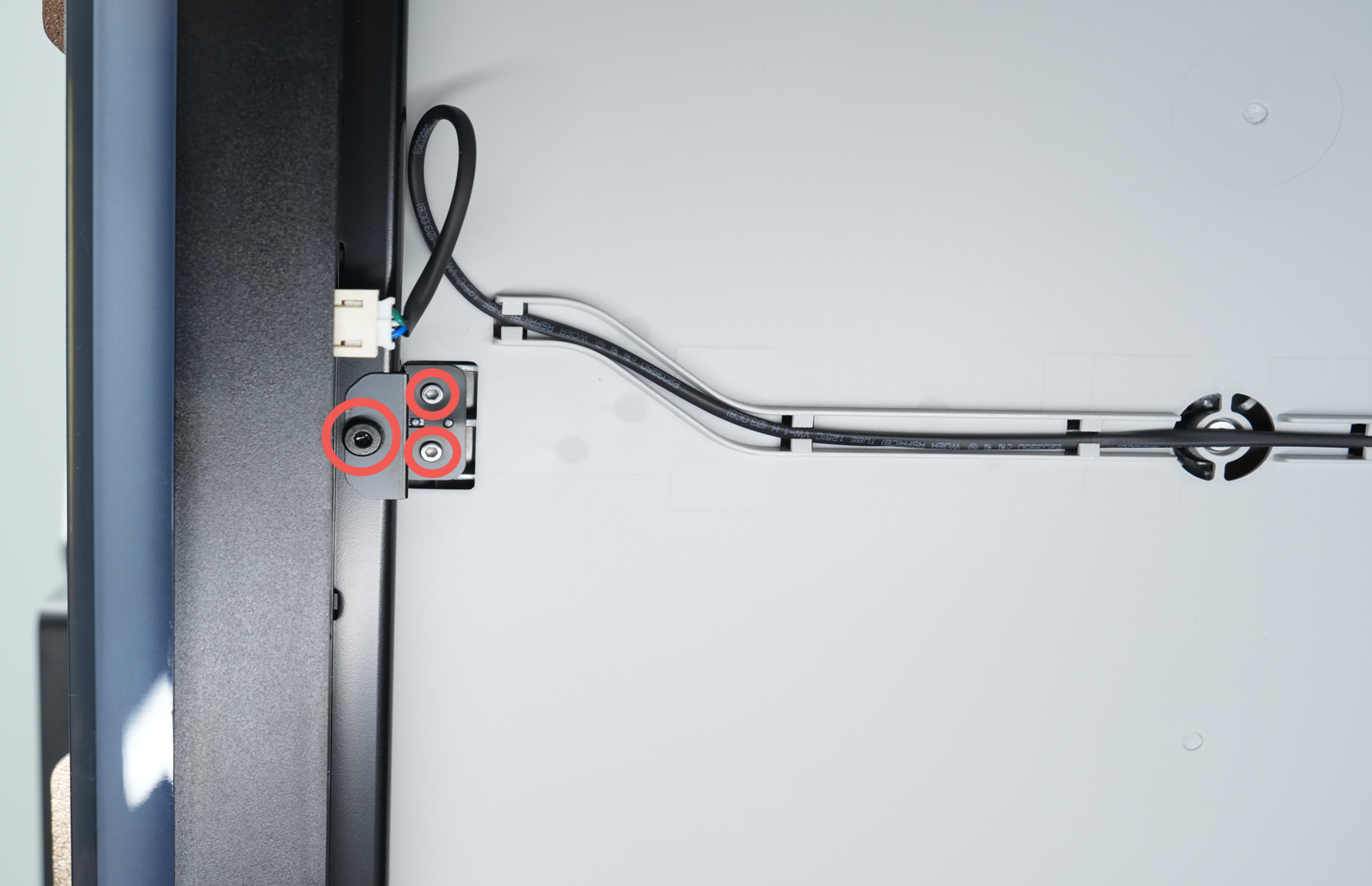
- 卸下螺丝和锁片后,再次运行校准程序,并重新打印测试。
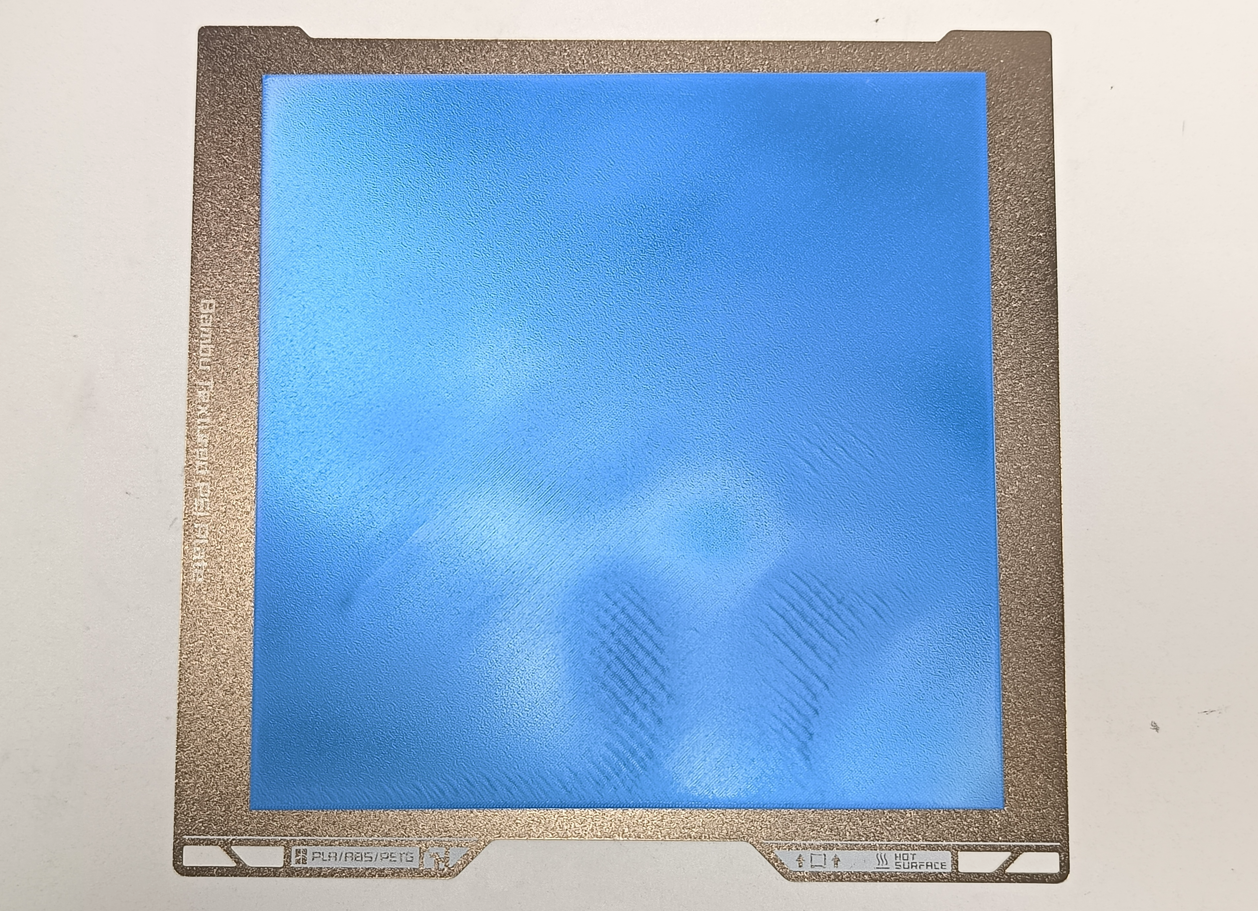
¶ 首层大面积偏高/稀疏
首层偏高,通常表现为线条间较为稀疏,粘合不牢固,取下打印件时可能出现线条间分离现象,如下图所示。

解决方案:
- 检查擦嘴片(硬钢片或软硅胶刷)是否清洁到位,并确认硬钢片是否有弯曲变形(若中间往下凹会导致擦嘴时喷嘴无法接触到钢片),位置如下图所示;
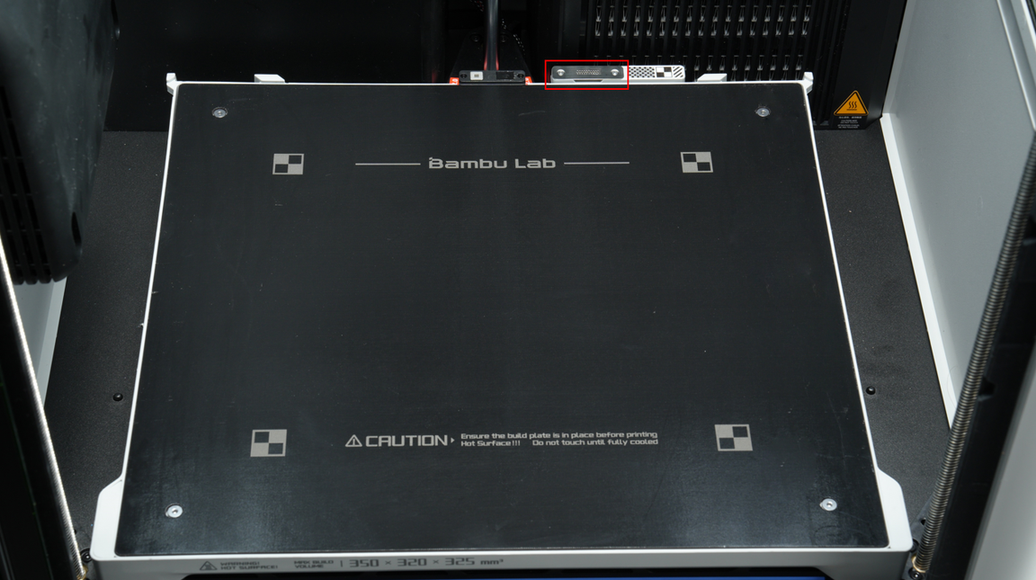 硬钢片 |
 软硅胶刷 |
- 调平前喷嘴残留材料可能导致调平高度出现误差,请确保在调平前喷嘴是干净的;

¶ 终极调试方案
若上述几种方法都尝试后,首层打印质量仍然不尽如人意,你可以尝试:
-
将热床提前预热至打印所需温度并保持10-15分钟,然后再发起打印任务;
-
参考 wiki 对热床进行一次手动调平,确保热床没有明显的倾斜。H2D 热床手动调平
¶ 临时解决方案:调整Z轴零点偏移值
注意事项: 此方法作为一种临时方案,适用于快速修正首层问题,但可能引入新的局部瑕疵(例如:修正首层局部偏低区域后,原本正常的区域可能偏高)。
调整范围建议:
-
纹理板:
-0.02mm~0mm -
非纹理板:
-0.01mm~0.01mm
调整方法:
- 修改G-code命令
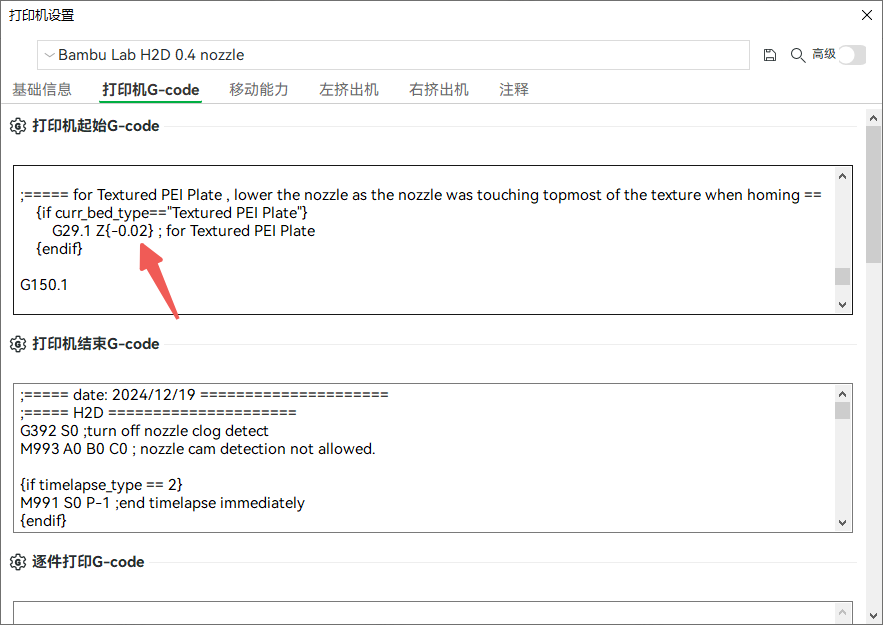
- 纹理板:在打印机设置——打印机起始G-code中找到
G29.1,将原指令G29.1 Z{-0.02}修改为G29.1 Z{xxx}(xxx为调整值)。如果首层偏低,可以改为Z{0},相当于打印时相比默认设置把喷嘴上抬 0.02mm(为了保证首层均匀,用纹理板时工具头默认下压 0.02mm)。
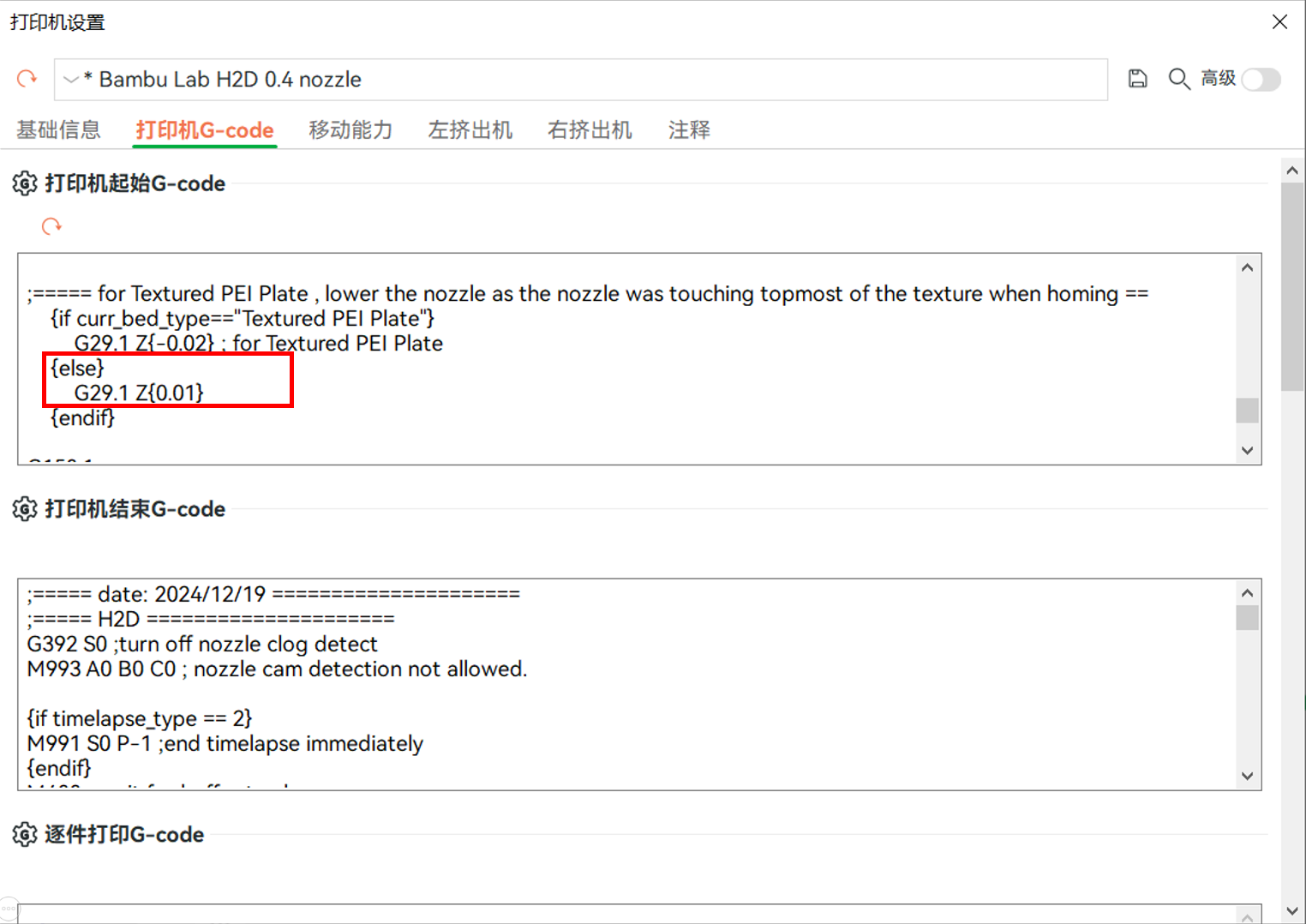
- 非纹理板:对于其他类型的打印板,例如光面板,需新增
{else} G29.1 Z{xxx}命令,所以可以在上文提到的位置加入代码,如下图所示。
-
调整逻辑
-
首层偏高 → 减小偏移值(如:从
-0.02改为-0.03)。 -
首层偏低 → 增大偏移值(如:从
-0.02改为-0.01)。
-
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!