¶ 功能介绍
在3D打印的增材制造过程中,常常会碰到打印的零件的实际尺寸与理想尺寸有些出入,从而导致轴孔装配困难,无论是打印件之间的装配还是与实物的装配。影响这个尺寸变化的因素除了本身机器的运动精度以外,更主要的是材料本身的热收缩以及牵扯形变,这个本身的机理涉及到的材料热成型问题比较复杂,而该功能则致力于解决最为常见且情形简单的圆孔圆轴问题,针对3D打印不同材料的圆孔和圆轴尺寸,用切片算法进行相应的补偿,从而实现打印出偏差更小的圆,并实现更小公差的精密装配。
¶ 补偿原理
Studio的切片算法能够识别符合特定条件的圆孔/圆轴特 (仅针对水平面上的完整圆, 半圆或者垂直方向上的圆不会参与补偿),并依据详细的测试数据,提供合理的尺寸补偿。在这个补偿过程中,切片算法会限制识别到的圆特征的打印速度,使其统一化(打印速度200mm/s)。同时保证打印过程中散热系统最大效率功能,提供稳定高效的耗材冷却速率。在控制统一打印环境的前提下,studio将根据补偿模型公式来修改圆特征的尺寸。补偿模型公式中的具体参数将因材料而异,我们已经将其内置到切片软件中,您无需额外调整。
¶ 使用方法
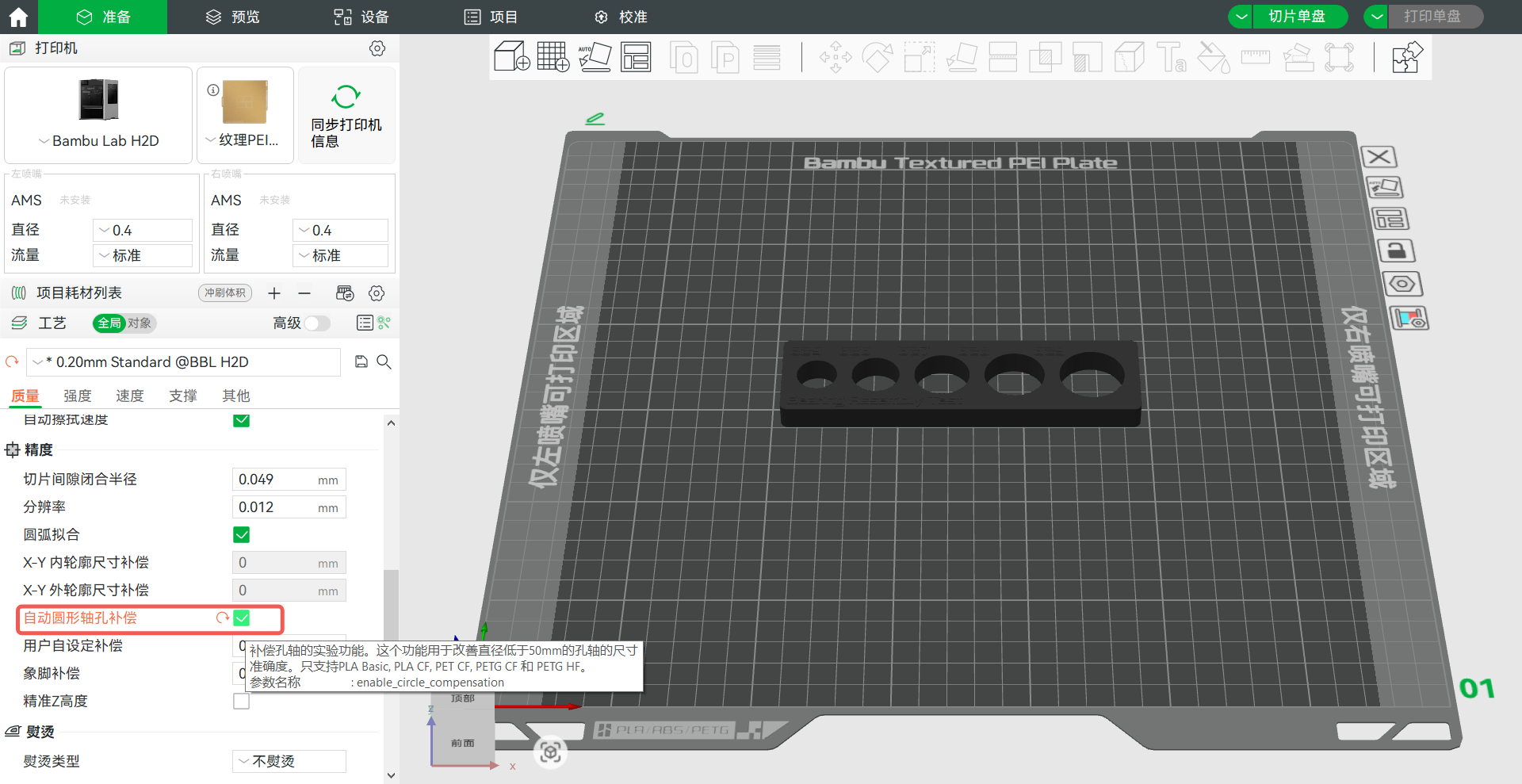
首先该功能仅适用于水平面上的完整圆孔/圆轴,且直径尺寸在50mm以内。 此,如果您所打印的模型上具有这类圆形特征,且其尺寸在装配上比较重要,您可以在Bambu Studio中的工艺——质量中选择“自动圆形孔轴补偿”开启该功能。然后选择对应的打印耗材并切片发送打印任务,由此您将获得圆孔尺寸精度更准确的模型。
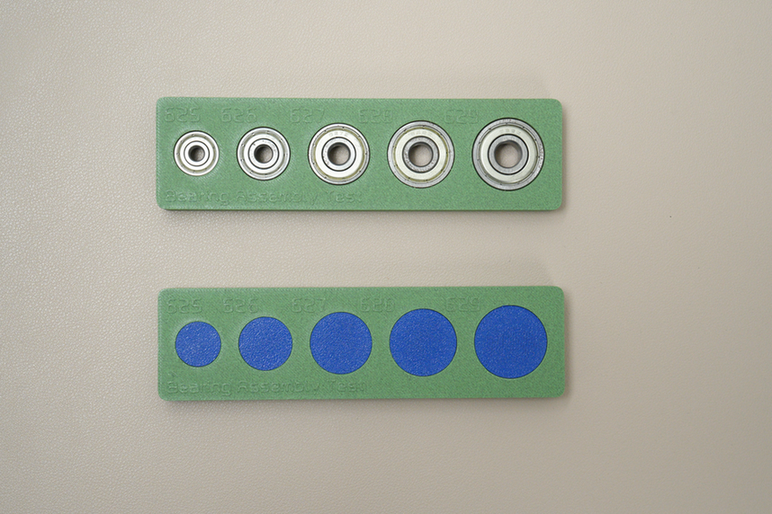
通过轴孔补偿打印出来的模型圆孔和轴的精度更高,无论是和标准件(例如轴承)还是和其他打印件进行组装,都能实现紧凑的装配。
¶ 注意事项
-
目前该功能只兼容部分Bambu官方耗材,后续会增加更多可适用的耗材种类。
-
该功能是针对默认的稀疏填充等设置下进行的补偿,对于极端设置和摆放(例如100%内部填充、圆轴之间摆放过近等),该功能的效果将有所下降。
-
该修正功能将仅适用于Bambu官方的干燥耗材,对于受潮的耗材,尺寸补偿的效果收益会降低(受潮将改变耗材的形变收缩性质)。所以我们建议您收到全新的Bambu耗材的时候,先将其烘干后再使用该功能进行打印。另外对于其他非bambu官方耗材,该功能可能无法达到预期的效果。
-
如果耗材的烘干效果不佳,使用轴孔补偿功能时,您可能会发现打印的模型仍然无法实现最紧密的装配。根据我们经验,在相同参数下:干燥耗材->装配偏松;潮湿耗材->装配偏紧。此时,您可以尝试手动调整补偿参数。在 Studio 的“用户设定补偿”一栏中输入补偿值:正值会使轴孔装配更松,而负值则会使其更紧。您可以根据自己的烘干程度进行调整,推荐0.02mm为为步进值进行调整。

-
该功能只适用于水平面上的完整圆(非椭圆),且圆与圆之间不互相干涉的场景,其他情形都不会被特征识别选定和补偿。
-
该补偿功能将自动针对轴和孔的墙面使用斜拼接缝功能,可以将圆曲面上的接缝很好地隐藏起来,保证圆尺寸更为精准。关于斜拼接缝您可以参考wiki了解更多:接缝设置。