¶ 故障描述
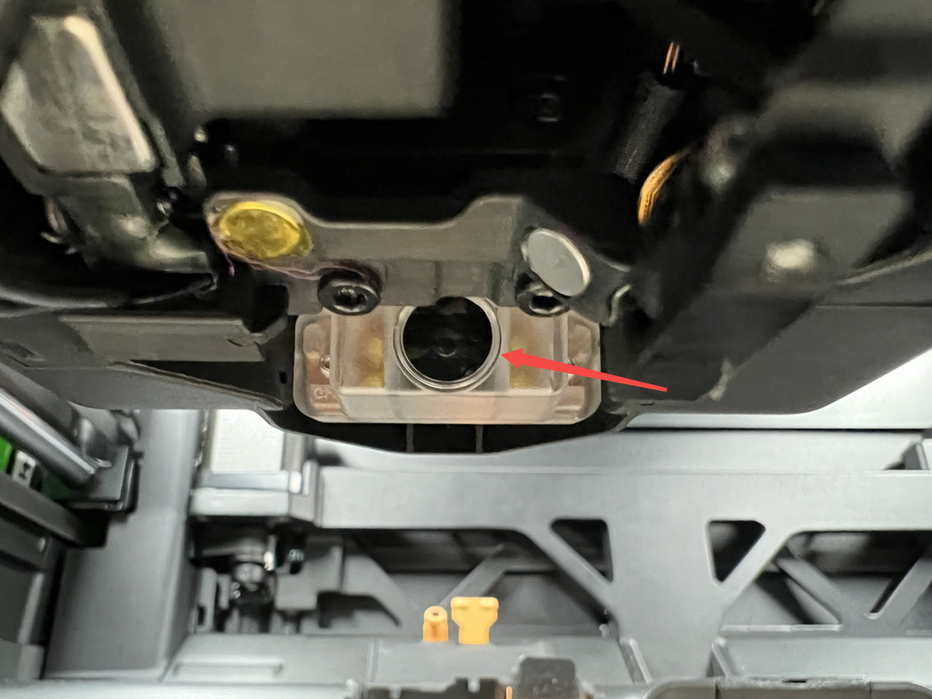
在3D打印过程中,喷嘴可能因某些原因无法正常挤出材料,导致空打现象。系统通过喷嘴摄像头实时监控耗材挤出情况,若检测到喷嘴持续无耗材挤出,将触发空打告警。
造成空打的可能原因:
-
挤出机/喷嘴堵塞
-
AMS缠料
¶ 故障排除
¶ 工具、设备及材料
无
¶ 排故措施
用户可以根据实际情况调整各排故措施的顺序。
¶ 步骤1. 检查喷嘴是否有料挤出
请检查喷嘴是否出现不出料的悬空打印。若是,请跳转步骤2做进一步排查。若没有悬空打印,说明发生了误报,请忽略告警后继续打印。如果频繁发生误报,可暂时关闭此次打印的空打检测(功能开发中)。
¶ 步骤2. 检查耗材缠绕
请检查AMS或外挂料盘上是否存在耗材缠绕。若有,请手动按压切刀断开耗材,排除缠料后,重新插入耗材,继续打印。
¶ 步骤3. 挤出机堵塞排查
¶ 步骤3-1. 取消打印
¶ 步骤3-2. 手动切断耗材
按压挤出异常侧的切刀,切断耗材。
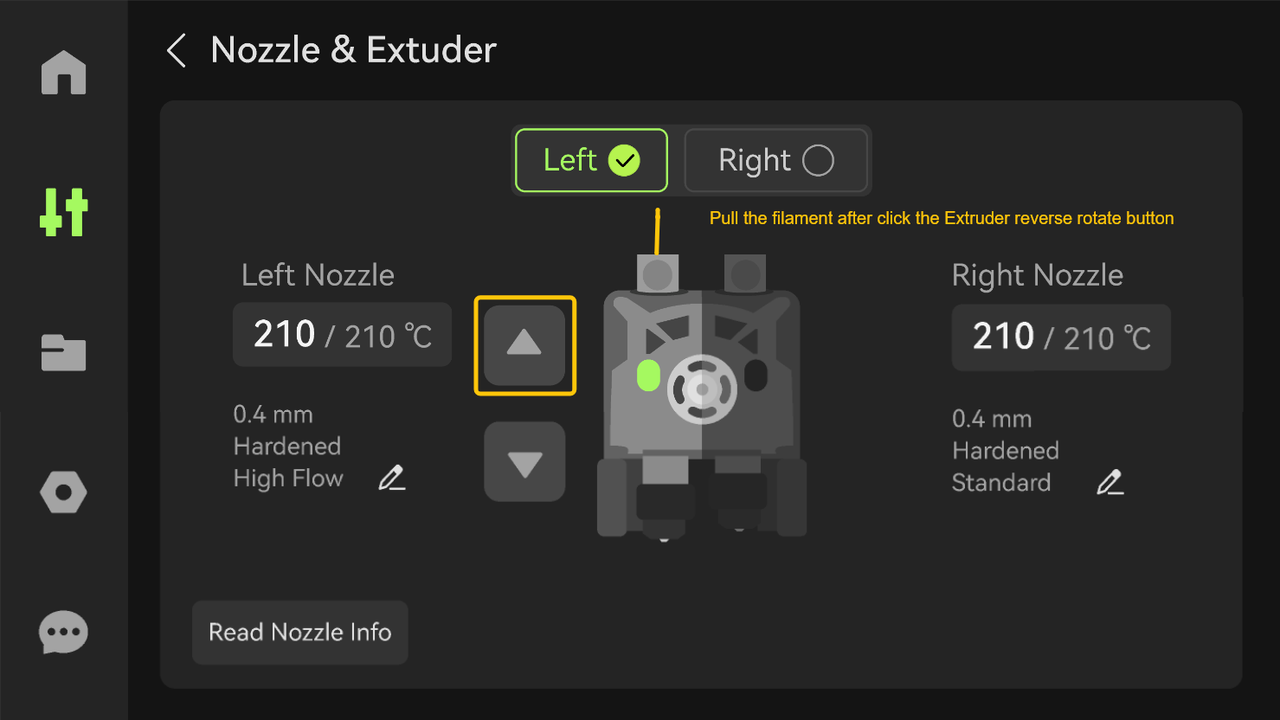
¶ 步骤3-3. 热端升温,尝试反向拉出耗材
-
设置热端温度为耗材打印温度,等待热端升温。
-
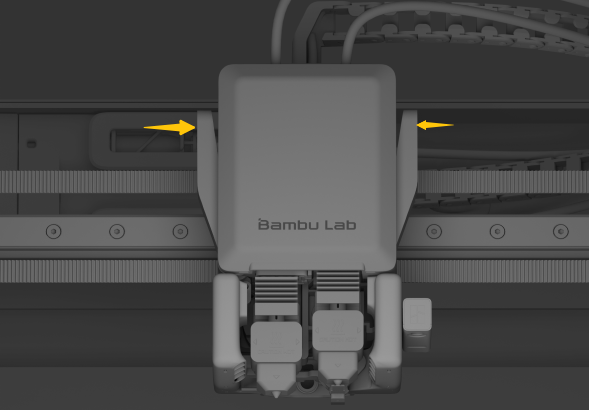
拔出挤出机上端PTFE管。
-
操作挤出机反向旋转,同时手动拉耗材。
¶ 步骤3-4. 若步骤3-3耗材成功拉出,说明挤出机段正常
-
剪去耗材前端弯曲、膨胀的部分

-
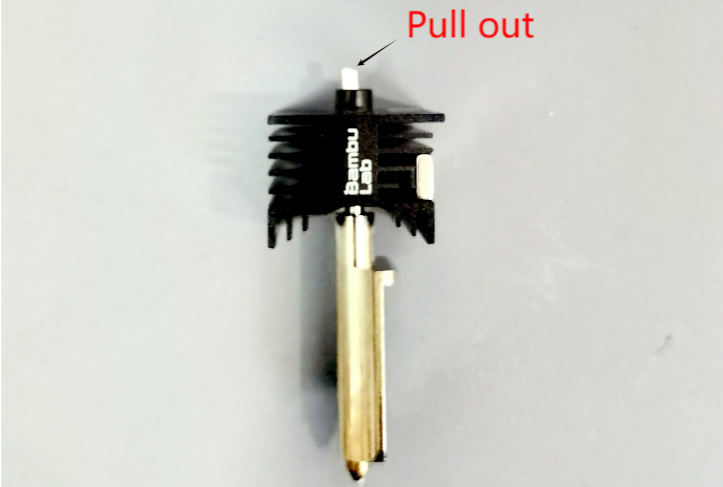
拆下热端,并在热端温度较高时,使用尖嘴钳夹住热端入口耗材,拔掉热端上残料(注意高温烫伤,请佩戴手套操作)
¶ 步骤3-5. 若步骤3-4耗材无法拉出,说明挤出机段可能异常
-
拆挤出机前盖及热端( 更换 H2D 挤出机前盖)( 更换 H2D 挤出机前盖导向)
-
在热端温度较高时,使用尖嘴钳拔掉热端上残料。
-
使用剪刀将变形耗材剪去,拔下PTFE管,用手向上拉出工具头内耗材。
-
同时,检查耗材是否卡在前盖导向入口或其内部,若有,请清理。( H2D堵塞排查)

¶ 步骤3-6. 安装热端、挤出前盖,尝试挤出
-
安装热端、挤出前盖。( 更换 H2D 挤出机前盖)( 更换 H2D 挤出机前盖导向)
-
热端升温至耗材打印温度。
-
插入料线,点击屏幕上挤出机正向旋转按钮,尝试挤出。
¶ 步骤4. 若步骤3-6挤出失败,进行热端堵头排故(参考:X1/P1 喷嘴/热端堵塞)
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!