支撑结构在 3D 打印中非常重要,因为难免会遇到悬垂较大的模型。Bambu Studio 配备了丰富的支撑功能。
您可以观看以下视频,了解支撑设置的基础及进阶操作。
https://public-cdn.bblmw.com/wiki/software/bambu-studio/support/basicsetting.mp4
https://public-cdn.bblmw.com/wiki/software/bambu-studio/support/advancesetting.mp4
更多详细的支撑设置介绍,请参考下文。
¶ 支撑耗材简介
根据在打印时成形的部位,可以把耗材分为主体耗材和支撑耗材。主体耗材包括 PLA、PLA-CF、PETG、PETG-CF、ABS、ASA、PC、PA、PA-CF/GF、PA6-CF/GF、PAHT-CF/GF、PET-CF/GF 等,而常见的支撑耗材有 Support W(已更名为 Support for PLA)、Support for PLA/PETG、Support G(已更名为 Support for PA/PET)、PVA、HIPS 等。一般而言,它们的使用有如下规律:
1. 主体耗材既可用于打印主体结构,也可同时打印支撑结构(但这种情况下,有些耗材的支撑结构会很难拆除),而支撑耗材仅适用于打印支撑结构(若用于打印主体结构,打印件的质量和强度会较低)。
2. 正常的搭配是用主体耗材打印主体结构,同时用对应的支撑耗材打印支撑结构。可参考以下几个例子:
(1)若以 PLA Basic 或 PLA-CF 打印主体结构,则其支撑耗材可视情况选择 Support W(已更名为 Support for PLA)、Support for PLA/PETG 和 PVA 中的一种或其他适用的支撑耗材;
(2)若以 PETG Basic 或 PETG-CF 打印主体结构,则其支撑耗材可视情况选择 Support for PLA/PETG 或其他适用的支撑耗材;
(3)若以 PA6-CF/GF、PAHT-CF 或 PET-CF/GF 打印主体结构,则其支撑耗材可视情况选择 Support G(已更名为 Support for PA/PET) 或其他适用的支撑耗材。
3. 注意,打印时请勿使支撑耗材与主体耗材不匹配(例如,用 Support for PLA 来支撑 ABS、ASA、PC 或 PAHT-CF 等高温耗材,或用 Support for PA/PET 来支撑 PLA 或 PETG 等低温、中温耗材),以免发生挤出机或喷嘴堵塞等故障。
以下为拓竹支撑耗材的简介:
| 支撑耗材类型 | Support W,即 Support for PLA |
Support for PLA/PETG | PVA | Support G,即 Support for PA/PET |
| 匹配的主体耗材类型 | PLA,PLA-CF 等 | PLA,PLA-CF,PETG,PETG-CF 等 | PLA,PLA-CF,PETG,PETG-CF 等 | PA,PA-CF/GF,PA6-CF/GF,PAHT-CF/GF,PET-CF/GF 等 |
| 特点 |
1. 支撑结构易拆除,支撑面质量高; 2. 不易受潮,对烘干、防潮的要求较低。 |
1. 可溶于水,适用于不便手动拆除支撑的场景; 2. 支撑结构易拆除,支撑面质量高; 3. 易受潮,对烘干、防潮的要求很高; 4. 打印前建议查阅此 wiki: PVA 打印指南。 |
1. 支撑结构易拆除,支撑面质量高; 2. 易受潮,对烘干、防潮的要求很高。 |
|
| 推荐的使用方案 |
1. 大部分打印场景中,推荐将支撑耗材仅用作支撑界面,而主体耗材用作支撑基底,以节省打印时间; 2. 部分特殊打印场景中,可将支撑耗材同时用作支撑基底和支撑界面,即整个支撑结构,但部分模型的单薄、瘦高的支撑结构可能会变形、倒塌,影响打印质量。 |
|||
¶ 支撑结构设置
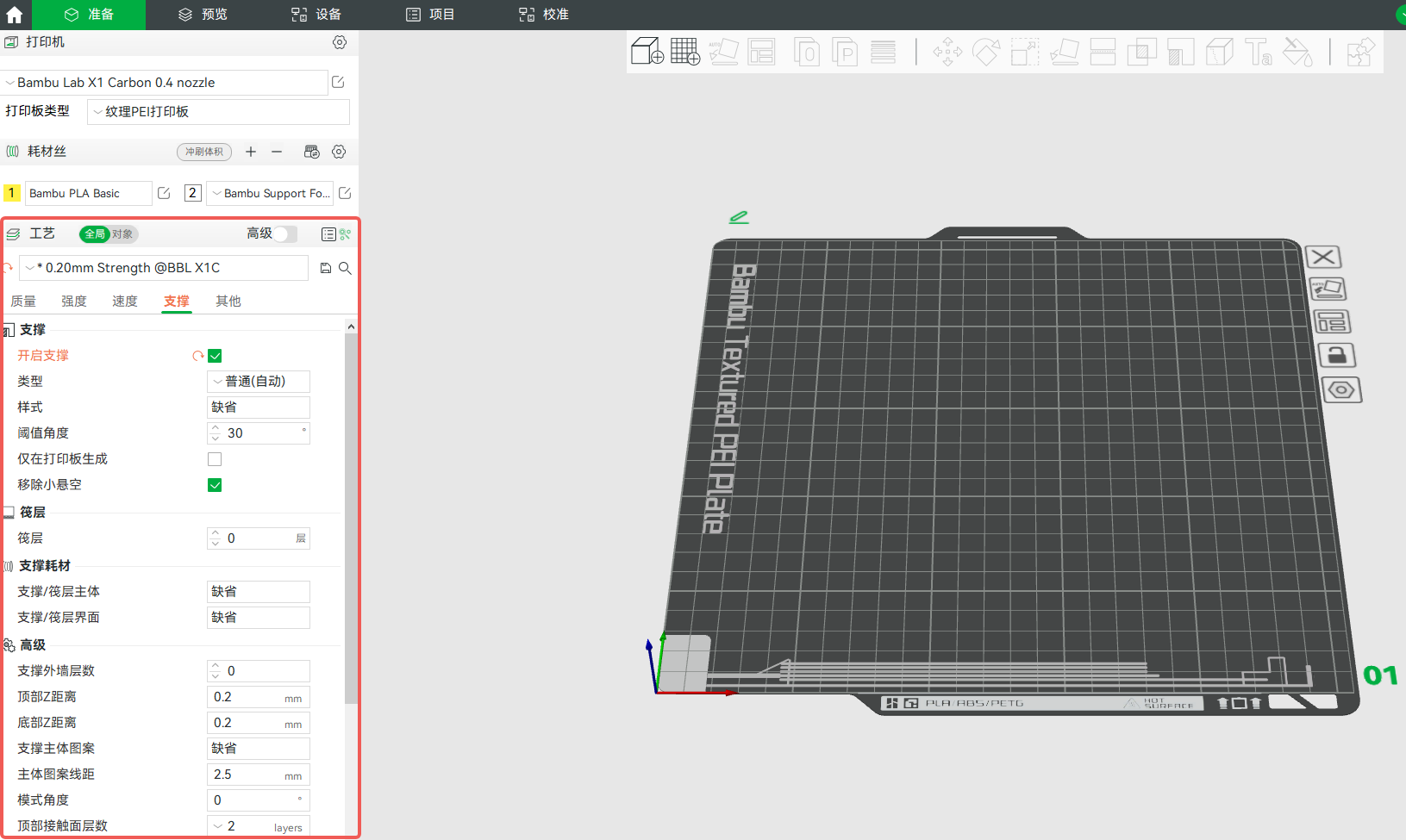
Bambu Studio 拥有完整的支撑结构设置页面,如下图所示。
¶ 支撑类型
有两种基本类型的支撑:普通和树状。两种类型之间的主要区别是:
- 普通支撑直接将悬空面投射到热床上,并生成支撑体;
- 树状支撑对悬空部分进行采样,以获取所谓的节点,每个节点表示为一个圆圈。然后将节点向下传播到热床上。在传播过程中,圆圈可能会被放大以获得更好的强度,并且可能会从对象上移开,使避免支撑与对象本体碰撞。
在支撑设置页面里,我们可以选择 5 种支撑类型,这些类型是这两种类型的变体或组合:
- 普通(自动):自动检测悬空部分的普通支撑。
- 树状(自动):自动检测悬空部分的树形支撑。
- 混合(自动):普通(自动)和树状(自动)的组合,即在悬空区域较大时使用普通(自动),否则使用树状(自动)。
在 1.4.1 版本之后,我们将混合(自动)从类型移动到样式。要启用混合支撑,可以选择类型 = 树状(自动)和样式 = 混合树。我们进行此更改是因为我们添加了一个新样式(苗条树),可能还会添加更多样式。使用支撑类型来实现这一点并不合适,否则我们将有太多支撑类型。但实际上,苗条树、粗壮树和混合树只在一些参数上有所不同,它们本质上都是树形支撑。
¶ 支撑样式
普通支撑和树状支撑都有不同的风格,以进一步调整最终的支撑结构。
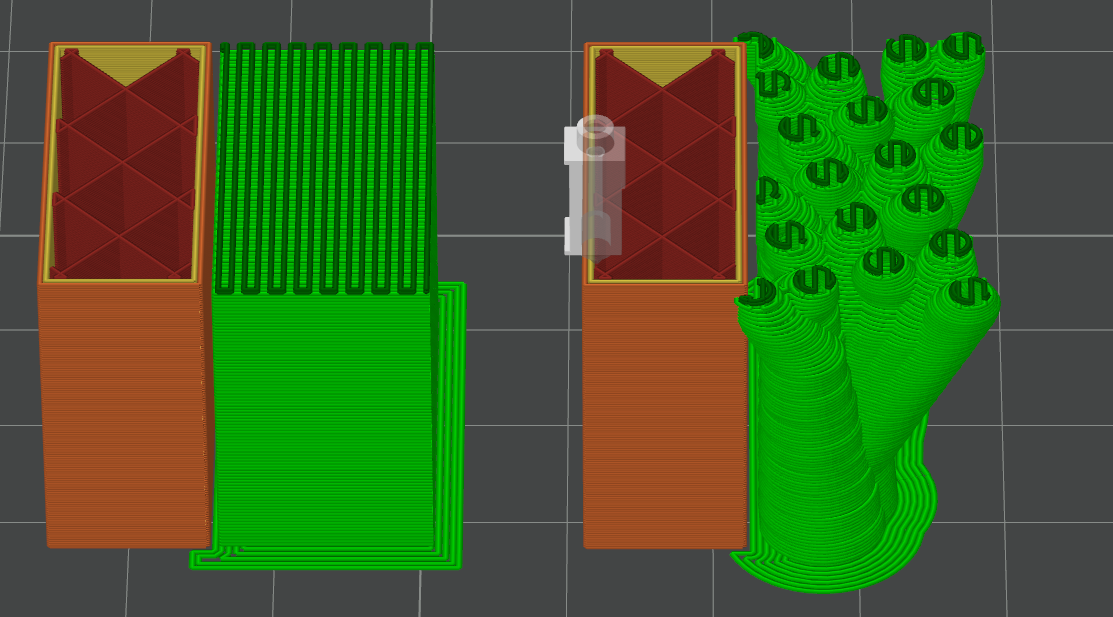
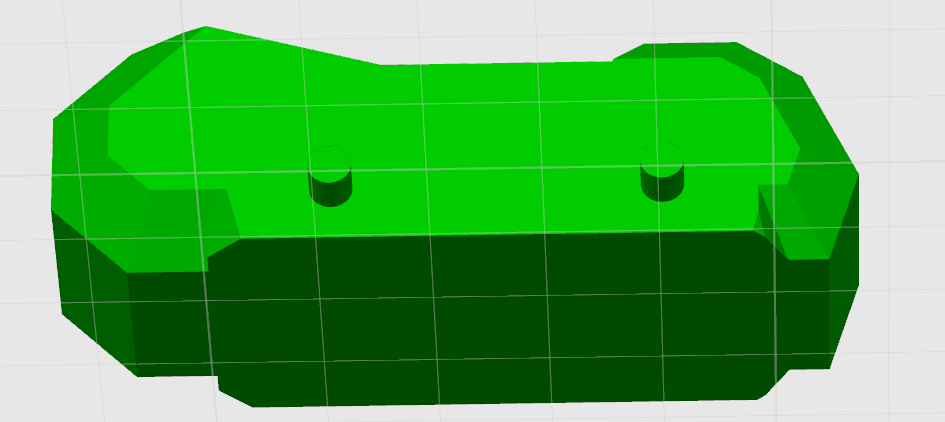
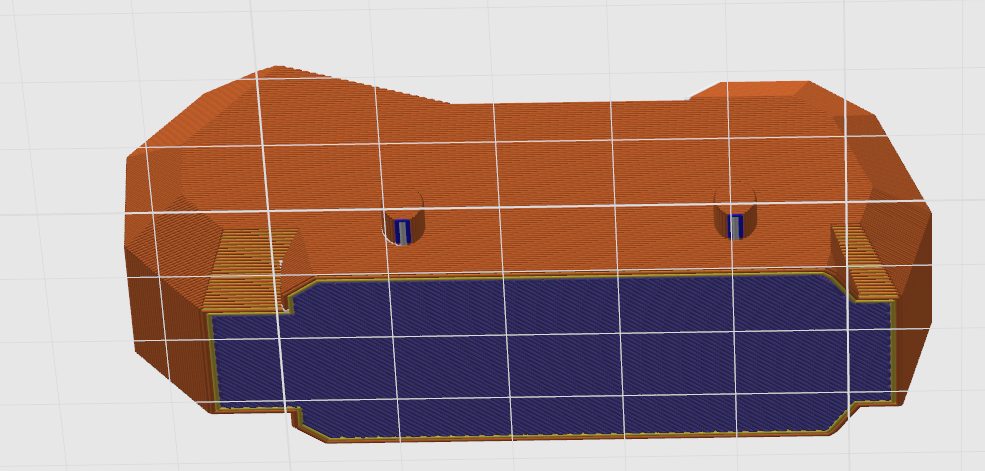
普通支撑有两种样式:
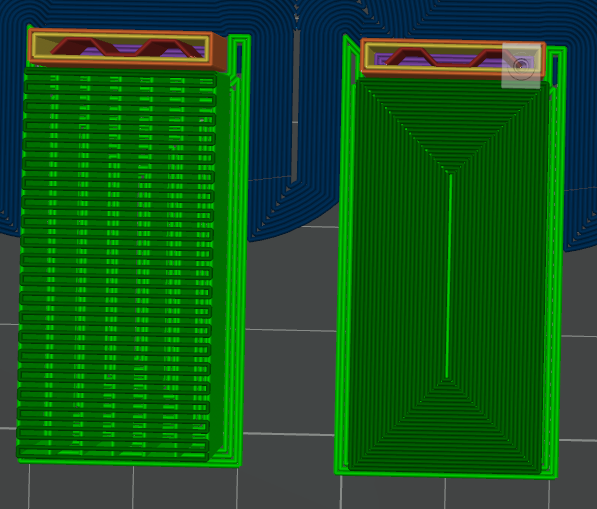
- 网格:支撑区域被扩展并标准化为矩形。这是正常支持的默认样式,如下图左侧模型中生成的绿色支撑。
- 紧贴:支撑区域没有扩展,但与悬垂区域紧密对齐。当扩展的支撑面对模型会有副作用时,这种样式就很有用,如下图右侧模型生成的绿色支撑。

树状支撑具有 4 种样式:
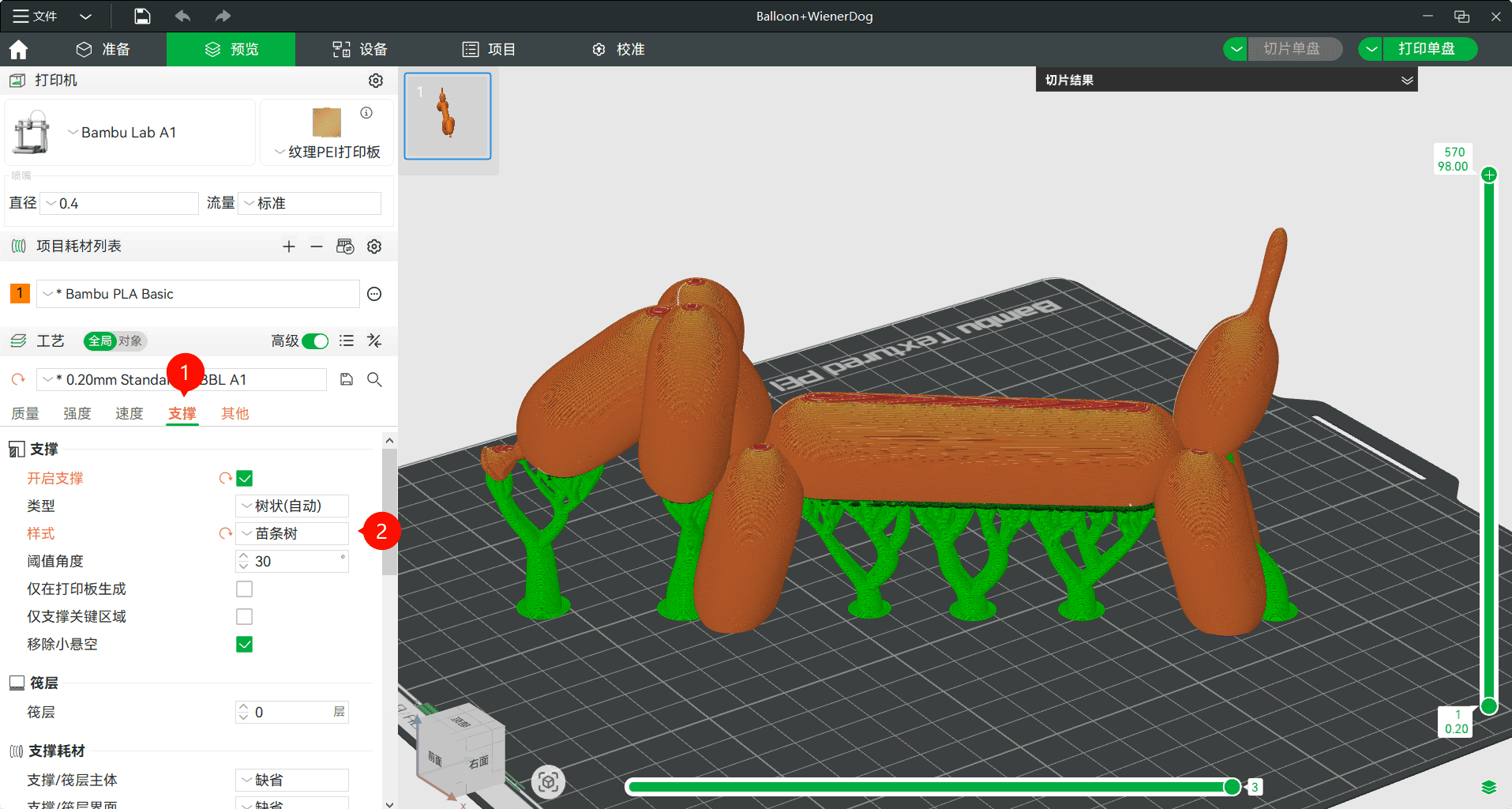
苗条树:具有激进的分支合并策略。在不牺牲强度的情况下生成了更小的支撑体积(通过自动增加壁数和使用更平滑的分支)。
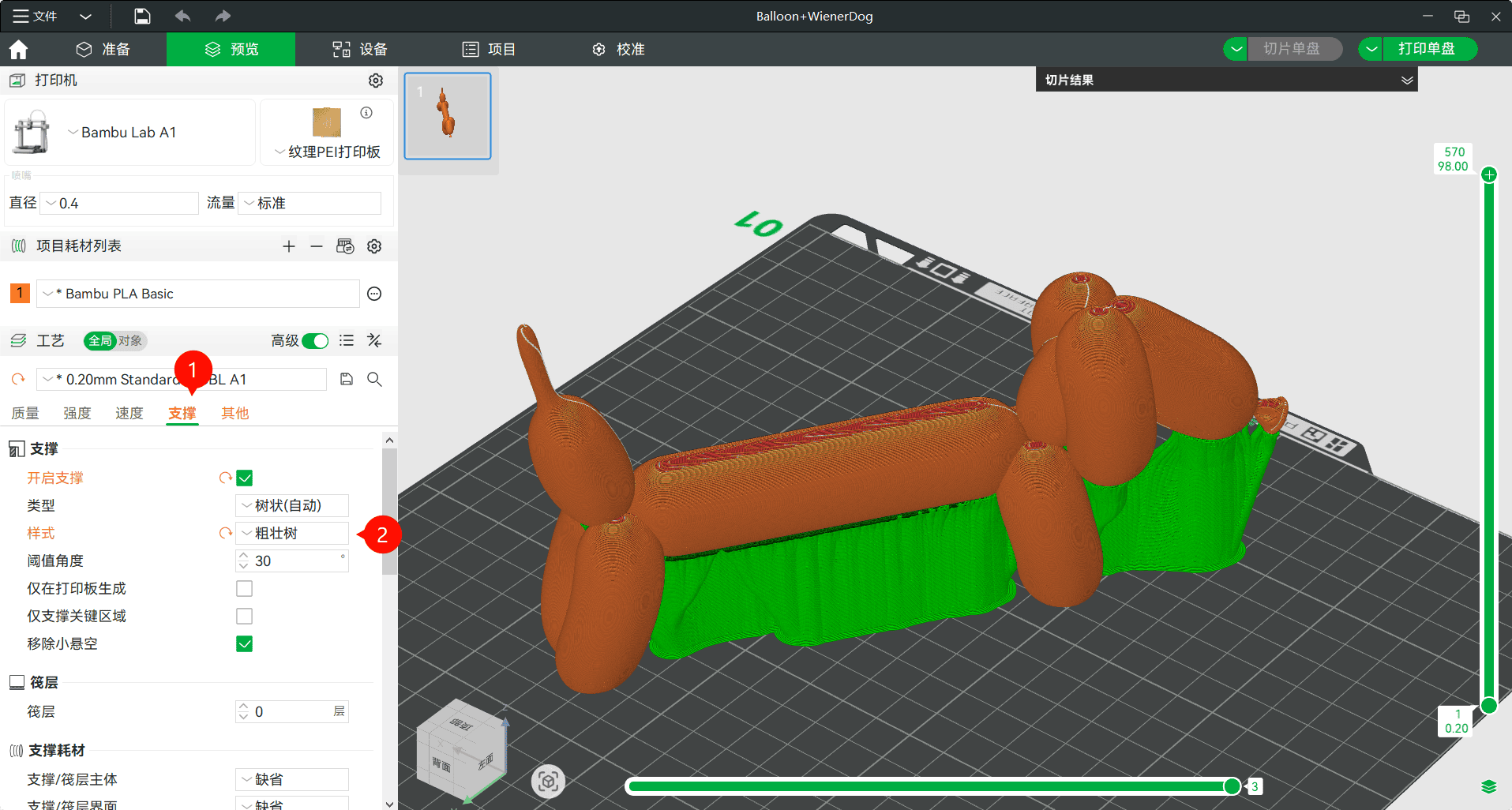
粗壮树:旧的样式,分支很强状,但有时很难去除。
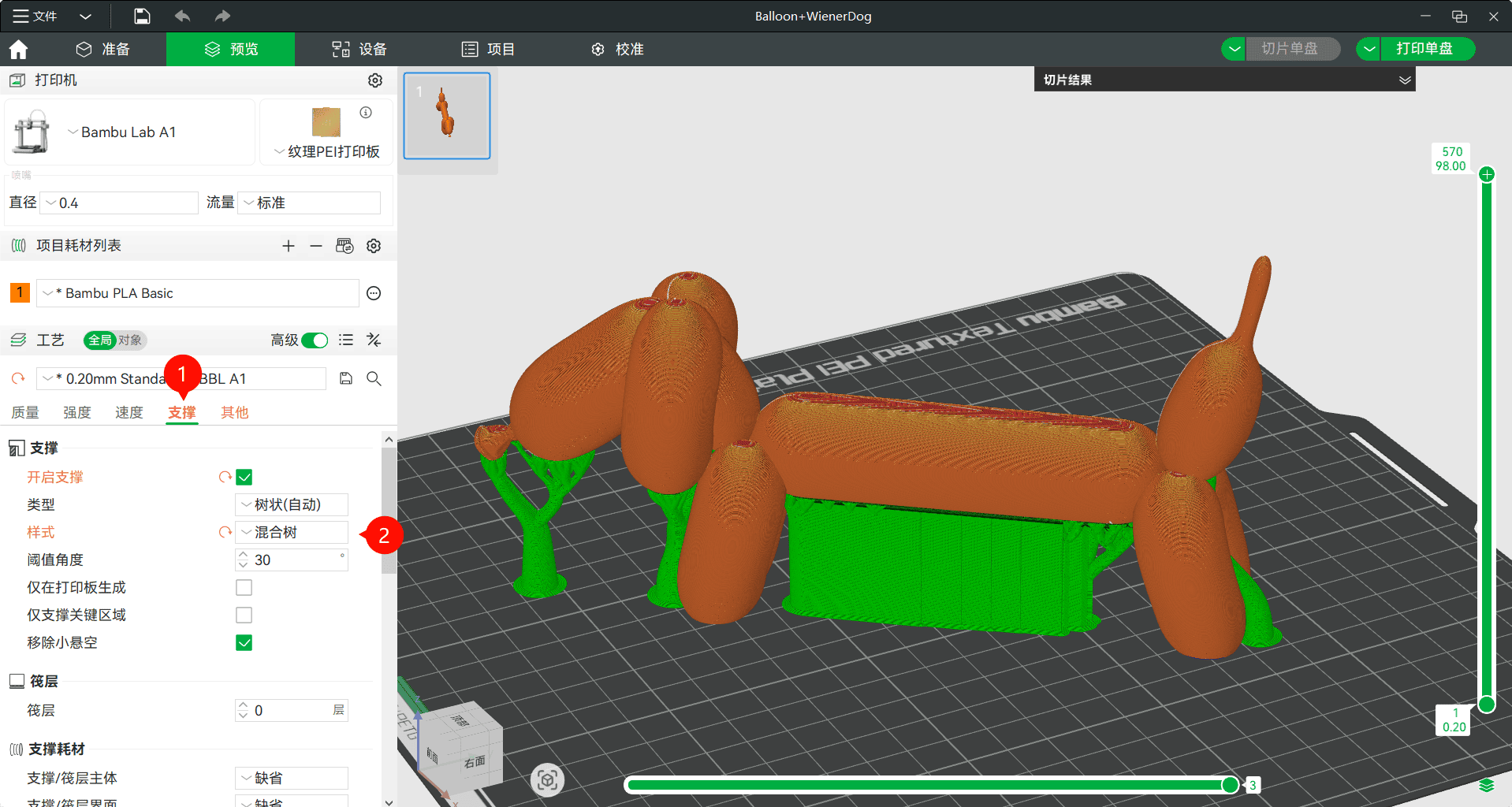
混合树:这是粗壮树和普通网格支撑的混合体。在大的平坦悬垂区域下方,会生成普通网格支撑,否则生成粗壮树支撑。
有机树:树形支撑的一种变体,当前的默认样式(缺省),移植于Prusa slicer,可以更节省材料并方便拆卸。
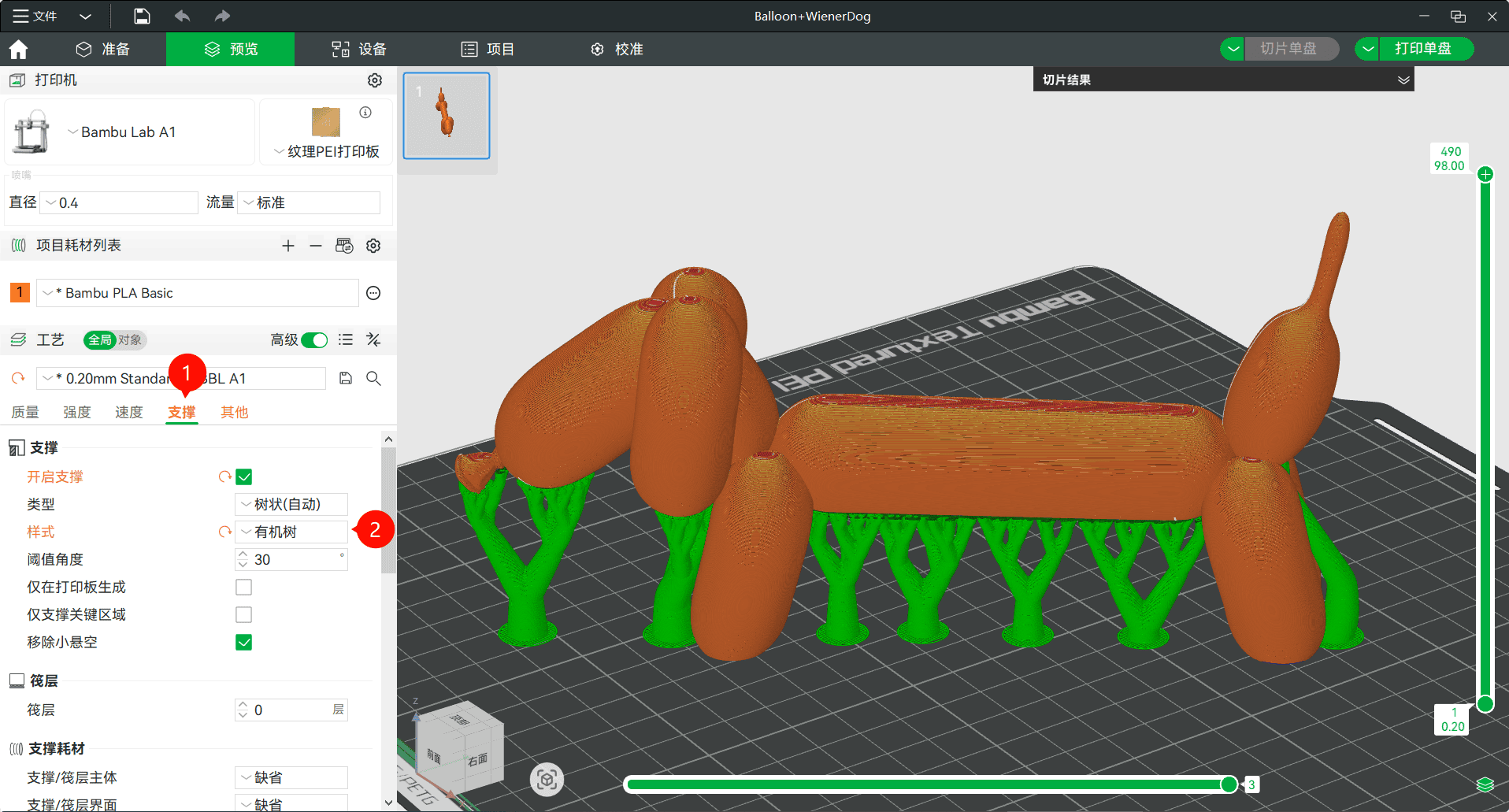
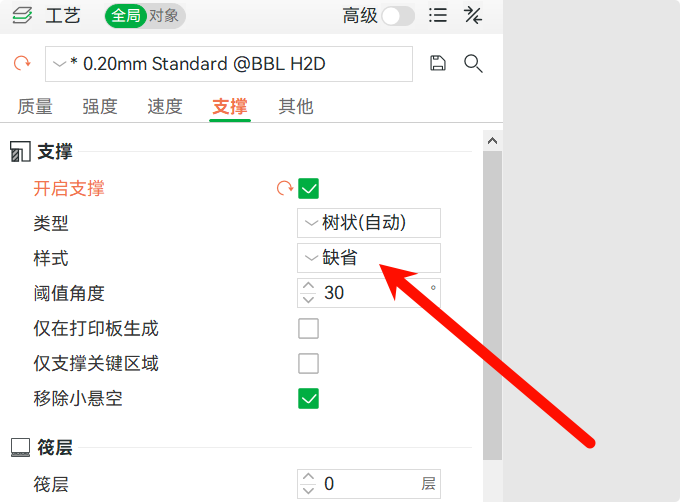
注意:缺省设置下,支撑样式将根据以下规则选择:
- 若启用支撑材料(以提升悬垂质量)或自适应层高(有机树形不支持自适应层高),则默认采用混合树形(Tree Hybrid)。
- 否则,默认采用有机树形(Tree Organic)。
¶ 常见选项
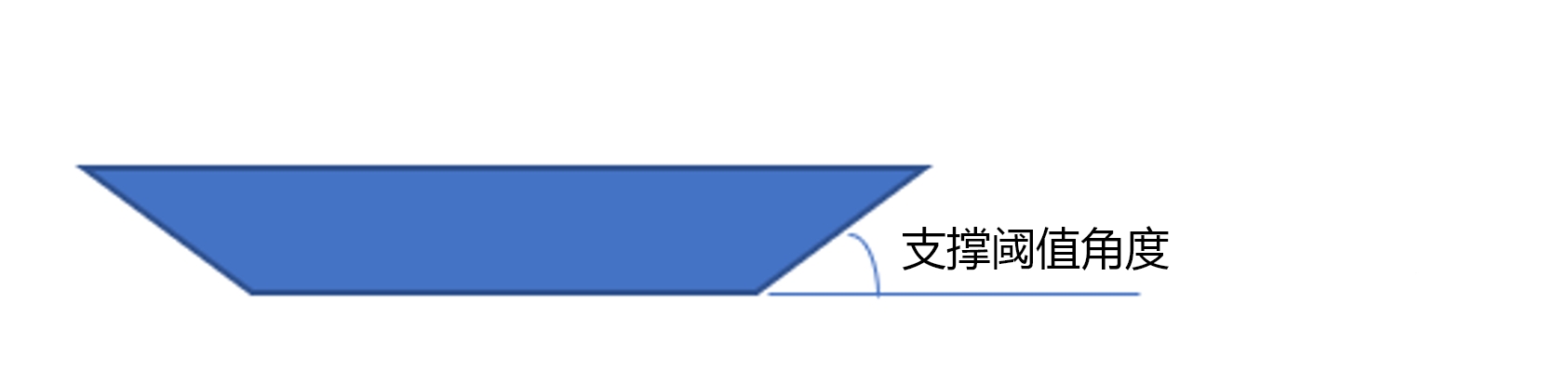
¶ 阈值角度
阈值角度是需要用到支撑的最大坡度角。如果一个表面相对于水平线的坡度角小于这个阈值,且支撑类型为自动时将会自动生成支撑。 坡度角越大,生成的支撑越多。默认的阈值角度为 30 度。对于大多数材料来说,这是一个可以安全打印而不需要支撑的角度。
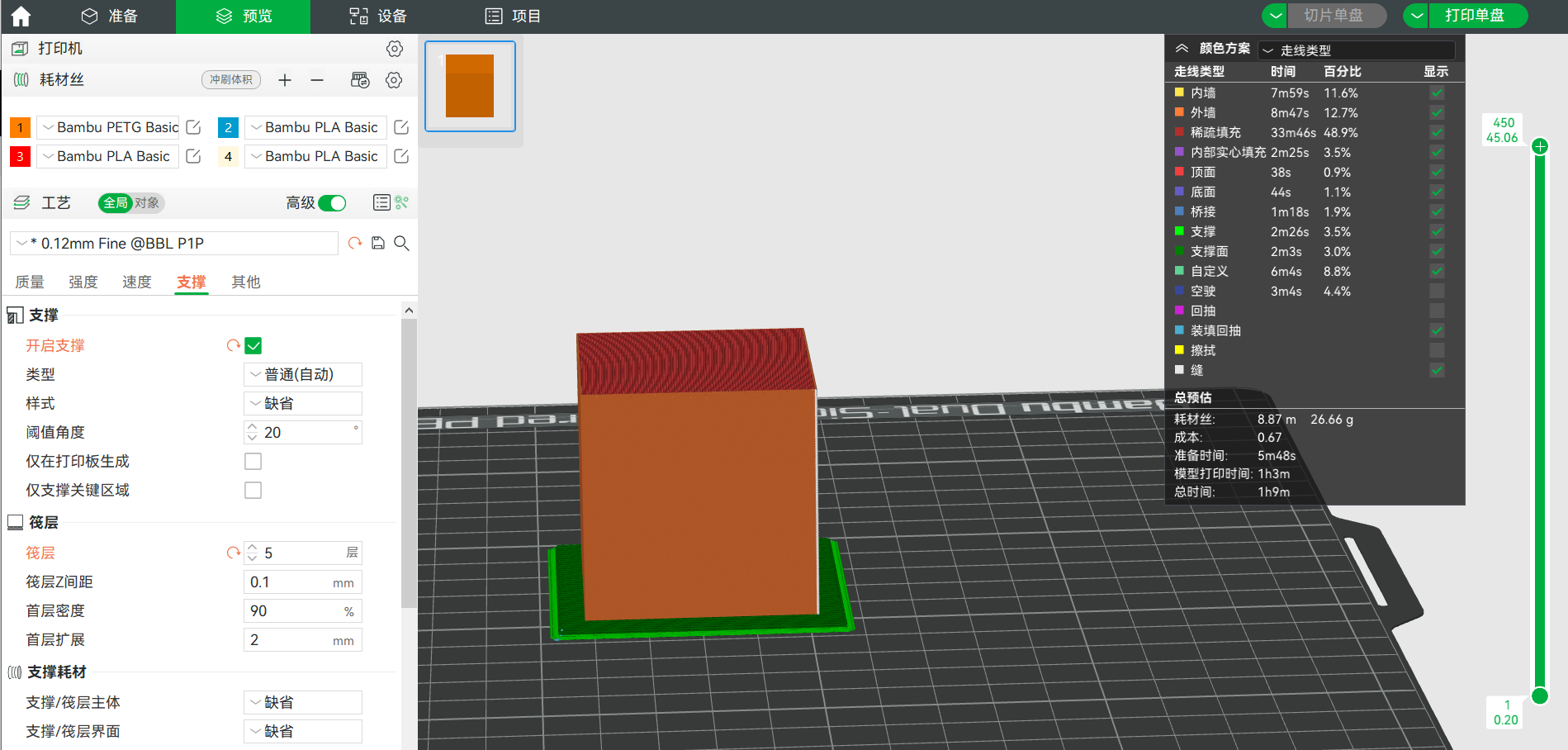
¶ 筏层
筏层是支撑的一种,用于在模型底部生成支撑,将模型整体抬升起来,通常像打印ABS这类容易翘曲的材料可以开启筏层。
筏层 Z 间距代表筏层顶部和模型的距离。
首层密度表示筏层和支撑首层的密度。
首层扩展可以扩展筏层和支撑的首层面积,增强和热床的粘接。
¶ 支撑耗材
支撑由两部分组成:支撑主体和支撑界面。支撑界面是与模型接触层,其余的部分是支撑主体。这两个部分可以使用不同于类型的耗材。缺省表示不指定耗材,将使用当前层打印的耗材丝,以最大限度缩短更换耗材的时间。通常我们选用专门的支撑材料(例如support W和support G)作为支撑界面材料。
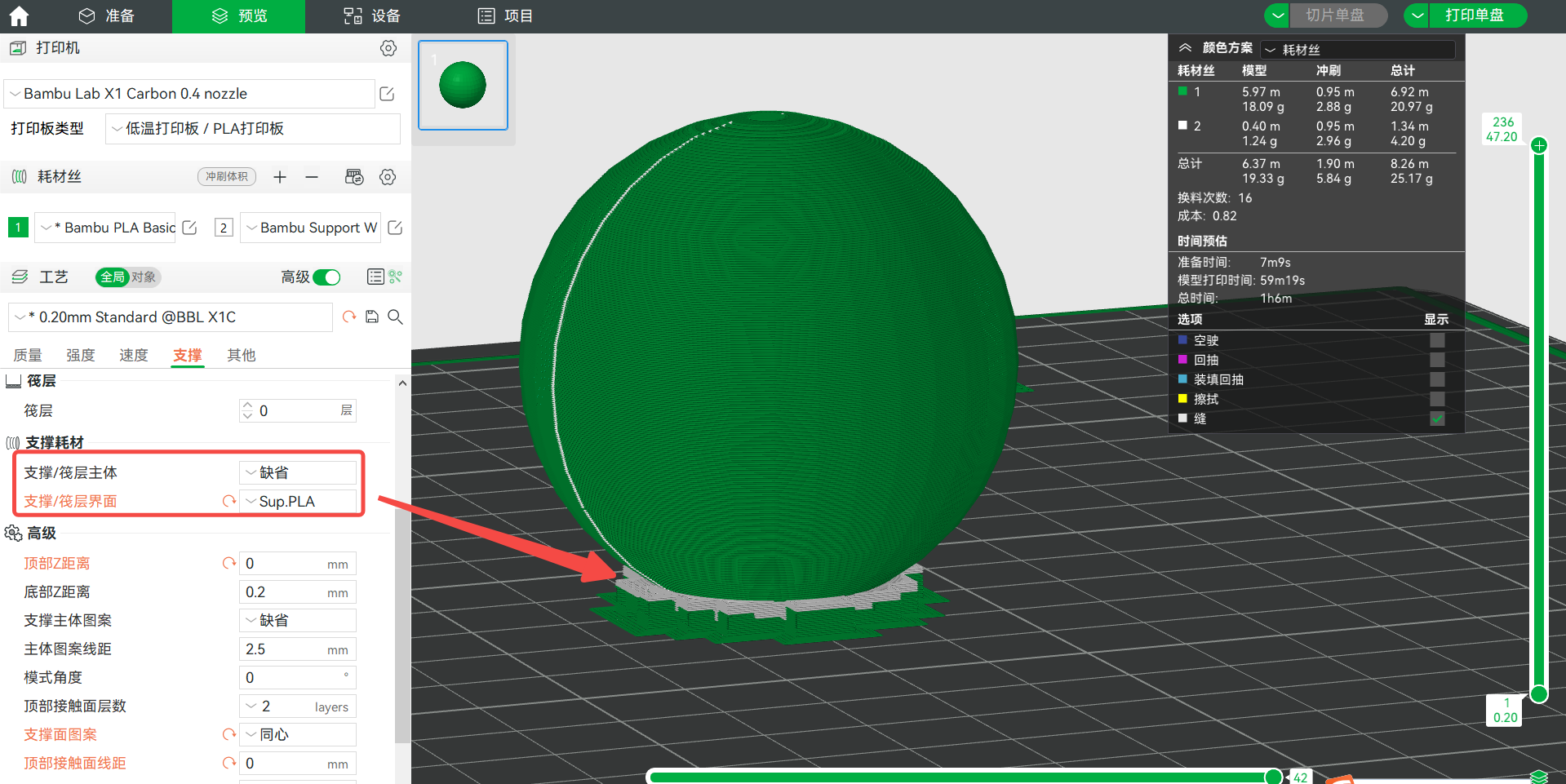
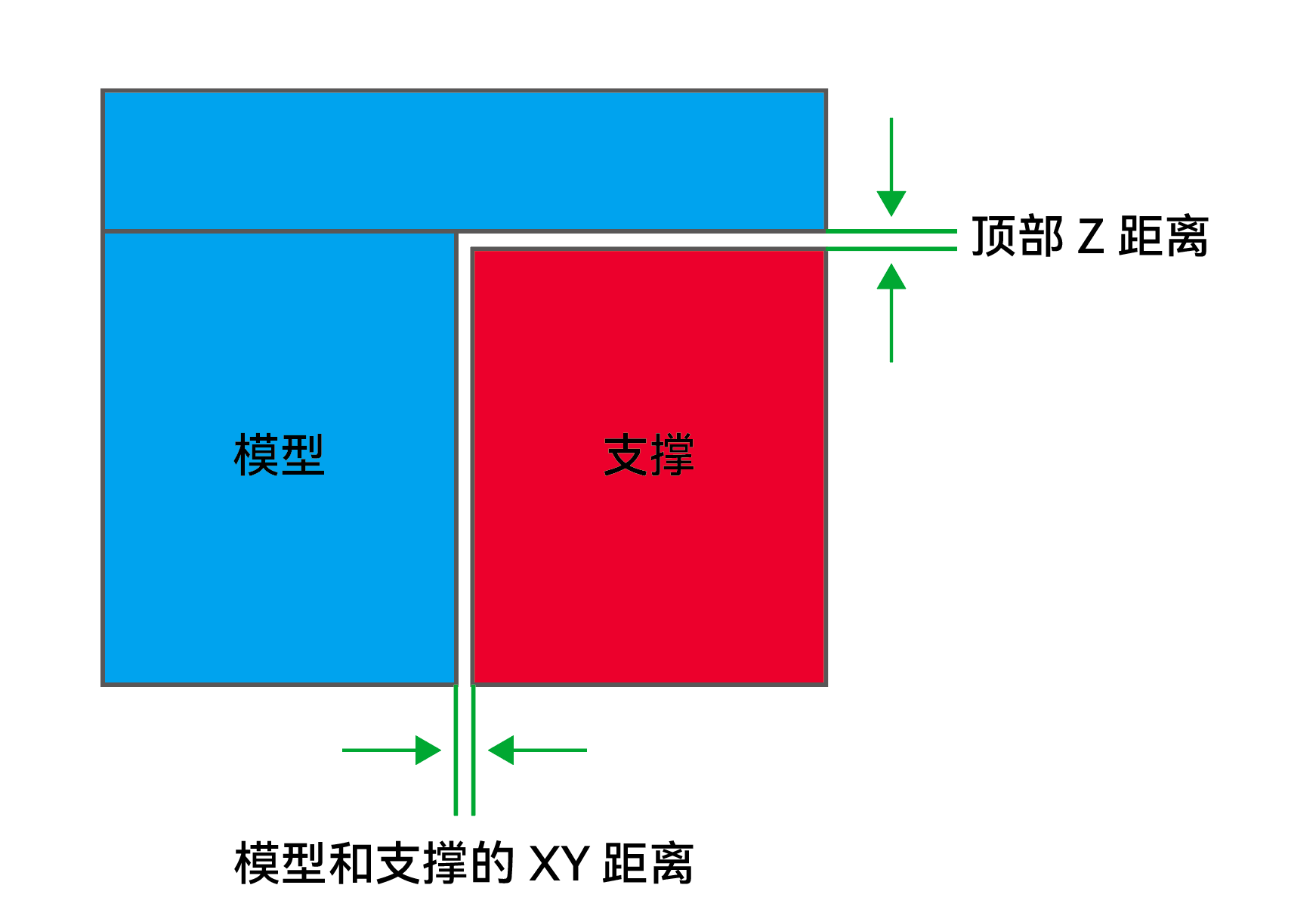
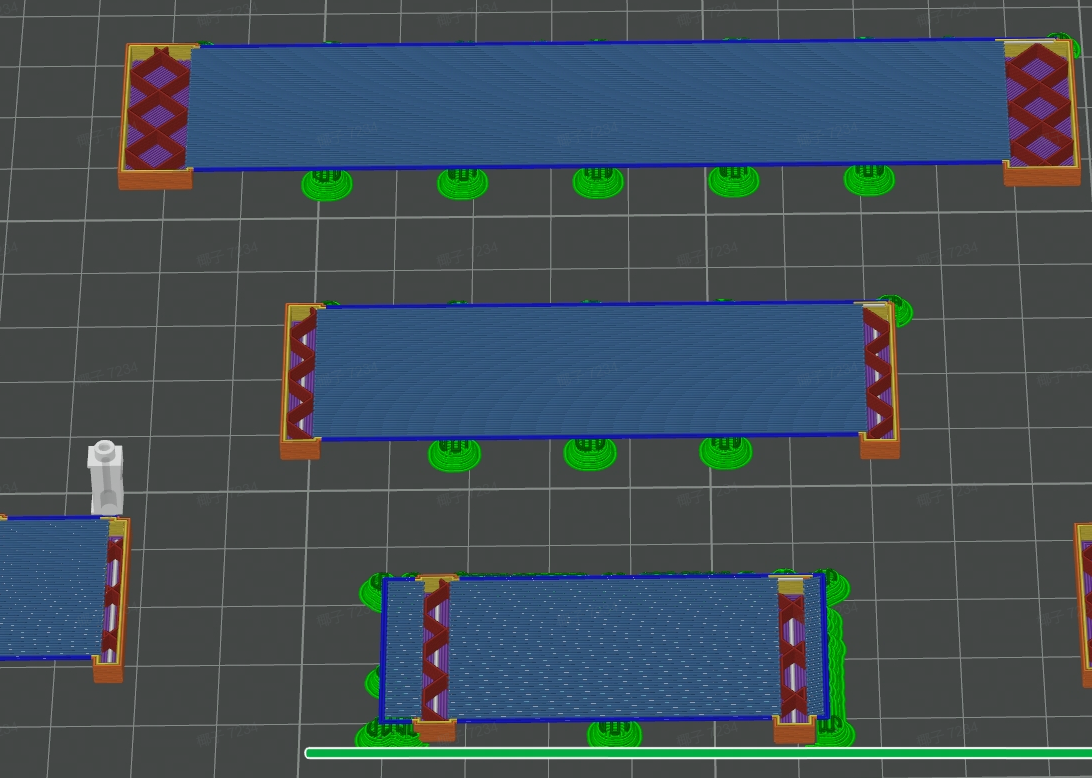
¶ 顶部 Z 距离和支撑/模型 XY 间距
支撑物与物体之间的 XY 距离和顶部 Z 距离(即支撑顶部到模型的 Z 轴距离)如下图所示。当设置为 0 时,默认支撑耗材为专用支撑材料(如 Bambu Support W)。
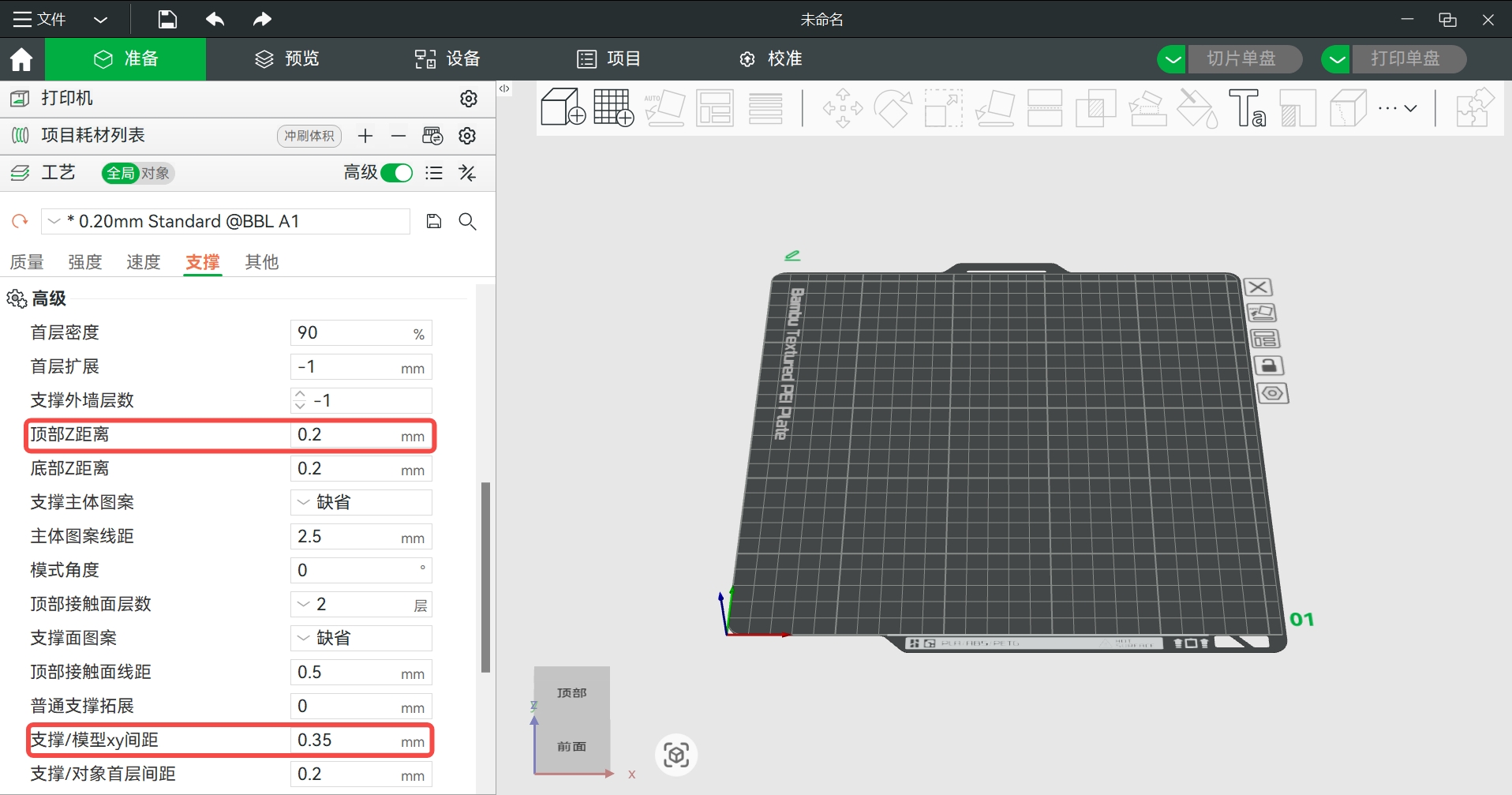
当支撑面耗材是支撑耗材时,如 Bambu Support for PLA,Bambu Support for PLA/PETG,Bambu Support for PA/PET 等,可以设置为 0;若支撑面耗材是主体耗材时,则不建议设置为 0,而是建议设置为 0.2 左右,否则支撑会很难拆除 。以下为顶部 Z 距离的大小及其影响:
| 顶部 Z 距离 | 调大 | 调小 |
| 支撑拆除难易程度变化 | 变易 | 变难 |
| 支撑面质量 | 变低 | 变高 |
注意:打印带有支撑的模型时,最好在 2 小时内把支撑结构拆除,以免其受潮变软后变得难以拆除或拆除时有较多残留,尤其是对于易吸水的 PA-CF、PA6-CF 等 PA 类主体材料和易吸水的 PVA、Support for PA/PET 等支撑材料而言。若确实已因放置太久而变得难拆,请把整个模型烘干、放置冷却后再及时拆除。
¶ 支撑主体和支撑面设置
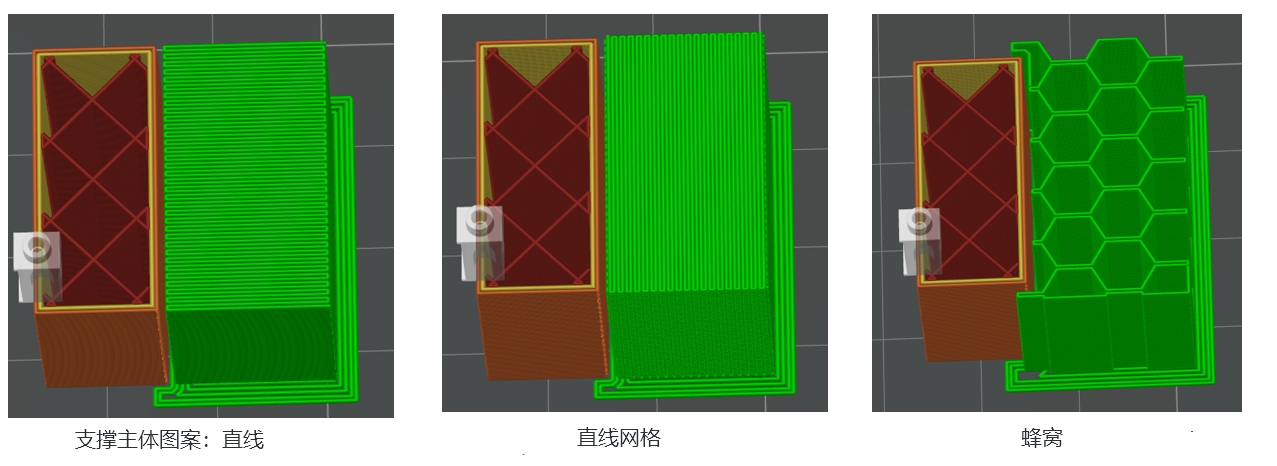
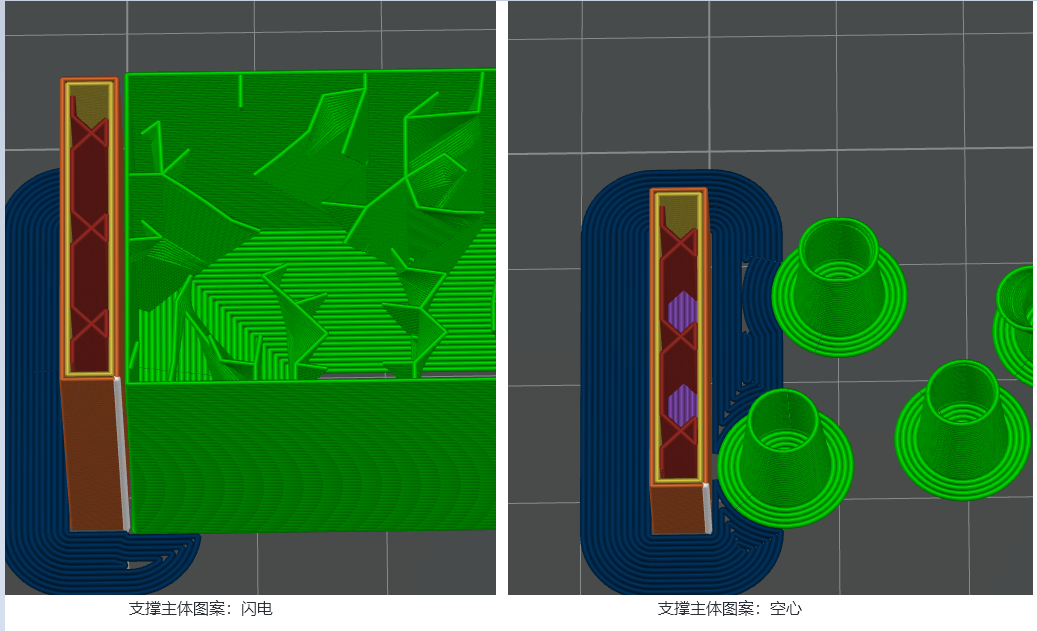
- 支撑主体图案
这是支撑主体的填充图案。目前有 5 种模式,如下图。- 直线是最常用的支撑,也是普通支撑的默认主体图案,它通常有两个方向(从左到右,从前到后)
- 直线网格类似于直线,不过它是在每层交替方向,所以它的强度要高得多,也更难移除。
- 蜂窝与其他两种有很大不同,对于更高的支撑结构来说,它是强度和稳定性的良好平衡。
- 闪电是一种极稀疏的树状支撑填充图案,可以节省材料和印刷时间,但强度较低。
- 空心是默认的树型支撑填充图案,它的内部完全没有填充。
- 主体图案间距
- 对于直线和直线网格图案,这是基本图案线之间的间距。
- 对于蜂窝图案,这是每个蜂窝单元的半径。因此,当此值设置为 0 时,蜂窝图案会自动切换为直线。
- 模式角度
设置支撑图案在水平面的旋转角度。 - 顶部接触面层数
顶部接触面层数。如果增加此值,则悬垂质量可以得到改善,但会以稍微增加支撑面材料的消耗。 - 支撑面图案
- 默认:一种自动模式。默认模式是直线和同心圆。支撑材料可能可溶或不可溶。
- 直线:适用于大多数情况。
- 同心:在不平的表面上更加坚固,并且在使用支撑材料时很有用。当使用同心圆支撑面图案和支撑材料时,为了获得最佳的支撑面,可以将支撑面线距设置到很小(例如 0)。
- 交叠的直线: 各层之间的直线图案相互错开,形成交错效果。可以提升附着力并使底面更平滑,但相比标准直线图案可能更难移除。
- 网格: 交叉的线条图案,强度高且稳定性好。对于大面积平坦表面提供出色支撑,但可能更难拆除。适合在需要高刚性的支撑界面时使用。
- 不支撑桥接
对于普通支撑,此选项可选择是否移除桥接。对于树状支撑,我们将此选项替换为“最大桥接长度”,稍后将进行解释。 - 厚桥
如果启用,桥接将以更高的流量被挤出,桥接更可靠,并且可以跨越更长的距离。然而,如果发生溢料,悬垂表面质量可能会变差。
¶ 树状支撑选项
树状支撑有更多的选项。
- 树状支撑分支距离:相邻树形支撑节点之间的距离。较小的值意味着悬垂表面的采样密度更高,因此表面质量更高,但移除难度更大。
- 树状支撑分支直径:树形支撑节点的初始直径。较大的值意味着树形支撑更强,但也更难移除。
- 树形支撑分支角度:树形分支伸展的角度。较大的值意味着可以更水平地打印树形支撑分支,具有更强的避开物体的能力并延伸到更远的地方。
- 带填充的树形支撑:如果启用,将在树形支撑底部生成填充。这使得树形支撑非常坚固,因此我们默认禁用它。但如果您使用一些脆弱的材料,例如丝绸PLA,建议启用此选项。
- 最大桥接长度:悬垂架桥的允许最大跨度。悬空填充部分视为桥接。短桥接可以足够好地打印出来而无需支撑,因为挤出线的两端得到了良好的支撑。最大允许的桥接距离可能因材料而异。当桥接大于最大桥接长度时,它将被分成相等的几段,并且只有接触点会得到支撑。
¶ 每种类型的适用情况
¶ 普通支撑
对于又大又平的悬垂部分,普通支撑通常比树状支撑提供更好的表面质量。这就是我们提出混合支撑的原因,所以一般选择 混合(自动)是安全的。因为对于这些情况,混合(自动)会切换为普通支撑。
¶ 树状支撑
对于结构复杂且大多数悬垂较小、表面不平的模型,树状支撑可以提供更强的支撑结构,节约耗材和时间,同时达到相似的表面质量。
¶ 智能悬垂检测
检测悬垂是生成支撑的第一步。通常的方法是简单地比较当前层多边形与下一层多边形的差异。这远远不够。一些特殊情况需要不同的策略。
¶ 小型悬垂
悬垂非常小,完全不需要支撑。以下是一个示例:
 |
 |
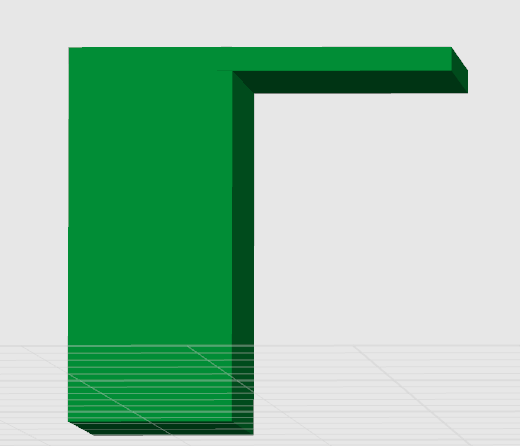
¶ 悬臂
悬垂仅由一端支撑,而另一端悬空。这种类型的悬垂必须添加支撑,即使它很小。
 |
 |
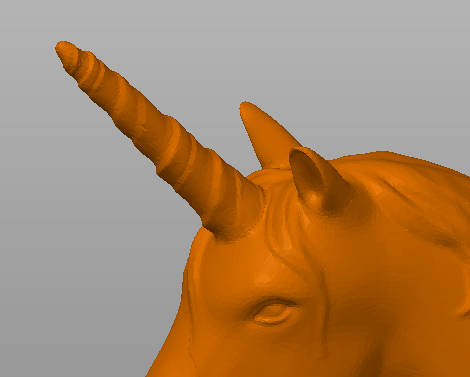
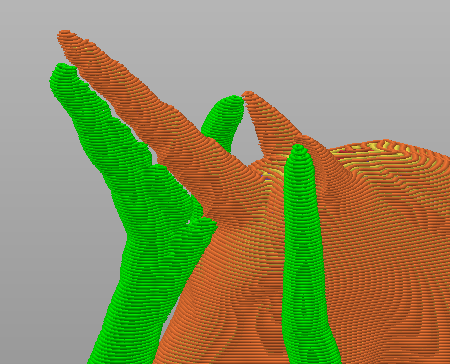
¶ 尖尾
悬垂悬空且远离其他部分。仅支撑最底端的尖部不足以稳定。需要围绕悬空部分在更大的 Z 轴跨度上进行支撑。
 |
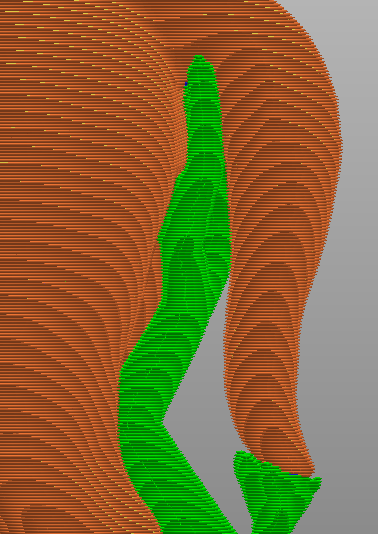 |
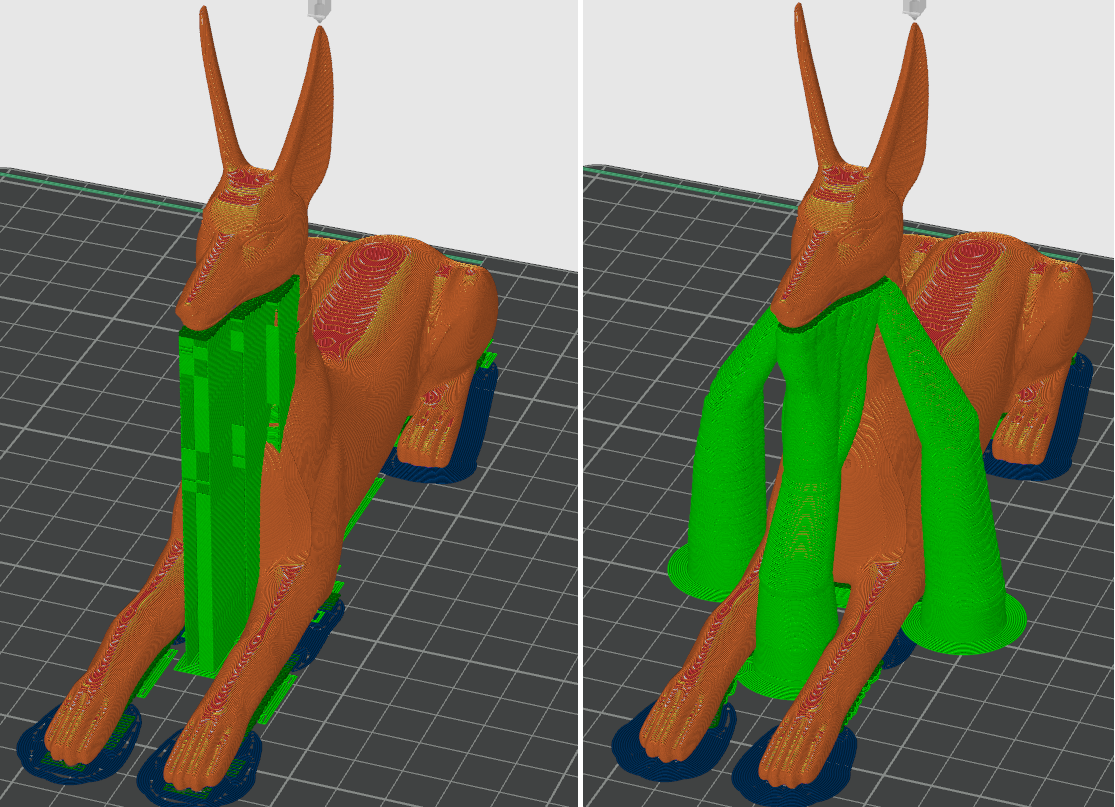
这 3 种特殊类型的悬垂被称为关键悬垂。现在我们可以检测它们并为其生成合适的支撑结构。以下是“unicorn”模型的结果:
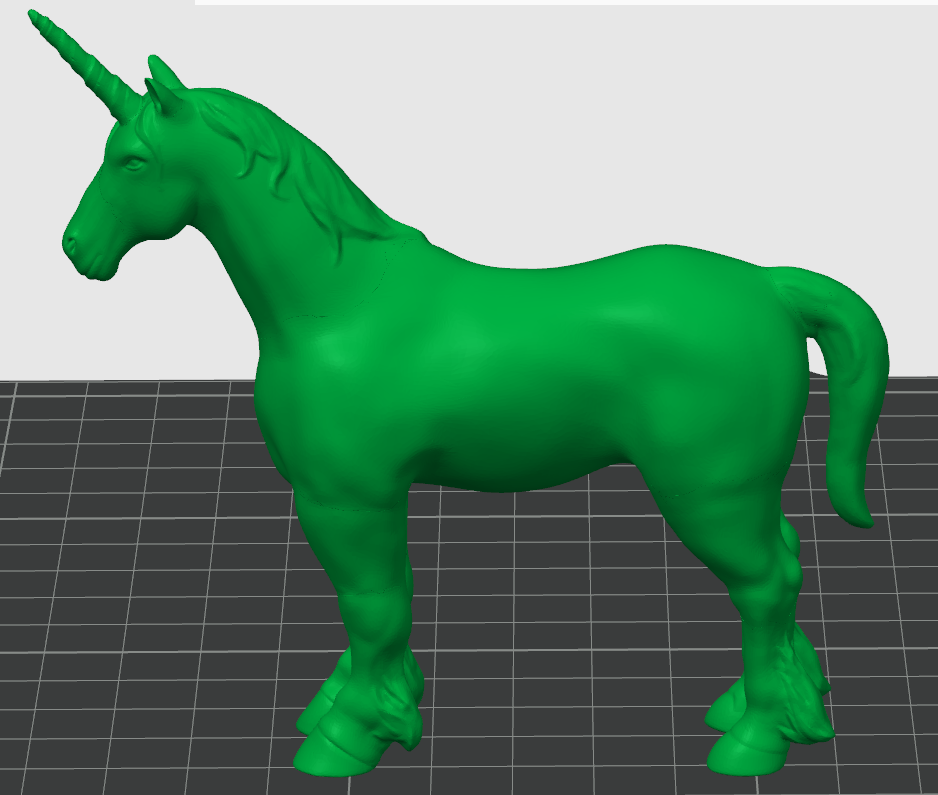 |
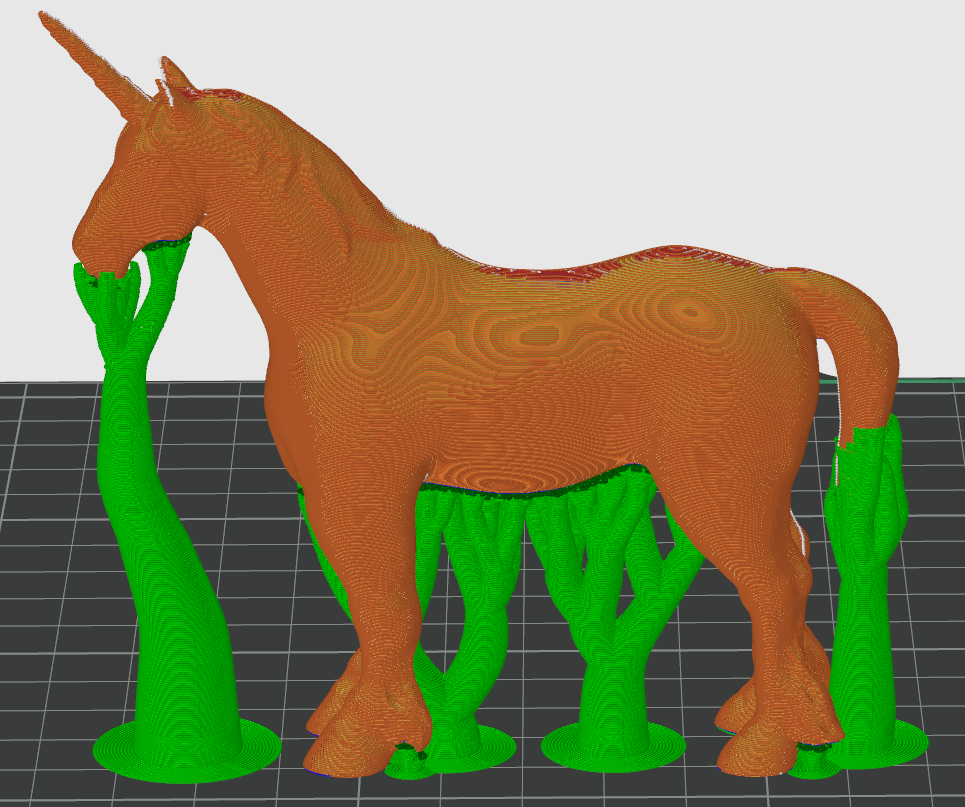 |
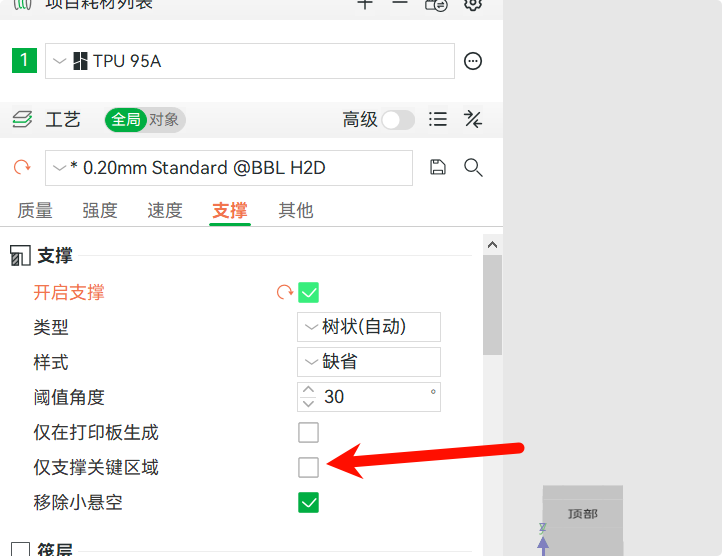
我们还提供了一个选项,仅支持关键悬垂区域。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请点击此处联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!