¶ Preparation for drying before printing
PVA, or polyvinyl alcohol, is a flexible and biodegradable polymer that is highly sensitive to moisture and easily absorbs moisture from the air. It can also dissolve in liquid water.
PVA filament is relatively hard in a dry state and can be used with AMS and AMS lite. However, when it becomes damp, it becomes soft and sticky, making it no longer suitable for use with AMS and AMS lite.
We strongly recommend against using it without drying in advance, to avoid issues such as loading failures, stringing, extruder clogging, and nozzle clogging caused by damp filaments.
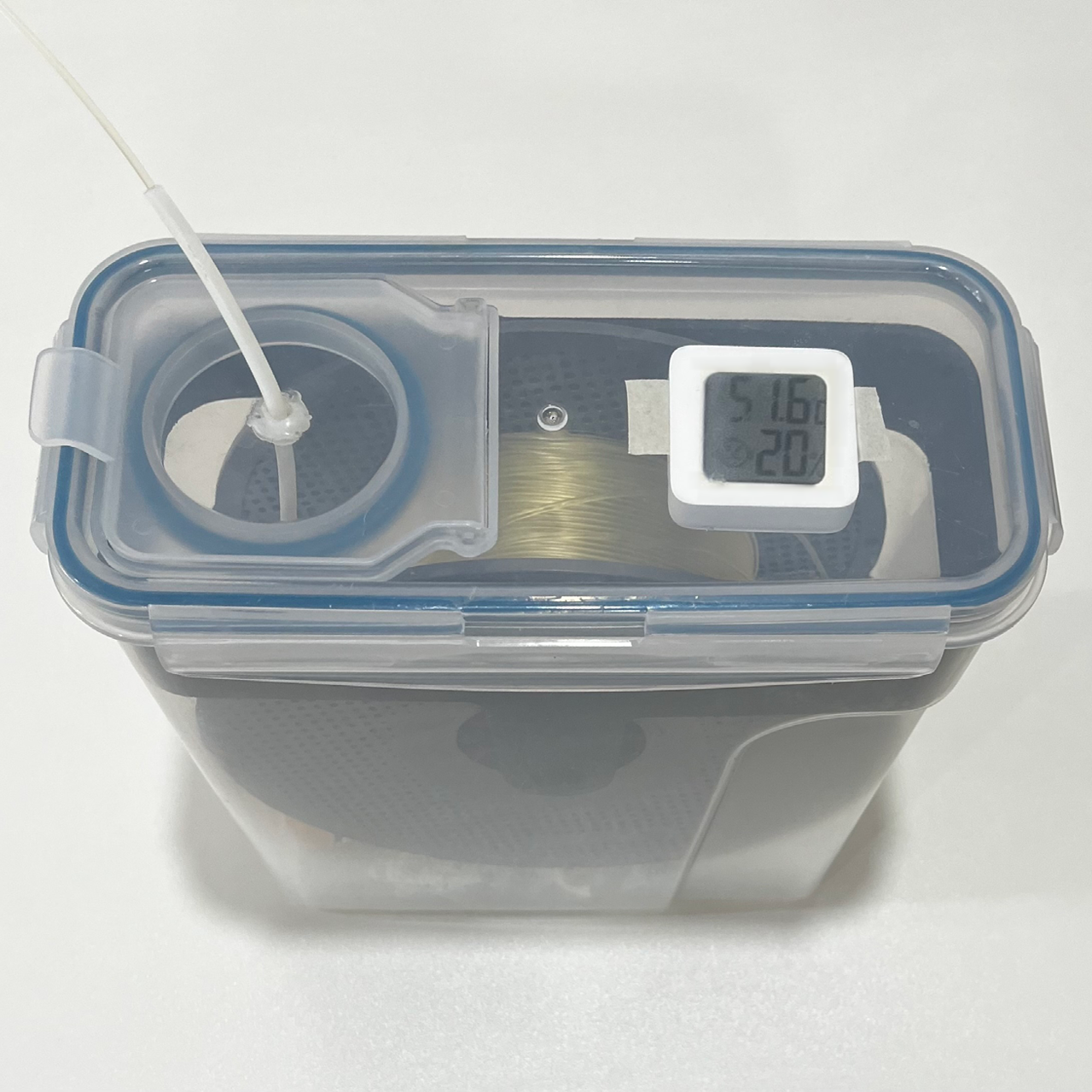
To avoid these problems and achieve higher printing quality, it is necessary to dry the damp filament before printing. During the printing process, store the filament in a sealed AMS and use a desiccant to ensure the humidity is below 20% RH, preventing the dried filament from becoming damp too quickly. The sealed container shown below is recommended for use in storing PVA.
Note: The sealed container shown below can only be used for printing when using H2D.

Note: When storing PVA, please use calcium chloride desiccant with better moisture absorption performance. Silica gel desiccant cannot keep PVA dry for a long time.
Note that since the water absorption rate of PVA is much faster than other filaments, it should be placed in a dry environment (drying box or AMS) immediately after drying without waiting for it to cool down. The relative humidity in the open air indoors is usually 45% ~ 65% RH, and it will be higher in humid weather. In a dry environment with 20% RH, PVA filaments can stay dry for about 1 to 3 days. In a normal indoor environment with about 55% RH, the freshly dried PVA filaments will get damp in about 1 to 3 hours to the extent that the printing quality will deteriorate.
The recommended parameters for drying PVA using a blower oven or printer are as follows:

Note: When using the printer's heatbed for drying, a box (such as the original carton for filament) should be used to cover the filament.You can refer to this wiki for more information on drying and moisture prevention:Filament Drying Recommendations
You can quickly judge the dryness of the PVA filament by bending it as shown in the figure below. The bending hardness of the dried PVA filament will be harder than that of the PLA Basic filament.
|
PVA after drying |
PVA after leaving air for 15 minutes |
 |
 |
¶ Parameter settings
In Bambu Studio, when using support filament for printing support structures, there are two options:
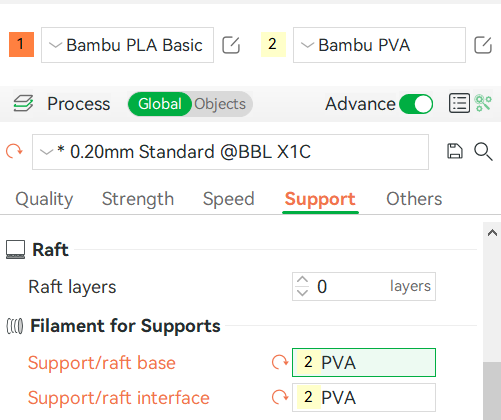
1. Using support filament as both the support base and support interface:
This option is more suitable for models that require extensive support during the printing process but are difficult to remove after printing and require overall dissolution, such as hollow or nested models.
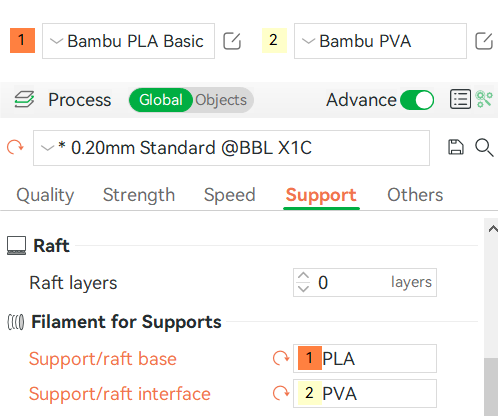
2. Using the main filament as the support base and the support filament as the support interface:
This option is more suitable for regular models that require minimal support structures that are easy to remove, in which case PVA and Bambu Support for PLA have similar effects. The specific setting method is as follows:
|
Using support filament as both the support base and support interface |
Using the main filament as the support base and the support filament as the support interface |
 |
 |
The default support parameters of most printers are not suitable for cases where both PVA is used as the support base and as the support interface, and appropriate modifications are required. In such cases, it is advisable to avoid using tree supports (which can be excessively thin and fragile) during slicing to prevent the collapse of these supports during printing. To achieve better results, the following slicing settings are recommended.
|
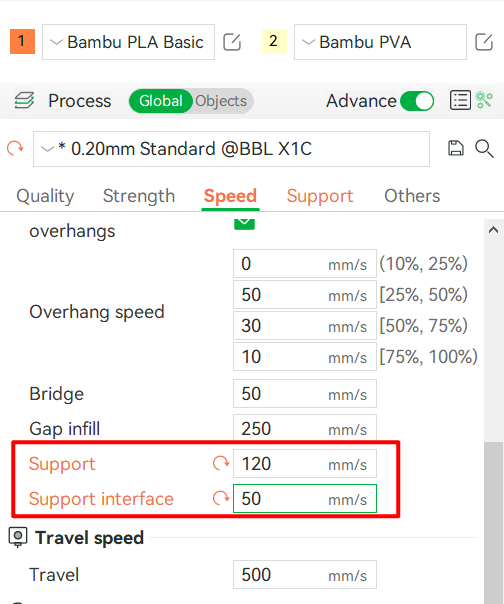
1. Speed settings |
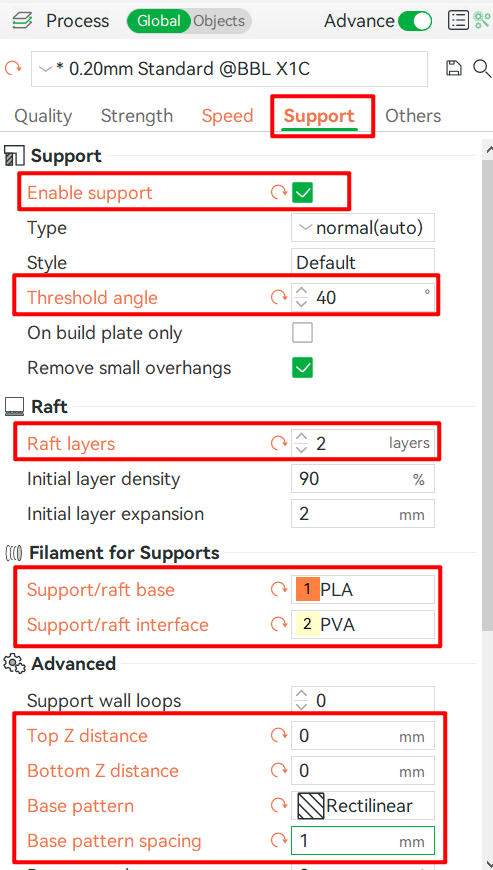
2. Support settings |
 |
 |
¶ Download 3mf parameter file with PVA support
The following are the preset parameter files provided for different models (X1/H2D) and for support base or support interface. When printing, you can import the model using the following 3mf file for printing or check the corresponding parameters (when printing with other models of printers, you can transfer the corresponding process parameters and filament settings mentioned below as well):
X1C:
bambu_pva_(pva_support base_+_pva_support interface)_x1c.3mf
bambu_pva_(pla_support base_+_pva_support interface)_x1c.3mf
H2D:
bambu_pva_(pla_support base_+_pva_support interface)_h2d.3mf
bambu_pva_(pva_support base_+_pva_support interface)h2d.3mf
¶ Suggested printing process
- To ensure successful printing, always keep the PVA filament dry during the printing process. You can store it in a sealed dry box with desiccant (preferably calcium chloride, which has better moisture absorption performance), and ensure the humidity inside the box is below 20% RH.
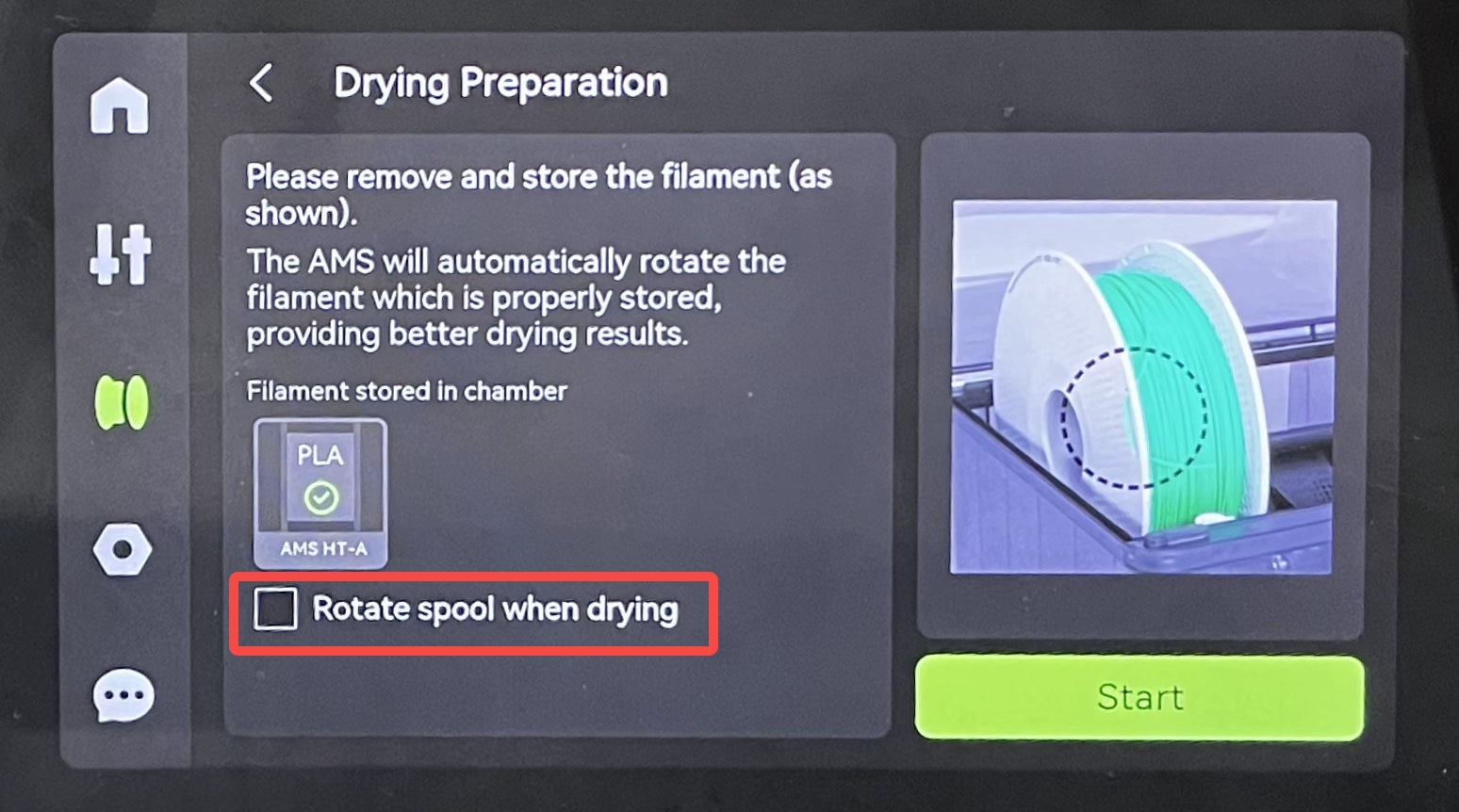
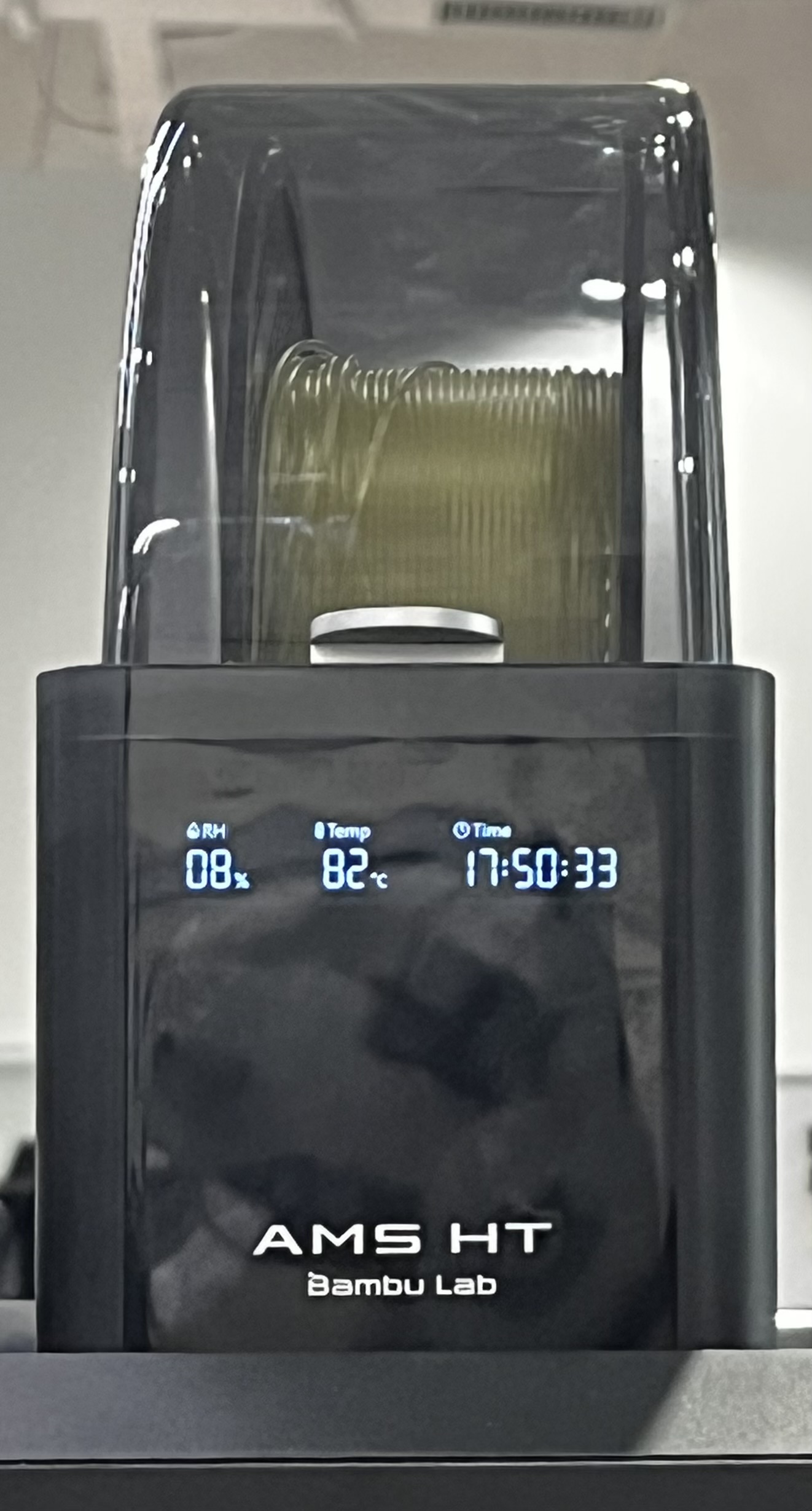
- Alternatively, you can use the AMS HT without desiccant, but you must enable the drying mode and disable the "Rotate Spool When Drying" option. Set the drying temperature to around 80 °C.
That is, during drying, the AMS HT cannot use the automatic loading/unloading function, but it can still serve as a dry box to prevent the filament from absorbing moisture.
 |
 |
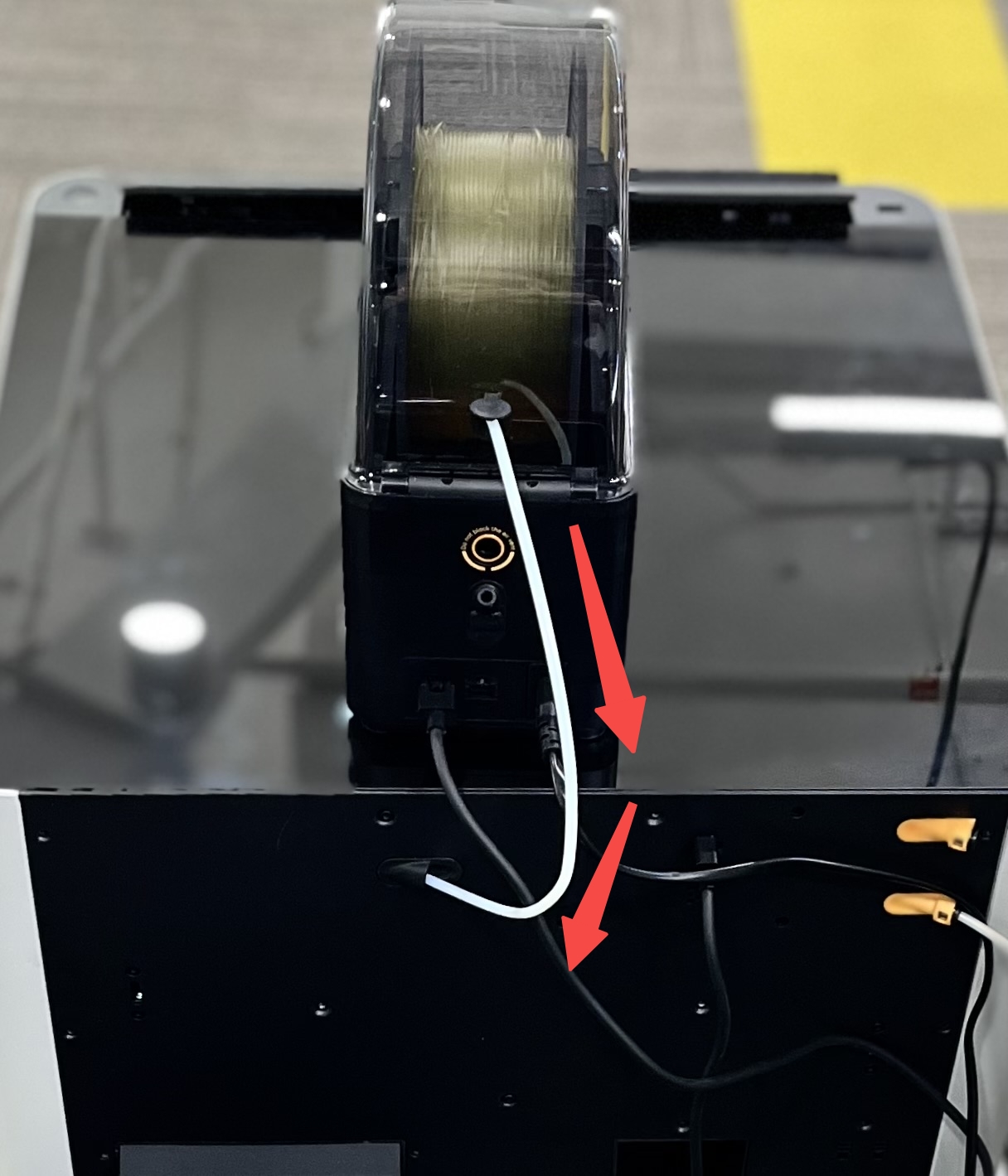
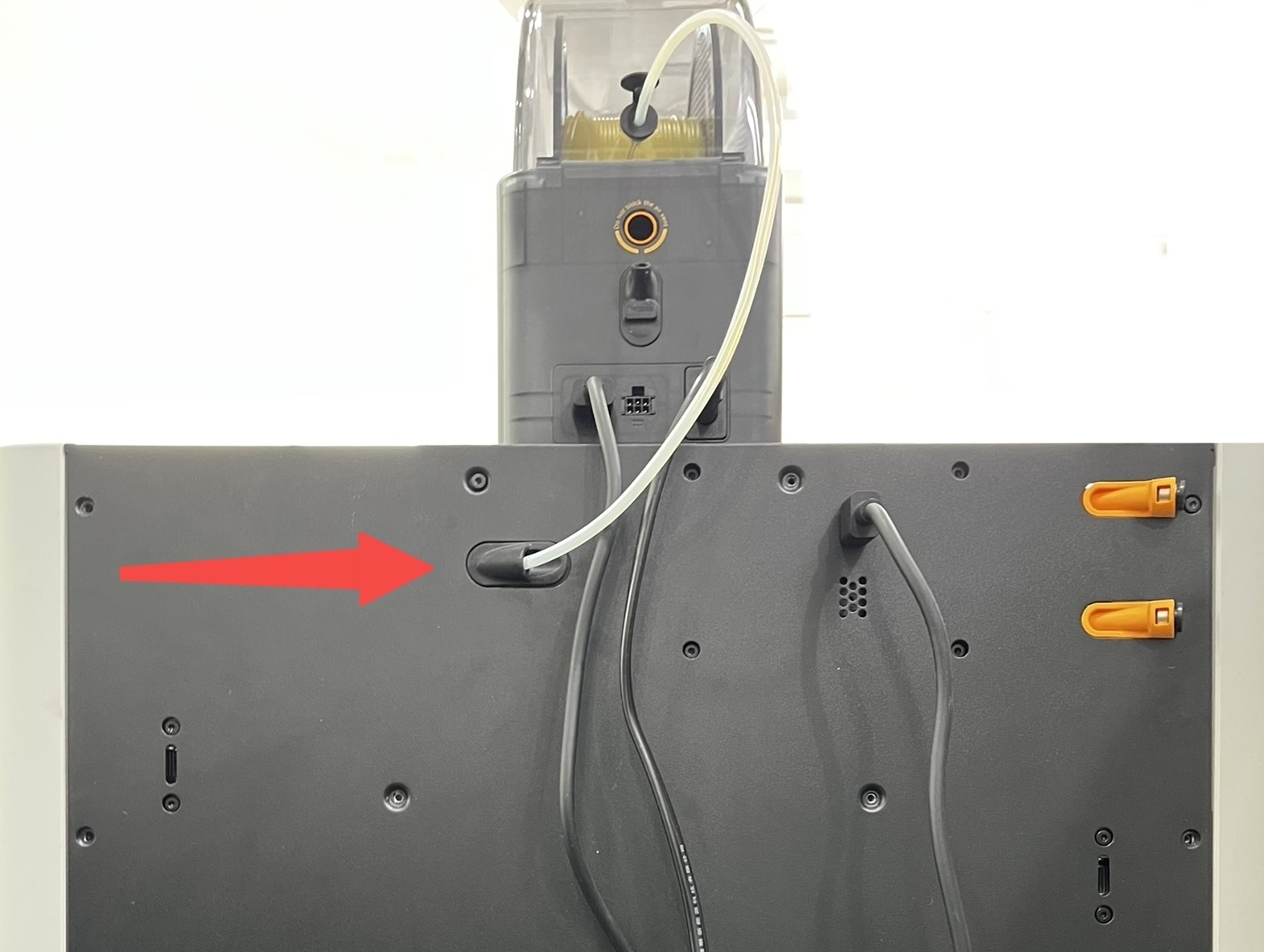
- It is recommended to place the AMS HT above the printer and use the TPU filament outlet for feeding. Connect a PTFE tube between the AMS HT outlet and the printer’s filament inlet (e.g.the TPU filament inlet for H2D) to prevent early deformation of the filament.
 |
 |
- When loading the filament, first try feeding it manually to check whether the nozzle can extrude the material properly. After confirming that the filament is dry and the nozzle temperature is correctly set(240 ℃ - 250 ℃), if extrusion is abnormal or the extruded filament is not coming straight down, perform a cold pull or replace the nozzle.
| Normal Extrusion | Extrusion Issue 1 | Extrusion Issue 2 |
|---|---|---|
 |
 |
 |
¶ Dissolution of supports after printing
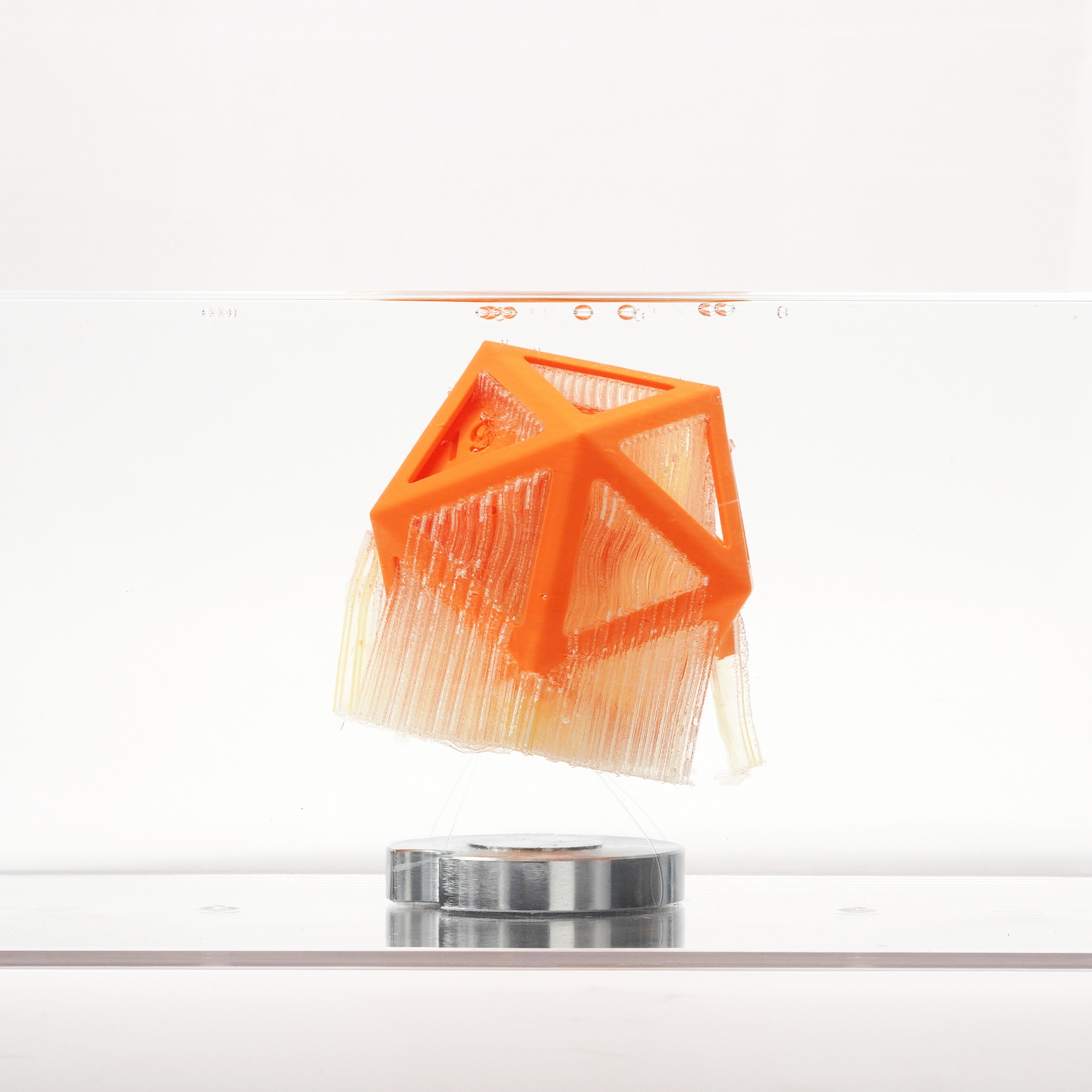
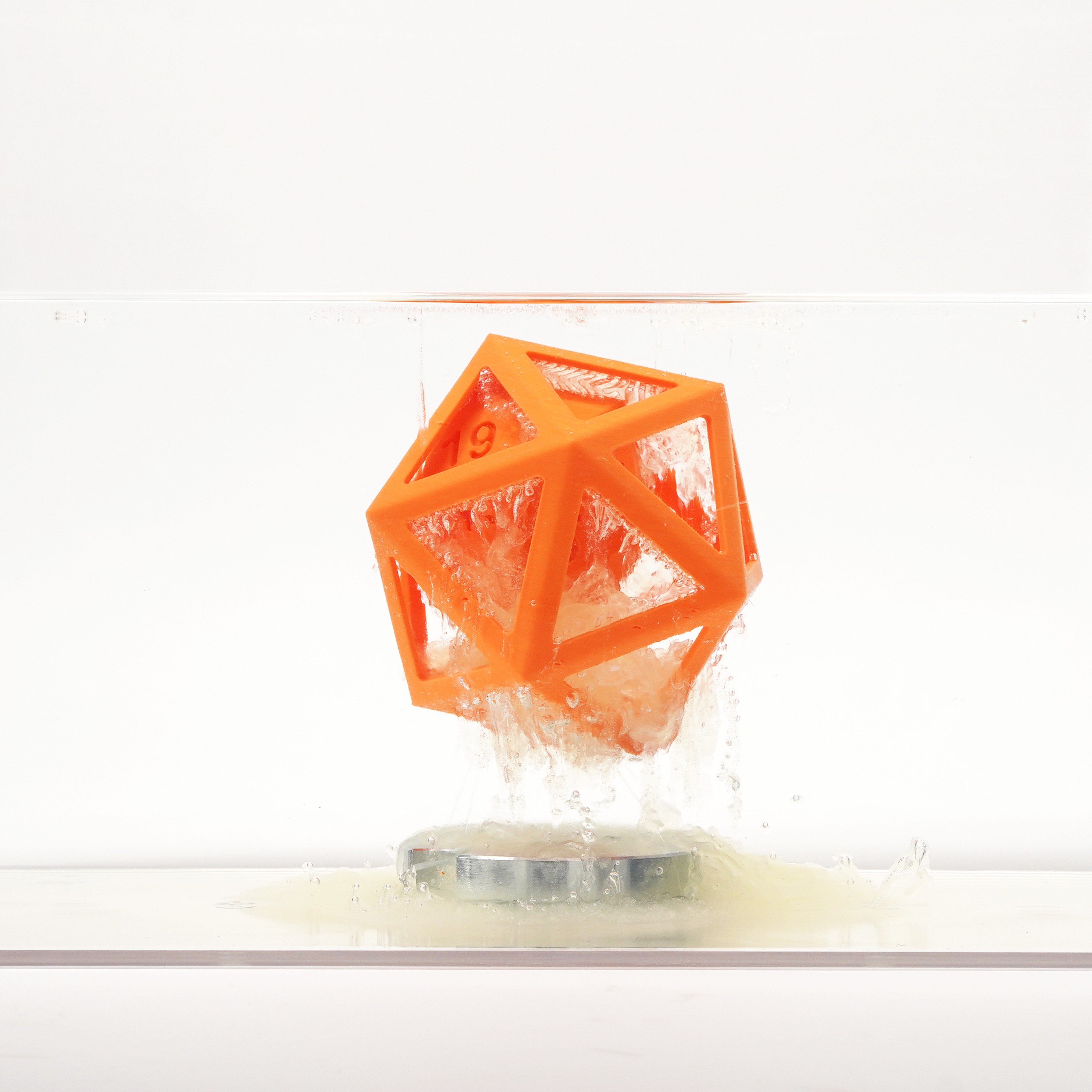
After printing, immerse the model in water to easily dissolve and remove the PVA supports. The dissolution process may take a few hours to a dozen hours.
Using warm water and agitation can speed up the dissolution of PVA. However, if the model is printed on PLA filament (low heat-resistant), the water temperature should not exceed 50°C to avoid deformation of the model.
| 1. Before immersing | 2. After immersion for a few hours | 3. After complete immersion |
|---|---|---|
 |
 |
 |
Due to the presence of numerous voids inside most FDM 3D printed models, there is a risk of water ingress into the internal structure during the immersion process. To reduce the risk of water ingress inside the model, you can refer to the parameter settings in this wiki article: Guide to reduce the risk of prints leakage
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
To ensure a safe and effective execution, if you have any concerns or questions about the process described in this article, we recommend submitting a Technical ticket regarding your issue. Please include a picture or video illustrating the problem, as well as any additional information related to your inquiry.