有时候,当您设置好 3D 打印机、导入模型、开始打印后,却发现首层打印效果不理想——耗材粘不住,发生炒面甚至刮擦热床。大多数用户都曾遇到过类似的问题。好消息是,这些问题是可以解决的。您可以通过一次首层测试打印来帮助诊断并修复首层异常。在具体操作之前,我们先来看一看理想的首层应当具备哪些特征。
¶ 理想的首层是什么样的?
一个理想的首层应该平整光滑、均匀一致,并且牢固附着在热床上。打印线条应干净整齐、轻微重叠,但不能出现凸起或空隙。线条之间应无缝融合,形成一个平整的表面,没有拉丝或堆料。具体效果会因打印板材质而异,但关键是整个打印区域要保持一致性。
如果首层不同区域的表现差异很大,可能是热床未调平,或者喷嘴距离平台过高或过低导致。您可在打印时仔细观察耗材铺设的状态:
- 如果几乎不粘,或者线条很薄、呈波浪状,可能是由于喷嘴太高。
- 如果被压得过扁,产生凸起边缘,甚至出现喷嘴拖拽,可能是由于喷嘴太低。
- 理想的首层应当牢固贴合,边角不翘起,边缘不脱落。
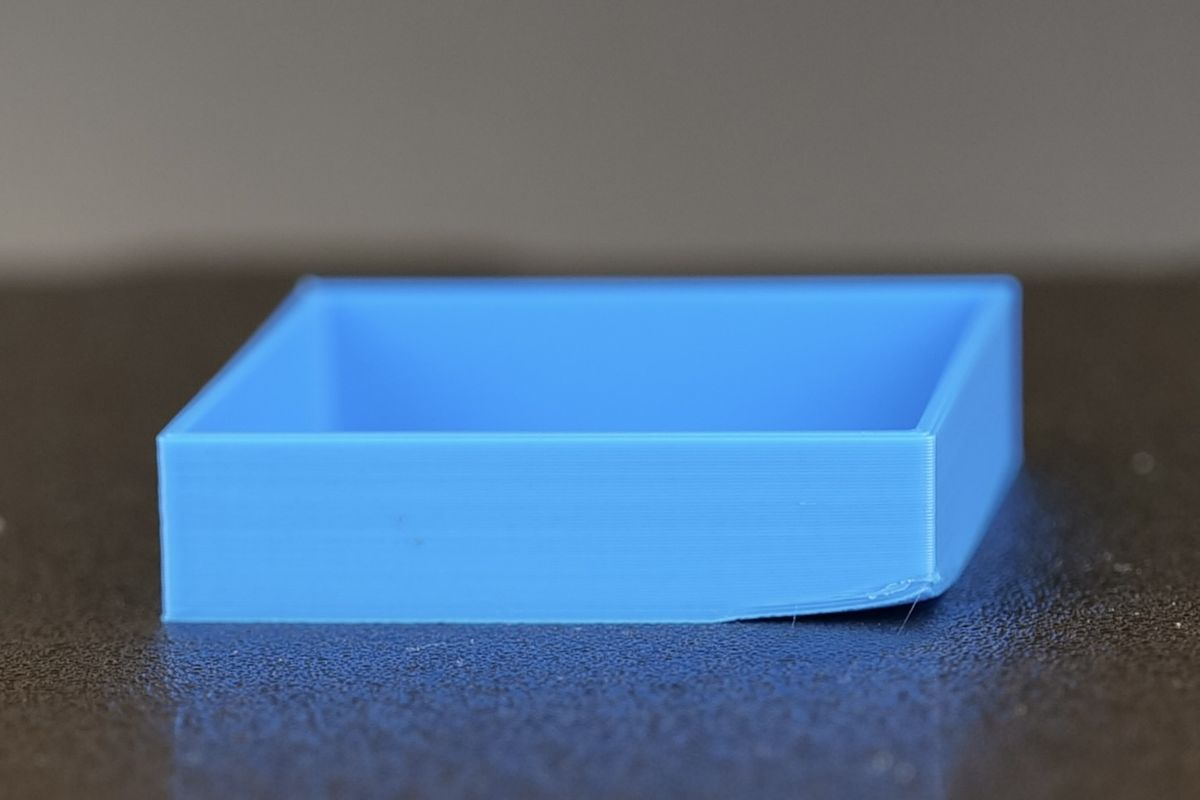
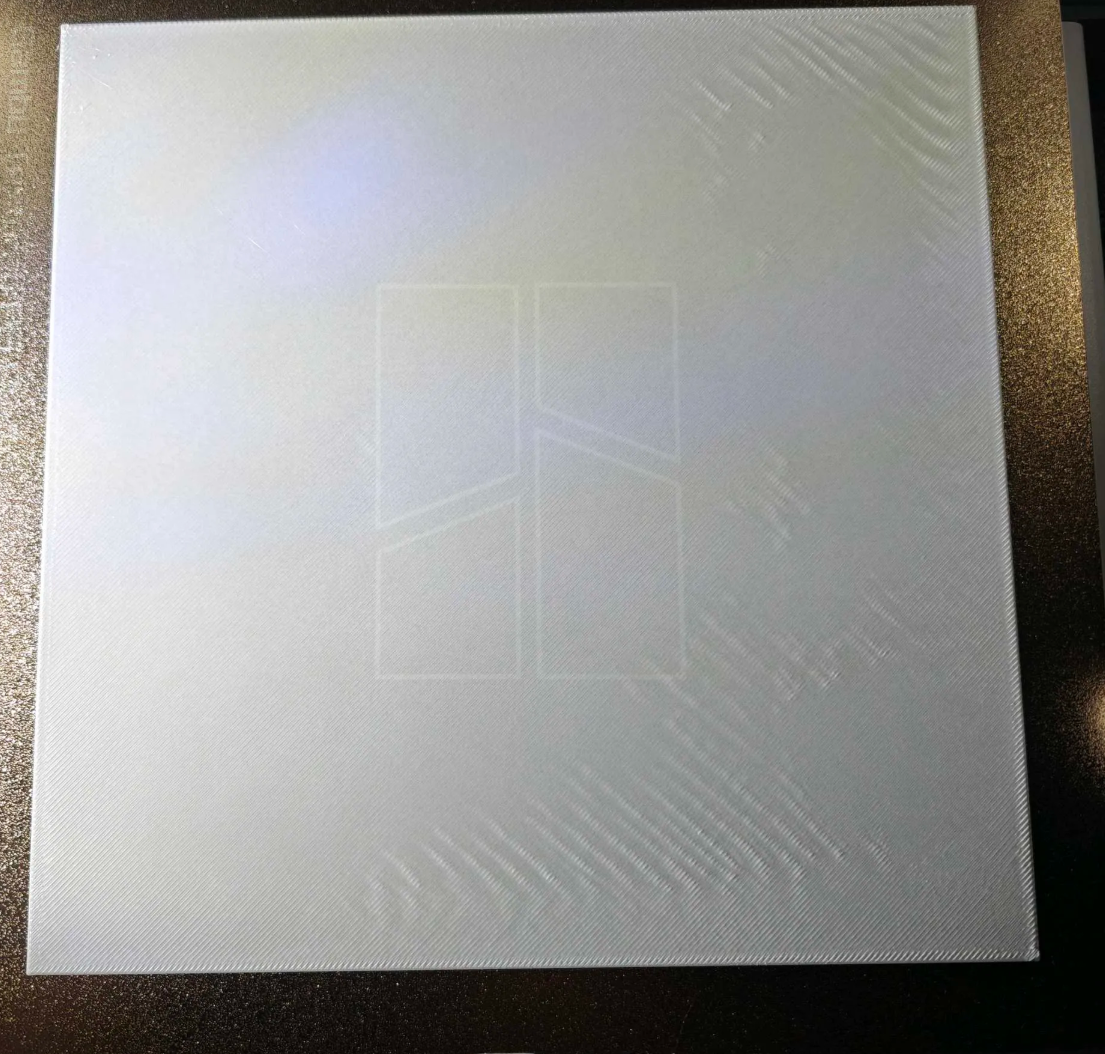
下面是一个打印正常的例子:

下面是一个打印翘边的例子:
在没有进行首层测试打印的情况下直接调整参数,其实就等于是在凭感觉操作,这不仅可能导致打印结果不稳定,还会浪费耗材。缺少直观的参考,很难判断您的调整究竟是改善了首层,还是让问题更加严重。为了帮助您更好地诊断问题,建议先进行一次首层测试打印。不过,在您开始首层测试打印之前,还有一些关键事项需要注意。
¶ 首层测试打印前要做的准备
在查找首层打印失败原因之前,先检查以下几个关键点,这些操作能帮助您获得更好的打印质量,并且能解决绝大部分首层问题。
¶ 1. 清洗打印板
彻底清洗打印板,确保耗材能正常附着。表面上残留的灰尘、油污或其他杂质都会影响耗材的黏附效果。建议您用温水和洗洁精清洗,清洗后避免用手直接接触表面。
¶ 2. 检查喷嘴和螺丝
确保喷嘴干净且无堵塞,即便是轻微堵塞,也可能影响耗材流动,进而导致打印问题。您可先通过目视检查,确认喷嘴内外没有堵塞或堆积的耗材残渣。
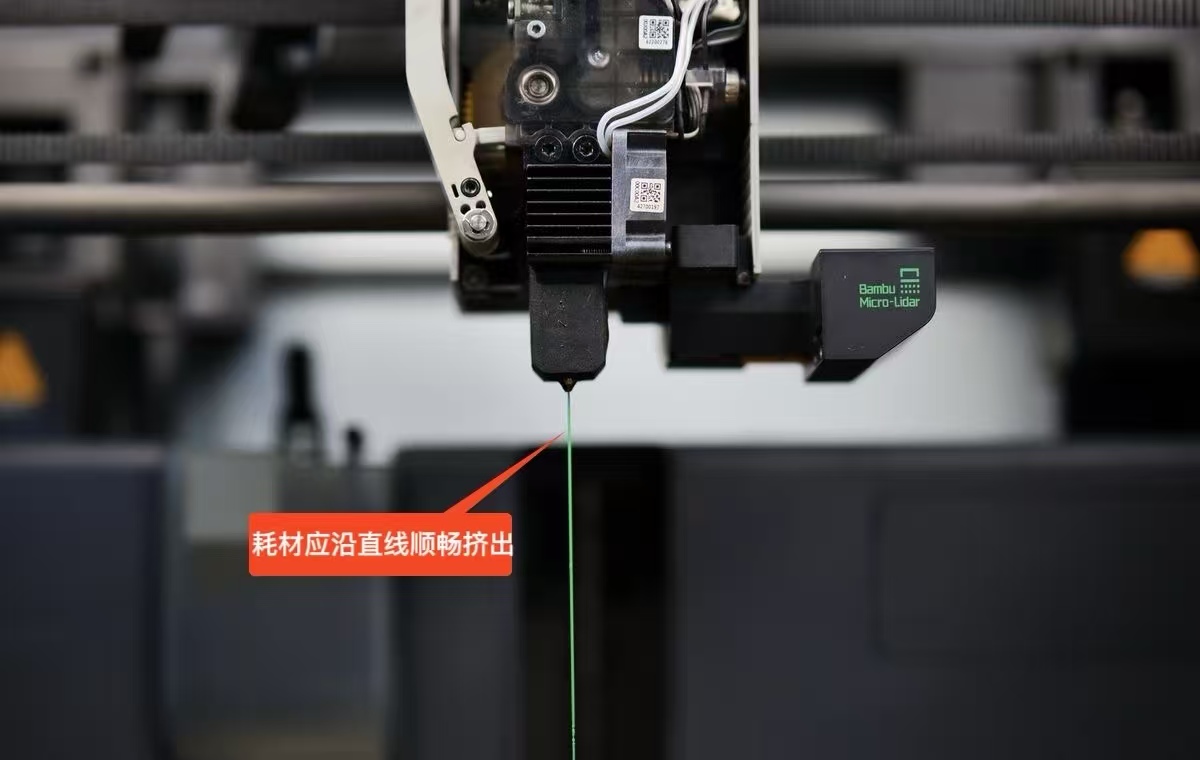
您也可以进行一次手动挤出测试:加热喷嘴,然后在屏幕上点击“挤出”按钮,持续进料,直到看到耗材顺利从喷嘴口挤出为止。除了检查喷嘴,还要确保喷嘴本身不会松动:
- 如果您的机型属于 X1/P1 系列:请确认固定喷嘴的螺丝已经拧紧。
- 如果您的机型属于 A1 或 H2D 系列:请检查喷嘴固定卡扣是否扣牢。
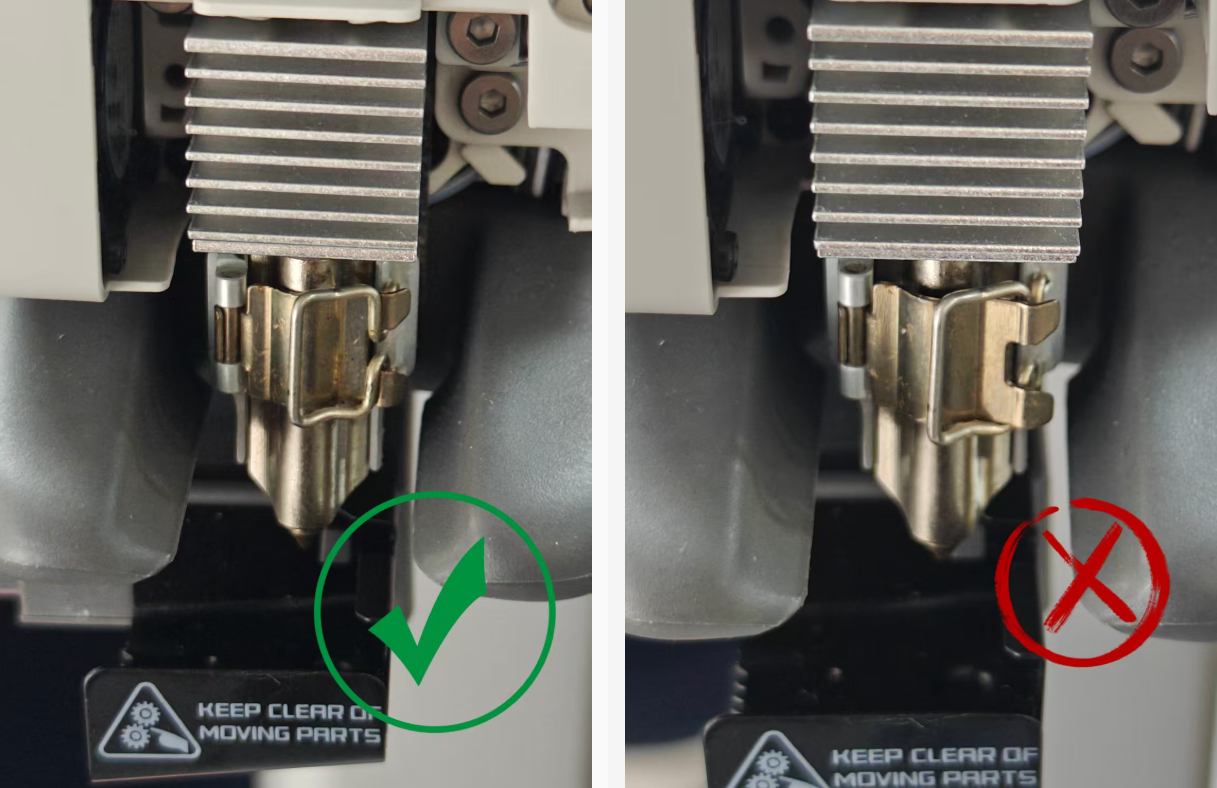
另外,请您确保正确安装加热组件。下面展示了正确与错误固定 A1 机型加热组件的方式示例。
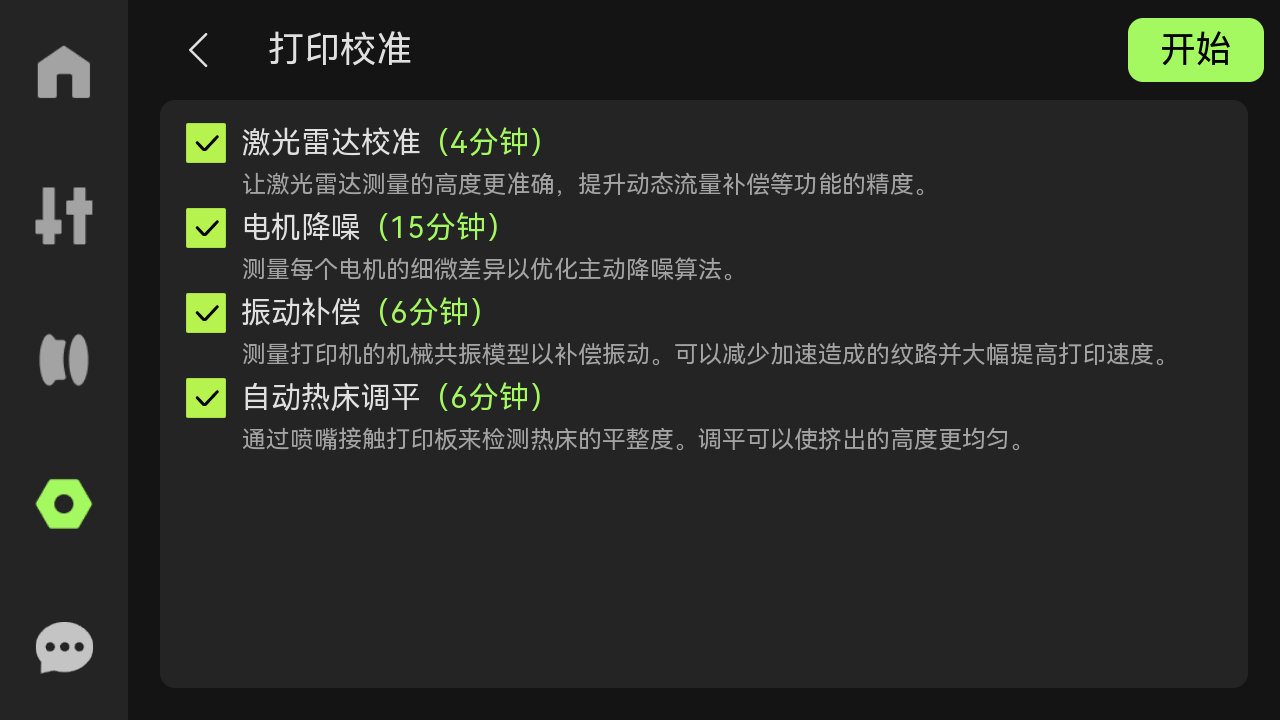
¶ 3. 校准 3D 打印机
校准 3D 打印机是解决大多数问题的关键步骤。在 Bambu 系列打印机中,您可以通过自动校准功能快速完成这一过程。该功能会自动调整打印机的关键参数,例如热床调平、振动补偿、电机降噪以及喷嘴高度。如果您使用的是 X1 系列,请进入“设置”面板,选择“打印校准”,再点击“开始”以执行校准流程。
¶ 4. 使用干燥的耗材
确保您使用的是干燥的耗材。耗材受潮会导致挤出不均匀以及其他打印问题。这是因为耗材吸收的水分在热端内会转化为蒸汽,从而干扰耗材的流动。请始终将耗材存放在干燥的环境中。
如果你有 AMS 2 Pro,它可以帮助保持耗材干燥。在“耗材设置”选项卡中,你可以点击所选耗材并选择 “AMS 烘干” 功能。

¶ 5. 降低首层打印速度
降低首层的打印速度同样非常重要。例如,您可以将外壁速度设置为 30 mm/s,填充速度设置为 60 mm/s。这样可以让耗材更有效地粘附在热床表面。较慢的打印速度还能让材料有更多时间充分结合,从而减少首层问题的发生。
¶ 首层测试打印
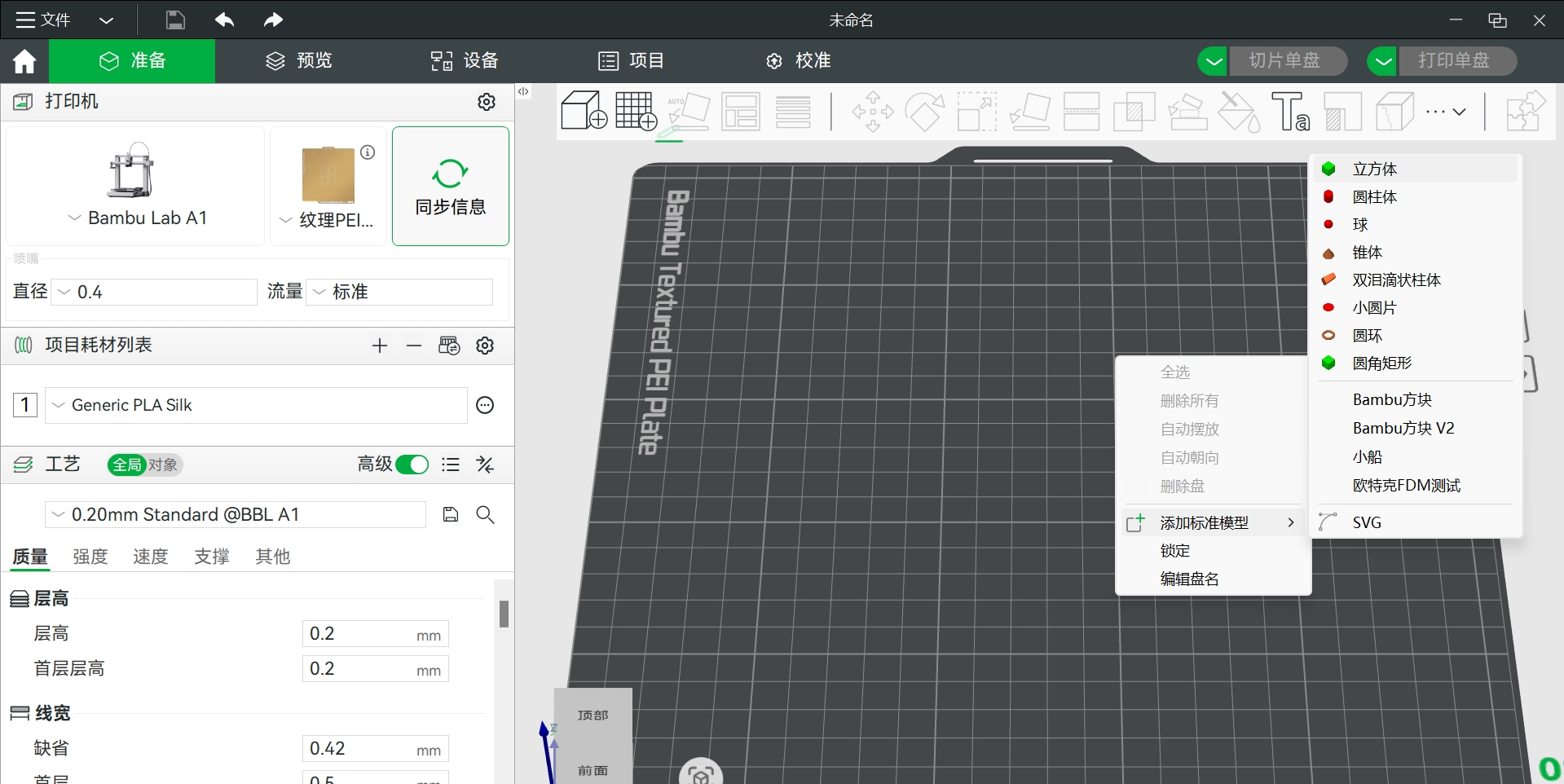
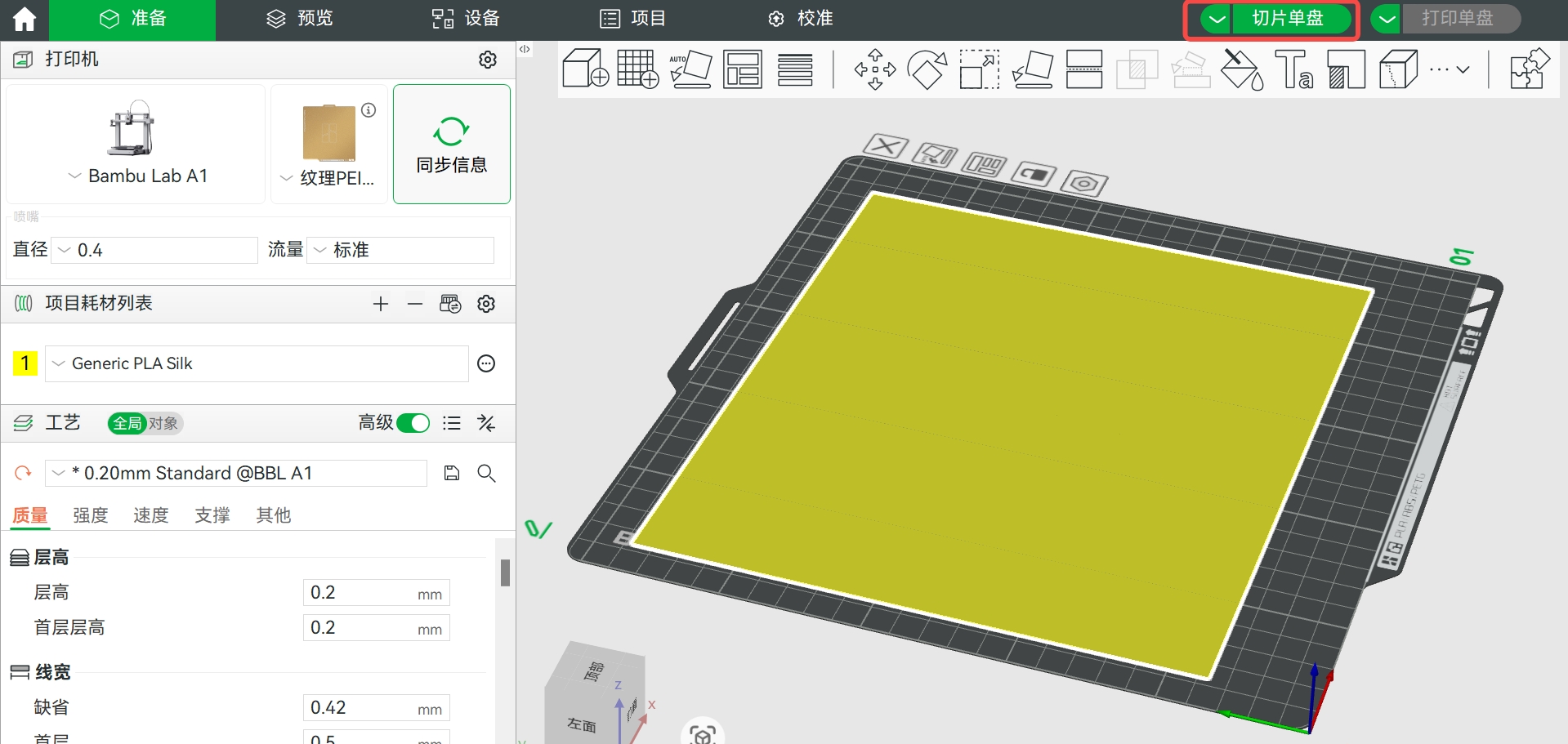
要测试首层打印效果,您可以首先在 Bambu Studio 里创建一个厚度为 0.2 mm 的简单立方体,并将其调整至覆盖打印平台的尺寸。您可以在平台界面上点击右键,选择 “添加标准模型”,然后点击 “立方体”。
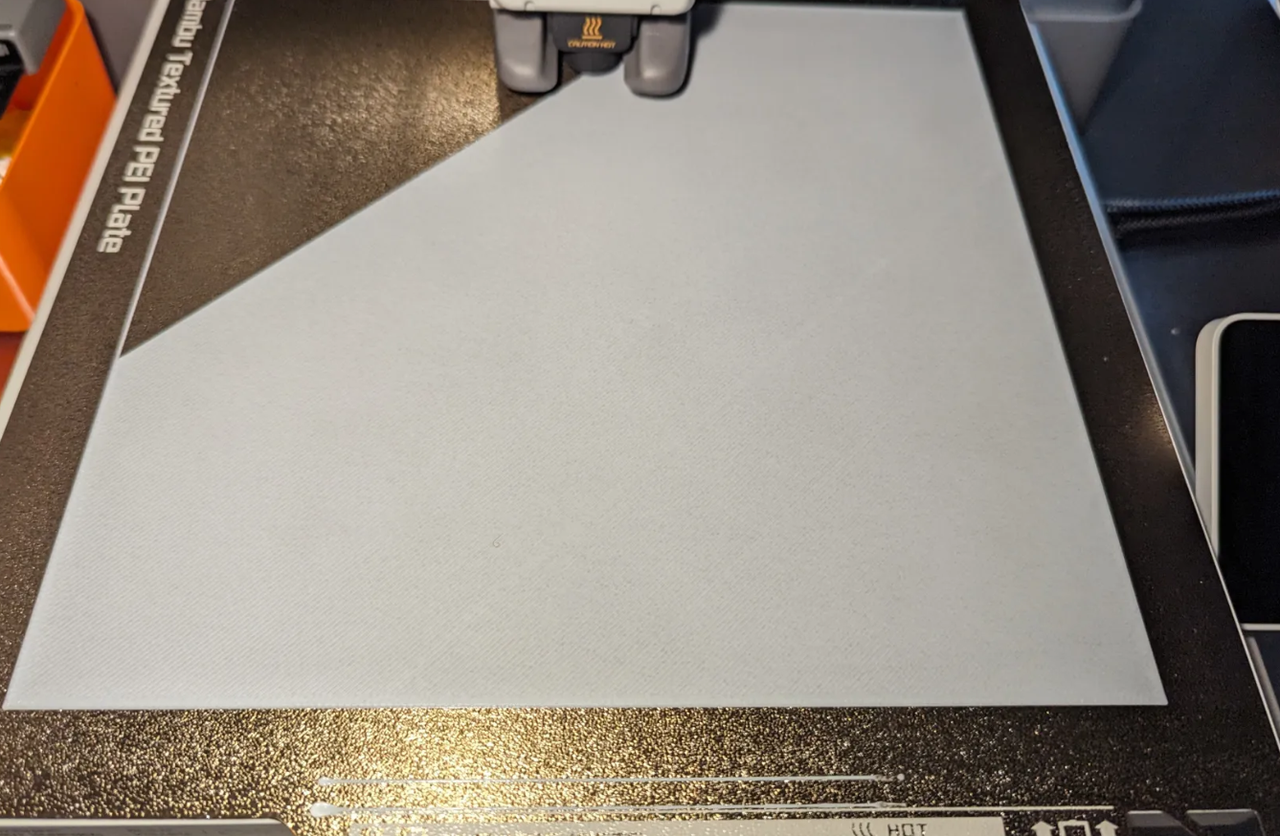
使用 “缩放” 调整立方体的尺寸,如下图所示。
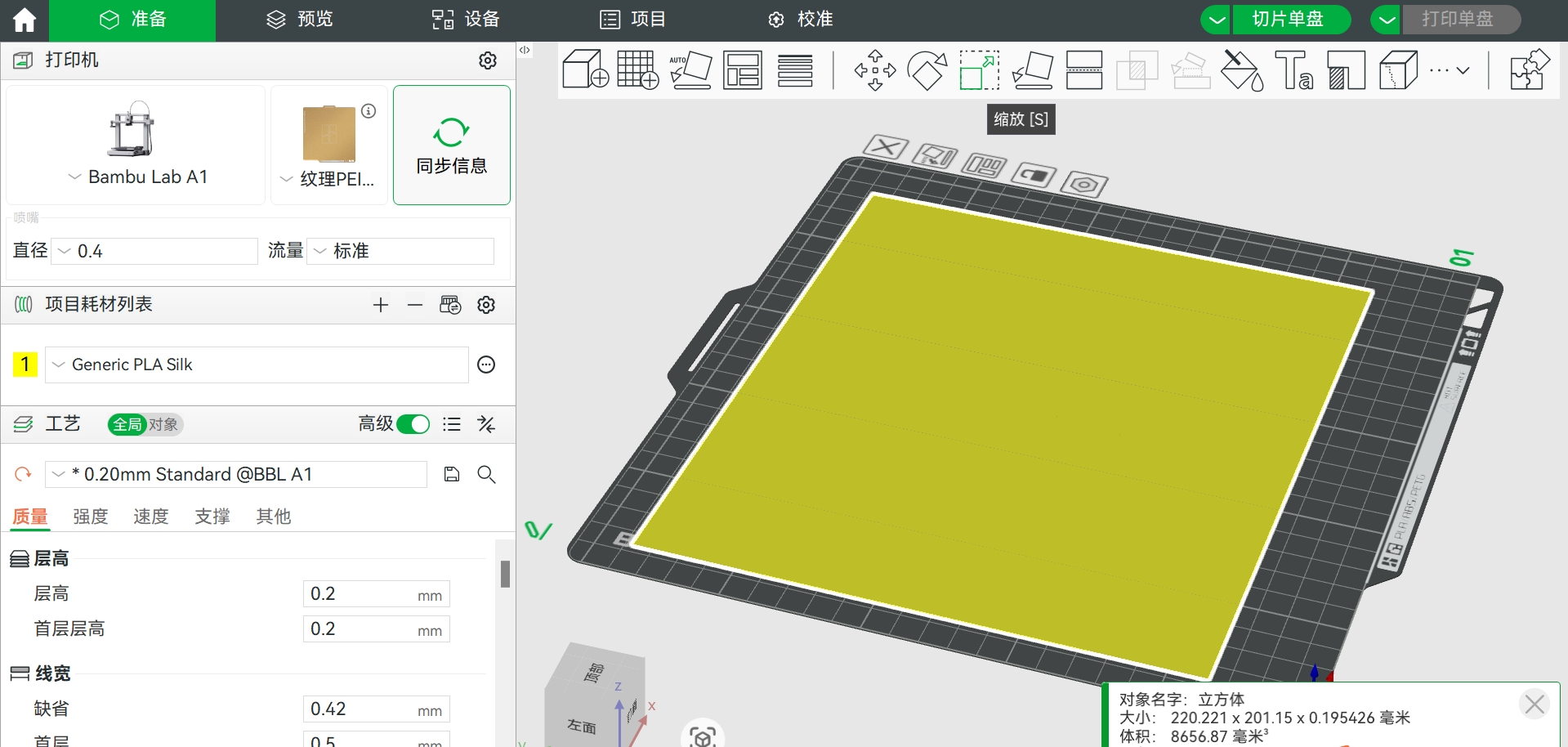
点击 “切片单盘” 对模型进行切片。
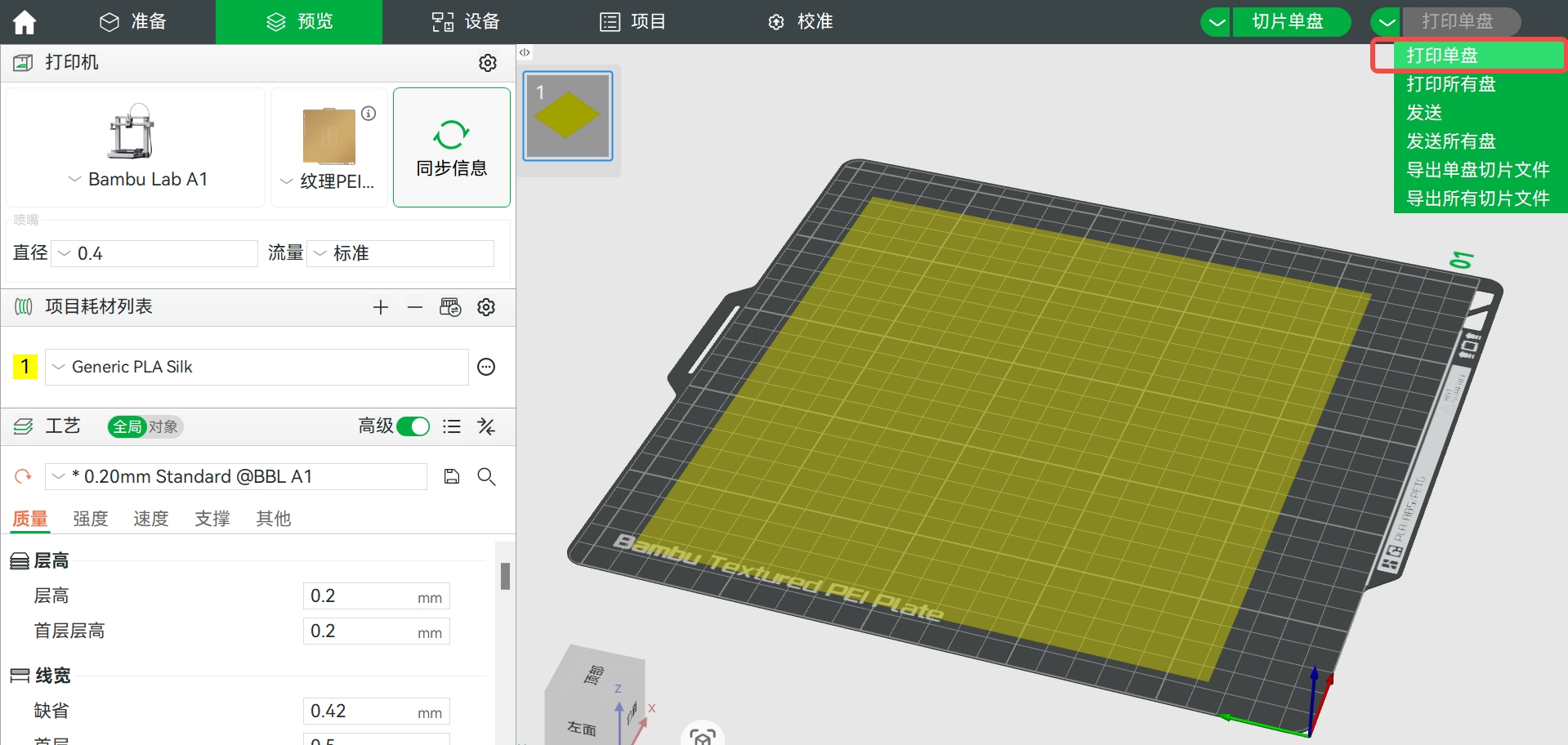
点击 “打印单盘” 开始 3D 打印。
在进行这次首层测试打印时,打印机仅会打印首层一次。如果打印机与打印平台状态正常,理想情况下,模型应在整个平台表面干净且均匀地打印。每条挤出线都应平滑、均匀,并牢固附着在打印平台上,线条之间不应出现空隙,同时不要出现耗材重叠与挤扁的情况。最终的首层表面应保持一致性,但具体效果仍可能因所用耗材类型和热床表面材质而有所不同。
在整个过程中,耗材应持续牢固附着在平台上,四角和边缘应保持平整,无翘边或变形现象。如果打印结果未达到上述状态,就说明存在异常,需要进一步排查问题。
下面我们将详细介绍打印该测试模型时可能遇到的常见问题以及对应的解决方案。
¶ 打印表面出现裂纹
首层测试打印中出现裂纹通常是由于喷嘴堵塞或流量设置不正确造成的。请确保已正确清洁打印板,并检查流量参数是否合适。如果问题仍然存在,请参阅流量比例校准来进一步调整。
¶ 表层纹理不均
如上图所示,测试件表面纹理不均,部分区域挤出不一致。如果遇到这种情况,应首先执行自动调平。这类问题大多是由于热床未正确调平。
另一种可能的原因是流量设置不正确,表现为过量挤出时耗材被压得过扁、表面粗糙,而挤出不足时则会出现空隙或线条填充不完整。这类表面纹理不均的情况通常意味着流量没有根据当前耗材或喷头配置进行正确校准。要解决此问题,可参考流量比例校准。
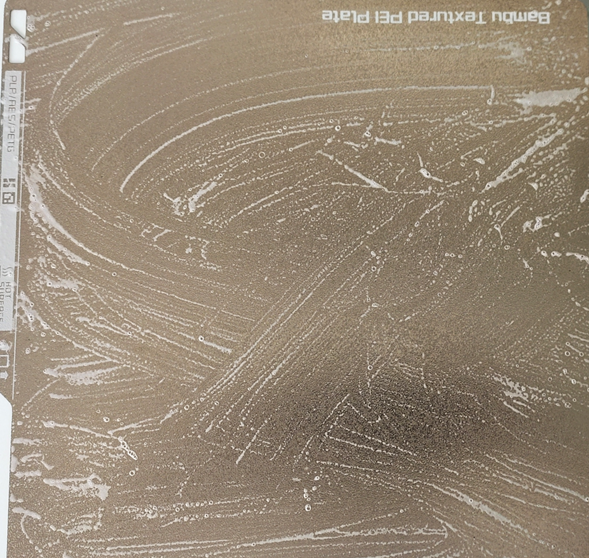
¶ 模型翘边、喷嘴拖拽或局部缺料
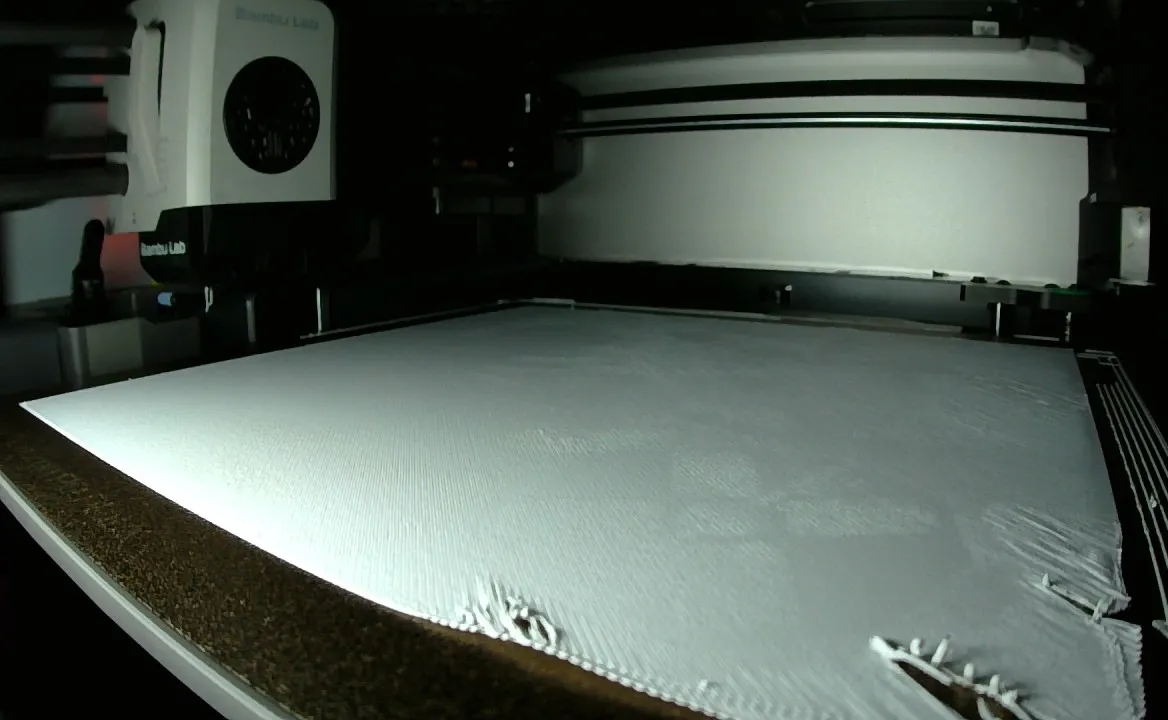
观察上图,您会发现打印件的部分区域打印顺畅,而另一些区域(尤其是边缘位置)则出现了翘边、喷嘴拖拽或局部缺料的现象。这通常是由于打印板表面存在污渍或油污造成的。手指留下的油脂、灰尘或残留物会影响耗材的正常粘附,导致干净的区域能打印出平滑的线条,而被污染的区域则出现粘附不良。
如果遇到这种问题,请用热水和清洁剂彻底清洗打印板,并在清洗后避免用手直接触摸表面。您可参考纹理 PEI 板清理指南了解正确的清洁方法。
如果清洁后问题依旧存在,应考虑重新调平热床:请您优先使用打印机自带的自动调平功能,如果仍未改善,可以尝试手动调平(建议作为最后手段)。手动调平的详细方法请参考热床手动调平。
¶ 耗材挤出过量
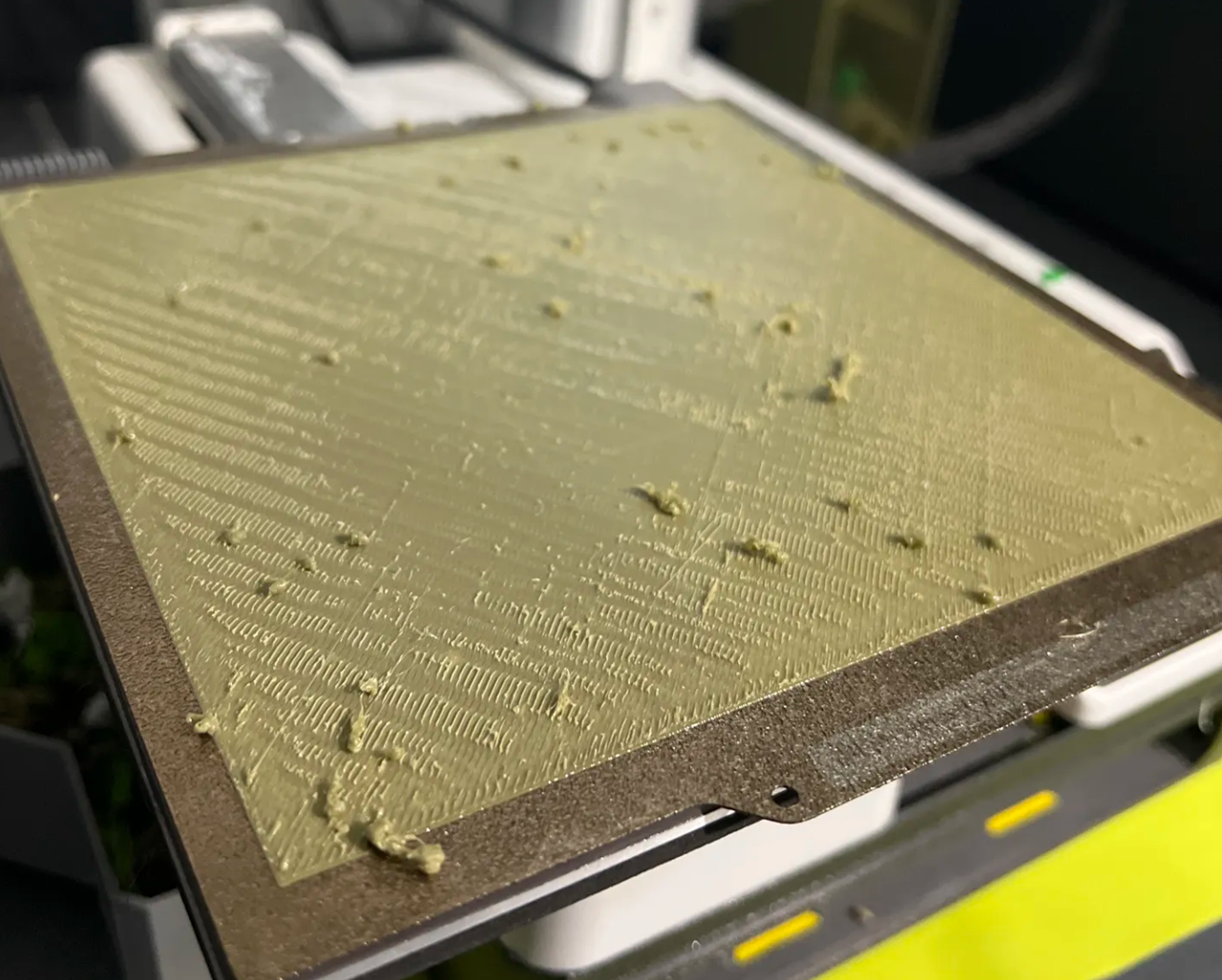
上图的测试模型出现粗大不均的挤出线条,以及零散的耗材团块。这表明打印过程中挤出了过多耗材。
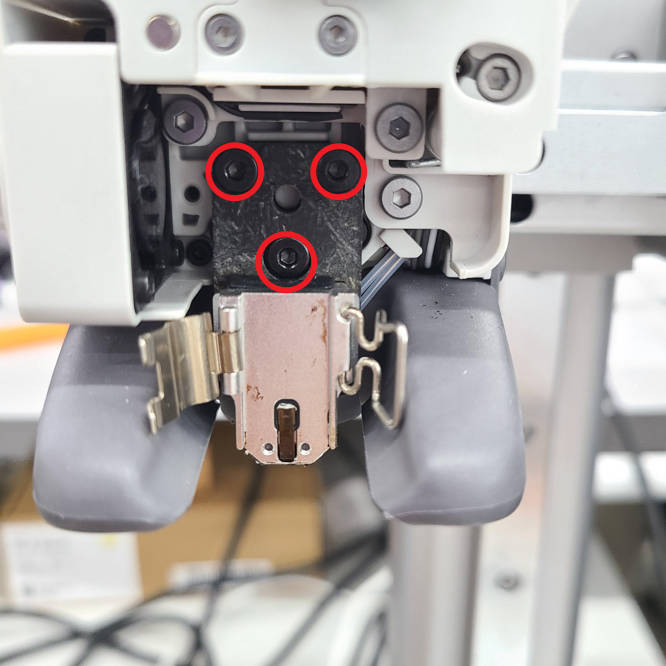
在 Bambu Lab A1 机型上,这个问题可能由热端加热组件上的四颗螺丝松动导致。检查时需先松开前方的三颗螺丝。
然后将加热组件翻转,即可看到背面的四颗小螺丝。使用 H1.5 六角扳手按照下图所示的方法重新拧紧它们。
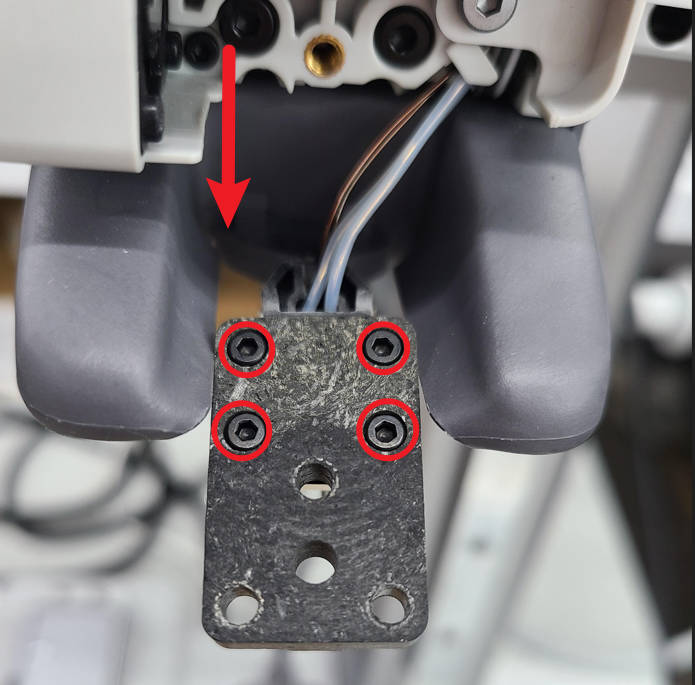
如果这些螺丝松动,会影响热床探测的精度,从而导致 Z 轴高度测量不准,首层打印质量下降。详细步骤请参考此wiki - A1系列打印首层打印质量问题及对应方案——首层偏低。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助,点击此处联系在线技术支持*(服务时间 9:00-21:00)