页面建设中,敬请期待~
¶ 产品参数相关
¶ Q: 非激光版H2D可以升级成激光版H2D吗?
H2D 激光版本在打印机背面内置激光气泵和气管,并预装俯视相机。其前门、左右侧板窗及顶盖均采用激光防护设计。包装清单内含激光模组、刀切模组、排烟管及其转接件,以及急停按键。
我们计划 6 月份为非激光版 H2D 推出激光升级套件(暂时延期),并将同时提供安装教学视频,帮助用户顺利完成升级。
需特别注意,升级套件的气泵为外置气泵,和套装内置气泵安装结构有差异。使用时只能安装于外部并通过气管与机器连接。升级后的整机与激光版本的整机在产品功能和加工性能上是相同的。
¶ Q: 左热端和右热端完全相同吗?
是的,左热端和右热端本身结构和物料是不区分的,可以左右混用。
¶ Q: 我可以在H2D上使用A1系列的热端嘛?反之,可以将H2D的热端用在A1系列打印机上吗?
H2D系列的热端与A1热端在结构上虽有相似之处,但并不完全相同。
H2D热端是专为H2D打印机量身打造的,具有优化的适配性。例如,它支持更大的最大体积流量,更低的堵头风险,能够更精准地进行左右热端的喷嘴偏移校准,并支持通过实况相机对热端类型进行自动识别。因此,为了确保您获得最佳的打印质量,我们强烈建议您不要将A1热端用于H2D打印机。
额外购买H2D热端用于A1打印机是可行的。同时,您需要使用H2D的热端硅胶套。
¶ Q: 双喷嘴打印能否支持同时使用不同尺寸的热端执行打印任务?
目前暂时不支持不同尺寸的喷嘴同时使用,后续如增加这项功能,我们会通过固件更新进行说明。
¶ Q: H2D 是否与第一代 AMS 兼容?
第一代 AMS 已确认具有完全即插即用的兼容性,可以搭配 H2D 进行多色打印,但不支持 AMS 烘干功能。由于进料机制和和缓冲结构的本质差异,H2D 无法支持 AMS lite。
¶ Q: H2D 最多支持多少台 AMS 2 Pro 和 AMS HT? 最多支持多少颜色打印?
H2D最多支持同时连接4台AMS 2 Pro和8台AMS HT,一共12台合计24个槽位,由于H2D是双热端打印机,且最极端的场景AMS可以全部连接到同一个热端上,另一个热端使用外挂料盘,所以最多支持25色打印。
¶ Q: 是否有标配U盘?不用U盘会影响哪些功能?U盘的规格要求?
官方没有标配U盘,没有U盘依然可以正常发起打印任务,打印机有内置存储空间可以运行打印文件。
不过如果没有插入U盘,则有以下影响:
无法开启录像和延时摄影功能;
无法通过局域网发起打印;
无法通过studio发送打印文件给机器存储;
无法导出日志文件。
打印机对U盘要求: USB2.0 协议以上(实际最低写入速度需要大于10M/s),支持的文件格式为 FAT32和exFAT。并且打印机只支持挂载一个U盘,无法通过USB扩展坞连接多个U盘。
¶ Q:打印机对U盘容量大小是否有限制?
打印机本身并没有U盘容量的限制,U盘的最大容量受限于文件系统格式:
如果U盘的文件格式为FAT32,在linux和MAC系统上格式化U盘,所支持的最大U盘容量为2TB;在windows系统上格式化U盘,所支持的最大U盘容量为32G。对于Windows操作系统来说,若U盘容量超过32GB,则默认格式化为exFAT,而对于Linux和Mac OS这两种操作系统而言,没有此格式限制。
如果U盘的文件格式为exFAT,所支持的最大U盘容量为128PB。
¶ Q: 使用激光功能时有什么需要特别注意的安全事项吗?
由于激光加工涉及使用高能量的激光对可能易燃的材质进行作业,所以我们特别提醒用户在进行激光操作时请不要离开机器,时刻保持对机器运行状态的关注,并确保机器的放置环境周围没有易燃易爆物品。
更多安全指引请详细阅读《激光安全文档》。
¶ Q: 激光作业会产生烟雾尘埃,是否会影响我的打印机精度和使用寿命?
H2D配备高效外排系统,能有效排出激光作业产生的烟雾与尘埃,显著减少污染。研发阶段,我们进行了严格的摸底测试,确认定期清洁机器后,烟雾与尘埃对性能与精度的影响可忽略不计。
详细清洁指南请参考H2D定期清洁维护建议。
¶ Q: 10W 和 40 W 激光模组的波长是多少,是什么类型的激光器?
10W 激光模组和 40W 激光模组的波长都是 450 nm 的蓝光,属于半导体/二极管激光器。
¶ Q: 10w 和 40w 激光模组的区别是什么?我应该如何选择?
10W激光模组跟40W激光模组都属于半导体激光器,都支持木材、橡胶、金属片、皮革、深色亚克力、石材等多种材料的加工,但是由于功率和尺寸的不同,会有以下的差异:
- 最大切割厚度(针对椴木胶合板):
10W激光模组:5mm;
40W激光模组:15mm。
- 最大雕刻速度(针对椴木胶合板):
10W激光模组:400mm/s(位图加工);
40W激光模组:1000mm/s(位图加工)。
- 可加工范围:
挂载10W激光模组:最大加工面积X310mm*Y270mm;
挂载40W激光模组:最大加工面积X310mm*Y250mm。
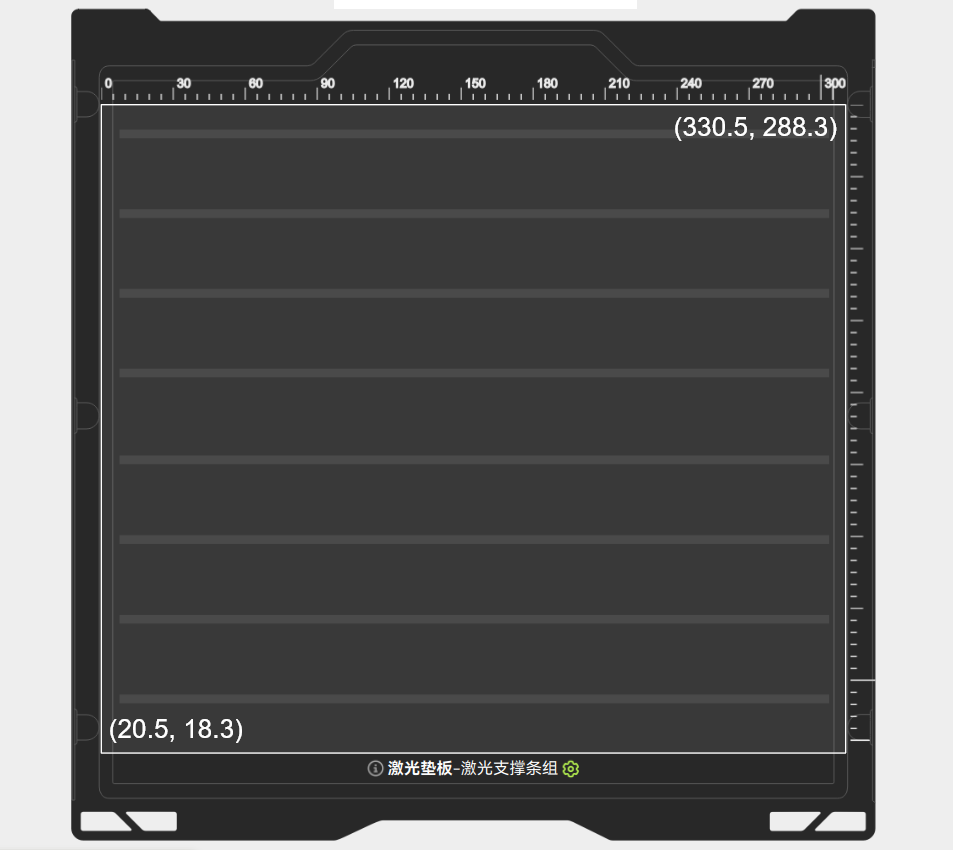 10W 激光模组可加工范围 |
 40W 激光模组可加工范围 |
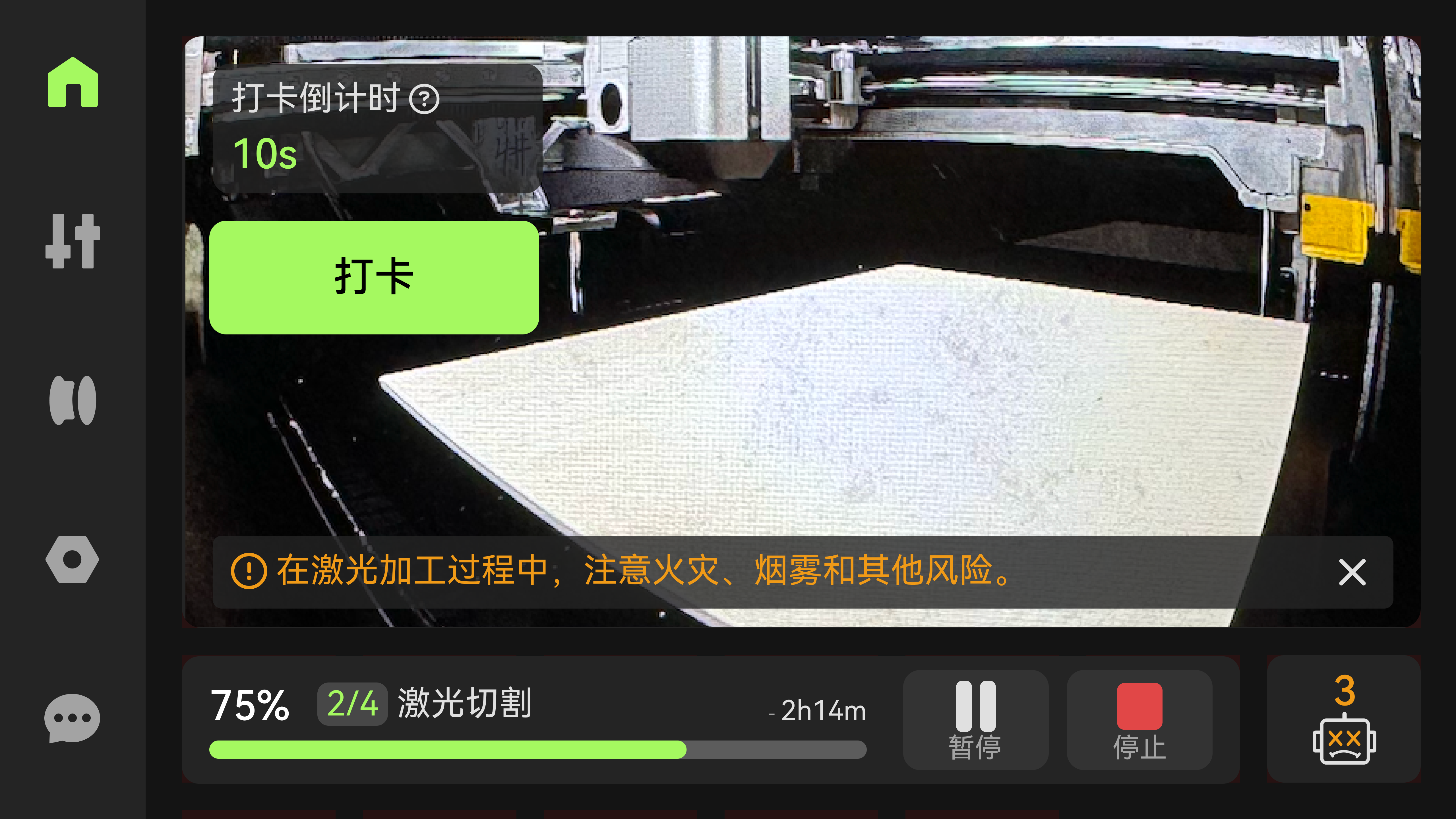
¶ Q: 请问我用激光模式,屏幕上显示打卡是什么意思?
使用 40W 激光模组进行切割任务时,系统会根据材料和加工时长进行判定:若任务持续时间较长,且加工条件属于高功率低速度(功率/速度 ≥ 10),则会触发动态打卡逻辑。此时,用户需每隔若干分钟(根据材料和加工时间自动计算)在屏幕上点击一次“打卡”,以确认有人在设备前,从而保障激光作业的安全。
¶ Q: 如何提升TPU打印的成功率与质量?
由于 TPU 耗材的柔性特征使其在进料与打印过程中存在一些与用户操作相关的问题隐患,我们为方便用户进行 TPU 打印制作了专门的Wiki指南,您只需跟随 wiki 的指引即可顺利的进行 TPU 耗材的打印:H2D 的 TPU 85A 和 90A 打印指南)。
¶ 产品使用相关
¶ Q: 激光模组开箱时,包装箱内还有一个窗口镜,它是什么用途,我需要安装吗?
这是开箱附送的备用窗口镜,现在不需要使用,将来如果窗口镜脏了擦不干净,可做替换用,替换的方法我们近期会传到 wiki 或 B 站上。

¶ Q:当我从2D激光加工功能切换到3D打印时,我需要将打印机背面的排烟管和空气净化器(选装)的排烟管卸下吗?
根据我们的测试,空气净化器对空气阻塞较为严重,排烟管的风阻在可以接受的范围内。因此我们建议在打印低温耗材(PLA、TPU等)时:
如果装了排烟管+空气净化器, 推荐(1)直接拆除打印机与排烟管连接的部分;或(2)仅断开排烟管与空气净化器连接处,保留排烟管与打印机的连接,但需要注意排烟管不要有过大的弯折和堵塞。
如果仅装了排烟管,推荐(1)直接拆除打印机与排烟管连接的部分;或(2)保留排烟管与打印机的连接, 但需要注意风管不要有过大的弯折和堵塞。
对于长时间不用激光的情况,我们建议断开机器背面的排烟管,以避免导致腔温不符合本次任务的预期。
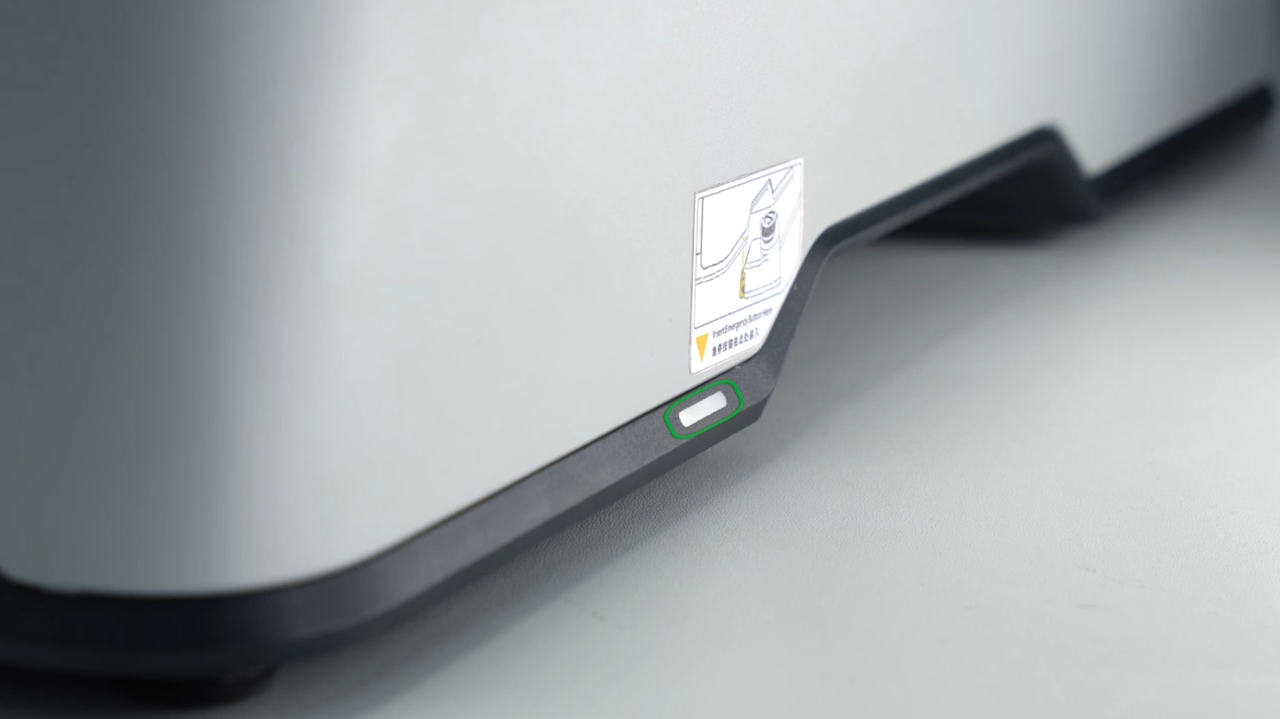
¶ Q: 打印机前面盖右顶部有一个按钮,他的作用是什么?
这是一个用于加工安全的确认按钮,当发起激光或刀切任务后,发起任务后,需要按下该物理按键,以确保有人值守。
对于3D打印任务,该按钮不参与开启或暂停任务。如需暂停或重启打印任务,你需要点击触摸屏上的按钮。

¶ Q: 为什么H2D打印过程中机器在晃动,这是正常现象吗,会影响打印质量吗?
这是正常的,H2D选用的隔振性能更好的软脚垫,这种软脚垫能有效隔绝外部振动,即使多台机器同时使用也不会受影响。同时软脚垫也能降低打印机向桌面传递的振动,减少桌面晃动。此外,全金属框架保证机器有足够的刚度,即使机身晃动,喷嘴与热床之间几乎没有相对位移,因此不会对打印质量产生影响。
这种脚垫的更多原理可以参考X1系列减振脚垫商详页面的介绍,如下图:

¶ Q: 腔体外排风扇软钉和辅助部件冷却风扇软钉的作用是什么,开箱是否需要安装?
在开箱使用的过程中,你不需要使用这两包螺丝。这两包螺丝是为了方便后续维护或维修打印维护准备的。
¶ Q: 打印机背面有一个提示移除的气泵螺丝,但我在打印机的快速入门指南的步骤中没有找到这一环节,这是什么原因?
部分批次的打印机快速入门指南中没有包含移除气泵螺丝的步骤提示。你可以在激光模组的快速入门指南中找到相关的移除气泵螺丝的步骤。

¶ Q: 气泵螺丝移除之后使用打印功能需要装回去吗?
无需装回。气泵固定螺丝拆下后,请妥善保管,但未来如果需要重新包装运输打印机,需要安装此螺钉后再重新包装打印机。
¶ Q:当打印任务中需要多次切换喷嘴打印,当其中一个喷嘴正在打印时,空闲的那个喷嘴会一直保持加热状态吗?
在喷嘴切换时,根据两次换料间的Gcode,估算空闲喷嘴下一次被使用的时间间隔,根据时间间隔用算法计算出需要降温和升温的幅度。若两次使用的间隔小于30s,则不进行任何降温操作。
H2D打印机采用这个逻辑来对空闲喷嘴进行降温和提前升温,避免空闲喷嘴长时间维持高温导致漏料和功率浪费,也避免了等待喷嘴升温从而导致延长整个打印任务的时间。
¶ Q: 为什么打印机内置的文件我无法选择任意一个热端打印(如左热端)?
内置模型在切片时设置为使用右热端打印,由于内置文件是G-code,因此无法在打印机屏幕上更改热端。然当你在Bambu Studio中自己切片文件并发送打印时,可以自由选择左热端还是右热端。
¶ Q: 打印机机身上有很多的贴纸,如下图所示,我可以撕掉嘛?
强烈建议您不要撕掉这些贴纸,因为它们用于提示安全操作。此外,这些贴纸的背胶没有经过特殊处理,如果撕除不当,可能会留下残胶,影响外观。

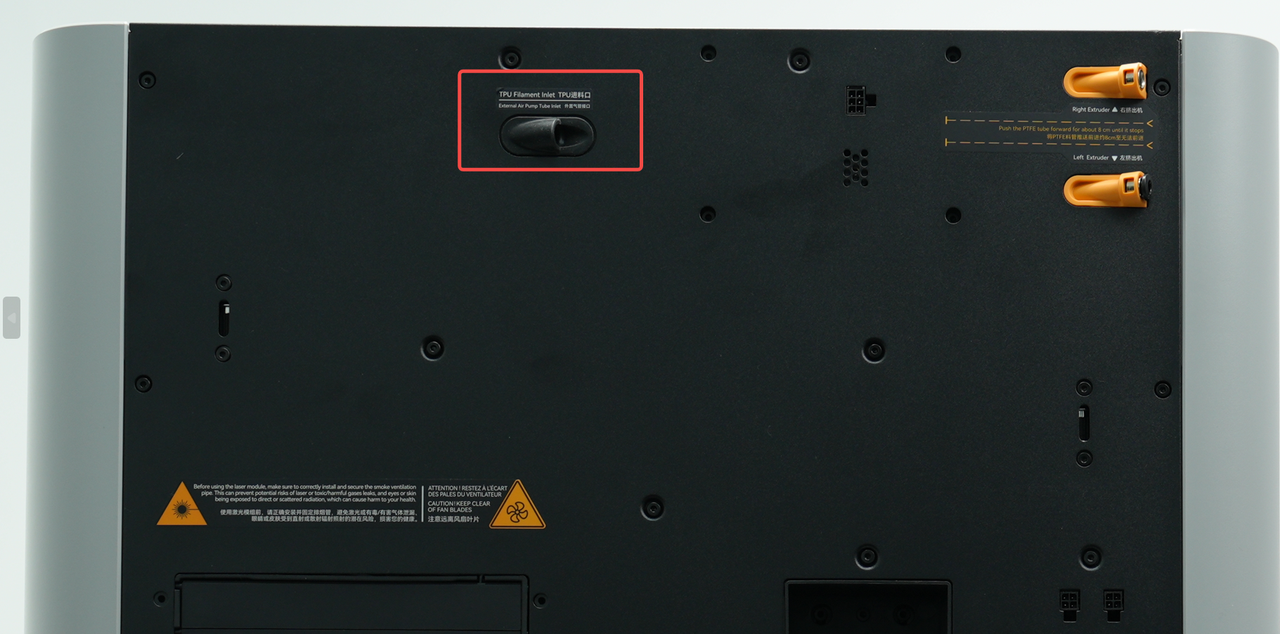
¶ Q: AMS 2 Pro是通过6 pin 接口直接连接到打印机的,那么打印机背面剩下的两个4 pin接口有什么用途呢?
这2个空闲4 pin 口是为了未来可能的扩展配件而预留的,例如非激光版本的打印机,要升级成激光版本,可以利用其中一个口,连接一个外置气泵。

¶ Q: 连接激光模组后,打印机屏幕附近的自动风门打开了,但是当打印机关机自动风门没有被关闭,我应该如何关闭顶部自动风门?
您可以在屏幕、Bambu Handy或Bambu Studio上选择加热模式,这样打印机顶部的自动风门会自动关闭。需要注意的是,如果您选择了加热模式但没有设置腔温,腔温加热器将不会启动加热。
¶ Q: H2DL开箱过程中,包装箱里有一根黑色的PU气管,它的作用是什么?
这根黑色的PU气管是用于连接气泵与激光头的。为方便拆装管子,缓冲器处设计了一个气管气动接头。
 |
 |
 |
连接这根管子是激光模组安装步骤之一。在出厂时,打印机并未预装这根管子,因为在不使用激光功能(如打印和刀切)时,我们不建议安装这根管子,以免影响工具头的移动。请妥善保管拆下的气管,避免丢失或进灰尘。
¶ Q: H2DL的激光气泵用的气管在包装箱的哪个位置?
激光气泵用的气管与卡箍,排烟管转接件螺丝一起装入一个大的自封袋,统一包装在AMS包装箱的内部。
¶ Q: 我购买了H2D激光版本套装,但是配件纸盒里没有看见排烟管转接件的安装螺丝?
这四颗螺丝放在一个小的自封袋中,与卡箍,激光气管一起装入一个大的自封袋,统一包装在AMS包装箱的内部。由于排烟管的安装需要使用转接件,螺丝和卡箍,因此将螺丝和卡箍放在了同一个自封袋中。
 |
 |
¶ Q: 激光管气泵的连接方法是什么?
激光气泵分为内置版和外置版。在产品首发时,我们只推出了内置激光气泵的激光版本 H2D。如果您购买了非激光版本的 H2D,可以等到我们发布 H2D 激光升级套件后再进行选购(时间待定,预计产品首发后一小段时间)。届时,我们也会提供升级套件的操作指南和连接方法。
 |
 |
¶ Q: 激光气泵的作用是什么?
激光气泵在激光切割时提供高压气流,用于吹散切割过程中产生的烟尘,防止材料切割边缘被熏黑,甚至着火,同时保护激光头镜片不受烟尘污染。与顶部自动风门、过滤切换风门,腔体外排风扇,自动排气格栅,排烟管转接件和排烟管配合使用时,激光切割产生的烟尘会通过打印机的外排风扇排出机箱外,更多排烟管的安装指南,请参考安装排烟管。
 |
 |
 |
 |
 |
 |
需要注意的是,由于烟尘无法完全排出机箱外,这些物质会随着切割时间的延长逐渐在机箱内部积累。因此,定期维护非常重要,否则可能会严重影响打印和激光切割的性能。在严重情况下,甚至可能导致设备故障,无法正常运作。具体的维护建议请参考相关文档。(H2D 定期清洁维护建议)
 |
 |
这里额外提醒,运输需要,气泵被一颗螺丝固定,开箱时,请拧下气泵固定螺丝。操作方法是使用H2.0 扳手拧下红色标记的气泵固定螺丝,看见螺丝头后,用手接住螺丝,缓慢取出螺丝,避免掉入打印机内部。
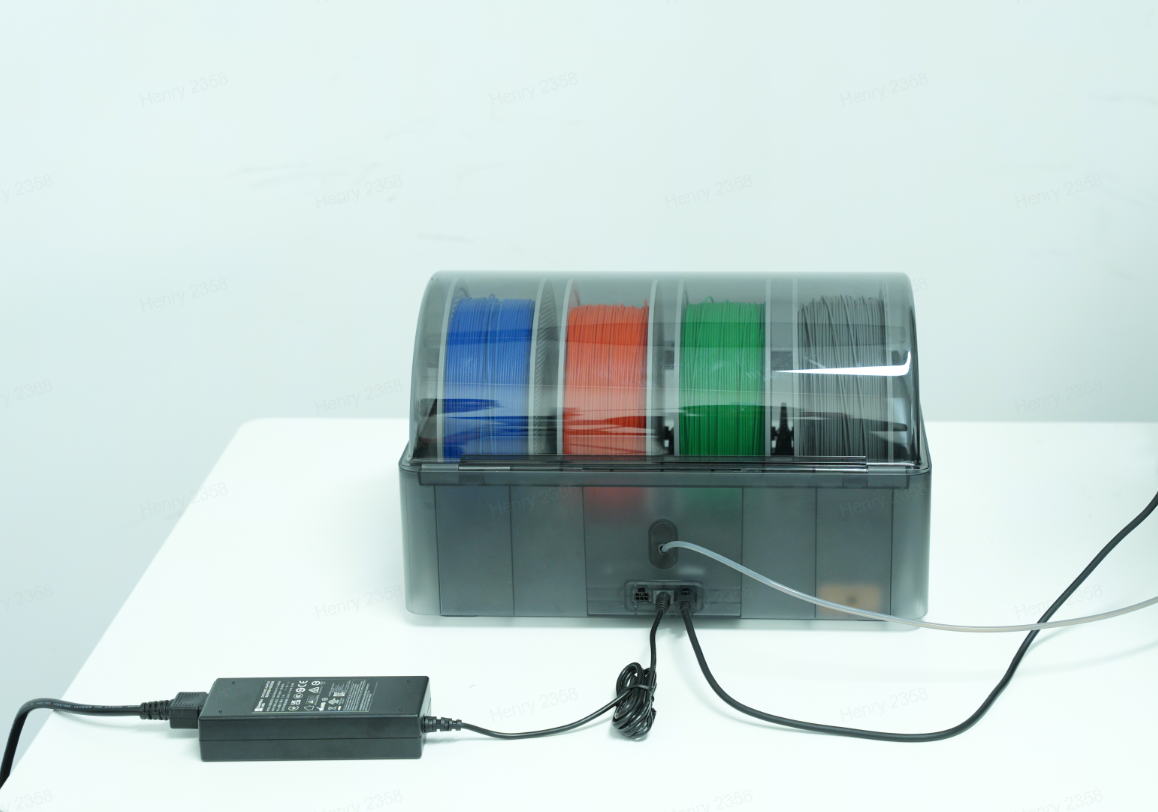
¶ Q: 我看到 AMS 上有一个独立的电源端口(除了6 pin之外),但没有收到电源线。这对任何功能是必要的吗?如果是的话,我该如何获取电源线?
H2D 搭配 1 台 AMS 2 Pro,使用全部功能,包括自动供料和烘干功能,不需要外接电源。
H2D 搭配 1 台以上 AMS 2 Pro,第2台及其他的AMS 2 Pro若同时烘干,则需要外接电源,但是自动供料功能仍然由6pin线完成。
因为 H2D 的功率只能为一台 AMS 2 Pro 提供烘干功能的供电。
X1/P1 搭配1台AMS 2 Pro,如果仅使用自动供料功能,只需要6pin线,不需要外部电源适配器供电。但如果需要使用烘干功能,则需要为AMS 2 Pro外接电源。
因为X1/P1的功率不支持为AMS 2 Pro提供烘干功能的供电功率。
¶ Q: AMS 2 Pro外接电源适配器的输入和输出电压范围是多少?
输入电压范围是:AC 100-240V 50/60HZ
输出24V/4A 96W
特别说明:
为了给您带来更高的性价比和更环保的使用体验,AMS 2 Pro随机并没有附送电源适配器。以下是我们对AMS 2 Pro电源适配器的一些说明:
大多数用户即使拥有多台AMS 2 Pro,通常单次只使用一台AMS进行烘干也可以满足大部分使用场景;
如果是配合H2D打印机使用,单台AMS 2 Pro可以直接通过打印机供电烘干,可以不用适配器;
避免将适配器成本转嫁给所有用户,让产品价格更亲民,我们决定将电源适配器单独出售;
同时也是为了减少电子配件浪费,践行环保理念;
若有需要,我们建议您使用拓竹官方电源适配器,第三方电源适配器带来的硬件损坏,不在产品保修范围内。

¶ Q:Y轴回零,撞击切刀顶杆是正常的吗?为什么回零会有的撞击声?
这个动作和撞击声是正常的。为了保证热床有完整的打印面积,H2D的切刀顶杆杆设计成了隐藏式,需要切料时,Y滑车会自动触发切刀顶杆旋出完成切料。 工具头回中时Y滑车会经过切刀顶杆触发位置,切刀顶杆会被触发,属于正常现象。正常打印过程中如果不涉及换料,切刀顶杆都不会被触发。
¶ 产品功能及其原理相关
¶ Q:为什么双头打印双色还要擦料塔?
工具头在空驶或者双头切换过程中,喷嘴可能还会残留一点材料。而启用擦拭塔可以用来清理喷嘴上的残留料并且让喷嘴内部的腔压达到稳定状态,这样继续打印的时候就可以避免打印模型表面出现外观瑕疵。
¶ Q: 我可以关闭补光灯打印吗?
您可以选择关闭补光灯进行打印,但请注意,关闭后可能会导致AI功能出现误检。特别是在打印开始后关闭补光灯,可能会对曝光产生影响,因为外部光线环境发生了显著变化。我们将持续不断优化我们的AI检测功能。
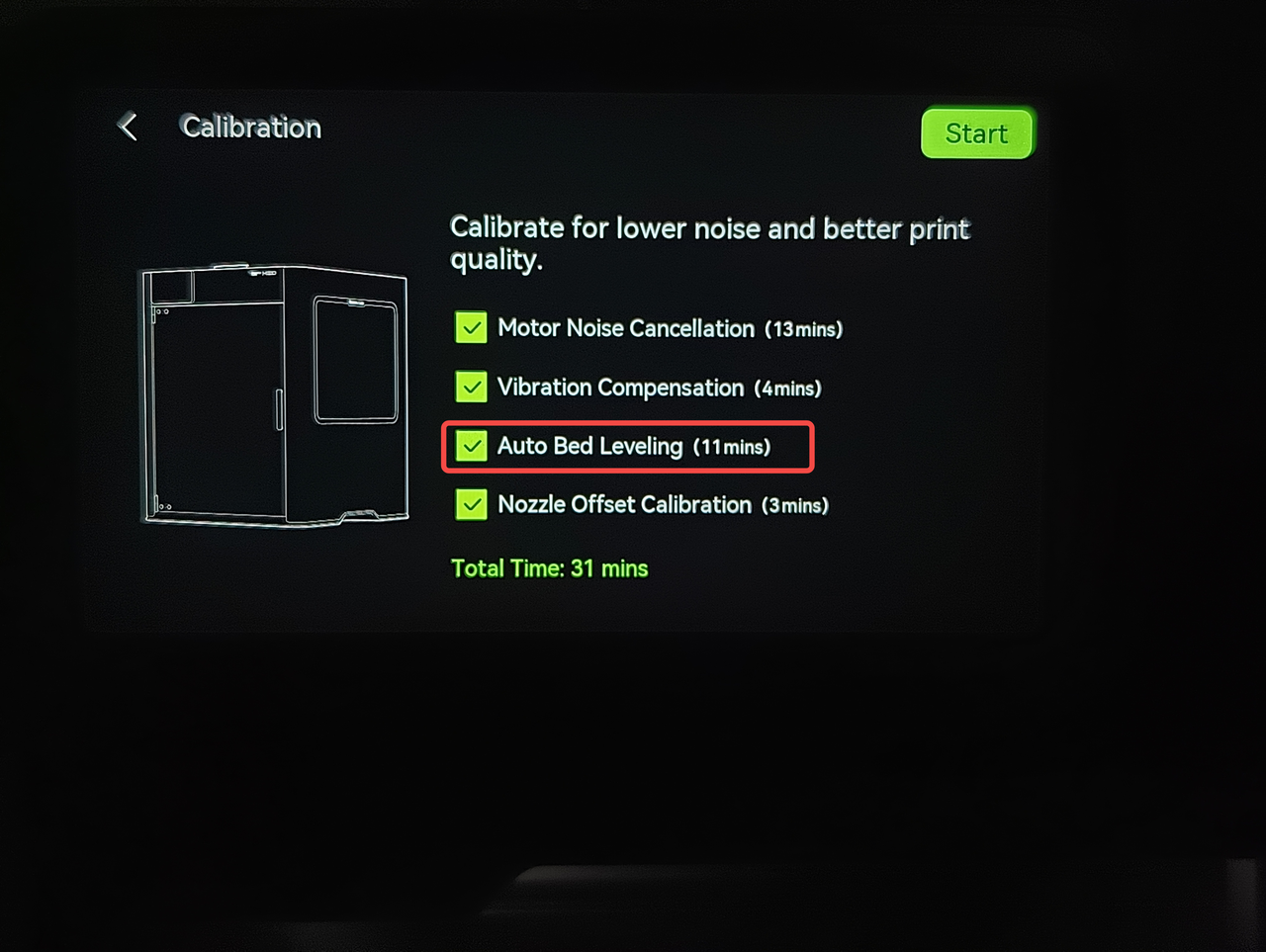
¶ Q: 打印机有好几种热床调平,它们有什么区别?
¶ 自动热床调平:
- 将喷嘴加热至140℃;
- 在热床常温状态下,使用右喷嘴执行8×8点位调平;
- 将热床升温至55℃后,再次使用右喷嘴进行8×8点位调平;
- 继续使用右喷嘴执行22×22点位调平;
- 最后切换至左喷嘴进行8×8点位调平。
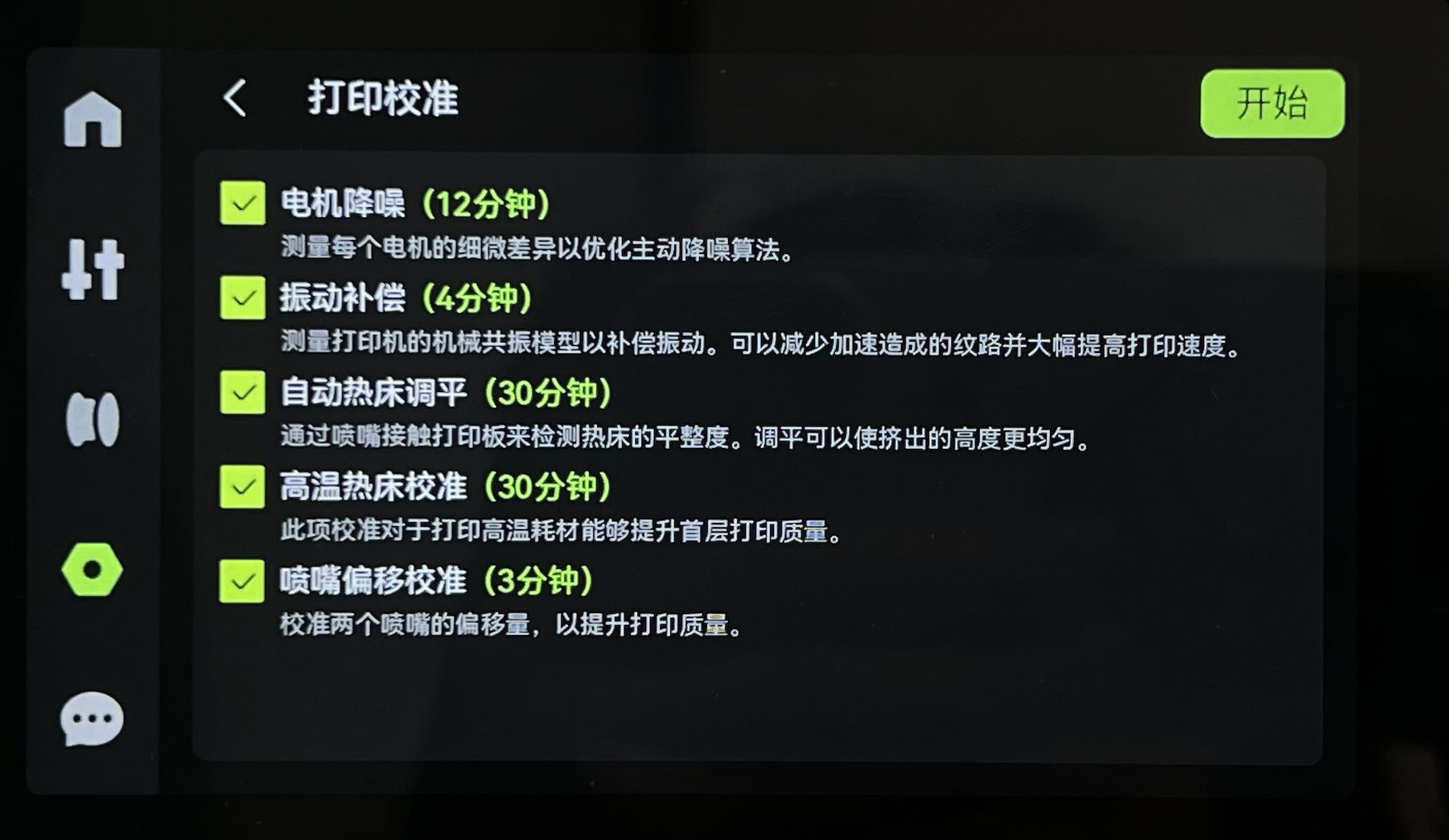
¶ 高温热床调平:
- 将热床升温至100℃,同时喷嘴加热至140℃
- 使用右喷嘴依次执行:
- 8×8点位调平
- 22×22点位调平
注:当打印任务中热床温度≥80℃时,将自动采用高温热床调平数据。当您更换或者拆装过热床,或者对热床进行过手动调平后,建议在打印校准中再运行一次自动热床调平和高温热床调平,有助于机器获取准确的热床平面数据。
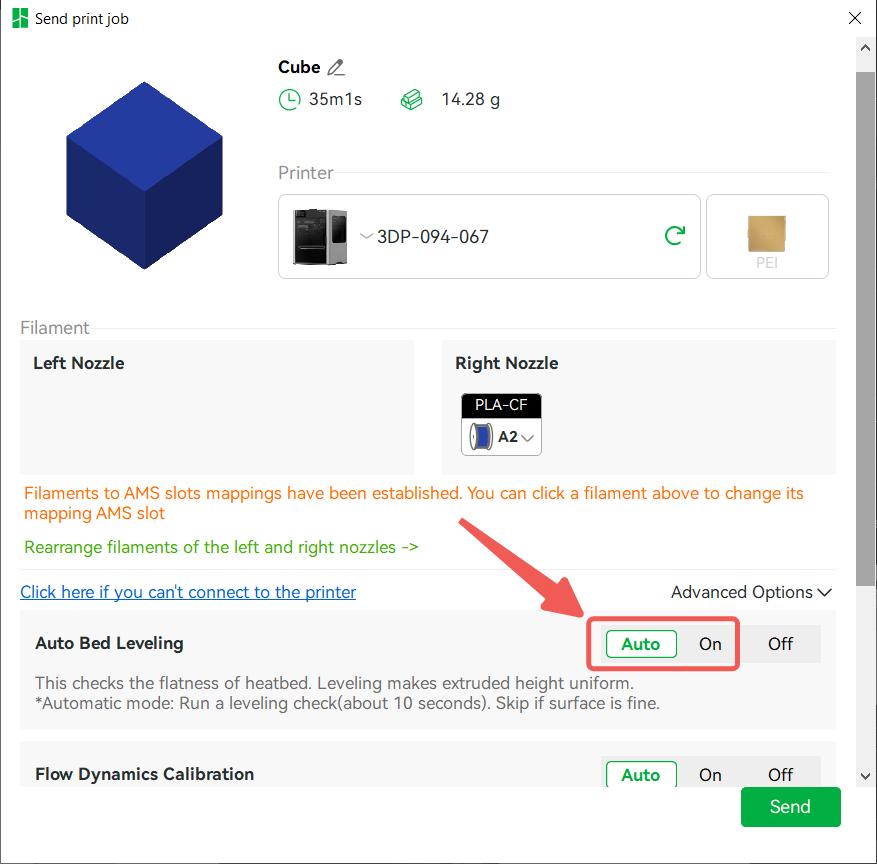
¶ 打印前自动调平:
1. 选择"自动"模式时:
打印前将在模型轮廓对应位置执行5点触碰试探,根据试探结果决定是否进行局部调平:
- 需要调平时:采用8×8调平中覆盖模型投影轮廓的点位进行调平;
- 无需调平时:直接跳过局部调平步骤;
2. 选择"打开"模式时:
- 直接在打印板上对模型轮廓执行局部调平。
注:打印前的局部调平数据和校准调平数据(包括自动热床调平及高温热床调平)均会保存在打印机内。打印时,系统将自动综合应用这两组调平数据。该数据会持续生效,直至执行新的对应调平任务后被刷新。
¶ 开箱初始化热床调平:
1. 初始调平:
- 将喷嘴加热至140℃
- 在热床常温状态下,使用右喷嘴进行8×8点位调平
2. 升温后调平:
- 将热床升温至55℃
- 继续使用右喷嘴进行8×8点位调平
3. 切换喷嘴调平:
- 切换至左喷嘴,再次执行8×8点位调平
¶ Q:为什么高精度喷嘴偏移校准不包含 Z 方向?是否会比普通版的校准风险大?
高精度喷嘴偏移校准用的是工具头相机视觉识别的方案,扫描XY平面上的打印图案进行识别和校准偏移量,所以无法对Z方向的偏移进行校准。但是普通喷嘴偏移校准(涡流线圈校准方案)中已经包含了Z方向的偏移校准,所以只要进行了普通喷嘴偏移校准,其中Z方向的偏移量数据可以继续沿用,不会有额外的风险。
¶ Q:我可以改变急停按键的安装位置吗?
由于安全法规的规定,当使用激光功能时,急停按键只能安装在那个特定的位置,并且打印机在对应位置有一个急停按键的安装在位霍尔传感器,如果您安装在其他位置,系统会认为急停按键安装不正确或者未安装。
如果您仅使用打印或刀切功能,那么不需要安装急停按钮。
 |
 |

¶ 附录
H2S和H2D具有相同的打印机框架,除了工具头之外,其他部分的高度相似。因此,您也可以查阅H2S的常见问题解答,以获取有关除工具头外的更多信息。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!