¶ 概述
在设计功能性部件,尤其是机械零件与互锁结构时,即便是微小的尺寸偏差,也可能导致配合不良或装配失败,尤其是在设计时未预留偏差的情况下。由于热收缩的物理特性,耗材在 3D 打印过程中会自然收缩。当耗材从高温喷嘴中挤出时,会以高温状态沉积,并在冷却后固化。这一冷却过程会使材料产生轻微收缩,从而导致打印成品整体尺寸缩小,尤其是在 X 和 Y 轴方向上。
不同耗材的收缩量各不相同。为了解决这一问题,Bambu Studio 提供了收缩补偿设置,它会调整或缩放模型,以抵消某些材料在冷却时发生的收缩。
¶ Bambu Studio 中的耗材收缩设置
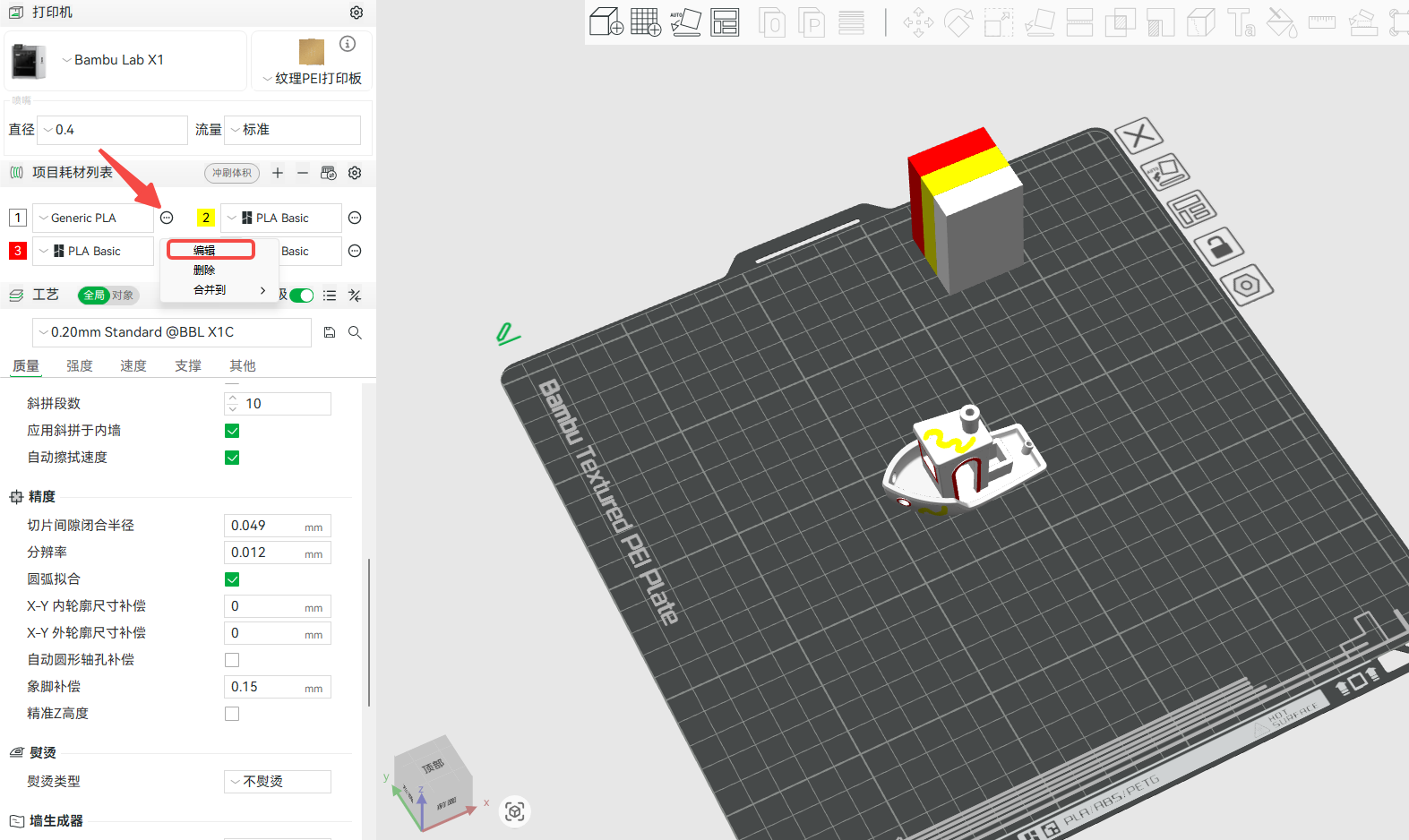
Bambu Studio 在耗材配置文件中包含收缩补偿设置。这意味着您可以定义每卷耗材的收缩值。打开 Bambu Studio 并选择项目中使用的耗材后,点击耗材末端的三个点,然后点击“编辑”进入设置。
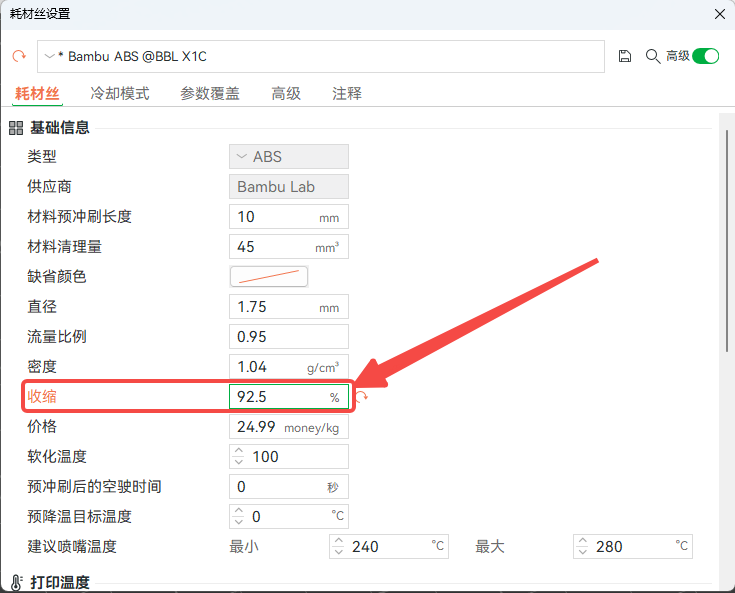
在“耗材丝设置--基础信息”中找到“收缩”,输入即可。
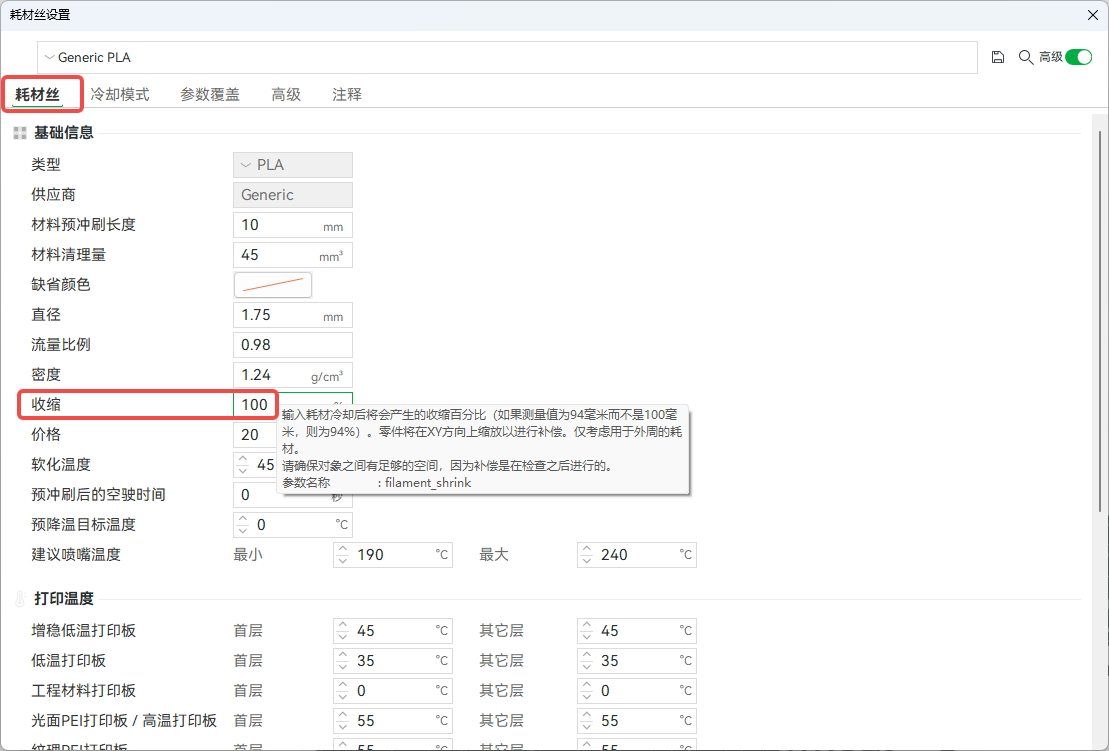
此设置的更改仅应用于单种耗材,而非全局调整。请根据需要为您项目中的每个耗材分别添加收缩参数。
收缩补偿以百分比 (%) 表示,默认值为 100% 。如果您选择默认值,则表示不应用缩放。您的模型将按照切片器中设计的原始尺寸打印。
¶ 收缩率计算
要计算“收缩率”部分的数值,请取打印件的测量尺寸,除以设计尺寸,再乘以 100%。
收缩补偿 (%) = (测量尺寸 / 设计尺寸) × 100%。
测量尺寸:使用卡尺测量打印件的实际尺寸。
设计尺寸:3D 模型的原始尺寸。
例如,您设计了一个边长为 20 毫米的立方体;经过 3D 打印和测量后,您发现其尺寸为 18 毫米。因此,收缩率值为 (18/20) × 100 = 90%。我们将此值输入收缩率部分,系统会自动相应地放大未来的模型。
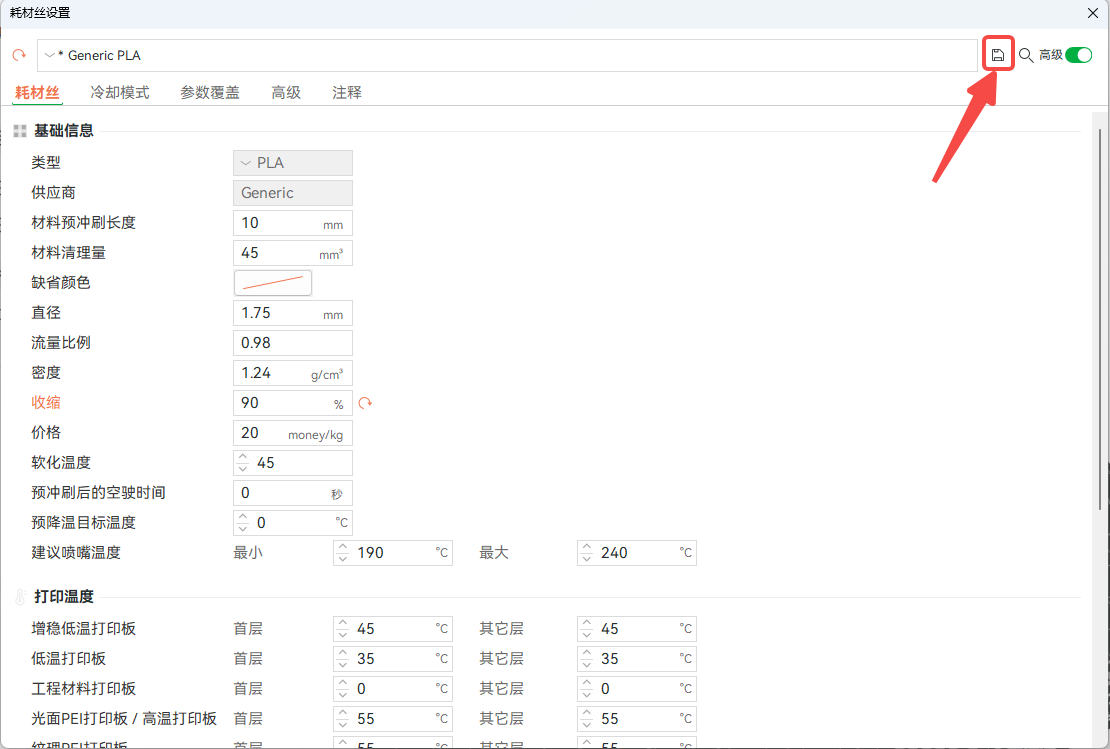
应用新的更改后,请务必点击右上角的保存图标来保存配置文件。
¶ 收缩率测试
您无需 3D 打印复杂的目标文件进行测试。您只需打印一个标准立方体(例如,20 毫米 x 20 毫米 x 20 毫米或 100 毫米 x 100 毫米 x 100 毫米的平面正方形)即可。
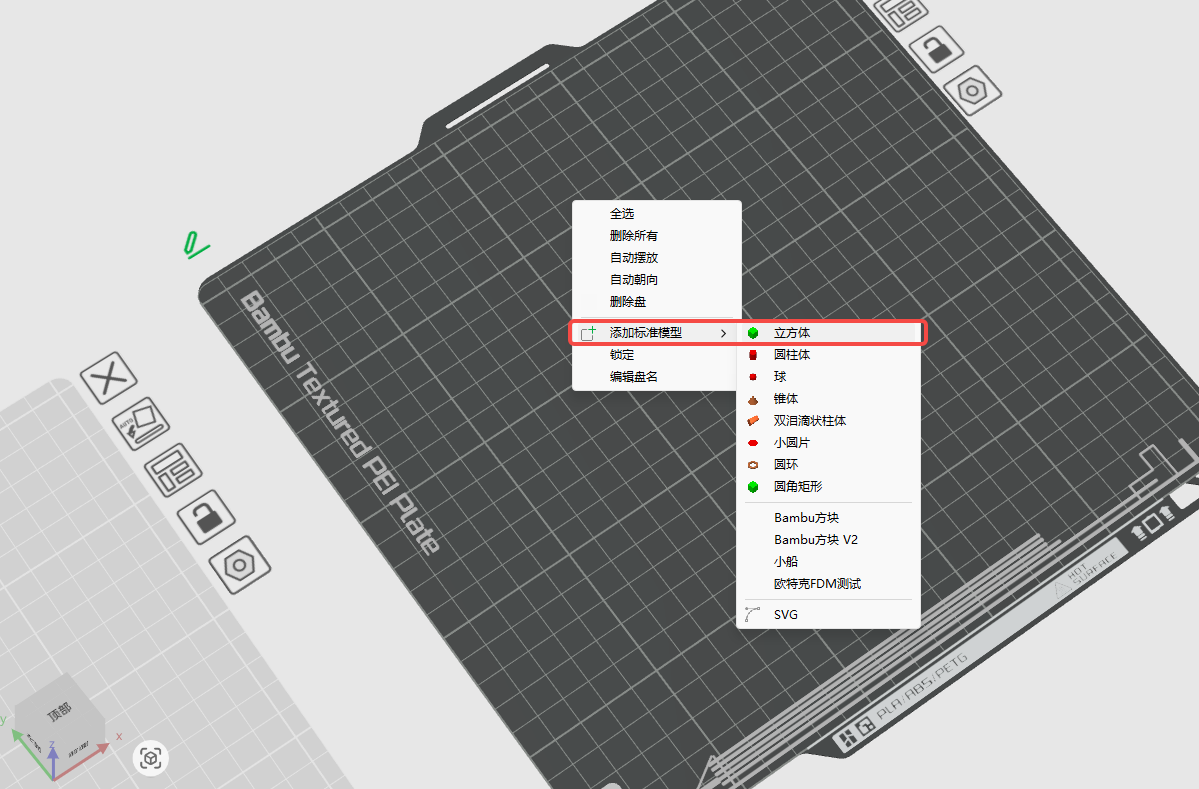
操作步骤:在 Bambu Studio 中,右键单击工作区,点击“添加标准模型”,然后选择“立方体”。
您可以按默认立方体进行切片和 3D 打印,但其边长可能不是整数,为了方便计算和测量,如果要指定尺寸,请单击“缩放”工具并在尺寸部分输入 X、Y 和 Z 值。如果应用等比例缩放,则只需输入一个值,其余值将自动统一。
然后切片和打印模型文件。并用卡尺测量常温下的模型尺寸。
我们3D打印的立方体尺寸为 20 mm x 20 mm x 20 mm。经测量,它的每个尺寸都是18.5 mm 。我们使用上面的公式计算收缩率:即(18.5/20)x100%= 92.5%
然后,我们将该值输入到 Bambu Studio 中耗材丝的收缩部分。
接下来,我们将保存设置,对立方体进行切片,然后再次进行 3D 打印。打印完成后重新测量尺寸,结果为 19.7 毫米。考虑到使用的游标卡尺的误差范围,这个尺寸与预期值相差不大。但是,如果需要更接近 20 毫米,可以在“收缩”设置中重新输入该值,并重复此调参过程,直到达到精度要求。
请记住,“收缩”设置会调整模型外部尺寸(X 和 Y 轴)的缩放比例,但不会影响内部特征(例如孔和轮廓)的尺寸。如果您需要校正这些尺寸,请使用“X-Y 内外/轮廓尺寸补偿”和“自动圆形轴孔补偿”设置。下文将详细介绍。
¶ X-Y 内/外轮廓尺寸补偿
¶ 调整 X-Y 内轮廓尺寸补偿
如果你打印过类似螺栓与螺母这样的配合模型,有可能会发现它们并不能顺利配合;也可能在设计阶段一切正常,但打印完成后发现孔径偏小,需要费力修整才能装配。这并非设计缺陷,而是收缩所引发的常见问题。
Bambu Studio 的X-Y内轮廓尺寸补偿设置,可以让你在切片软件中直接修正这一问题,而无需反复修改 CAD 文件。它会自动放大水平方向的内孔直径,以补偿材料收缩与过量挤出导致的尺寸减小。如果不使用此设置,常常会遇到孔径偏小、销钉无法插入插孔,甚至需要后续钻孔的问题。
在 Bambu Studio 中新建项目并导入 3D 模型(文件 > 导入)。
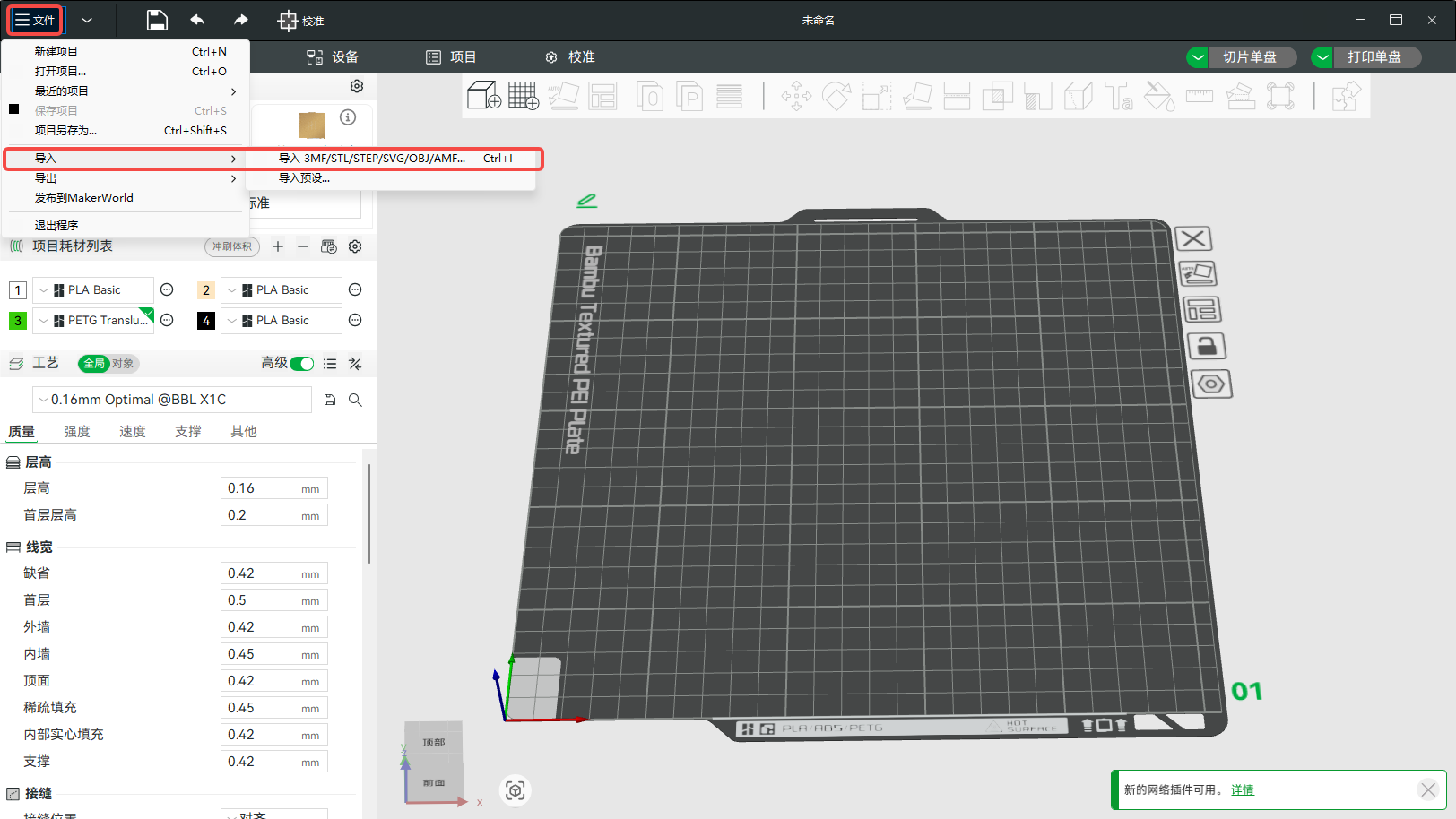
如果模型来源于 MakerWorld,可以直接点击“在 Bambu Studio 中打开”导入模型。
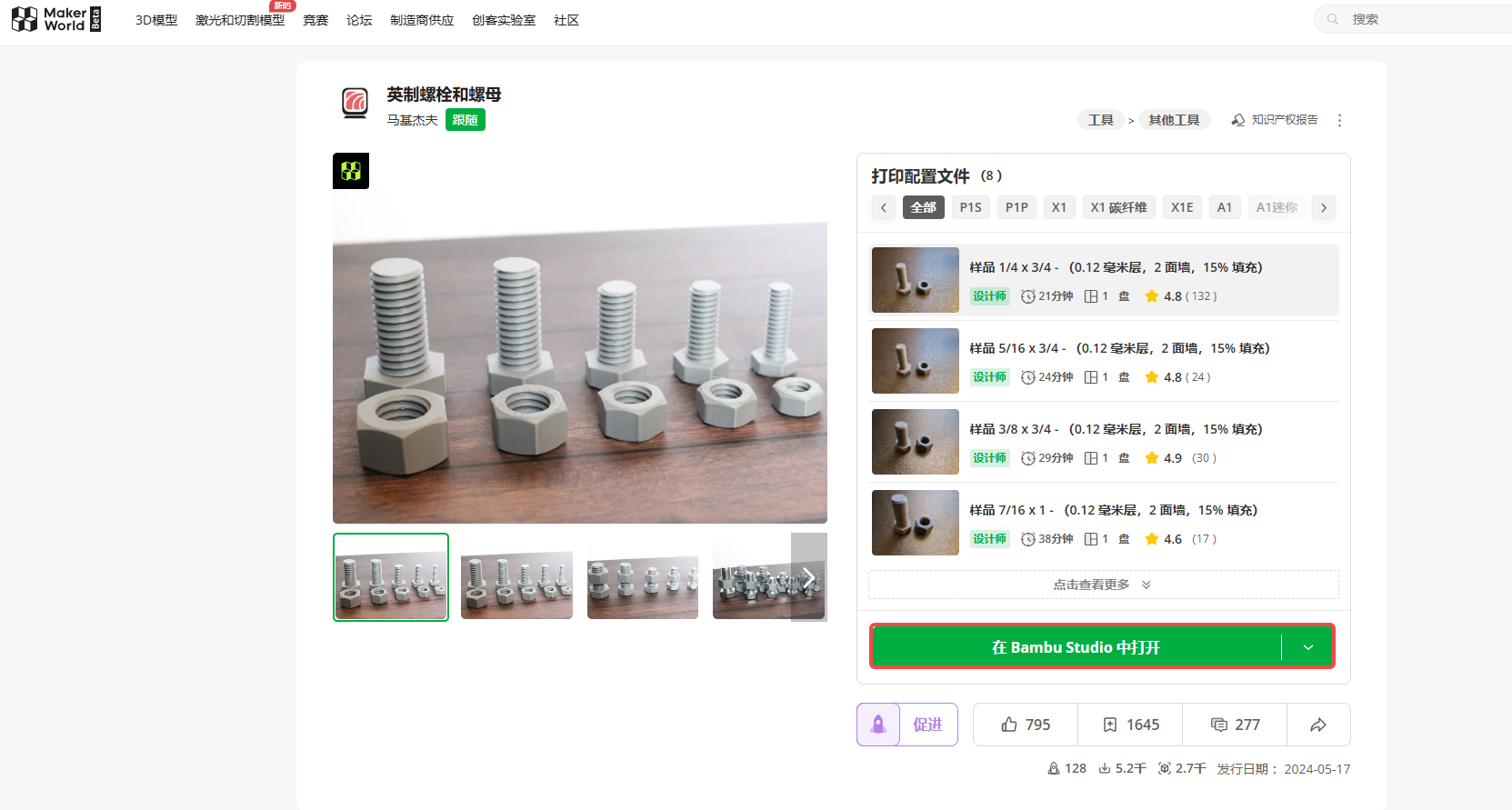
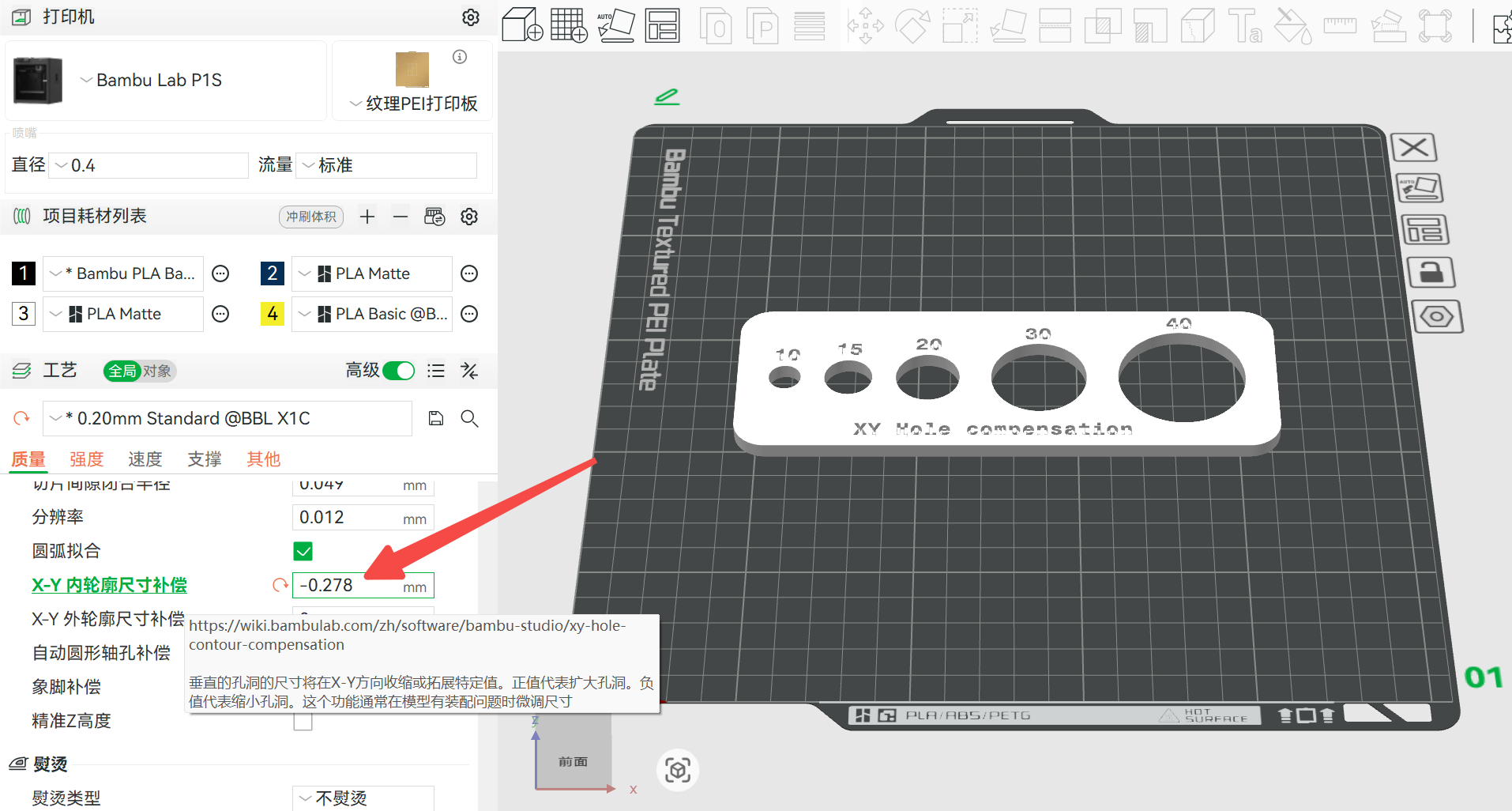
本教程以 Makerworld 上 Makidev 设计的螺栓与螺母模型为例。导入模型后,选中模型在菜单栏左侧进入对象设置,在质量选项卡精度一栏就可以看到X-Y内轮廓尺寸补偿设置。
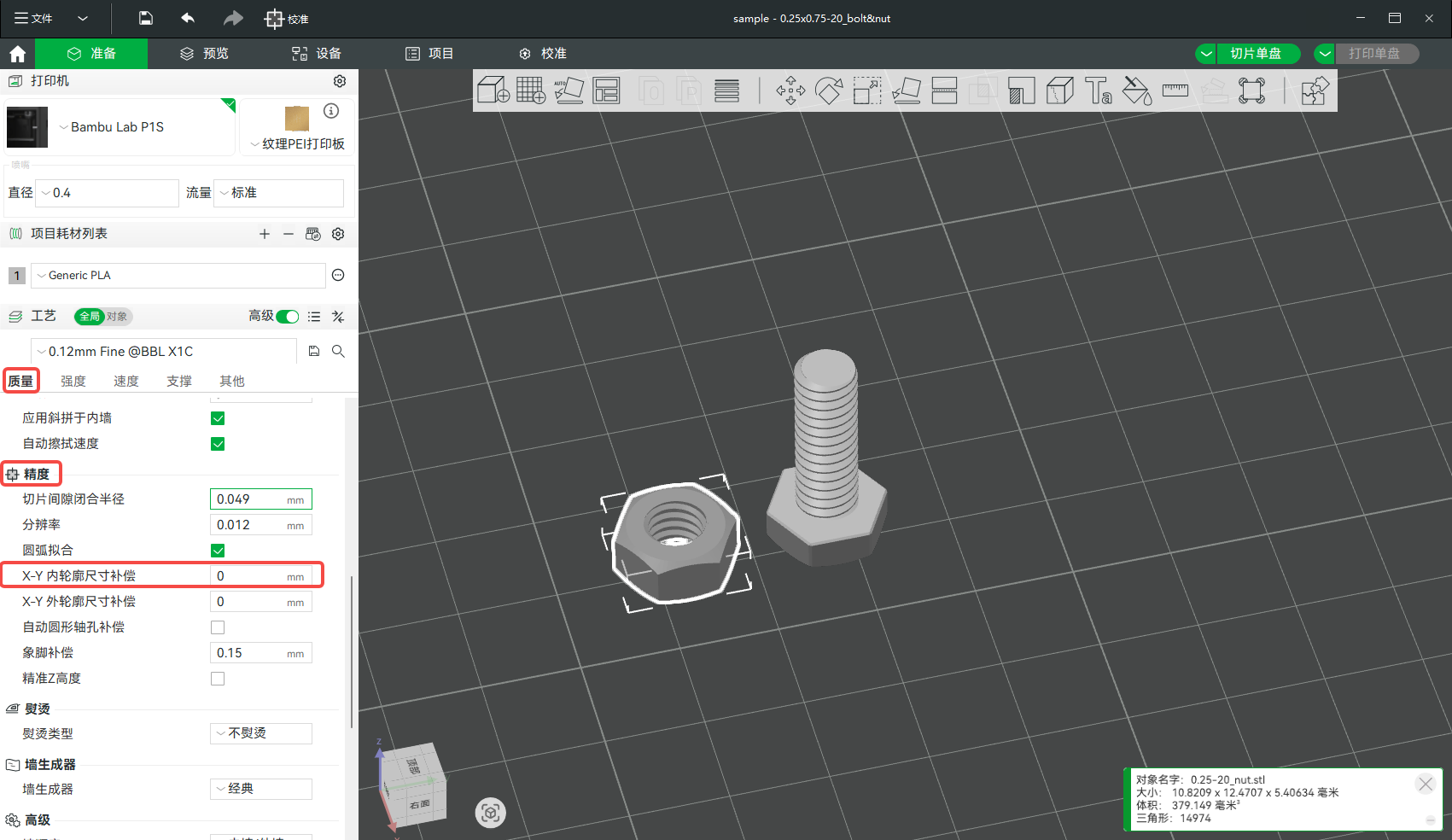
X-Y内轮廓尺寸补偿以毫米为单位,默认值为 0。你可以输入一个正值,微微增大孔径。建议起始值为:PLA 0.05mm,ABS/PETG 0.1mm,尼龙 0.15mm。这个设置会让切片器在 X-Y 平面上向外偏移孔的内轮廓,放大孔径。如果输入负值,孔径会在 X-Y 平面上按设定值收缩。
如下图所示,调整前的孔径:
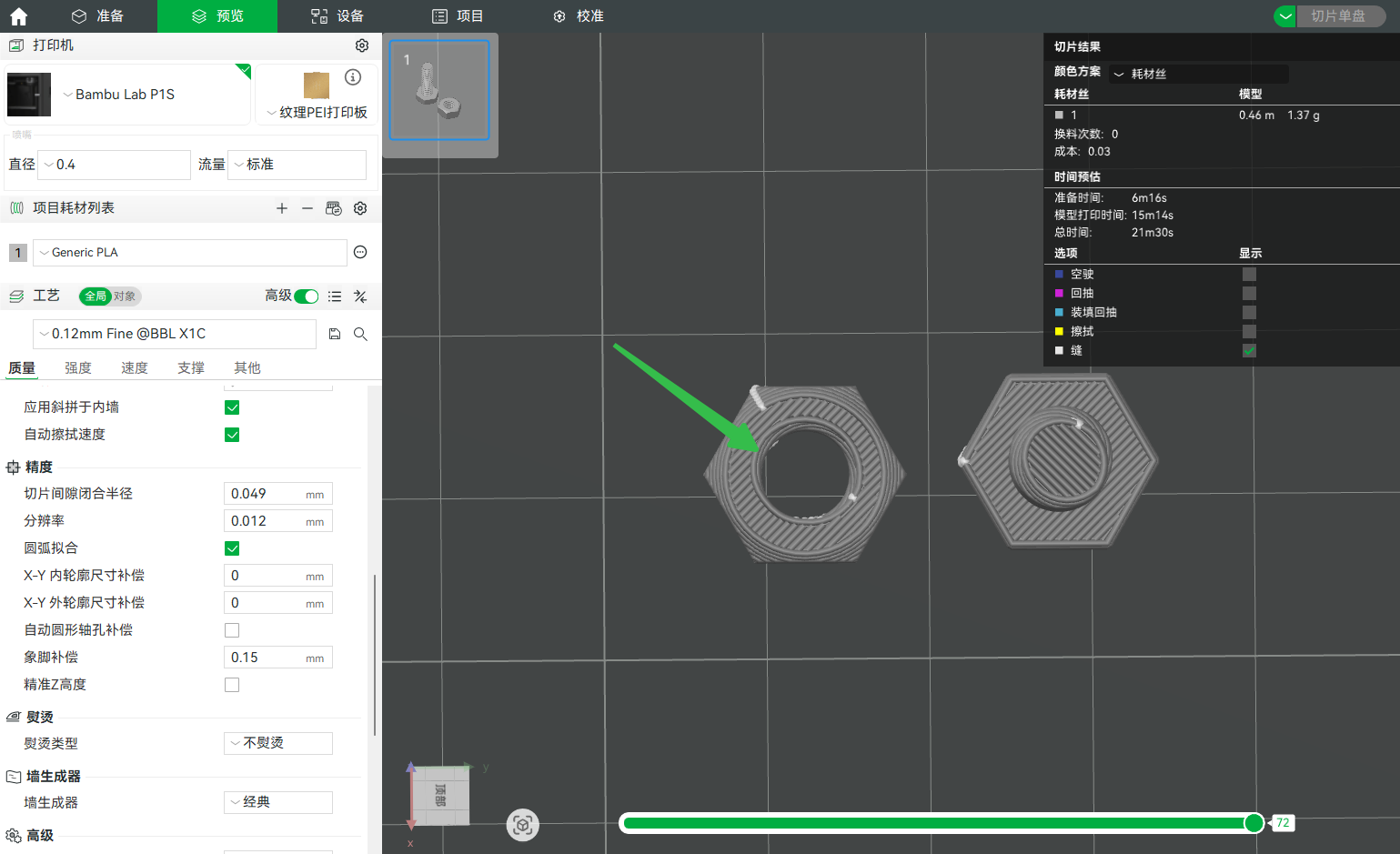
添加了 1mm 的 X-Y内轮廓尺寸补偿后,孔径增大,外部轮廓保持不变:
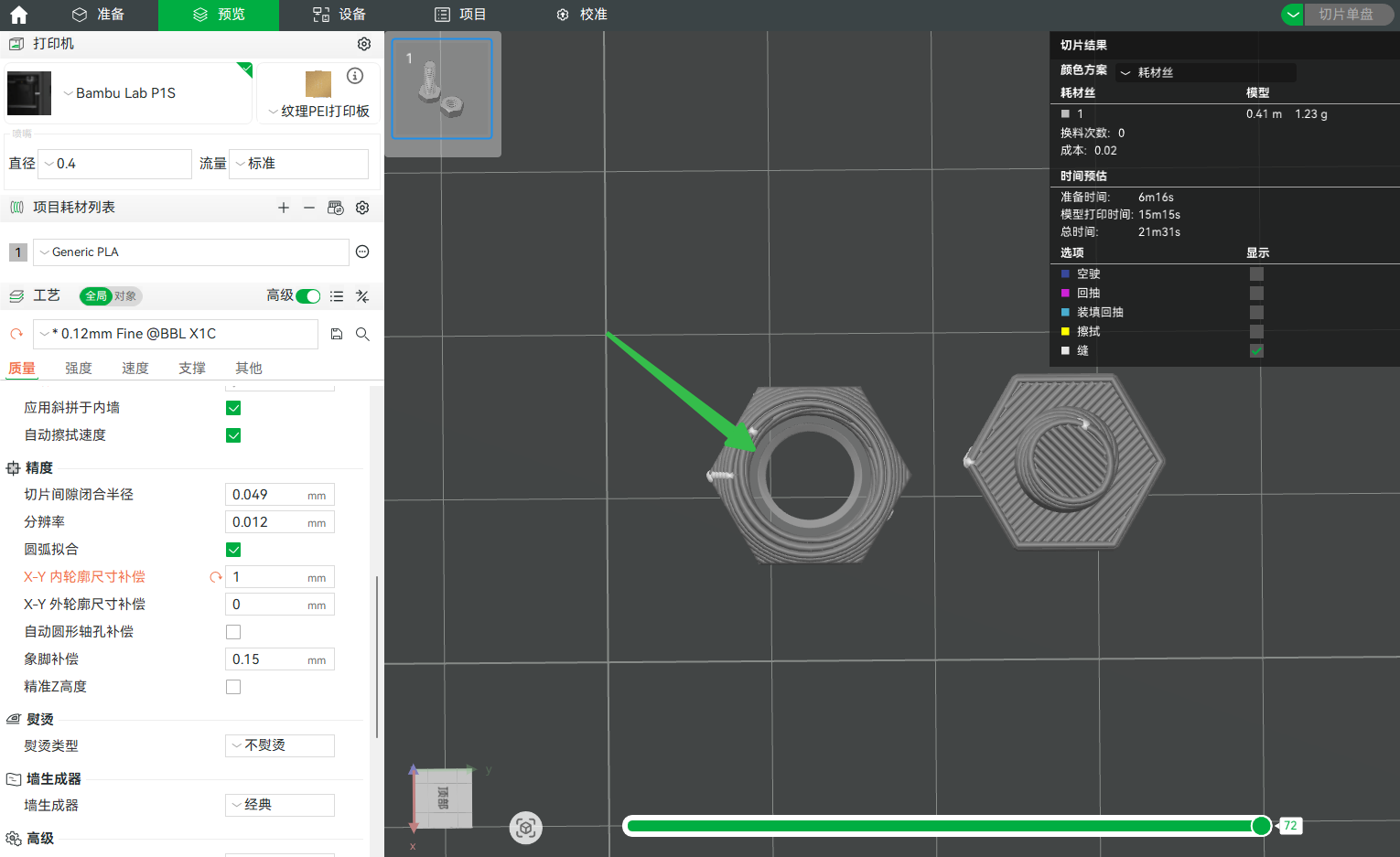
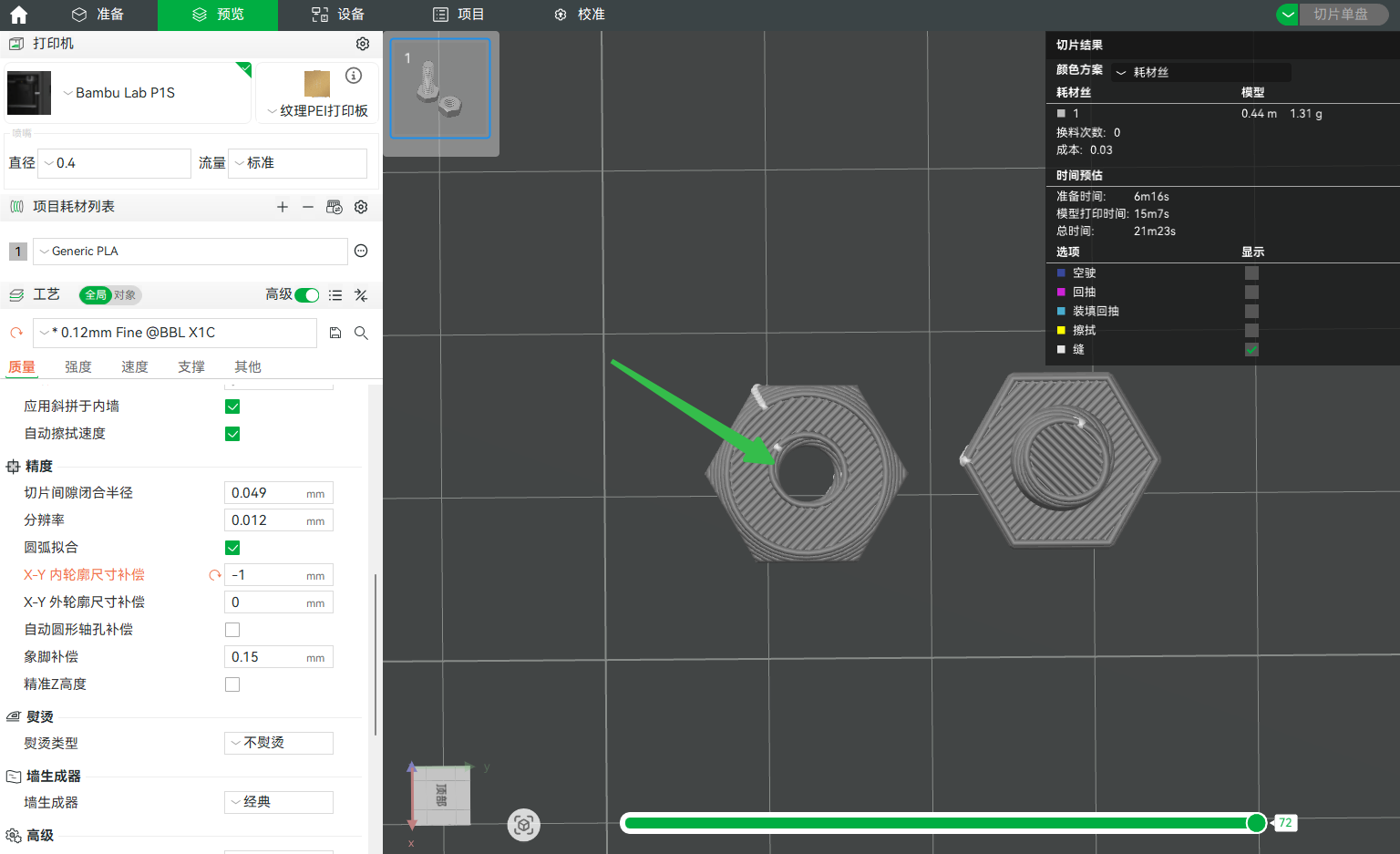
使用负值时,孔径会相应减小:
在修正孔径偏小时,通常需要输入正值,提示切片器在 X-Y 平面向外调整孔的内轮廓,增加孔径。这对于精密配合的零件尤为重要,因为即便微小的尺寸误差,也会影响装配效果。
而负值一般用于制造紧配合或过盈配合,不适用于因收缩或挤出误差导致的孔径偏小问题。
¶ 打印测试模型并验证
一般建议先使用较小的正补偿值打印测试模型,观察效果。一旦找到适合当前耗材与打印机的最佳值,可以将其保存为 Bambu Studio 的自定义打印配置,供今后使用。
MakerWorld 上由 Mattiamagno_3D 设计的 X-Y内轮廓尺寸补偿测试模型是很好的测试样例。
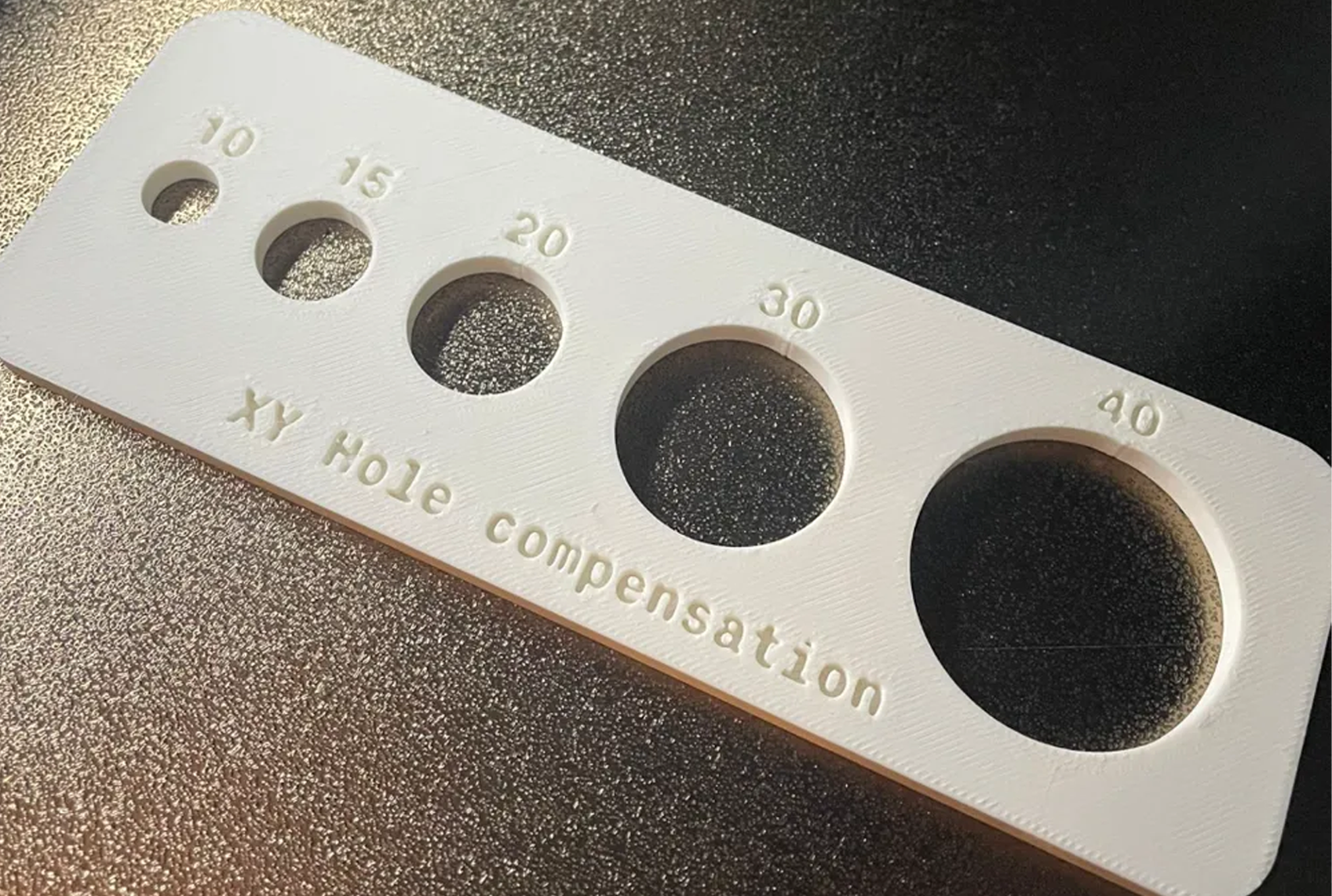
打印完成后,用卡尺测量各孔径。

对于上图孔洞,经过测量,得到了以下值:
| 标号 | 测量数据 (mm) |
|---|---|
| 10 | 10.6 |
| 15 | 15.55 |
| 20 | 20.58 |
| 30 | 30.55 |
| 40 | 40.5 |
然后计算误差。用预期设计值减去每个测量值:
| 标号 | 设计标准 | 实测 | 误差 (mm) |
|---|---|---|---|
| 10 | 10.00 | 10.6 | -0.60 |
| 15 | 15.00 | 15.55 | -0.55 |
| 20 | 20.00 | 20.58 | -0.58 |
| 30 | 30.00 | 30.55 | -0.55 |
| 40 | 40.00 | 40.5 | -0.50 |
通常会发现测量值与设计值的误差在各孔之间比较一致。
计算平均误差:
平均误差 = [(−0.60) + (−0.55) + (−0.58) + (−0.55) + (−0.50)]/ 5 = -0.556 mm
取这些误差的平均值除以 2,即为 X-Y 内轮廓尺寸补偿建议的输入值。
在 Bambu Studio 中修改参数后重新打印并测量,确认尺寸是否更准确地符合原设计数据,或者在装配时能够允许的误差之内。
¶ 调整 X-Y 外轮廓尺寸补偿
当你打印类似 MakerWorld 上 LeeBob 设计的侧边需要紧密配合以插入外壳之类的模型,打印完成后测量却发现它整体的尺寸略有收缩以致难以安装在一起时,就需要用到X-Y外轮廓尺寸补偿了。
即这种影响整体外轮廓的收缩,可通过X-Y外轮廓尺寸补偿设置进行修正。
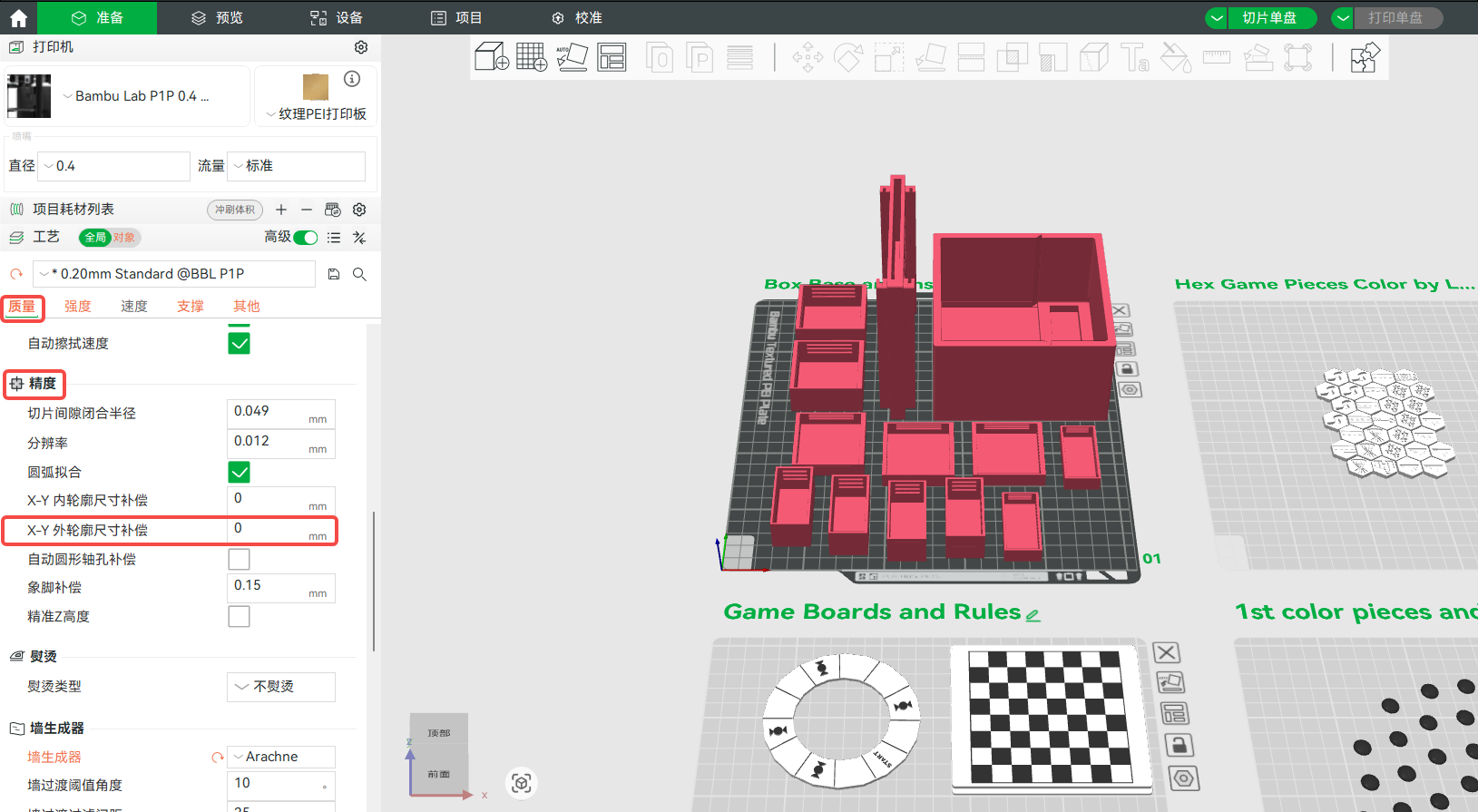
此设置可以调整模型的最外圈在水平面上的位置。输入正值将外部形状向外扩展,使您的打印部件在X和y上略大;输入负值将其向内收缩,使打印件变小。当打印对象大小由于材料收缩而始终小于预期值时,此工具非常有用。
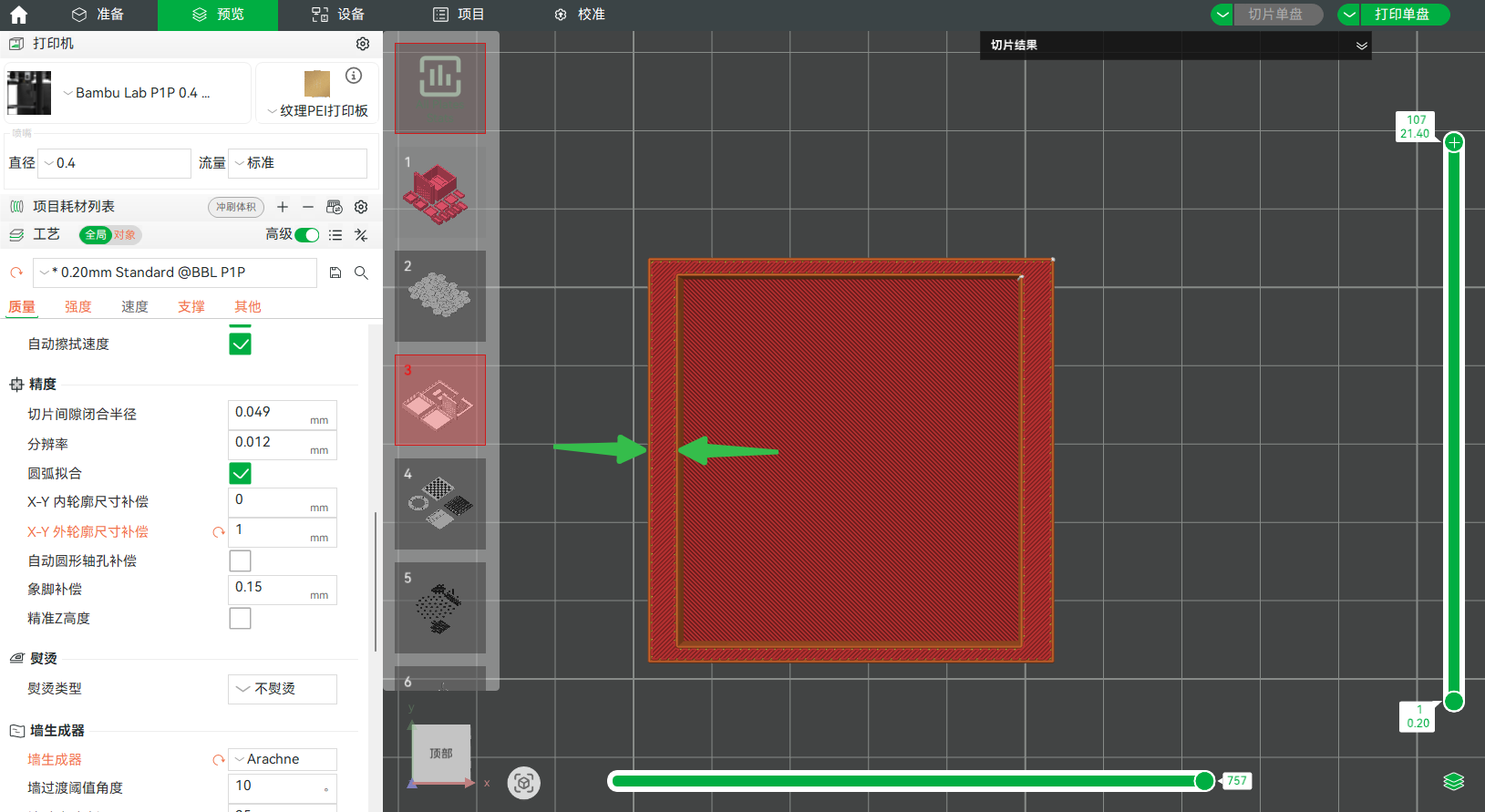
如下图所示,调整前的外轮廓:
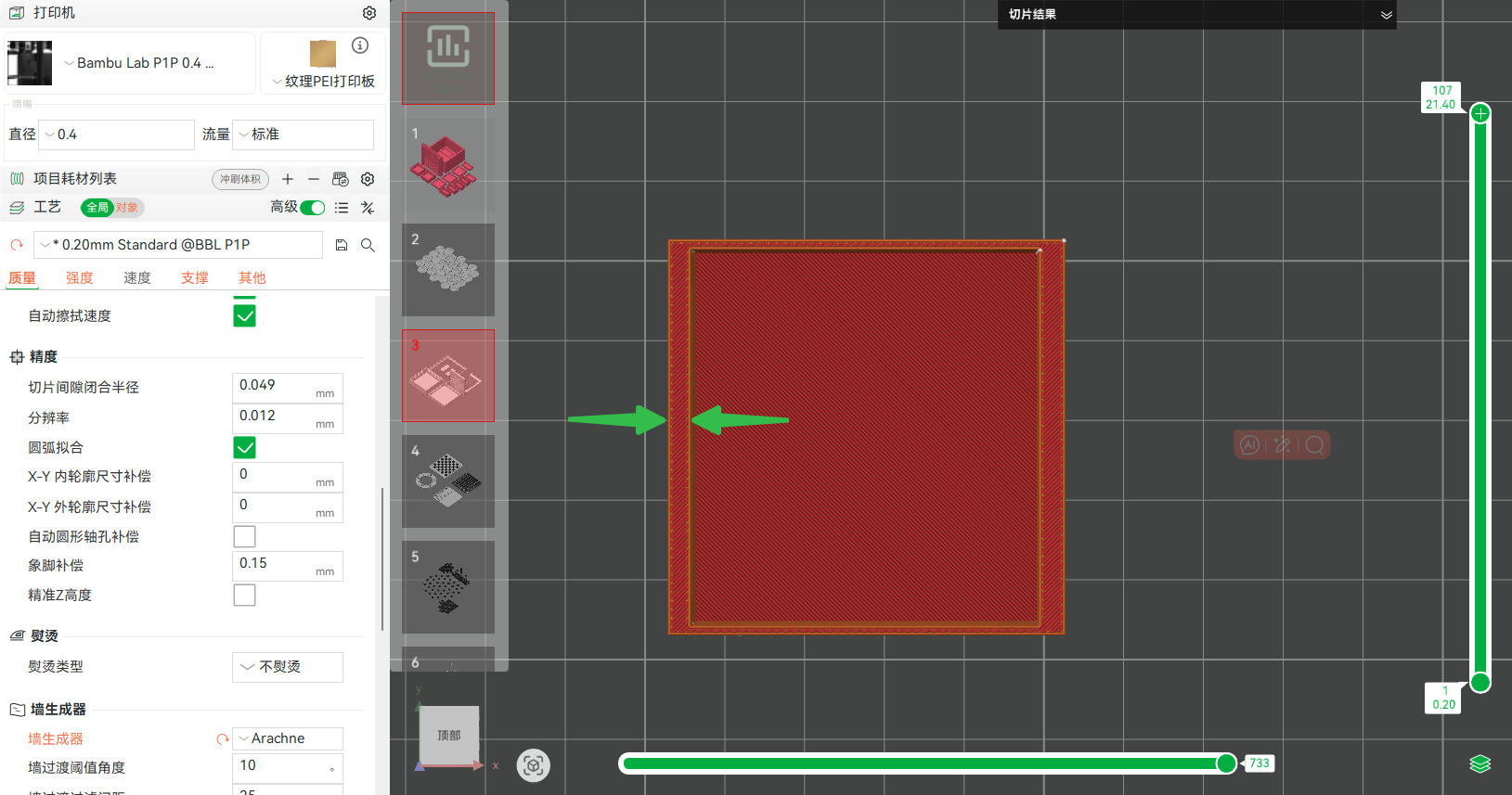
输入 +1 补偿值后,墙面尺寸增加:
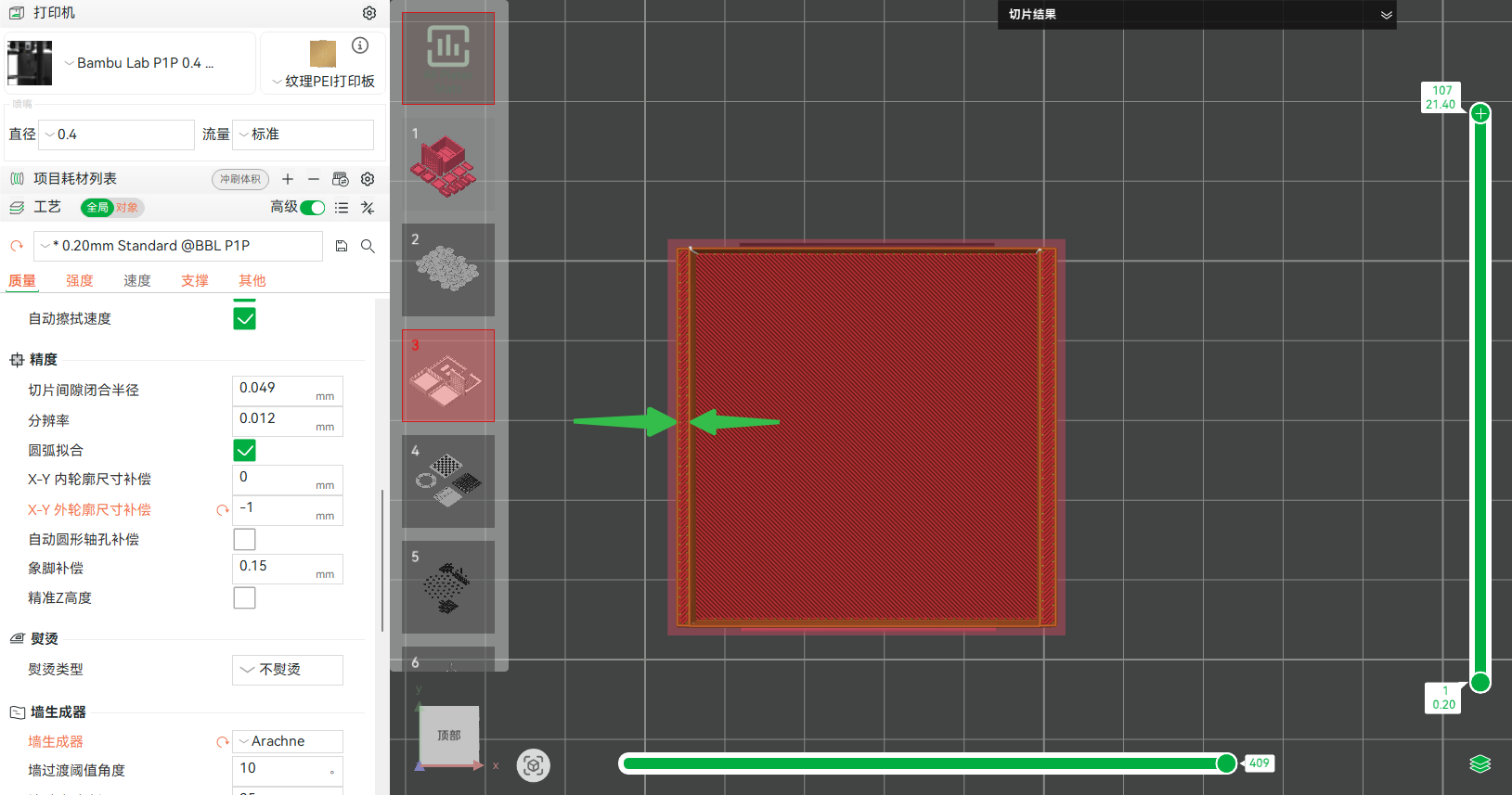
输入负值,墙面尺寸减少。
总的来说,当模型外部尺寸普遍小于设计尺寸时,X-Y外轮廓尺寸补偿是修正模型收缩的理想方法。通过在切片器中直接调整轮廓路径,可以保持设计尺寸,节省大量反复调整与后期处理时间。尤其适合需要精准配合或滑动、需要拼装的结构,例如外壳、支架或箱体类部件。
查看XY内外轮廓尺寸补偿wiki,了解更多关于内外轮廓的定义细节。
¶ 自动圆形轴孔补偿
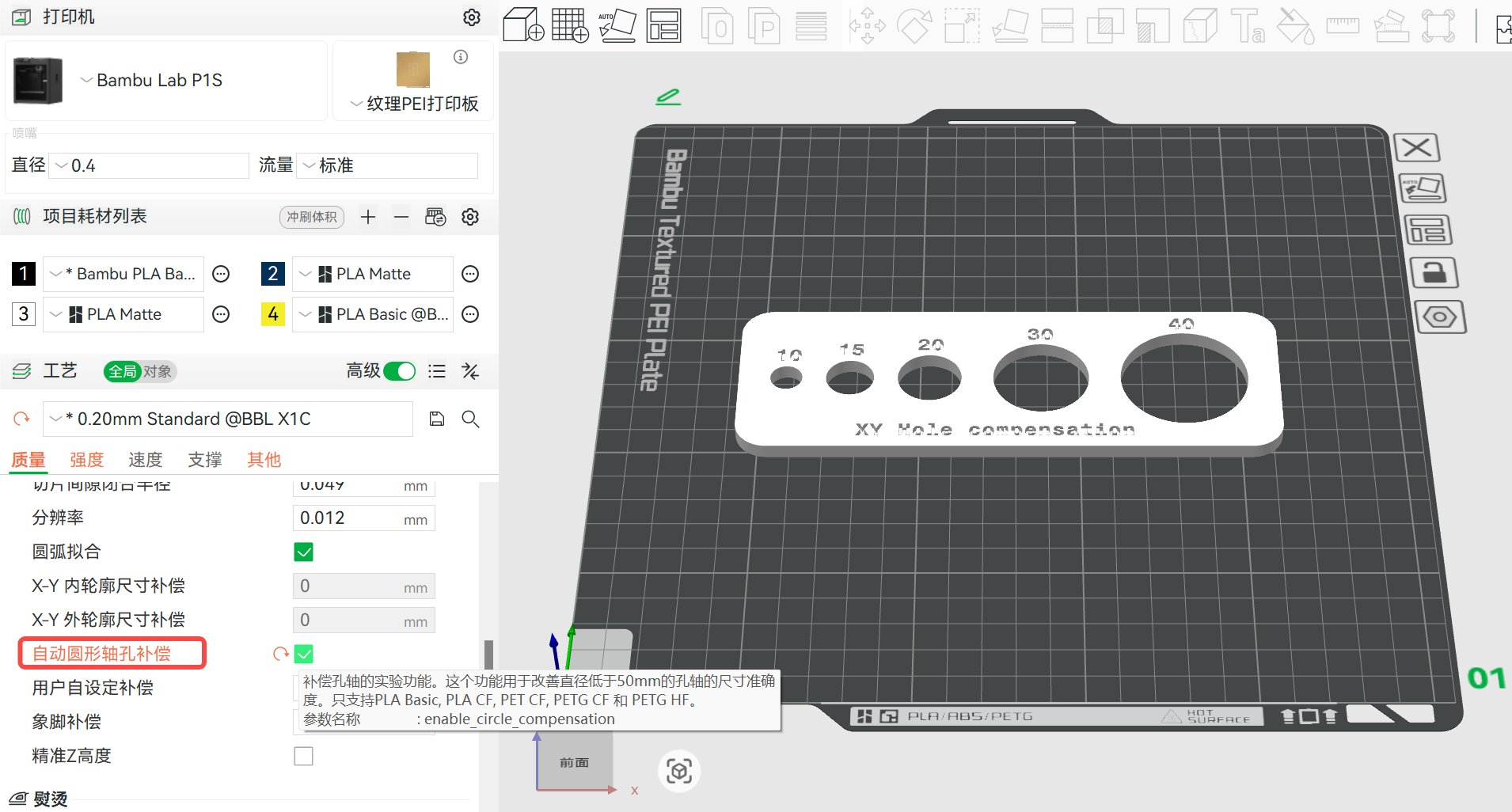
此功能旨在提高 3D 打印中圆孔的尺寸精度,尤其适用于组装用途。它通过标准化打印速度并根据所用材料应用特定的补偿值来工作,从而有助于抵消打印过程中自然发生的收缩。它特别适用于位于水平面上且直径不超过 50 毫米的圆孔或轴。要使用此功能,请在切片之前,在 Bambu Studio 中的“质量--精度”部分启用“自动圆形轴孔补偿”选项。
请确保选择正确的耗材配置文件,对模型进行切片,然后继续打印。此补偿方法可提高圆孔和轴的尺寸精度,使其与轴承或其他 3D 打印部件等标准组件紧密贴合。
“自动圆形轴孔补偿”主要针对 H2D 和某些受支持的耗材进行了优化。 对于其他 3D 打印机,该功能将使用常规补偿设置,这仍可能提高精度,但可能无法提供最佳效果。在这种情况下,无需启用此功能。
更多内容请参阅自动圆孔轮廓补偿的wiki。
除了调整补偿参数,另一种缓解模型收缩的方法是使用纤维增强型耗材,例如碳纤维或玻璃纤维增强材料。这些耗材通常是在 PLA、PETG 或尼龙等基础聚合物中加入纤维来限制基体材料的收缩,以提高打印与冷却过程中的尺寸稳定性。普通热塑性材料在从挤出温度冷却至室温时收缩较为明显,而纤维起到加固作用,抑制耗材基体的收缩程度。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI;点击此处提交服务工单。