大多数情况下,问题出在工具头周围。但在极少数情况下,AMS、耗材路径或 PTFE 管等外部因素也可能导致此问题。
¶ 何时使用本指南?
本指南适用于挤出机出现咔哒声或无法挤出耗材。
对于 X1 和 P1 系列打印机,导致此问题的常见因素包括:
- 喷嘴堵塞,需要疏通
- 喷嘴温度过低
- 挤出机堵塞
- 挤出机上的进料霍尔板损坏/堵塞
- 挤出电机故障
- 挤出主板故障/挤出主板的 USB-C 数据线接触不良
¶ 工具和材料
- H2.0 六角扳手
- 20 分钟
¶ 安全警告
重要提醒!
在进行任何维护工作之前,务必关闭打印机的电源,包括对打印机的电子元件和工具头电线进行维护。在打印机通电时进行此类操作可能会导致短路,从而损坏电子设备和造成安全隐患。
在维护或故障排除过程中,您可能需要拆卸热端等部件,从而暴露电线和电子元件。如果它们在打印机仍处于通电状态时相互接触或与其他金属、电子元件接触,就可能发生短路。这将损坏打印机的电子元件和造成其他问题。
因此,在进行任何维护前,务必关闭打印机并断开电源,以防止短路或损坏打印机的电子原件,从而确保维护工作安全有效地进行。
如果您对本指南有任何疑问,请点击这里提交工单,我们将及时回复并提供帮助。
¶ 潜在堵塞位置
下图显示了几个潜在堵塞位置。
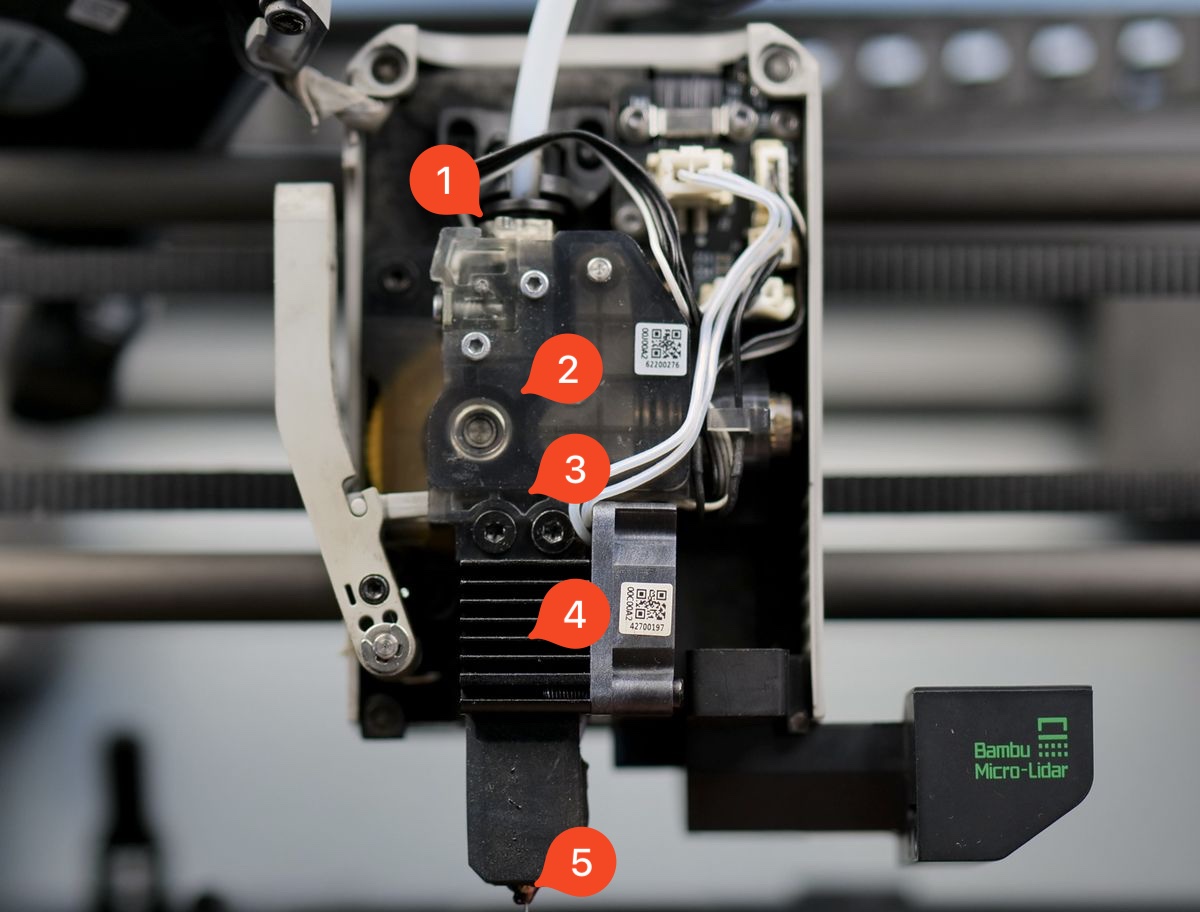
¶ 1. 进料霍尔板
进料霍尔板内部可能存在耗材灰尘/碎屑,从而将磁铁 "锁 "在原位,导致无法将耗材送入挤出机。
要解决此问题,请先按照此指南清洁进料霍尔板,然后再进行其他步骤。
¶ 2. 挤出齿轮
挤出机内部可能存在耗材碎片,导致挤出齿轮被卡住。对于没有定期维护的打印机,这种情况比较常见。
另一种可能性是挤出机内的耗材因热蠕变而变软,从而堵塞挤出机。此指南详细解释了此问题,建议您阅读以获得进一步了解。
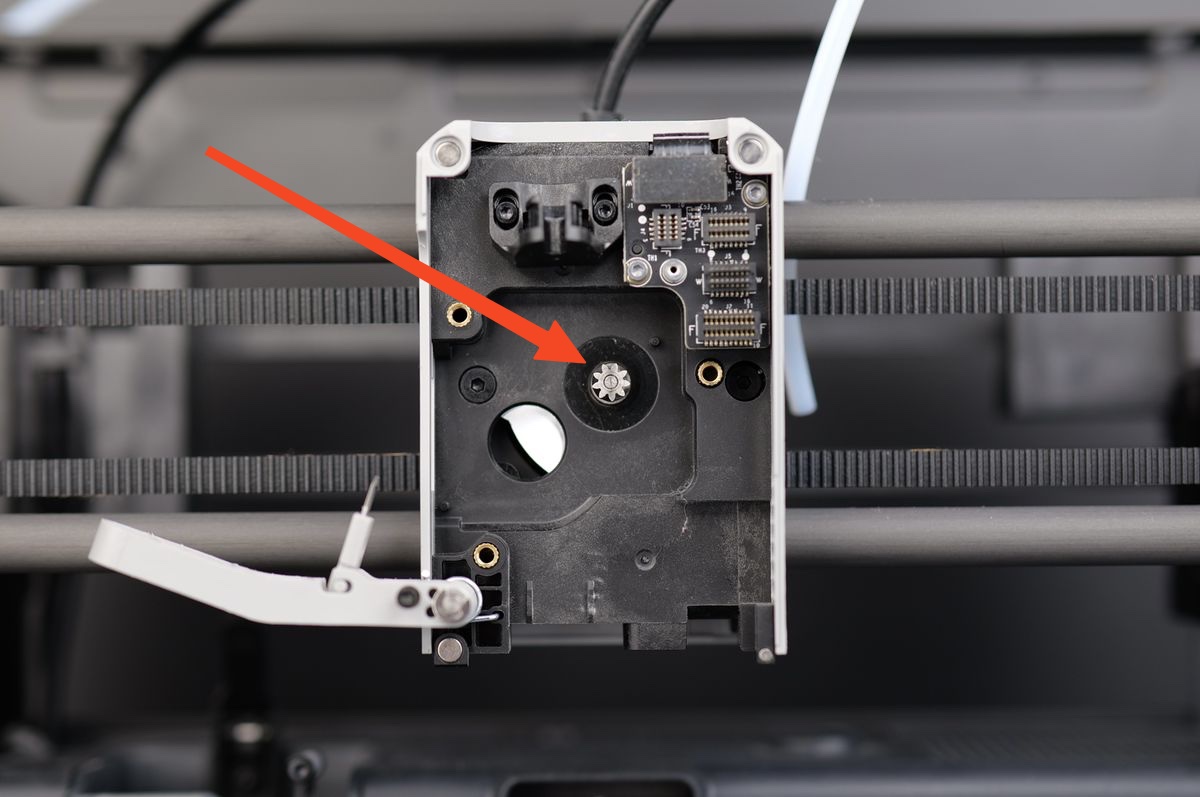
解决挤出齿轮相关问题的最佳方法是拆下挤出机,彻底清洁,并按照挤出机维护指南为挤出齿轮涂抹润滑油。
从打印机上拆下挤出机后,您应该可以轻松地旋转黄色齿轮,没有其他阻力。
¶ 3. 切刀
如果长时间未更换切刀,切刀可能无法干净利落地切断耗材。当这种情况出现时,耗材可能会在回抽过程中被卡住。
缺乏定期维护也会导致碎屑和灰尘进入切刀的通道,使切刀难以移动。如果切刀卡在不太理想的位置,可能会堵塞耗材通道,导致挤出机丢步。
¶ 4. 热蠕变导致耗材卡在冷端
如果在封闭式打印机(X1 系列和 P1S)中打印玻璃化转变温度较低的耗材(PLA、PETG、TPU),腔温会升高,导致耗材卡在热端的冷端。
在这种情况下,我们建议按照 wiki 文章疏通热端。在特殊情况下,您可能无法疏通热端,此时您需要安装新的热端。
我们还建议您阅读这篇 wiki 文章,了解更多有关热蠕变的信息,以及如何避免热蠕变。
¶ 5. 喷嘴堵塞
在打印含有各种类型颗粒的耗材时,这个问题很常见。CF 耗材会导致细小的碳纤维颗粒附着在喷嘴上,在某些情况下可能会引起堵塞。
出现这种问题时,挤出机可能会发出咔嗒声,耗材也会停止挤出。
在这种情况下,我们建议按照 wiki 文章疏通热端。在特殊情况下,您可能无法疏通热端,此时您需要安装新的热端。
此外,我们建议打印含有不同颗粒的耗材时使用 0.6 毫米的喷嘴,以避免堵塞。
¶ 电机相关问题
挤出电机发生故障的几率很低。出现故障时,电机没有足够的动力转动挤出齿轮,导致丢步。
测试挤出电机的最佳方式如下:
¶ 1. 从工具头拆下挤出机
首先是从工具头上拆下挤出机。
¶ 2. 用打印机屏幕上的挤出按钮转动挤出齿轮
轻按几下上料按钮即可转动挤出齿轮。

¶ 3. 尝试停止挤出电机
此步骤的目的是在挤出齿轮旋转时抓住它并使其停止。
如果挤出电机正常工作,您应该无法轻易使其停止旋转。
但是,如果挤出电机在旋转时可以轻易被停止,代表挤出电机可能有故障,需要更换。
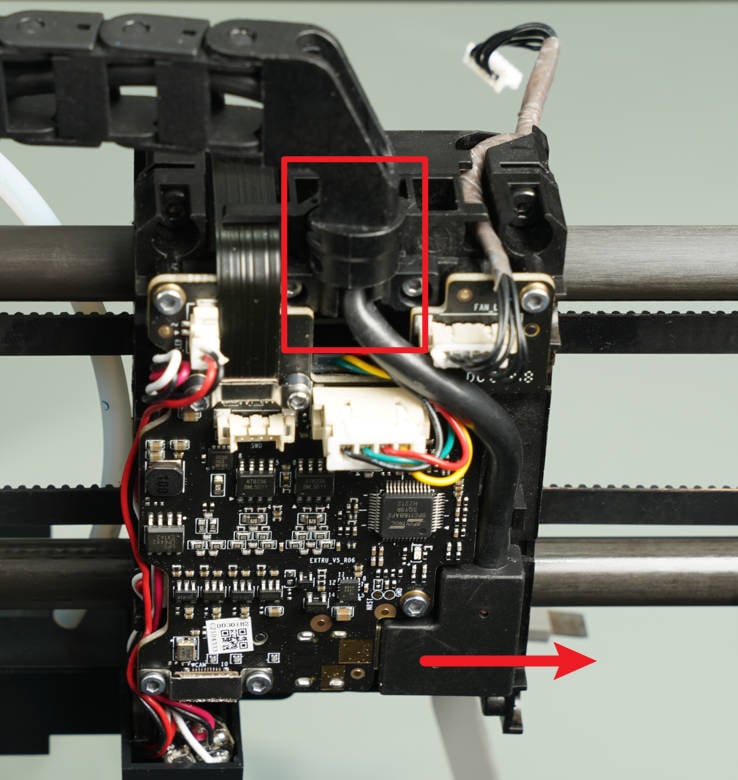
在更换挤出机前,建议仔细检查挤出主板上的挤出电机电缆的连接情况,并重新连接。
此外,我们还建议重新连接挤出主板上的 USB 数据线(此指南中的步骤 4)。
如果问题仍然存在,则此问题可能与挤出电机、工具头板/USB-C 数据线有关。请联系我们的客户支持团队为您提供帮助。
请务必提供打印机的日志文件,以及您所做测试的相关信息。
¶ 操作后的校准步骤
建议您在更换挤出机后进行一次热床调平,以确保打印机顺畅运行。
此外,强烈建议在进行打印之前清洗纹理PEI打印板,因为在更换挤出机的过程中,构建板可能会受到污染。
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。