高打印速度意味着更多的振动、更大的接触力以及更短的冷却时间。在保证质量的前提下实现高速打印极具挑战性。挑战不仅在于打印机本身,还包括切片软件的能力。Bambu Studio 通过以下改进实现了这一目标。
这些改进如下所示:
- “圆弧运动” 让打印头的运动更平滑,减少机器振动。
- 智能冷却,基于每种耗材的精细调节冷却参数。
- 悬垂自动减速,防止高速打印时变形。
¶ 圆弧运动 – 平滑路径,减少振动
3D 模型大多以三角网格成型,这意味着最终切片与打印路径由大量密集的直线段组成。当打印速度较慢时,这些密集的路径不会对打印质量产生明显影响。但当打印速度很高时,路径转折点会产生大量的瞬时冲击信号,从而引发噪音和振动。
为了解决这一问题,Bambu Studio 会在可接受的公差范围内生成圆弧路径。圆弧拟合方法基于 ArcWelderLib,在此对该项目的开源贡献表示衷心感谢。
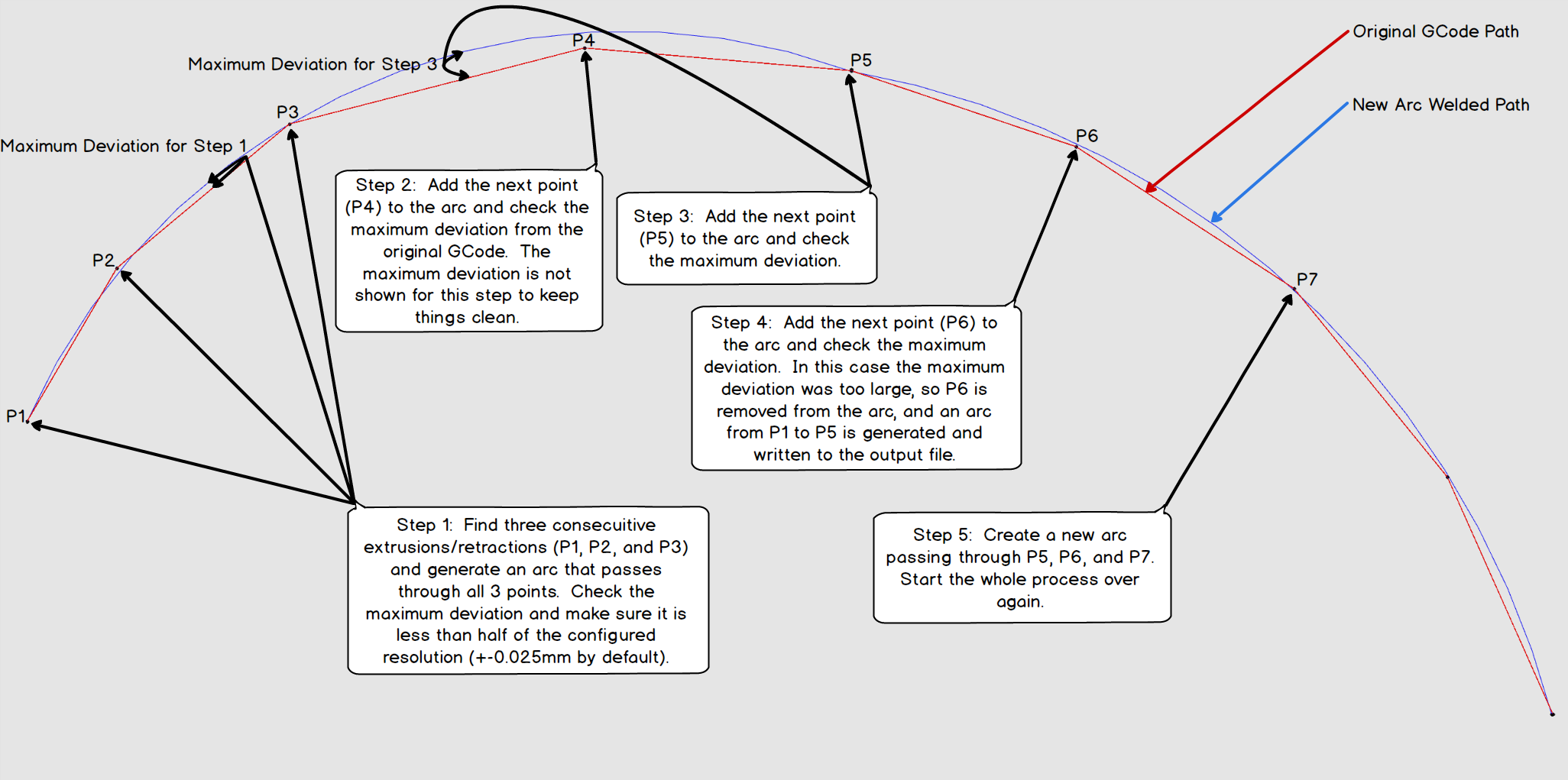
图片来源:
https://plugins.octoprint.org/assets/img/plugins/arc_welder/arc_creation_example.png
{kind=link}
这样可以减少路径的转折点数量,使路径更加平滑,从而在快速打印中减少振动。
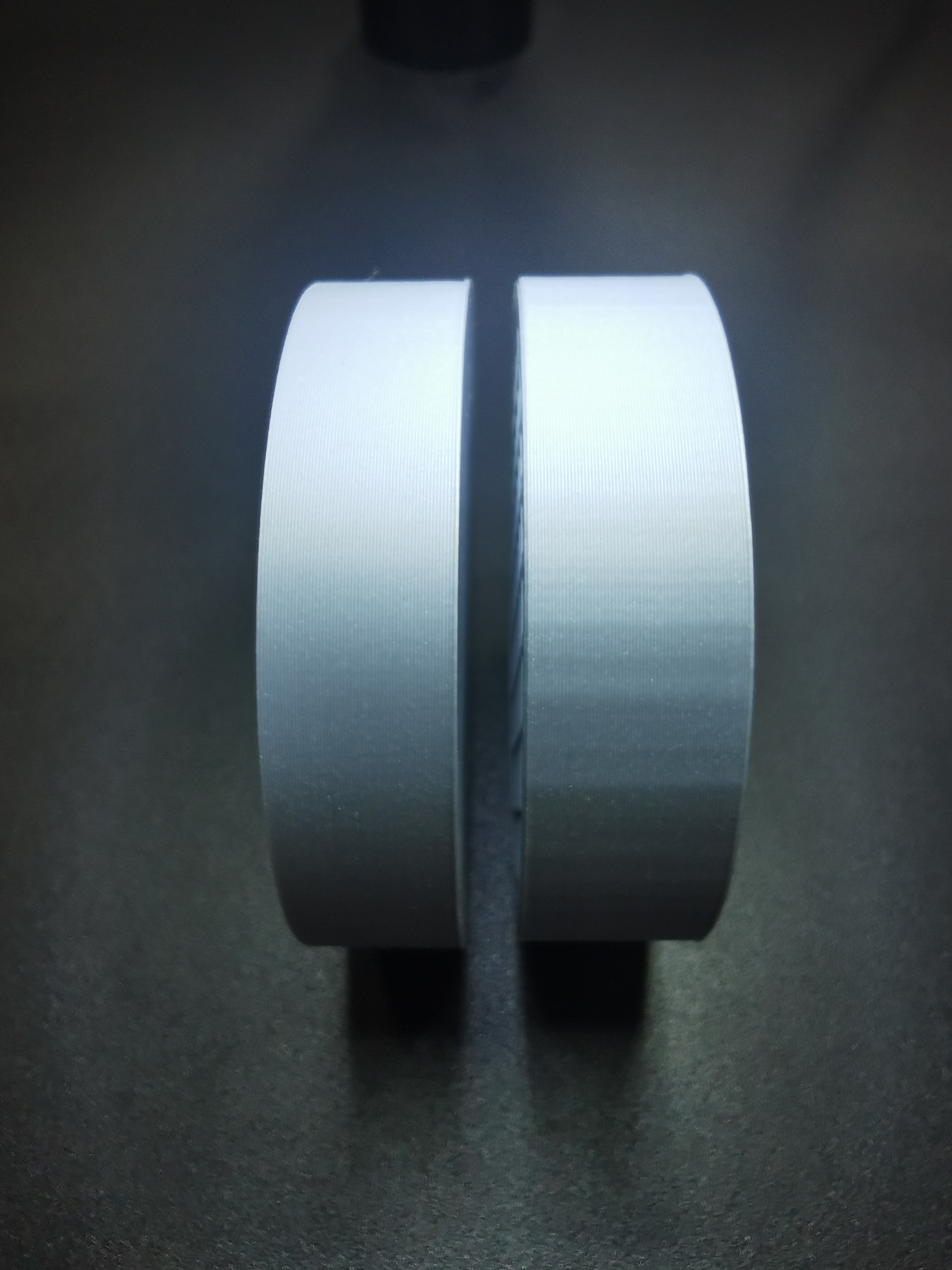
我们打印了同一个模型两次并录制了视频,以比较噪音、振动和打印质量。
https://public-cdn.bblmw.com/wiki/bambu-studio/arc-move.mp4
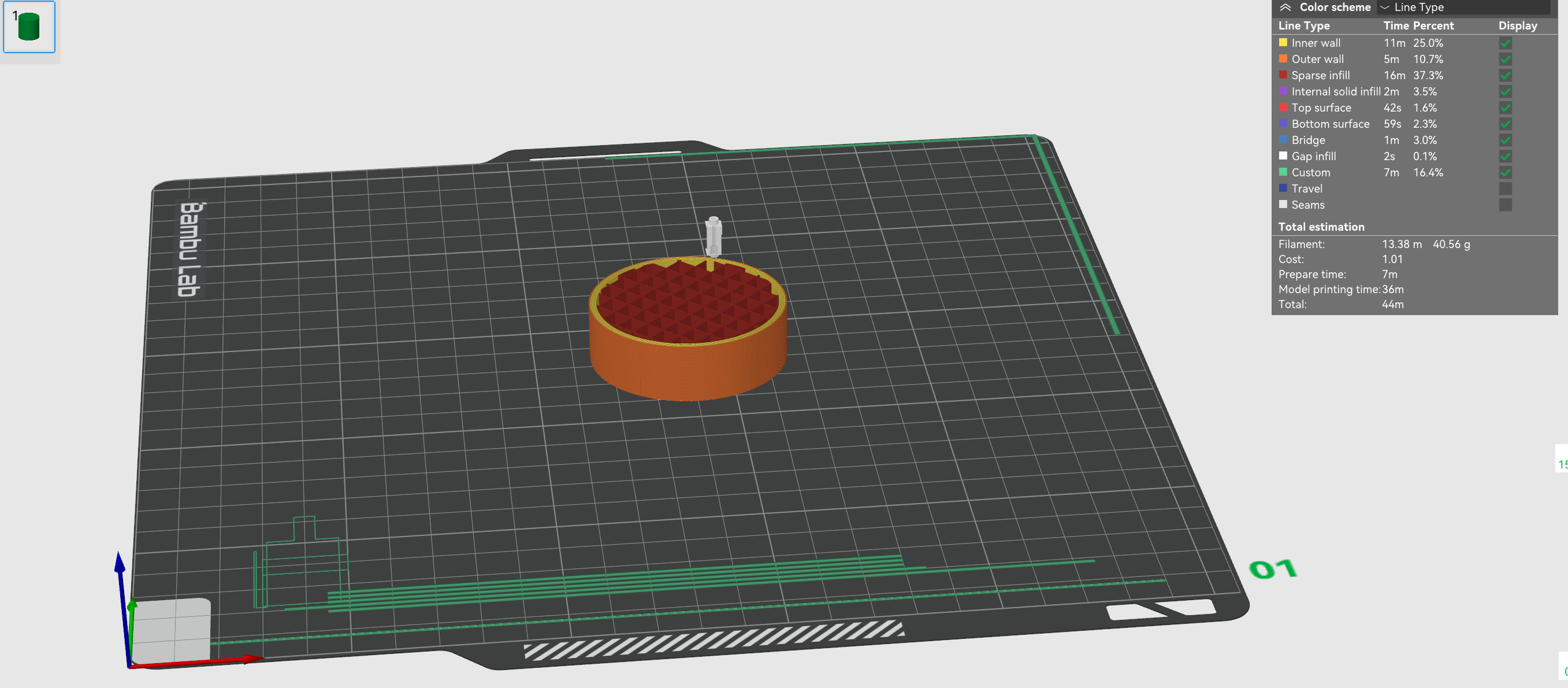
打印质量对比如下图所示:左侧启用了圆弧运动,右侧未启用。
圆弧拟合的弦公差与 Bambu Studio 中的分辨率设置一致。
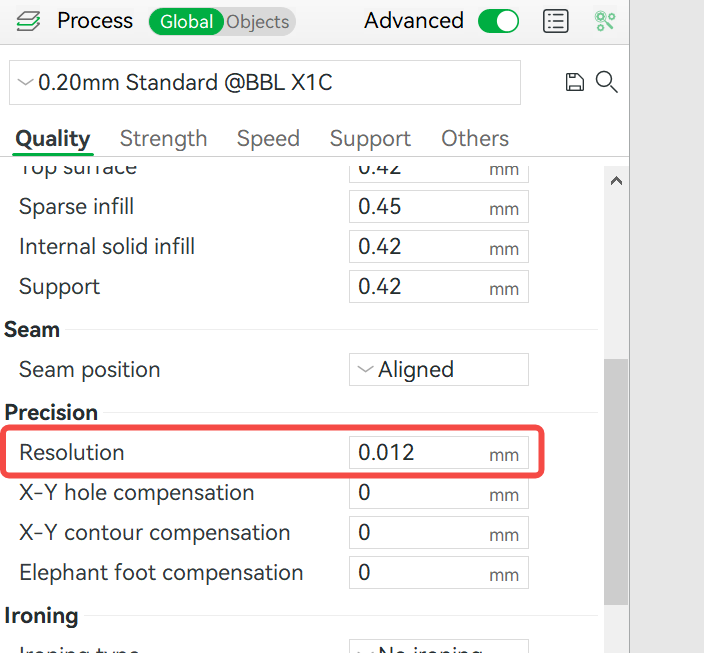
因此,如果模型网格精度较低,或者切片软件中分辨率设置得太小,圆弧拟合可能会失败。我们建议您直接将 STEP 文件导入 Bambu Studio 并使用默认分辨率切片,这样可以保留模型更多的细节并生成更多的圆弧路径。
¶ 基于精细调节冷却参数的智能冷却
冷却对于 FDM 打印机来说至关重要。Bambu Studio 提供了一套完整的冷却设置,能够控制风扇转速和打印速度,并且所有设置都经过精细的参数调节。这样,用户在使用拓竹官方耗材进行快速打印时,无需调整任何冷却设置,就能获得非常好的打印质量。
冷却设置的详细说明可查看此页面:
👉 自动耗材冷却设置。
¶ 自动悬垂降速
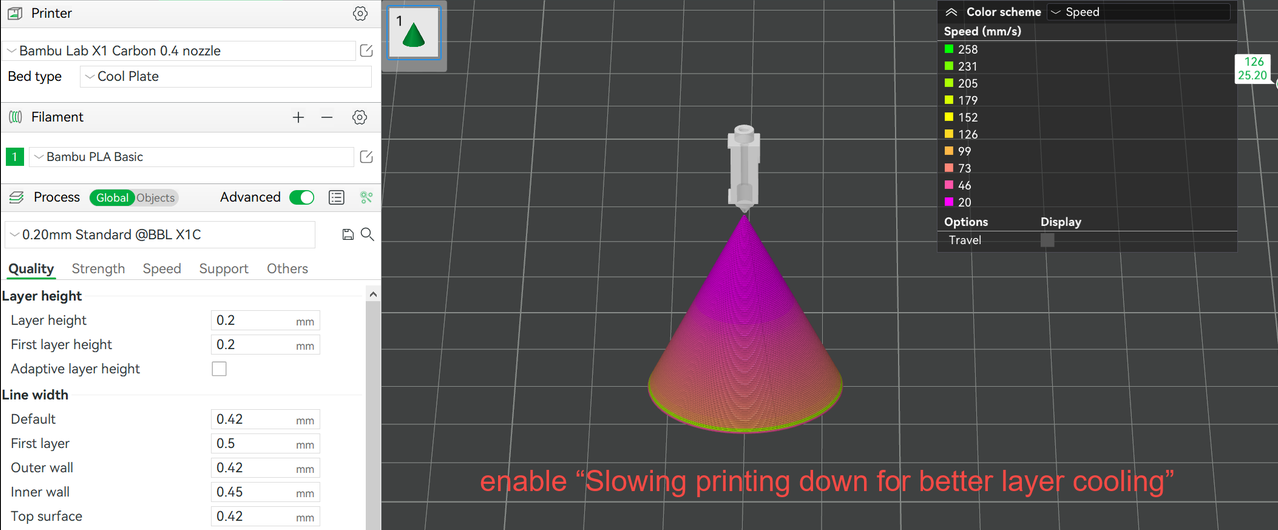
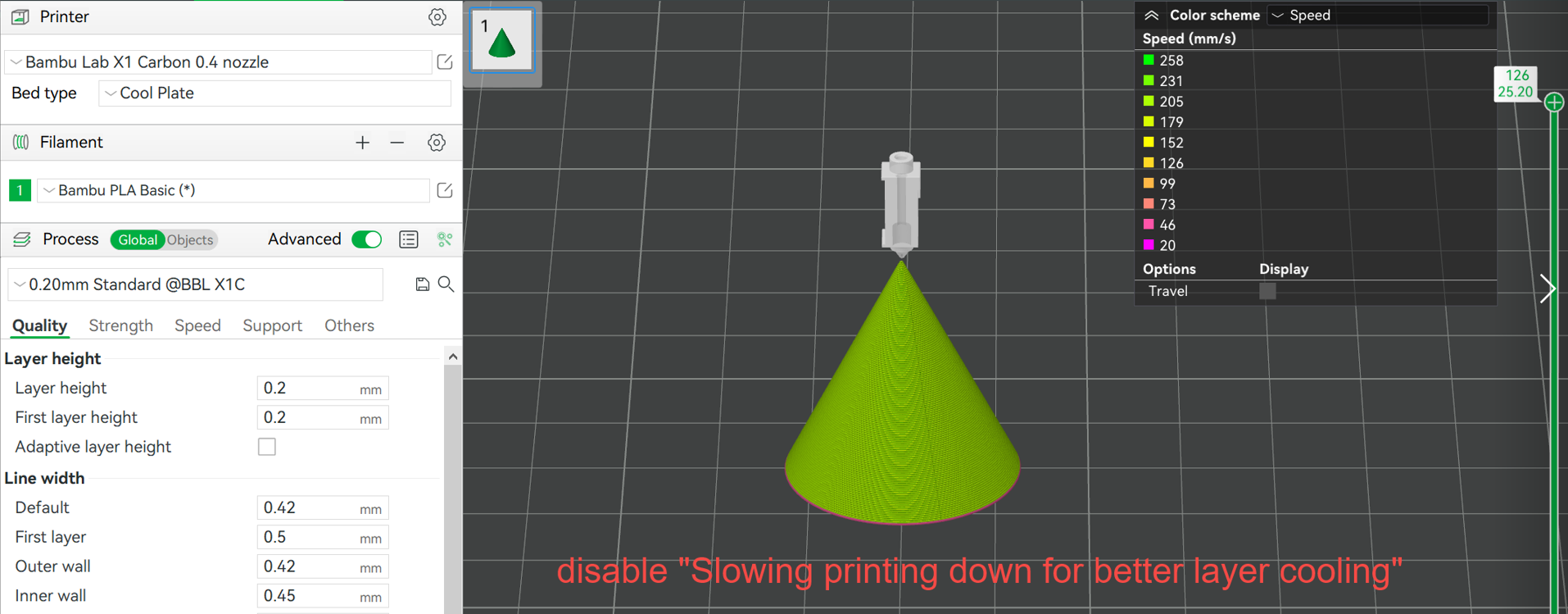
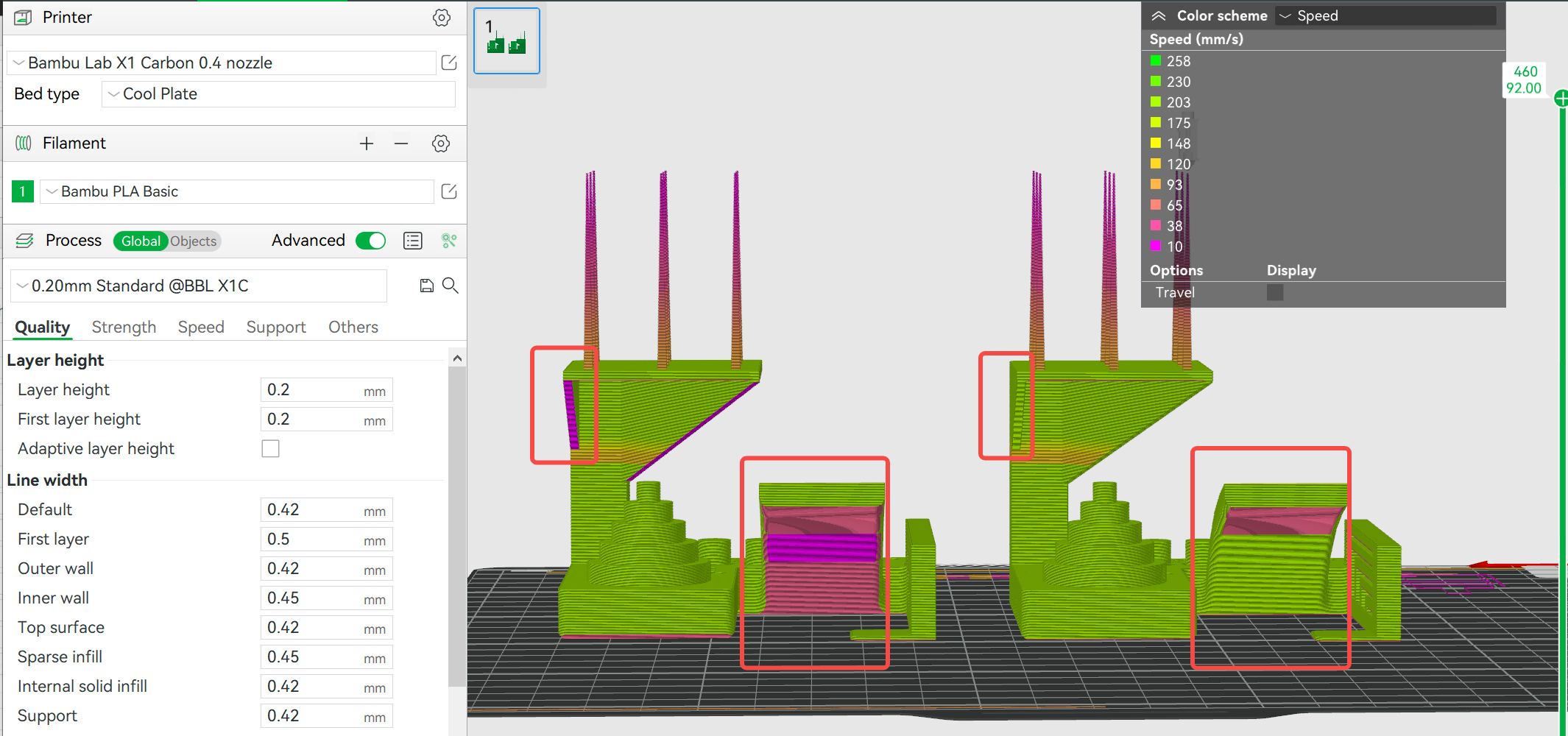
外墙的打印速度对模型表面质量影响很大,尤其是悬垂位置。一般来说,打印速度较慢时,悬垂部分不会出现问题。但在高速打印场景下,墙体速度过快会让悬垂质量非常差,即使层面积大、冷却时间充足。Bambu Studio 能够计算每个墙体段的悬垂角度,并在悬垂部分使用更慢的速度。这可以显著改善悬垂表面质量,同时保持大部分非悬垂区域的高速打印。
切片与打印的对比如下所示:
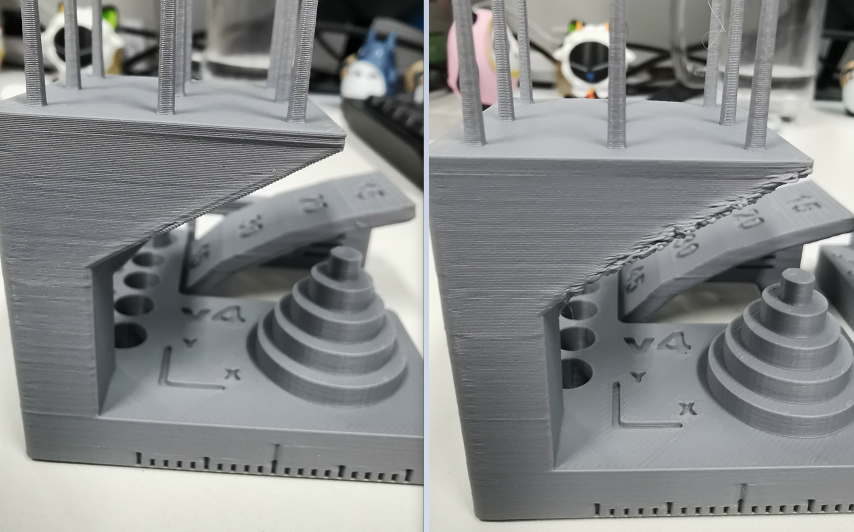
更多详细信息可查看此页面:
👉 悬垂降速。