H2S 在使用 TPU 85A 和 90A 材料时,进料方式与 H2D 基本相同。请通过专用进料口,或直接从工具头上方进行进料。相关操作细节图正在更新中,敬请期待。
¶ 前言
TPU 85A 和 TPU 90A 是热塑性聚氨酯( TPU )材料中的两种不同硬度等级的产品。
-
硬度:TPU 的硬度通常以邵氏硬度 A(Shore A)来表示。85A 和 90A 分别表示这两种材料的硬度等级,其中90A 比 85A 更硬。
-
弹性与柔韧性:能够在较大的范围内拉伸和弯曲而不破裂,恢复性强。这种特性使得 TPU 85A 和 TPU 90A 在需要弹性和柔韧性的应用中表现出色。
-
耐磨性:TPU 材料具有良好的耐磨性,能够在长时间的使用过程中保持稳定的性能。
在应用方面,TPU 85A 和 TPU 90A 可用于制造鞋底、运动器材部件等需要弹性和耐磨性的产品,也适合用来制作手机保护壳、智能手表表带等电子产品配件。总体而言,这两种热塑性聚氨酯材料性能优越,应用广泛。不同的硬度等级使它们能够满足各种应用场景的需求。
¶ TPU料线通用准备
¶ 料线存储环境
TPU 料线容易吸湿,受潮会影响打印质量。为了避免这种情况,建议将料线存放在湿度低于 20% RH 的环境中。使用收纳盒进行存放,并在盒内放置干燥剂,最好选择干燥剂,使料线保持干燥。
在收纳箱中放置干燥剂:

¶ 料线烘干
TPU 材料具有较强的吸湿性,在自然环境中容易吸收水分。若含有水分的 TPU 直接用于 3D 打印,打印过程中水分受热会迅速汽化,从而在打印制品中形成气泡、空洞等缺陷严重影响打印质量,甚至可能导致打印失败。因此我们推荐您使用下述设备及参数进行烘干。详情请见参考:耗材准备——干燥
| 鼓风式烤箱 | 热床 | AMS HT |
|---|---|---|
| 70 ℃, 8 h | 90 ℃, 16 h | 75 ℃,18 h |
⚠️ 若使用热床进行烘干,间隔 4h 后需翻面,使用料线包装盒或 PC 盒盖在料线上。
热床烘干参考:使用 X1/P1S 打印机烘干耗材步骤
在烘干进行的操作中请注意如下风险:
⚠️ 料盘涨大风险
烘烤前,未变形的料盘外沿宽度约为 65.4 mm。在烘烤过程中,TPU 料线受热膨胀会导致料盘变形,经过烘烤后,料盘边缘宽度可能增大到约 69.4 mm。4L 料桶能够保证料盘顺畅转动的最大宽度上限约为 67.5 mm;AMS HT 则可保证料盘顺畅转动的最大宽度上限约为 74.5 mm;而 5.8L 料桶的最大宽度上限约为 108.5 mm,即使料盘膨胀后仍能顺利转动出料。
因此,我们强烈建议在烘烤完成后使用 5.8L 料桶或 AMS HT 进行进料打印。
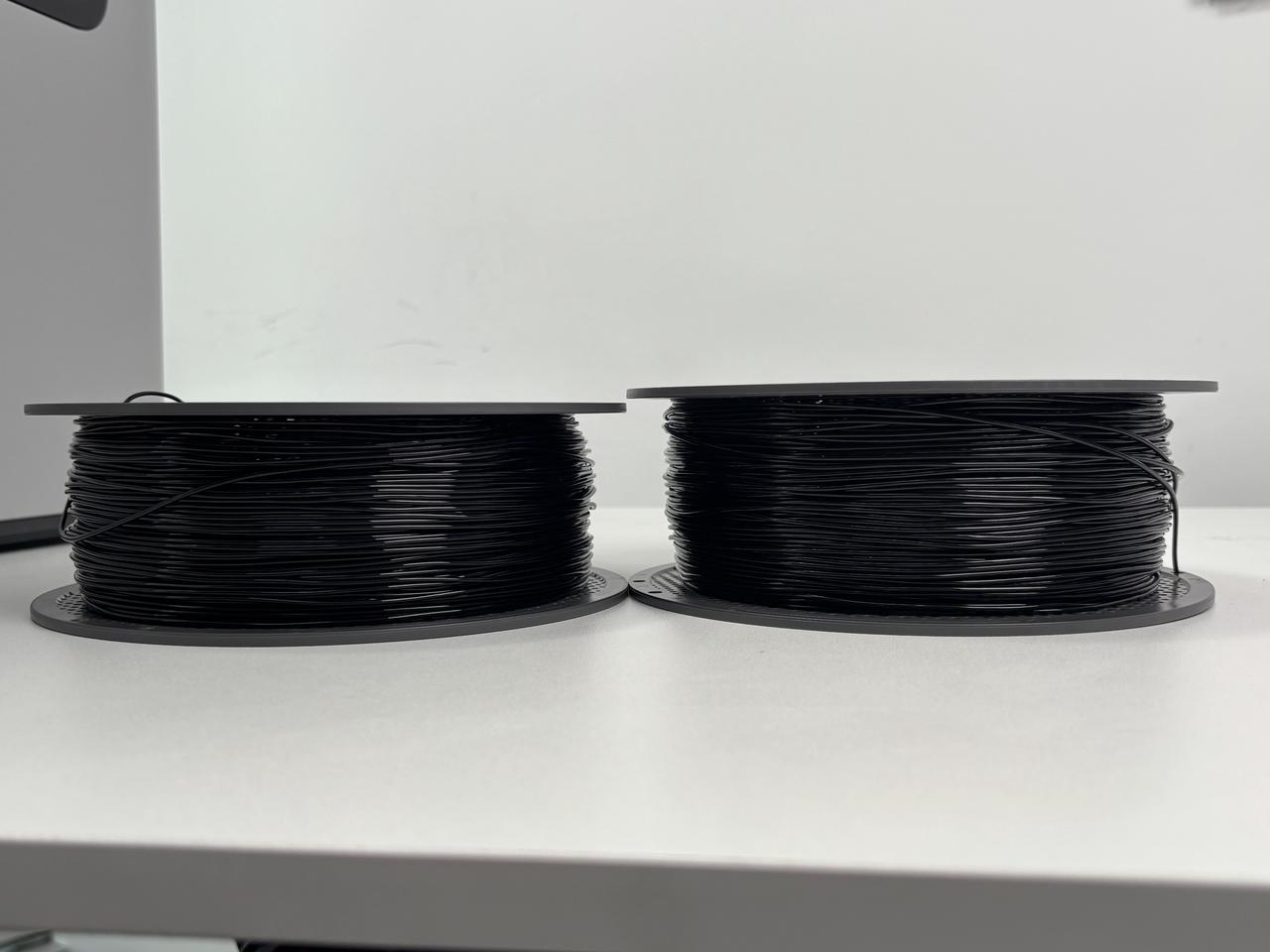 烘烤前后涨大料盘对比 |
 4L 与 5.8L 料桶示意 |
 AMS HT 示意 |
 AMS HT 最大宽度限值约为 74.5 mm |
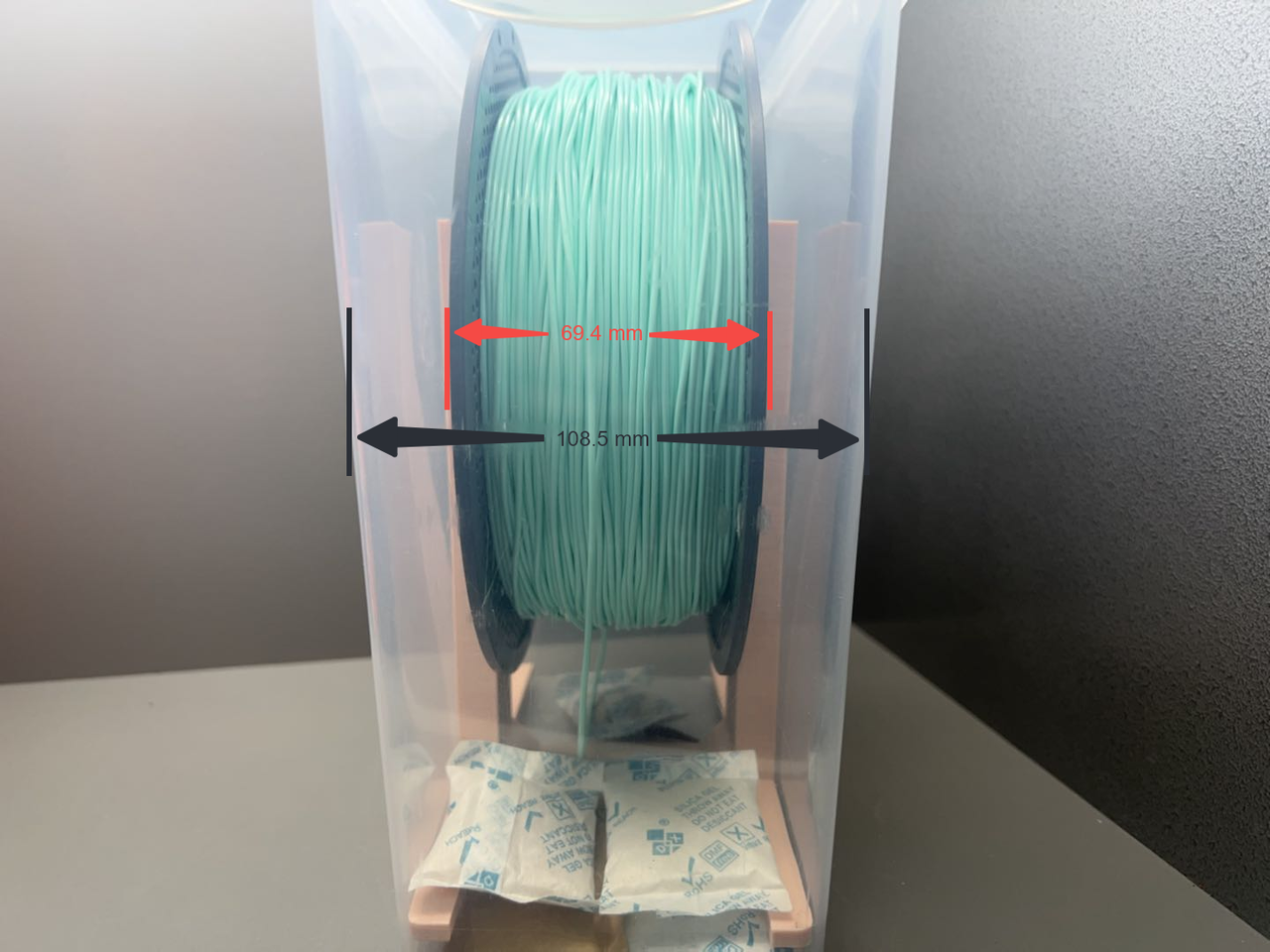 5.8L 最大宽度限值约为 108.5 mm |
 4L 最大宽度限值约为 67.5 mm |
注:
-
烘烤时使用耐高温重物压在 TPU 料盘上可以抑制变形,若料盘未变形,料线可以使用 4L 料桶或 AMS HT 进料。
-
若使用料桶进料请务必使用料桶支架,确认料线旋转顺畅。此外,为了减小进料阻力,请从料桶的侧边开口。
 料桶的侧边开口 |
 料线旋转顺畅 |
4L 料桶支架链接:https://makerworld.com.cn/zh/models/807064?from=search#profileId-784185
5.8L 料桶支架链接:https://makerworld.com.cn/zh/models/437644?from=search#profileId-353897
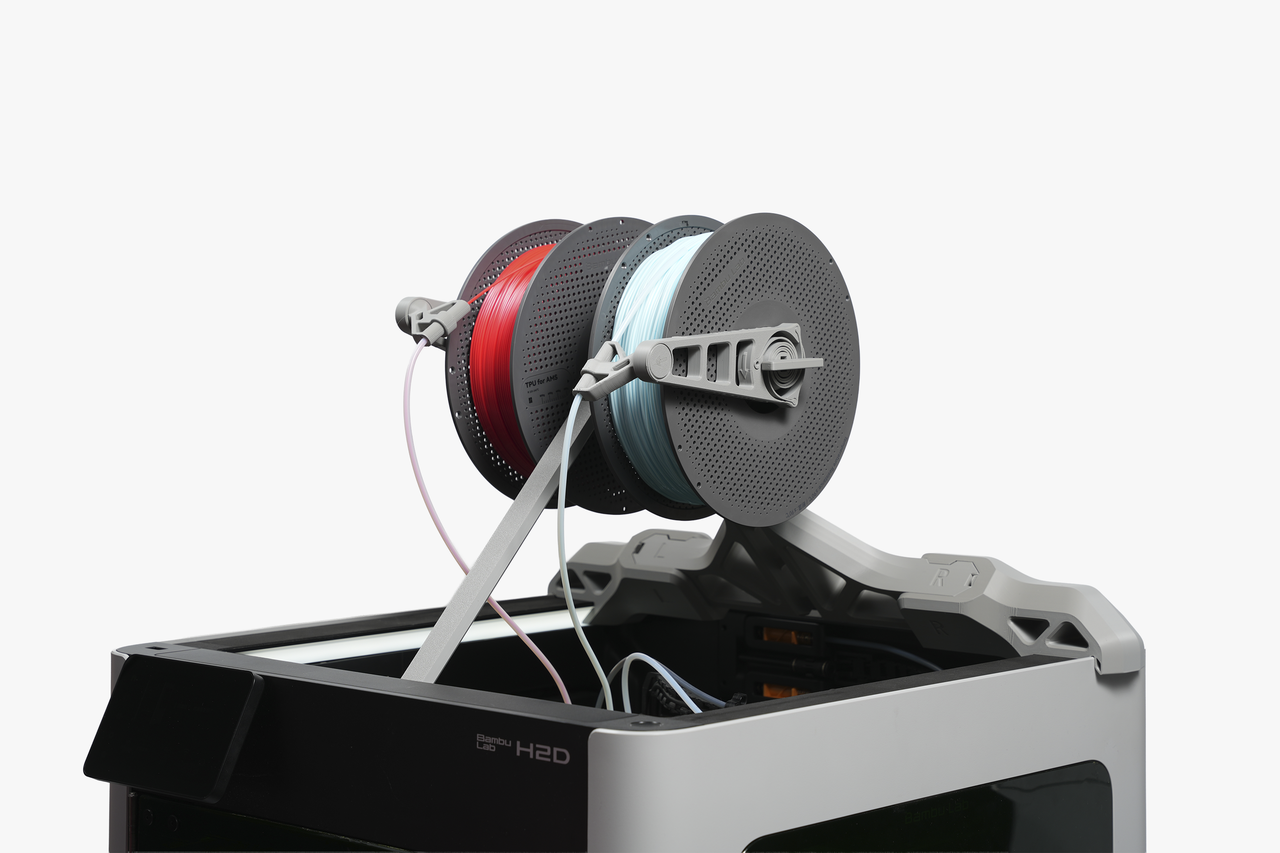
除了料桶或 AMS HT 这两种进料方式外,我们更推荐使用顶部料架来进行打印。顶部料架可以确保进料顺畅,大幅提升 TPU 打印的成功率。
打印文件以及具体使用方法请见如下链接:
https://makerworld.com/zh/models/1421552-h2d-flexible-filament-top-feed-rack#profileId-1477010
¶ 机器通用准备
¶ 热端
为了TPU 材料的打印效果与质量,强烈推荐您选用全新热端,或是您专用于打印 TPU 热端。热端适配性如下:
| 料线种类 | 0.2 喷嘴普通热端 | 0.4 喷嘴普通热端 | 0.6 喷嘴普通热端 | 0.8 喷嘴普通热端 | 任意尺寸大流量热端 |
|---|---|---|---|---|---|
| TPU 85A | 不适用 | 不适用 | 推荐 | 推荐 | 不适用 |
| TPU 90A | 不适用 | 推荐 | 推荐 | 推荐 | 不适用 |
⚠️ 务必注意,切勿使用曾打印过纤维增强料线(如碳纤增强、玻纤增强料线)的热端来打印 TPU。
¶ 打印板
PEI纹理打印板涂胶后可能会出现TPU料线过于粘附的现象,因此在使用纹理板打印时不建议涂胶。
其他类型的打印板则需要涂胶,以防止模型首层质量不佳、粘附不牢甚至导致打印失败的情况。
| 料线种类 | 低温打印板 | 工程材料打印板 | 光面 PEI 打印板/高温打印板 | 纹理 PEI 打印板 | 是否涂胶 |
|---|---|---|---|---|---|
| TPU 85A | 推荐 | 推荐 | 推荐 | 推荐 | 是(除PEI纹理板外) |
| TPU 90A | 推荐 | 推荐 | 推荐 | 推荐 | 是(除PEI纹理板外) |
¶ 打印机
检查并保养挤出机(如有异物,如料渣,请拆卸后擦拭,清洁),若进料齿轮有磨损需要更换(否则可能会出现料线打滑的情况)。
需要注意切刀刀片的磨损状态,切刀磨损后会影响 TPU 顶料逻辑,使得打印失败率提升。建议定期检查切刀刀片的磨损状态,并根据教程进行更换。更换 H2D 切刀刀柄与刀片 | Bambu Lab Wiki
若不是全新热端,请检查热端状态(是否有残料,若有请升温后用 PLA / PETG 料线冷拔 2 - 3 次,不可使用纤维增强料线冷拔)。
冷拔操作步骤:
当在屏幕上设置 TPU 后,您可以根据屏幕上的提示进行冷拔。
 |
 |
关于冷拔的详细步骤,您可以参考这篇 Wiki:
¶ 料线装载步骤
¶ TPU 料线进料的注意事项
-
在进料之前,确认 TPU 料线已经充分干燥。
-
H2D 仅支持右热端打印 TPU 85A & 90A,请勿在左热端处装载 TPU 料线。
-
TPU 85A 和 TPU 90A 都需要手动进料,不可以使用 AMS 进行自动进料。
-
装载 TPU 85A 和 TPU 90A 料线时,需手动设置热端温度为 250℃,并缓慢控制挤出机旋转(请勿连续点击),避免使用外挂料盘的进料功能。请勿快速点击挤出机的 “向下箭头”,以防 TPU 卷入齿轮造成堵塞。在确保料线顺利挤出后(热端可见连续挤出),再开始打印。
-
TPU 85A 不能通过 PTFE 管进料,需直接送入挤出机。TPU 90A 可使用 PTFE 管,但需连接到打印机背面的专用进料口。在装载 TPU 90A 料线时,先断开工具头上方的 PTFE 管,待挤出机顺利咬合后,再重新连接。
-
加载完料线后建议固定 AMS HT 或料桶,防止出料口位置变动提升进料阻力导致打印失败。
¶ TPU 90A 进料操作步骤及其演示
进料前准备工作 - 使用 AMS HT 或者料桶:
- 首先确认与右热端连接的 PTFE 管从缓冲器处断开,将 PTFE 管末端插入 H2D 后方的 TPU 专用进料口。


请确保将 PTFE 管插入专用进料口的长度不要过长,您可以先将工具头推动至屏幕后方,此时工具头位于最远位置。如果您将 PTFE 管插入进料口过长,此时将会把 PTFE 管往回拉一点,使得长度合适,然后将工具头往回推。最后将 PTFE 管与右热端上方断开连接。



- TPU 90A 料线容器摆放与 PTFE 管连接方式:
使用 AMS HT 来打印,您可以先裁剪 5cm 长的 PTFE 管,并将 PTFE 管微微弯折,使其保持弯曲,便于后续进料。然后打开 AMS HT 尾部的硅胶塞,将 PTFE 管凸起一侧朝上,将 PTFE 管插入硅胶塞的小孔,确保插入 AMS HT 的长度为 5mm。


请勿将 PTFE 管插入太长!
然后确认耗材的方向,将耗材放入 AMS HT 中,并将耗材穿过 PTFE 管,再扣紧 AMS HT 上盖。
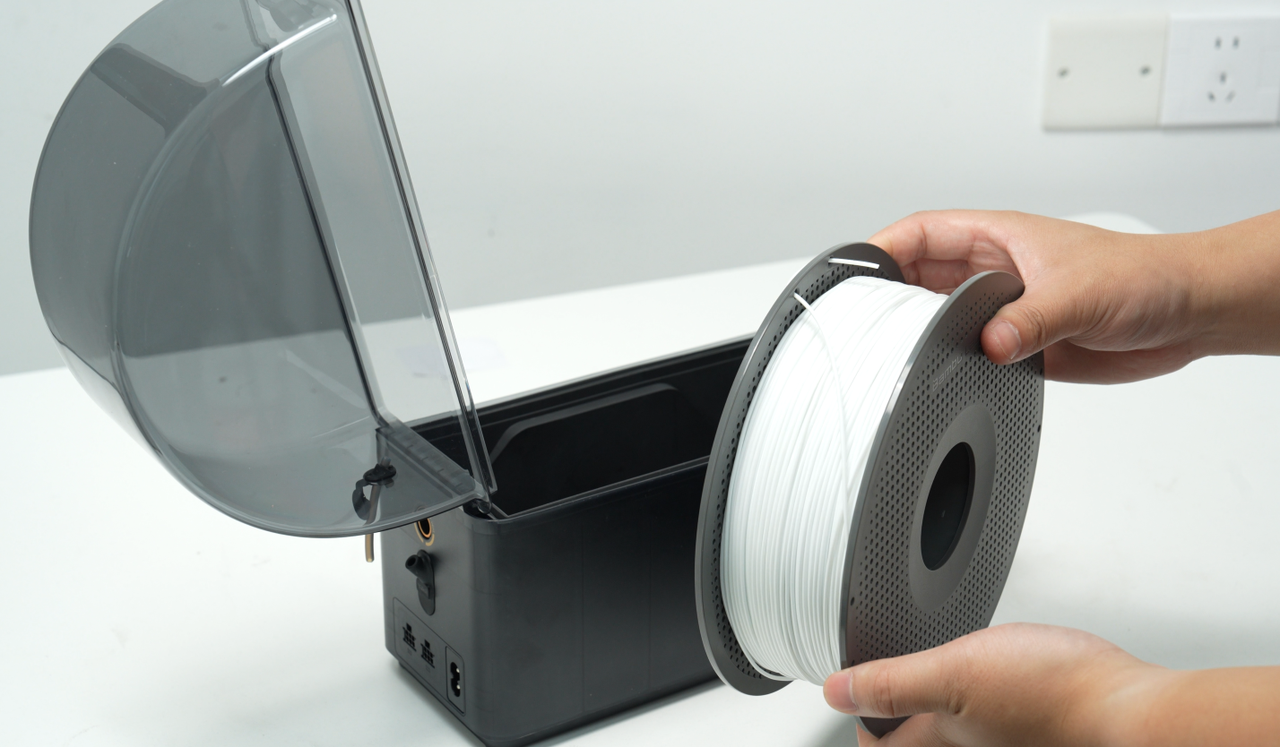

调整 AMS HT 的高度,确认其 TPU 专用出料口与 H2D 背后的 TPU 进料口平齐,以减小进料阻力。您可以使用打印的辅助模型来帮助调整高度。

料桶:可以用料桶替代 AMS HT,放置位置以及出料模式与 AMS HT一致。

顶部料架的安装以及进料前准备工作:
打开顶盖,移除原有的 PTFE 管,安装好顶部进料架,裁切新的 PTFE 管并安装。



具体使用方法以及安装教程请参考:https://makerworld.com/zh/models/1421552-h2d-flexible-filament-top-feed-rack#profileId-1477010
- TPU 90A 进料操作步骤以及演示
特别说明
点击挤出按钮(“向下箭头”)时,请勿连续点击,以免 TPU 卷入挤出机齿轮造成堵塞。
当挤出机齿轮咬合 TPU 料线后,缓慢点击挤出按钮,确认料线从热端连续均匀挤出后再开始打印。
若使用该方式进料不能实现耗材连续稳定挤出,出现了打印报错或打印件缺料等异常现象,请转用 TPU 85A 进料方式操作。
以 AMS HT 为例进行说明和演示,使用料桶时的操作与 AMS HT 同理。
操作步骤:
-
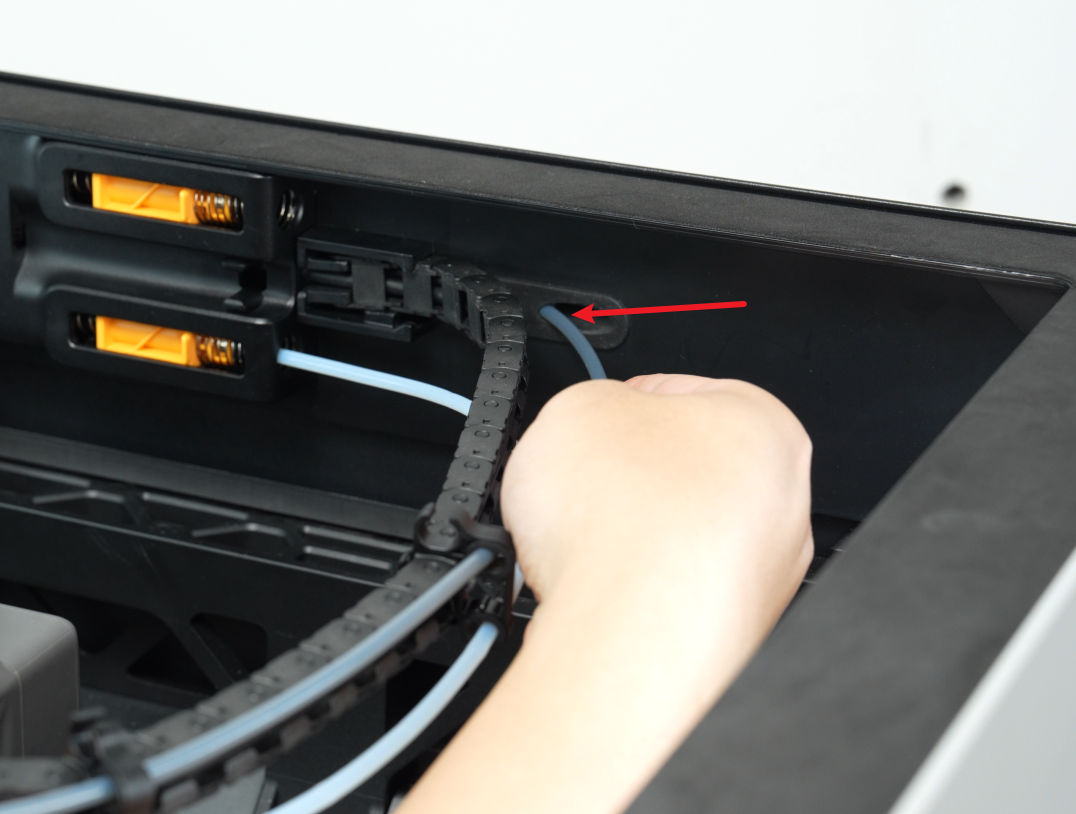
按压气动接头,断开挤出机右热端上方的 PTFE 管。(这一步在准备工作中已经断开)
-
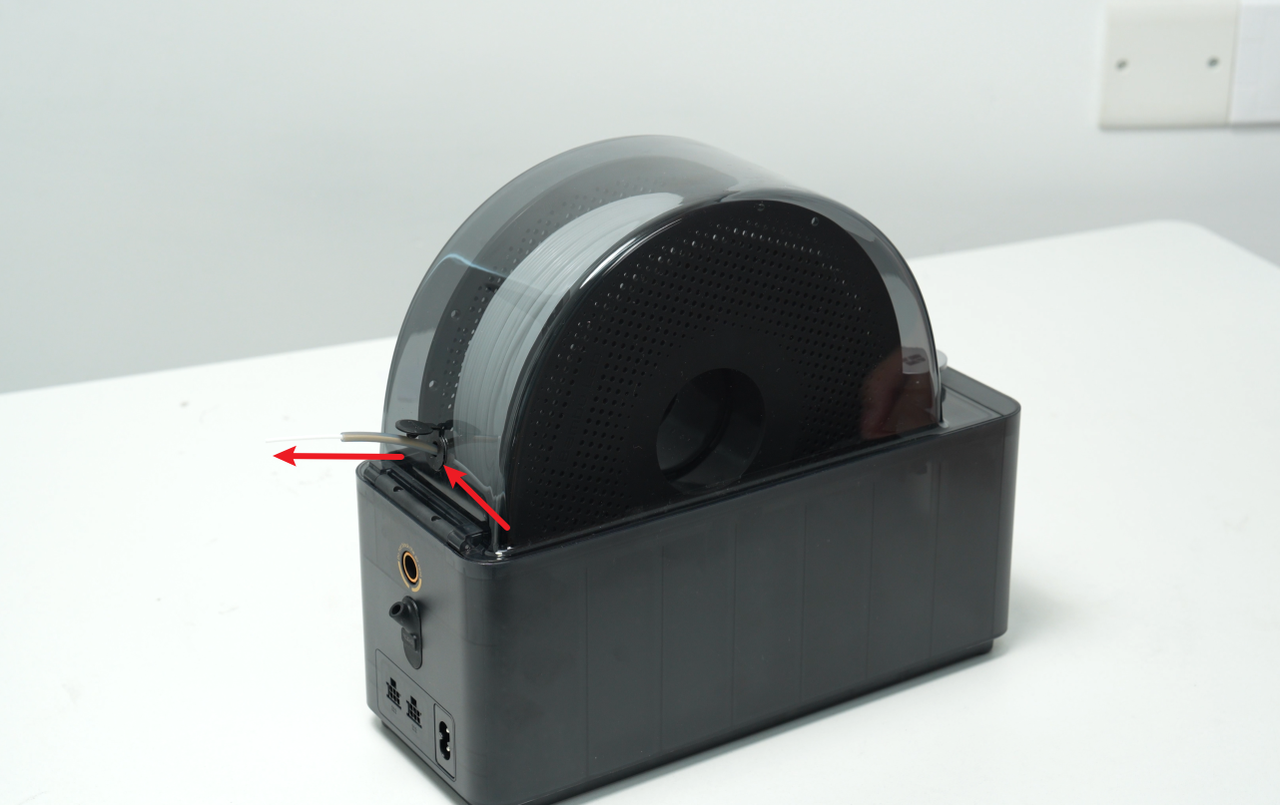
从 AMS HT 上的 TPU 专用出料口扯出料线,手动将料线推入 PTFE 管,料线最前端到达 PTFE 管出口时轻轻捏住料线前端,将其扯出一定长度。

使用顶部料架进料时,将料线从进料架上的进料口推入,料线最前端到达 PTFE 管出口时轻轻捏住料线前端,将其扯出一定长度。
- 设定热端温度为 250 ℃。

- 热端升温至 250 ℃ 后,手动将料线前端推入挤出机,点击屏幕上挤出机 “向下箭头” 手动控制挤出机齿轮旋转。请勿连续快速点击,避免 TPU 卷入挤出机齿轮中,造成堵塞。

- 确认 TPU 90A 料线在挤出机上顺利咬合并挤出后(热端处看见料线被连续挤出),并再将 PTFE 管插回工具头。

¶ TPU 85A 进料操作步骤及其演示
特别说明
TPU 85A 料线不能通过 PTFE 管进料(这可能导致过大的加载阻力,料线可能无法顺利挤出)
点击挤出按钮(“向下箭头”)时,请勿连续点击,以免 TPU 卷入挤出机齿轮造成堵塞。
当挤出机齿轮咬合 TPU 料线后,缓慢点击挤出按钮,确认料线从热端连续均匀挤出后再开始打印。
- TPU 85A 料线容器摆放与移除 PTFE 管:
- 按压气动接头,解锁挤出机右进料口(右热端)上方和缓冲器上部分的 PTFE 管,并将 PTFE 管从机器拖链卡扣中抽出。
将右热端的 PTFE 管与工具头断连:

从缓冲器拆下 PTEF 管:

将 PTFE 管从机器内部取出:

-
在打印前也提前准备一截 5cm 长的 PTFE 管,并将 PTFE 管插入 AMS HT 尾部的硅胶孔,详细步骤您可以参阅 TPU 90A 中的步骤。
-
调整 AMS HT 的高度,使出料口高于机身。从 AMS HT 的 TPU 专用出料口出料口直接拉出料线。您可以使用打印的辅助模型来帮助调整高度。

- 料桶位置摆放:可以用料桶替代 AMS HT,但放置位置以及出料模式与 AMS HT 一致。

- 使用顶部进料支架时,需要将支架上的 PTFE 管移除,耗材直接从工具头处进料。
- TPU 85A 进料操作步骤以及演示
操作步骤:
- 设定热端温度为250 ℃,TPU 85A 需要使用 0.6mm 热端进行打印,在打印前也请提前更换 0.6mm 的热端,并在屏幕上将热端设置为 0.6mm;

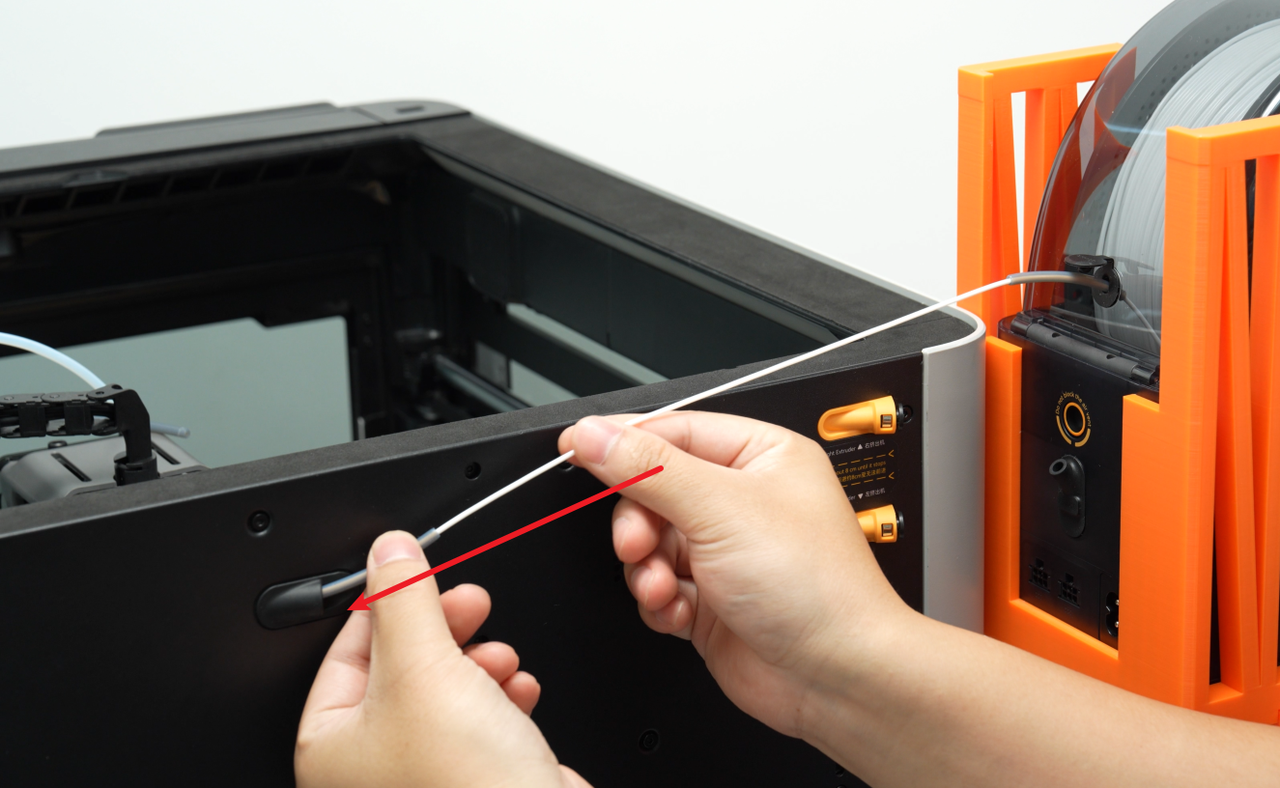
- 热端升温至 250 ℃ 后,将料线前端插入工具头。

- 在屏幕上点击挤出机“向下箭头”手动控制进料,确认料线顺畅挤出(热端可见连续挤出)。请勿快速连续点击,以防 TPU 卷入齿轮造成堵塞。

¶ TPU 料线退料
H2D 可以通过退料 UI 程序进行 TPU 退料。

但是更加推荐手动退料,即将右头升温至 250 ℃ 缓缓点击挤出机退料按钮,随着挤出机齿轮转动用手轻轻将线材从挤出机中退出。
¶ 打印参数以及注意事项
¶ 参数设定
除了预设参数外,具体参数设定应当随模型的特点进行调整。
-
TPU 85A & 90A 推荐打印温度为 225 ℃,热床温度为 30 - 35 ℃,无需开启腔温。
-
打印时请保留默认的体积速度上限,不建议增加打印速度。
-
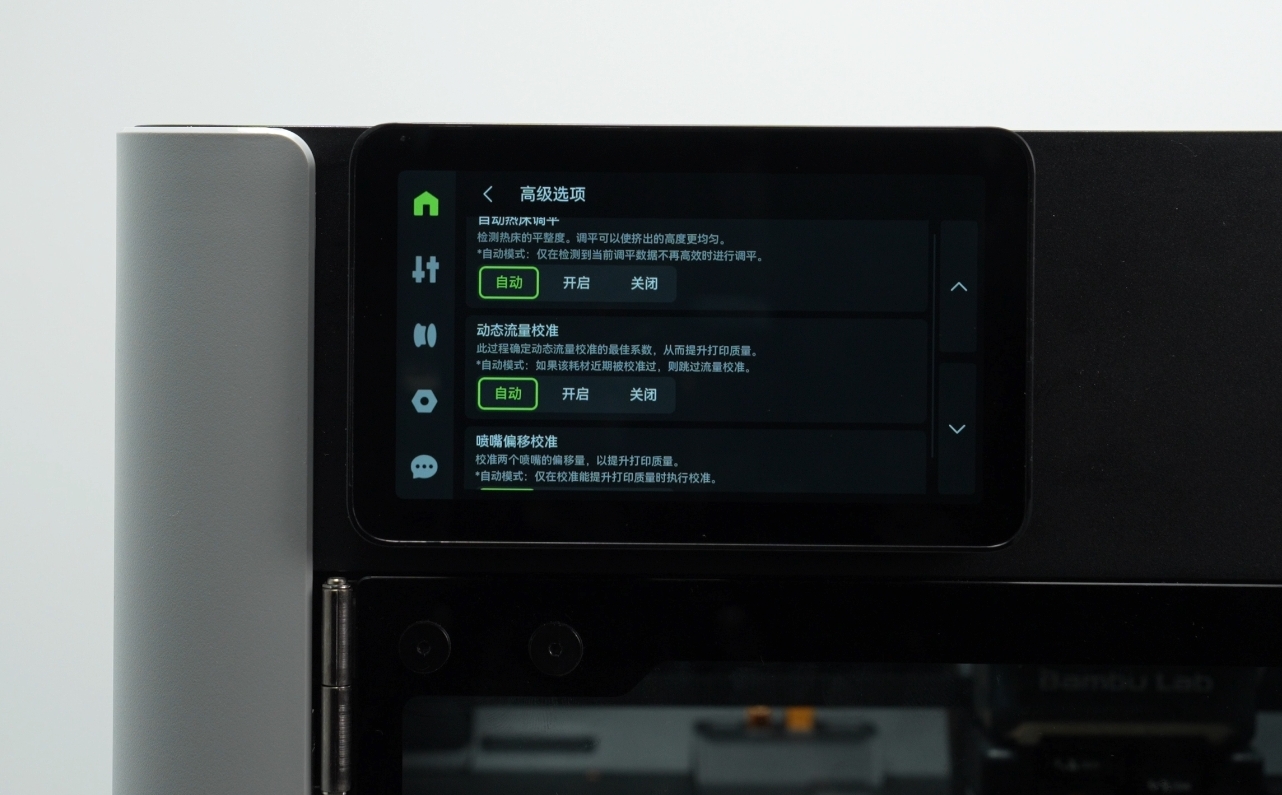
动态流量校准请选择 “自动” 或者 “关闭”。
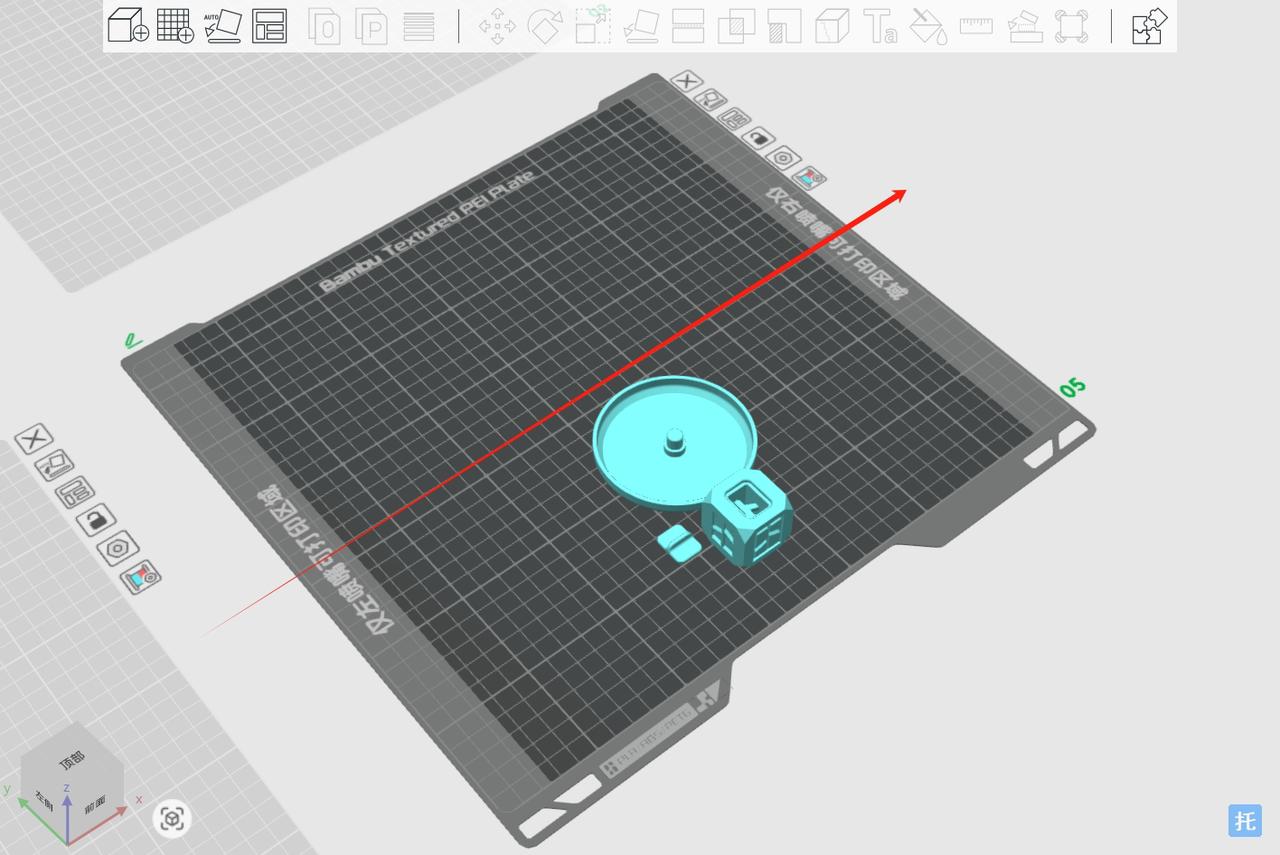
- 模型打印时,建议模型将放置在打印板中间靠前的位置以减小料线与铁氟龙管之间的摩擦力。
¶ 常见打印问题
TPU 材料容易出现下列问题:
-
缺料(堵头、进料阻力、料线打滑):更多关于H2D TPU堵头建议,请点击此处跳转
-
挤出机缠料(料线弯曲卡住挤出齿轮,需拆开挤出机后扯出卡住料线)H2D 挤出机拆解与组装指引
-
拉丝漏料: 可以使用大口径热端(如0.6 mm热端);微调回抽参数;进一步烘干料线;模型后处理