Bambu Studio 2.0 introduces an exciting range of optimizations, particularly for users working with dual-nozzle 3D printers like the Bambu Lab H2D. This version refines the slicing and printing workflow to make the most out of advanced printing setups, ensuring smoother operations and better material efficiency.
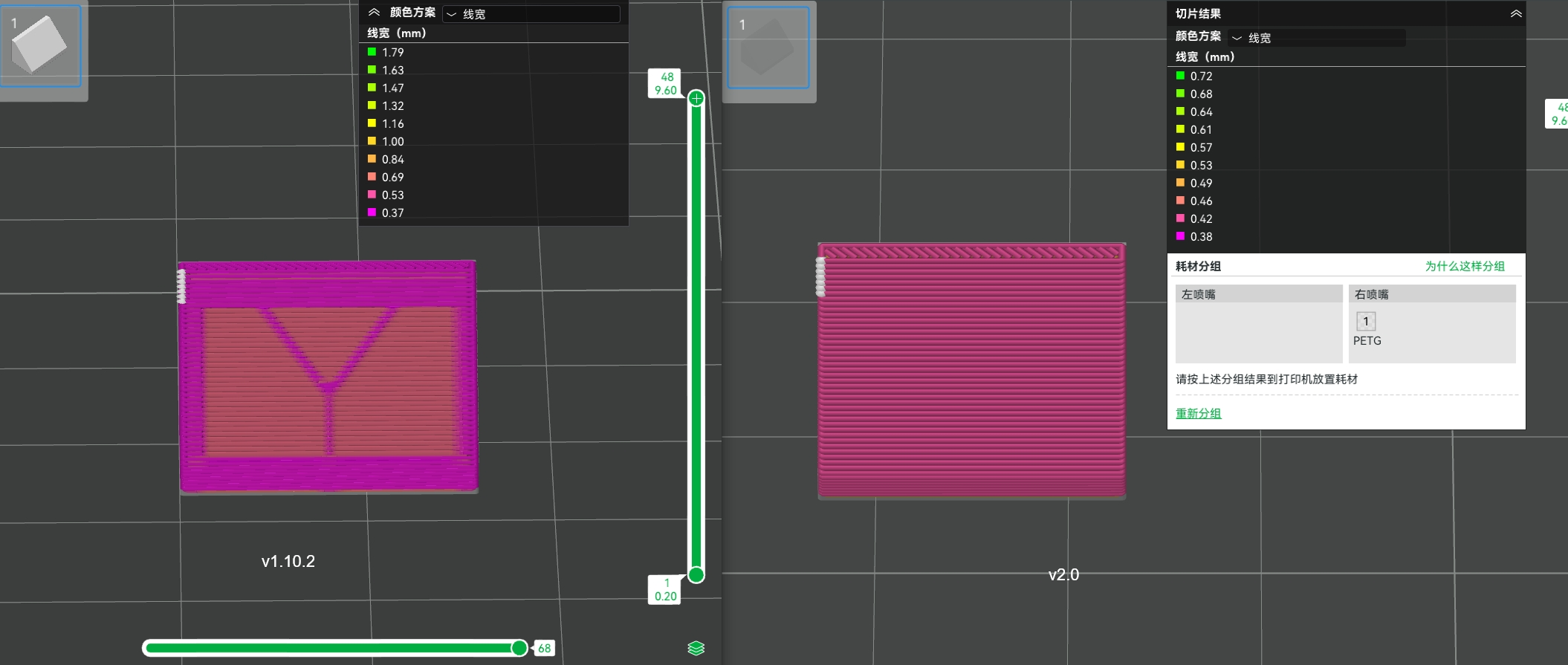
One of the key innovations is the optimization of filament grouping. In dual-nozzle 3D printing, the distribution of model colors, the sequence of color changes, and differences in flush volumes between colors all directly impact material use. Bambu Studio 2.0 automatically calculates the best filament arrangement, helping users minimize waste and achieve more efficient prints without manual intervention.
Furthermore, the software now supports independent parameter settings for dual-nozzle, taking into account variations in nozzle types, materials, and settings. This feature is vital to optimize the performance of the dual-nozzle printing system, ensuring the best results for each material.
The improved user interface also plays a crucial role. As the complexity of managing dual nozzles and multiple AMS (Automatic Material System) connections increases, Bambu Studio 2.0 ensures a more intuitive and streamlined experience. Users can focus on their projects without getting bogged down by complex configurations, thanks to the software's smart guidance system that simplifies setup.
Finally, the Bambu Lab H2D, a multifunctional manufacturing center, further enhances this experience. This capability opens up new possibilities for advanced processing scenarios that were once unattainable, or it can help improve efficiency and reduce material consumption through intelligent filament grouping. The Bambu Lab H2D truly expands the potential of 3D printing, enabling more efficient, flexible, and creative manufacturing processes.
Bambu Studio 2.0, with its suite of optimizations, unlocks the full potential of the H2D, making it a game-changer for users seeking greater control, flexibility, and efficiency in their 3D printing projects.
Note: Bambu Studio 2.0 represents a significant upgrade over the previous 1.x series. Due to the introduction of an entirely new workflow and features, 3MF files generated by version 2.0 can only load geometry data in older versions of Bambu Studio. To fully experience the new features, we recommend that users upgrade to version 2.0 as soon as possible.
Bambu Studio 2.0 has streamlined the printing workflow, as highlighted in the overview above. Now, let's dive into each step and explore how the new features enhance the process.
1. Import model and change preset to current printer
- Support for Bambu Lab H2D: Bambu Studio now supports the H2D printer preset. Additionally, selecting the nozzle information is no longer required in the printer selection interface.
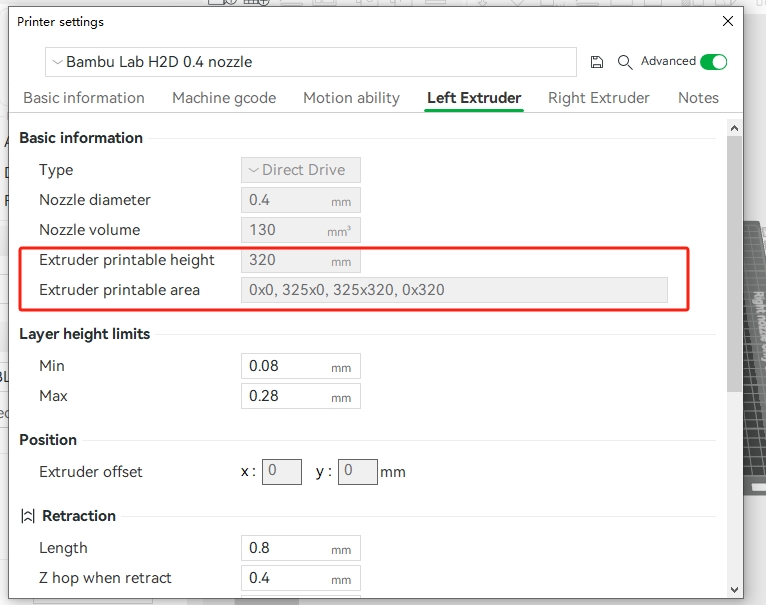
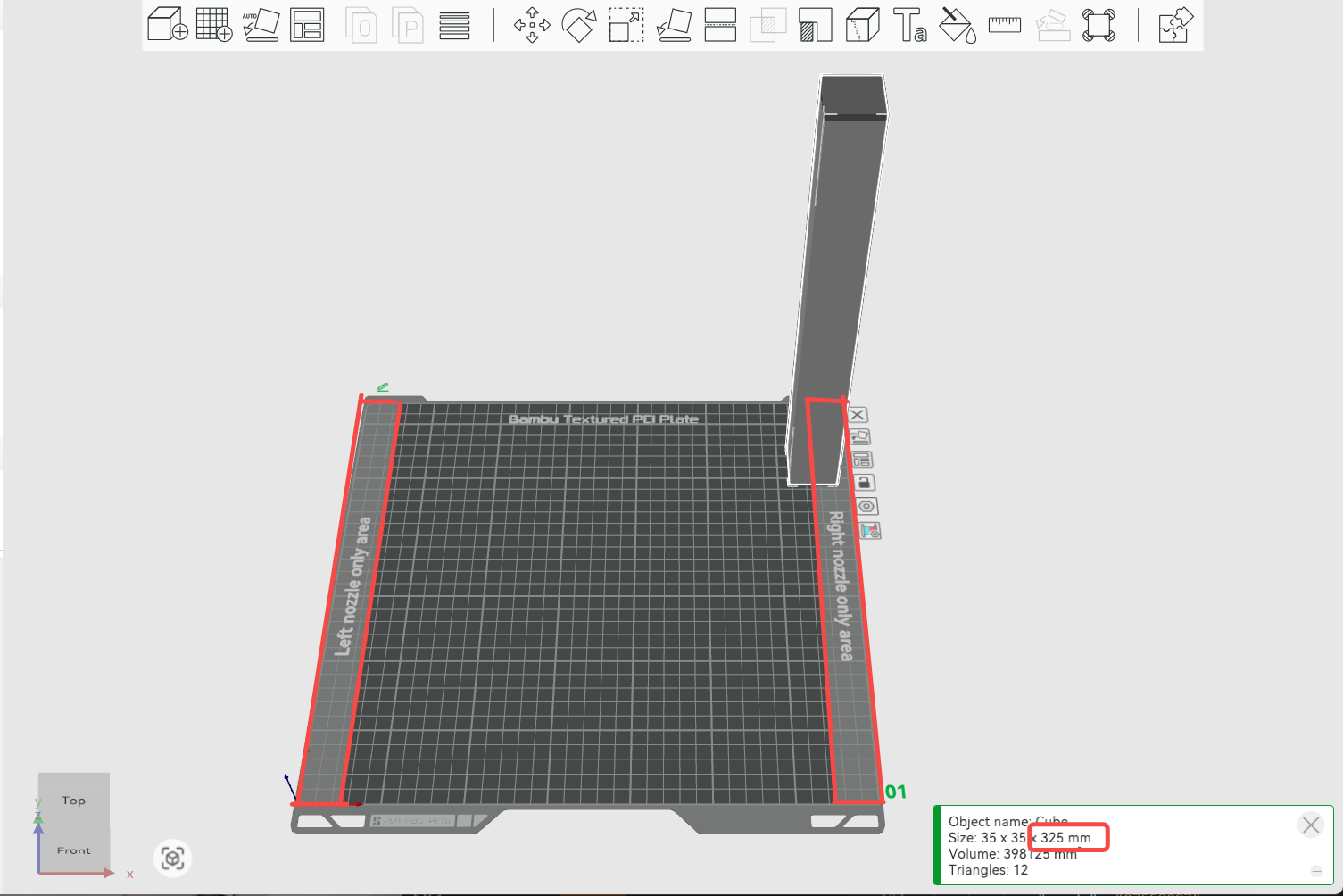
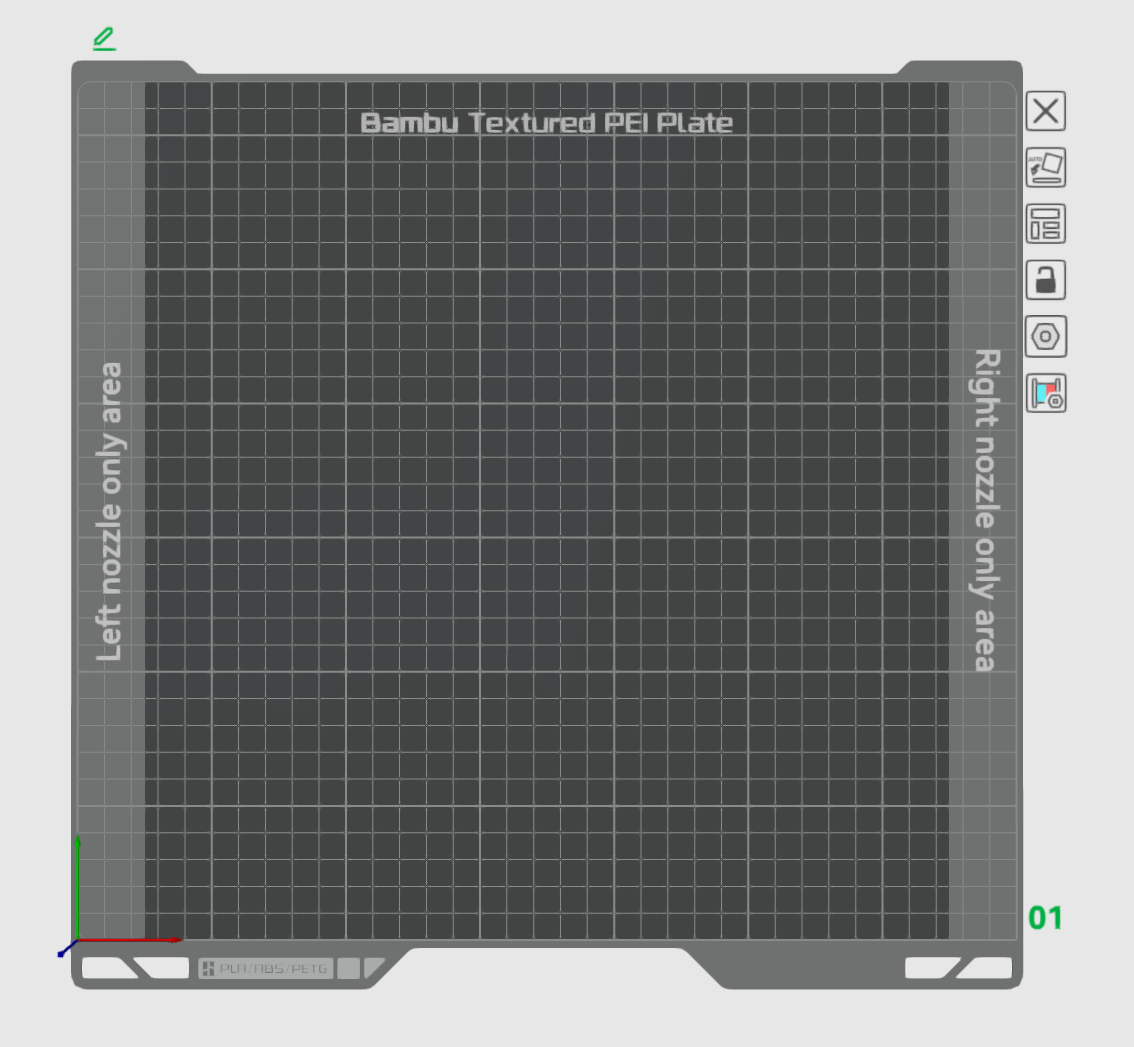
The H2D printable area varies slightly between the left and right nozzles. The left or right side of the plate corresponds to areas that can be only printed by this side's nozzle, while the center is a shared printable area for both nozzles. In addition to the information displayed on the plate, you can refer to the left or right extruder parameters in the printer settings or visit the Wiki for detailed information.
- Printer Preset Auto-Sync Recommendation: If the preset embedded in the imported 3MF file does not match the type or preset of the connected printer, the system will recommend switching to the corresponding preset based on the printer type displayed on the device page, enabling a faster start for subsequent tasks.
2. Sync printer & filament information
The number of AMS and the connection method determine the maximum number of filaments that can be accommodated by the left and right nozzles, which is essential for the automatic filament grouping algorithm.
- Added Printer Information Synchronization: A printer synchronization button has been added for dual-nozzle models. When the device is connected to a dual-nozzle printer, clicking this button will synchronize the nozzle diameter, nozzle type, and AMS quantity. After that, AMS and filaments status will show on the UI directly.
- Nozzle Type and AMS Quantity Adjustment: For dual-nozzle printers, users can manually configure the nozzle type (Standard / High Flow) and AMS quantity (Four-slot / Single-slot).
- Filament Sync Function (AMS Sync) Update: After syncing the printer information or after clicking the filament sync button, a new pop-up will prompt you to synchronize the filaments. Based on the origianal "Override mode", we add "Mapping mode" to help user sync filaments info more accurately from their AMS or exteranl spool. Users can click on each filament preset box to manually select the corresponding filament in the AMS or external spool.
Note: This step synchronizes only the color and type of the filament, not the AMS slot information.
3. Change printer/filament/process settings
For dual-nozzle printers, we have added a range of presets and parameters to accommodate the adjustment requirements across various scenarios.
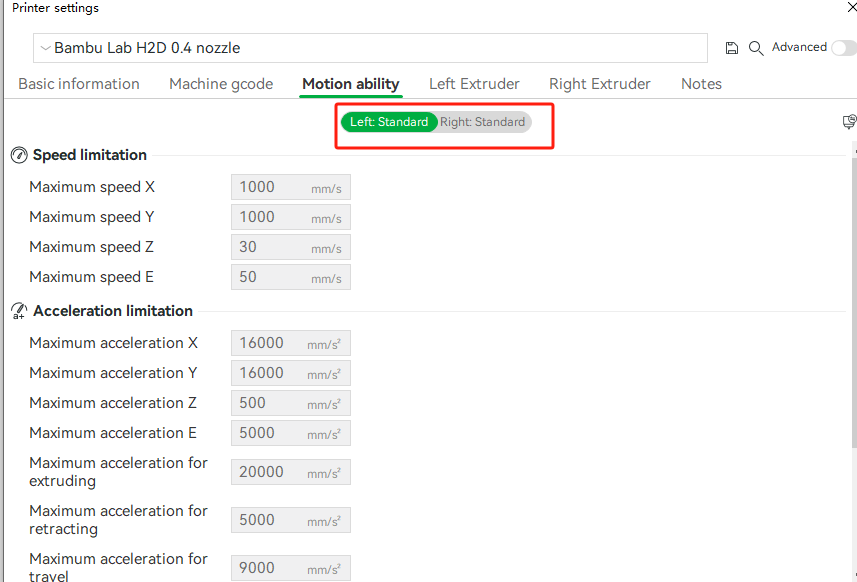
- Dual-Nozzle Presets with Distinct Nozzle Options: The “Motion Ability” setting for dual-nozzle printers now includes independent configurations for the left and right nozzles, allowing users to set parameters for each nozzle separately.
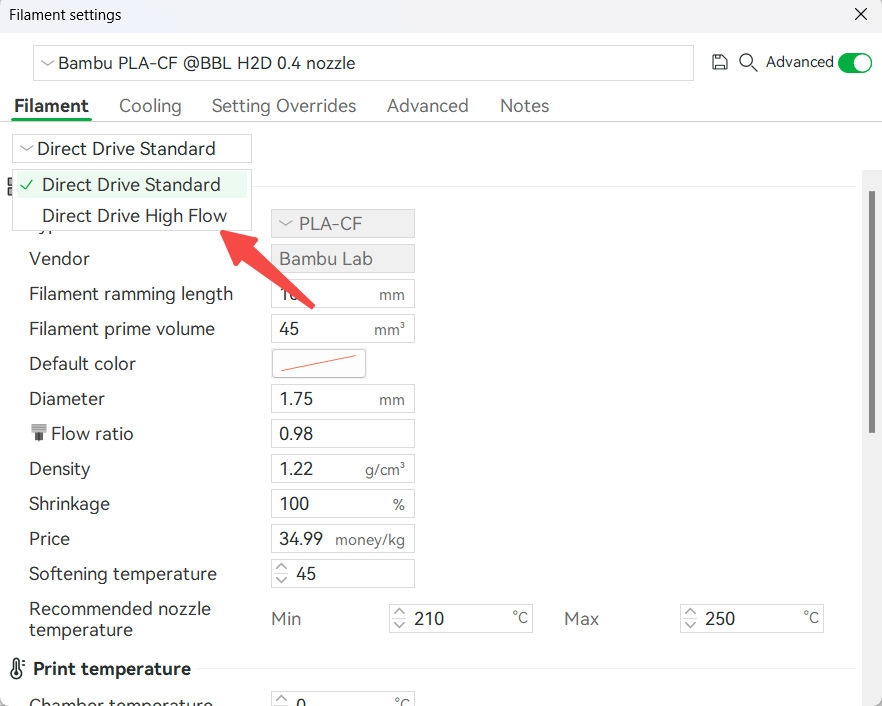
- Filament Presets Supporting Different Nozzle Types: In the “Filament” and “Setting Overrides” tabs, it is now possible to set parameters specific to different nozzle types. During slicing, the selected nozzle type will be applied automatically. Parameters related to nozzle types are marked with a nozzle icon for easy differentiation.
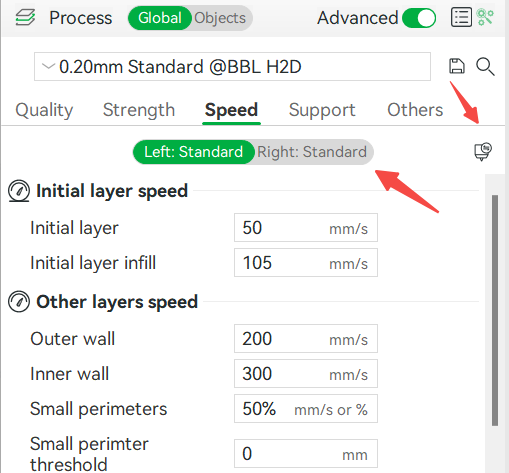
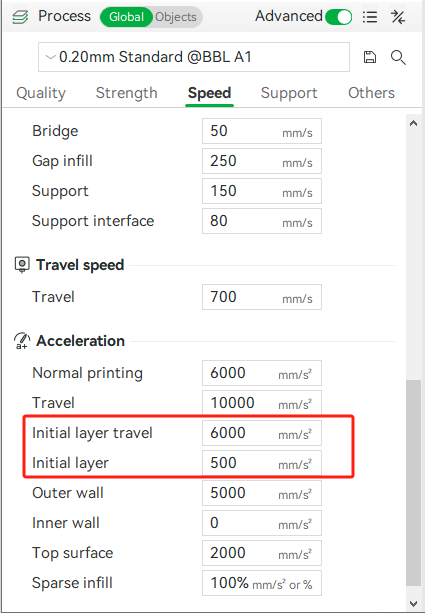
- Added Dual-Nozzle Presets and Initial Layer Acceleration Parameters in "Process-Speed" Tab: When a dual-nozzle printer is selected, the Speed tab allows independent setting of speed parameters for the left and right nozzle. If you wish to synchronize the speed parameters from one side to the other after making changes, simply click the speed sync button on the right. In addition, the acceleration tab now includes "Initial layer" and "Initial layer travel" options for users to adjust initial layer acceleration individually.
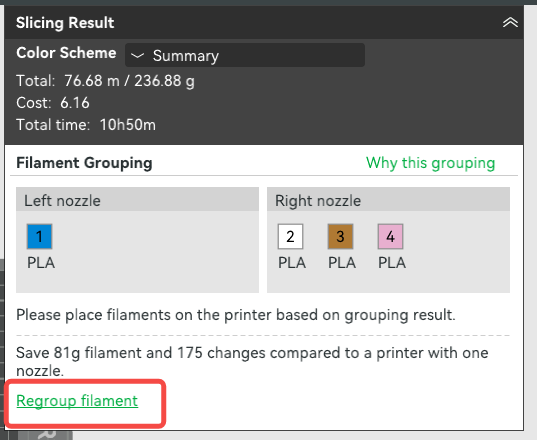
4. Filament Grouping
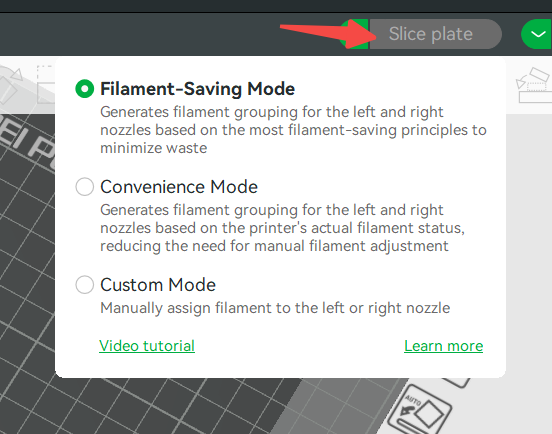
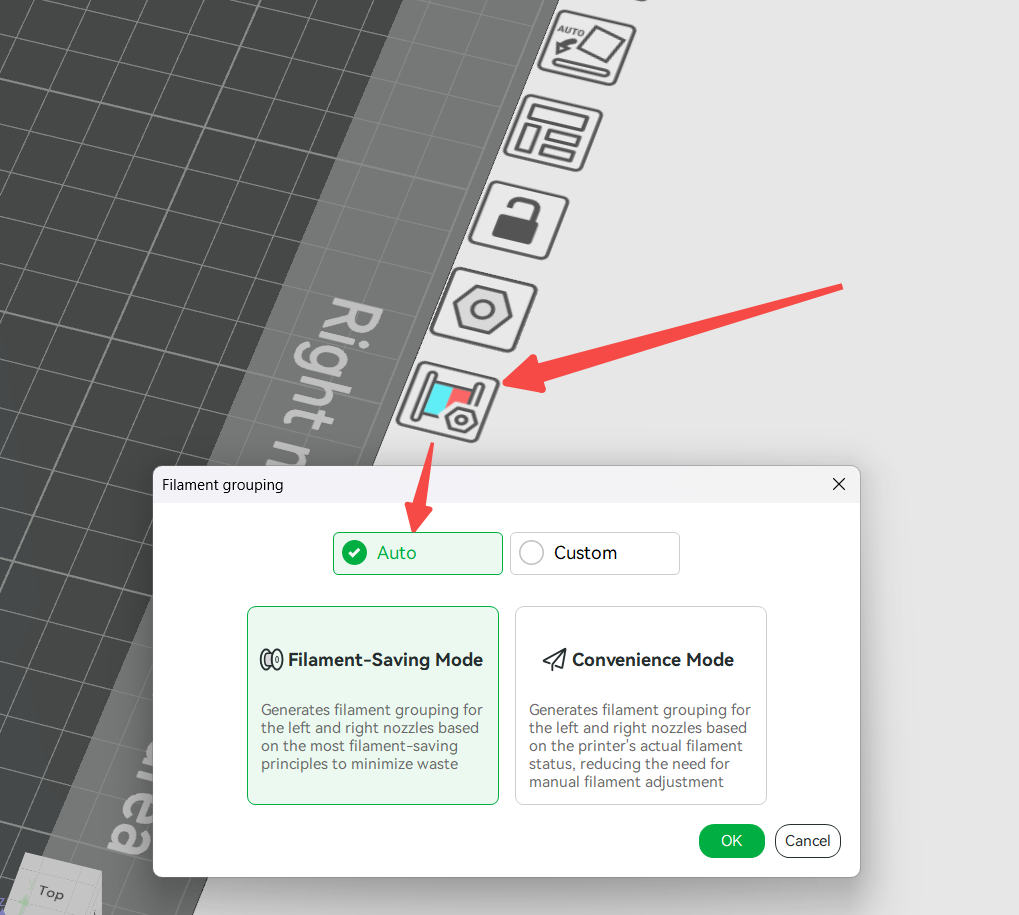
- Filament Grouping Function: A new filament grouping function has been introduced for dual-nozzle printers, supporting the following three grouping modes:
- Filament-Saving Mode: The system minimizes filament waste, though users might need to manually adjust the filament placement or AMS connection order on the printer.
- Convenience Mode: Grouping is based on the current arrangement of filament and AMS, which may result in slightly higher filament waste compared to Filament-Saving Mode.
- Custom Mode: Allows users to configure grouping based on a custom arrangement order.
Users can set grouping via a hover panel during slicing, or configure grouping for individual build plates using the grouping settings button on the right side of each plate, or re-group by clicking the corresponding button in the grouping results.
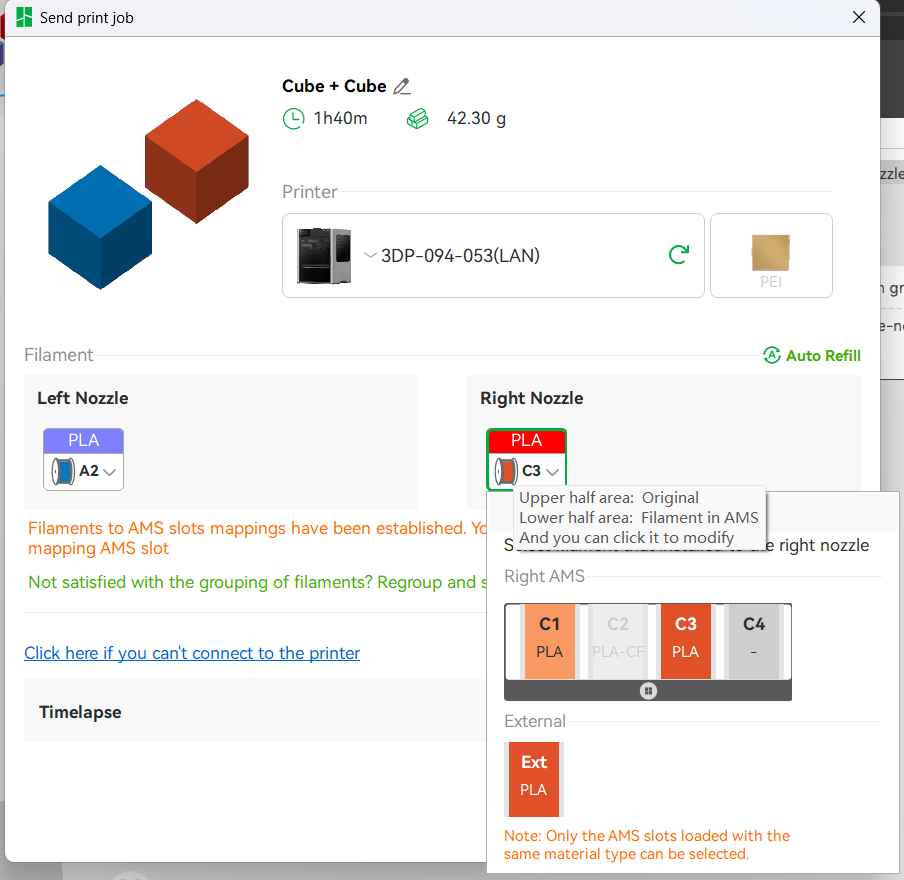
5. Send Print
- Dual-Nozzle Mapping Support on the Send Page: Currently, filament mapping is supported for linking filament from a single nozzle to the corresponding AMS and external spool on the same side. Additionally, X-series, P-series, A1, and A1 Mini printers offer support for external spool mapping.
There are some other features for Bambu Lab H2D in Studio 2.0.
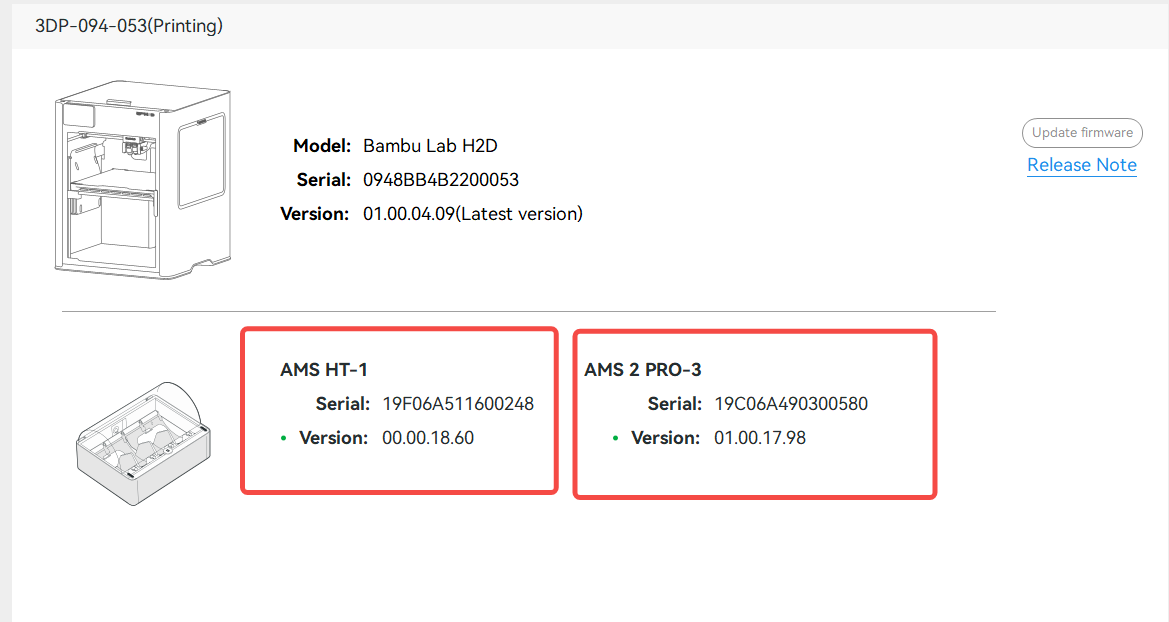
- Support for New AMS: Now supports AMS HT and AMS 2 PRO.
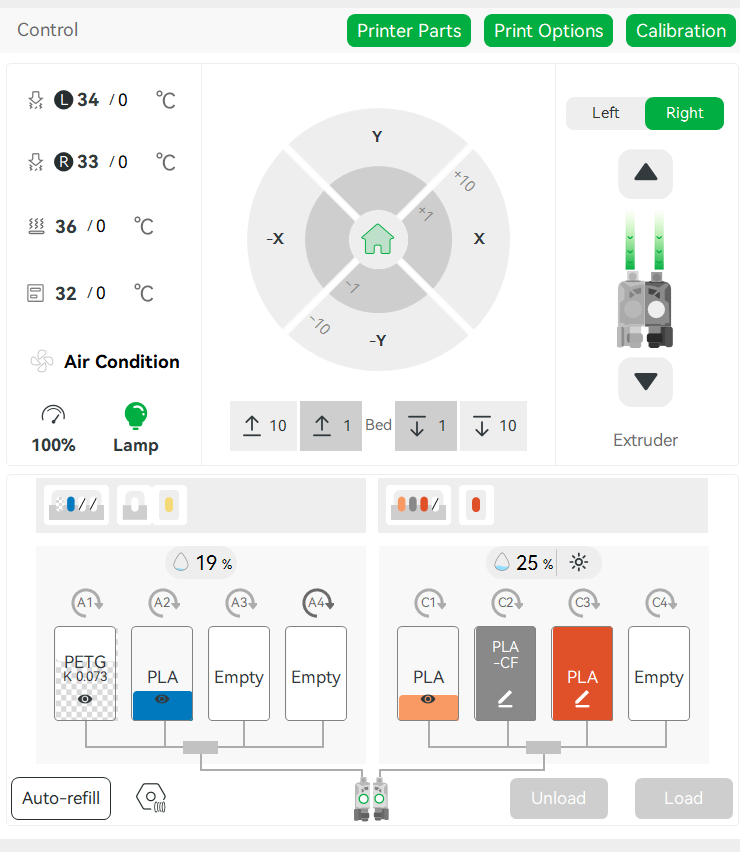
- New Dual-Nozzle Display Support on the Device Page:
- Display and control of left/right nozzle temperatures;
- Air condition system display and control;
- Display of left/right nozzle status;
- Display of left/right AMS status, etc.
- Render Engine Upgrade:
- Shaders now support GLSL 140.
- GPU Picking Optimization: Only objects near the cursor are rendered.
- New Highlight Rendering Effect.
- The move/rotate Gizmo now maintains a consistent screen size.
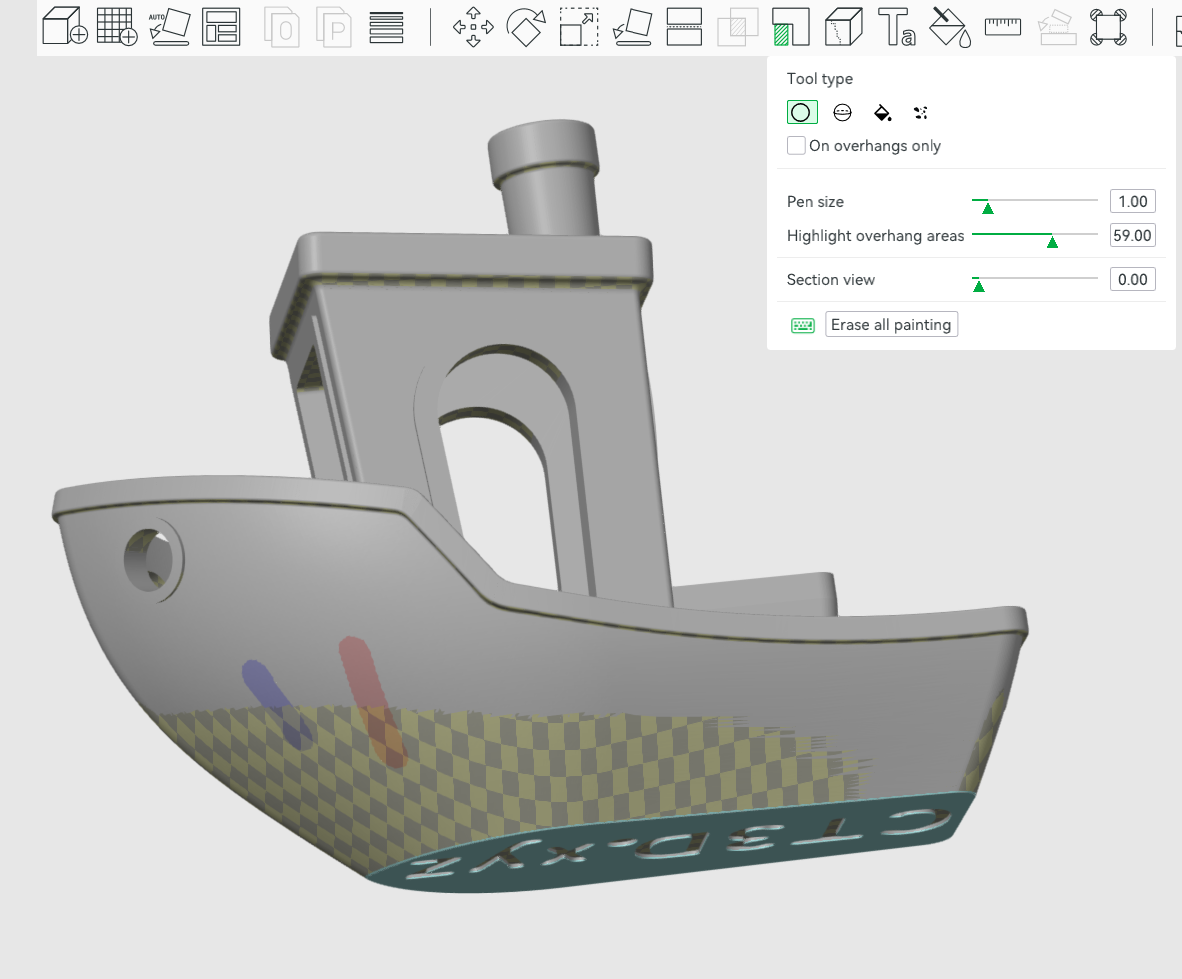
- Use chessboard pattern to show the overhang area.
- Fixed issues related to Instancing Draw;(#5753)
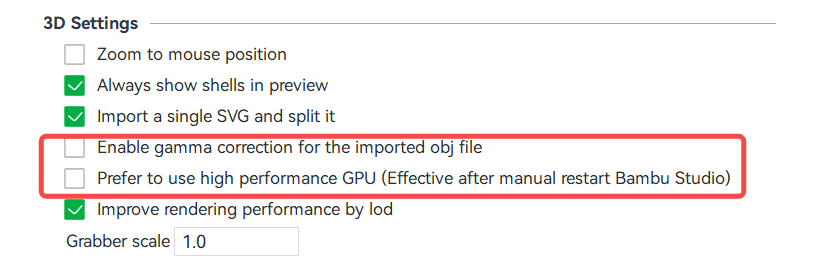
- Added a Gamma Correction Option for OBJ Imports: Special thanks to @SinanAkkoyun for the contribution. This option is disabled by default.(#6087)
- Added "Prefer to use high performance GPU" option: If enabled, this feature can improve rendering performance, but may cause flickering on multi-GPU systems. This option is disabled by default.
- Removed numerous unnecessary runtime OpenGL calls and optimized readpixel after swapchain.
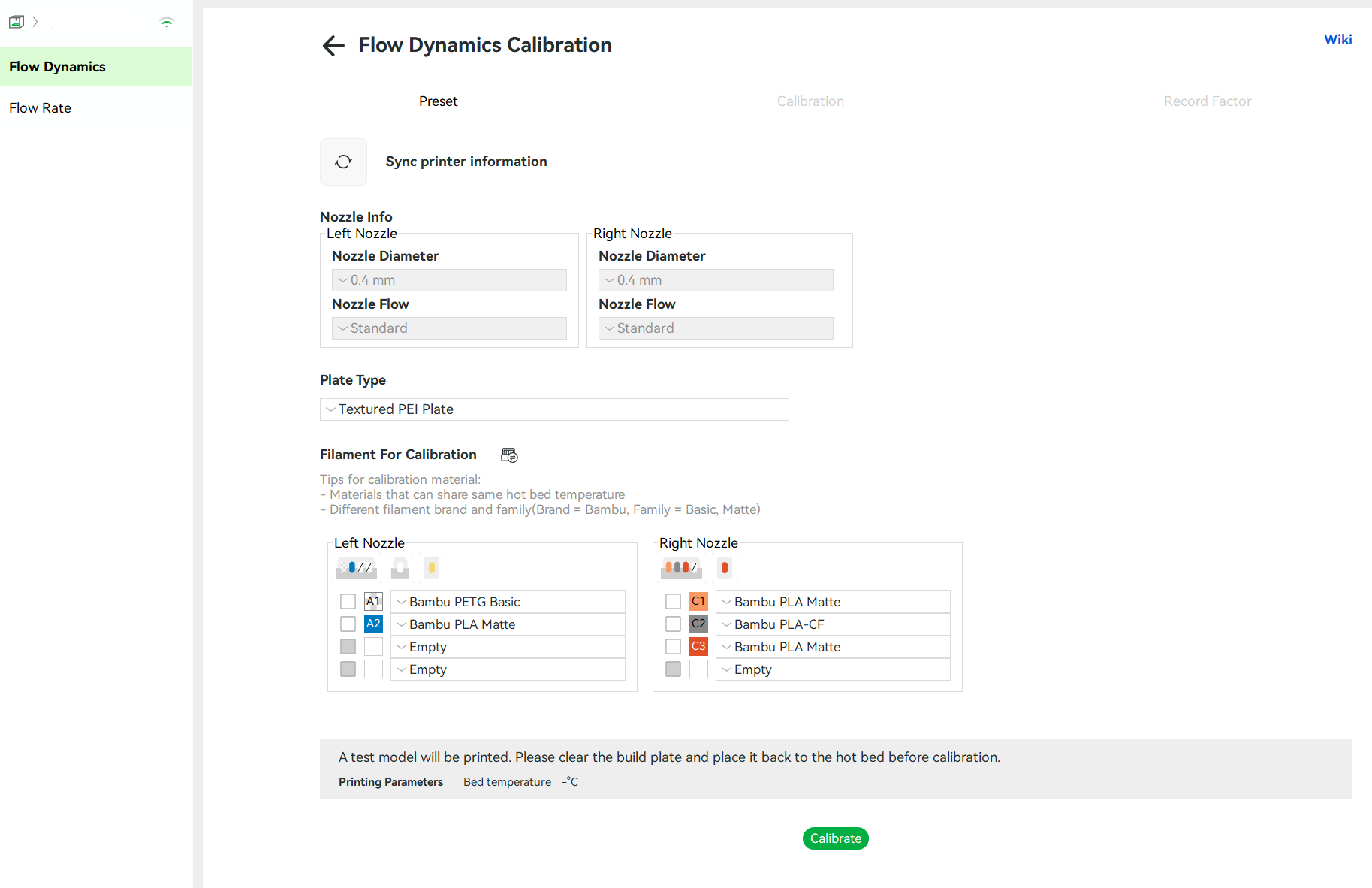
- Auto Flow Dynamics Calibration Function Optimization: A new auto flow dynamics calibration has been introduced for dual-nozzle printers, along with updates to the related UI.
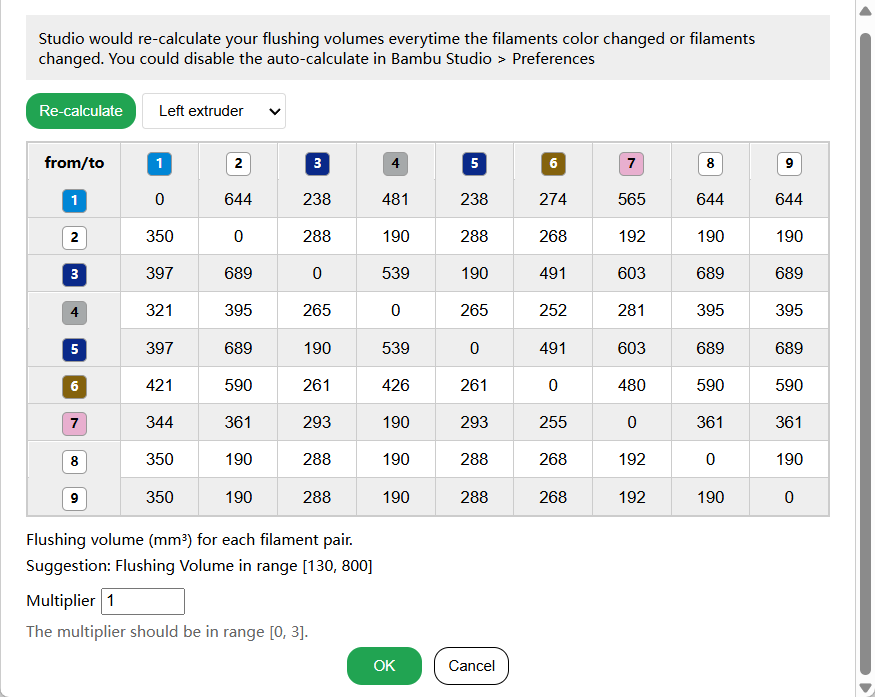
- Flushing Volumes Page Optimization: Supports independent configuration of the flush table for the left and right nozzles.
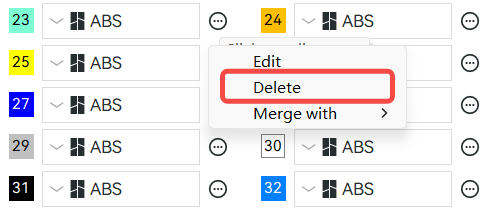
- Up to 32 Colors for Project Filaments: Considering H2D supports up to 25 colors, we expand the project filament limit to 32 colors, and now supports deleting materials from any position in the list.
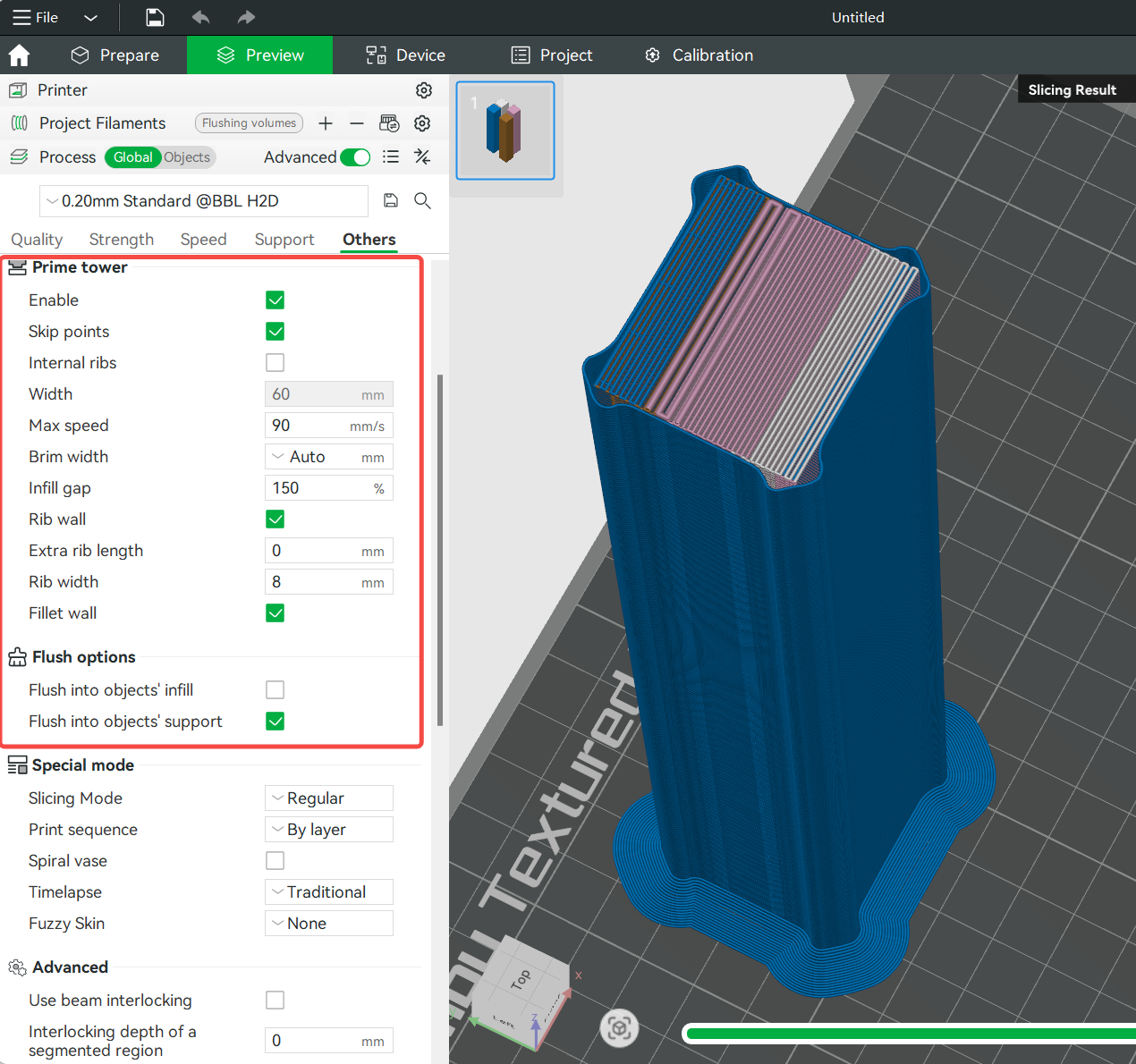
- Prime Tower Optimizations:
- Introduced segmented prime tower, with different material adhesion zones for printing;
- Added the outer wall gap of the prime tower and adjusted the travel path after purging to reach the prime tower;
- Added rib outer wall and supported outer wall filleting;
- Automatically calculates the Brim width based on the prime tower height;
- Added an ironing step before tool change;
- Introduced an infill gap setting;
- Optimized collision detection for the prime tower;
- For different adhesion materials, the contact layer is printed solidly with additional padding layers underneath;
- Ramming with double line width;
- Optimized the front-end rendering of the prime tower by using the actual prime tower model after slicing;
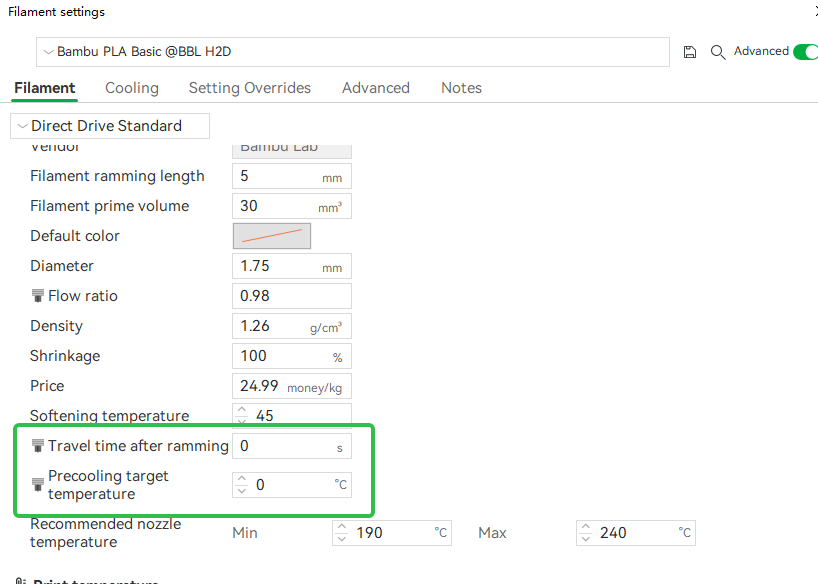
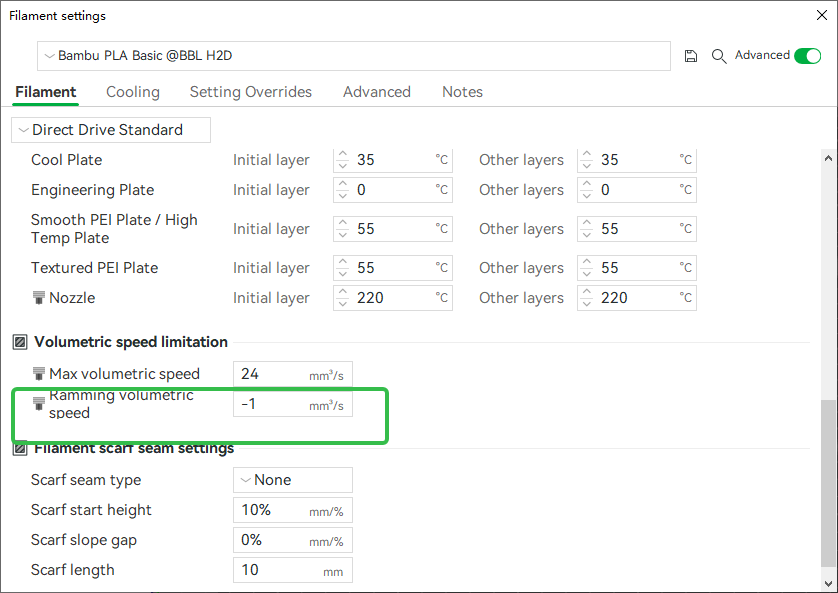
- Open control parameters: max speed, travel time after ramming, precooling target temperature, and ramming volumetric speed.
More details to see by https://wiki.bambulab.com/en/software/bambu-studio/parameter/prime-tower.
- Optimized the Heat Bed Texture Display for Dual-Nozzle Printers: According to limitations of dual-nozzle printers, we upgraded the heat bed texture to show the only printable area for left or right nozzle.
- Preheating and Cooling Planning: For dual-nozzle printers, automatically cool down the idle nozzle during printing and preheat it before the next use.
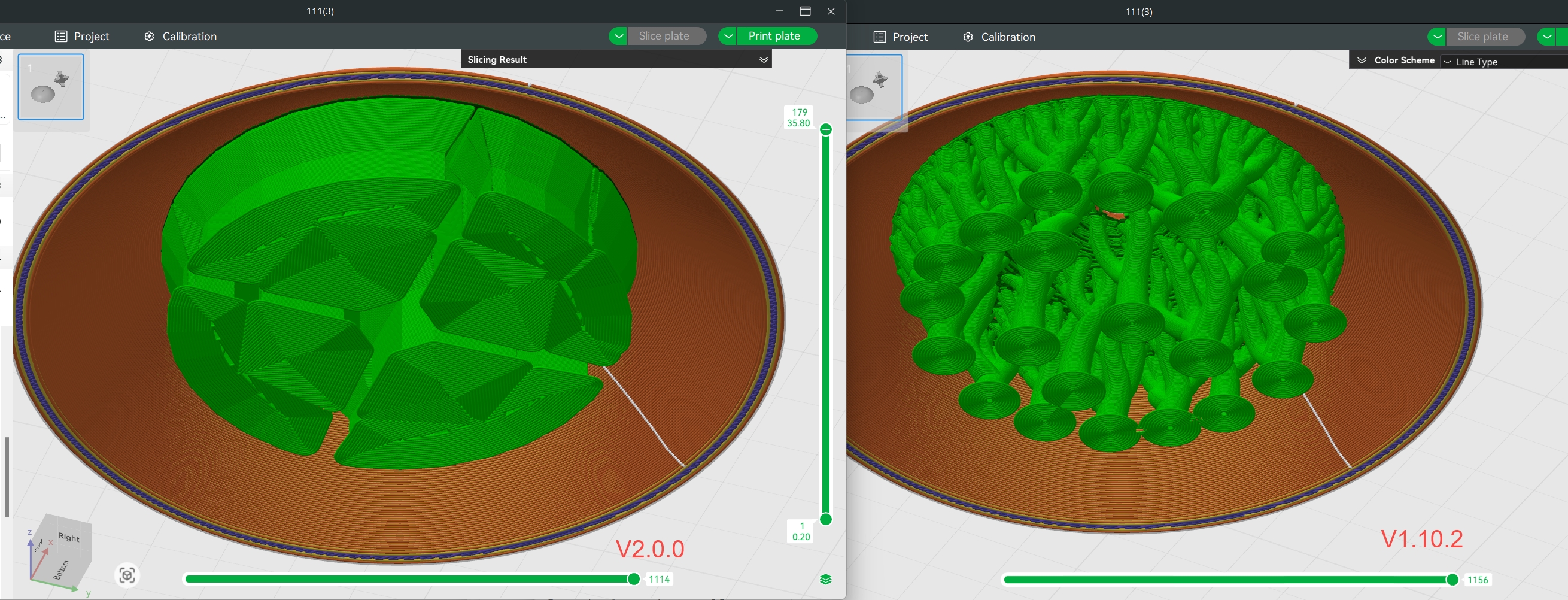
- Tree Support Optimization:
- Optimized overhang detection:
- Optimized Support Classification: By refining the classification of overhang regions to ensure that certain slopes and flat surfaces in hybrid tree mode generate more appropriate polygon support structures.
- Improved Sharp Tail Detection Accuracy.
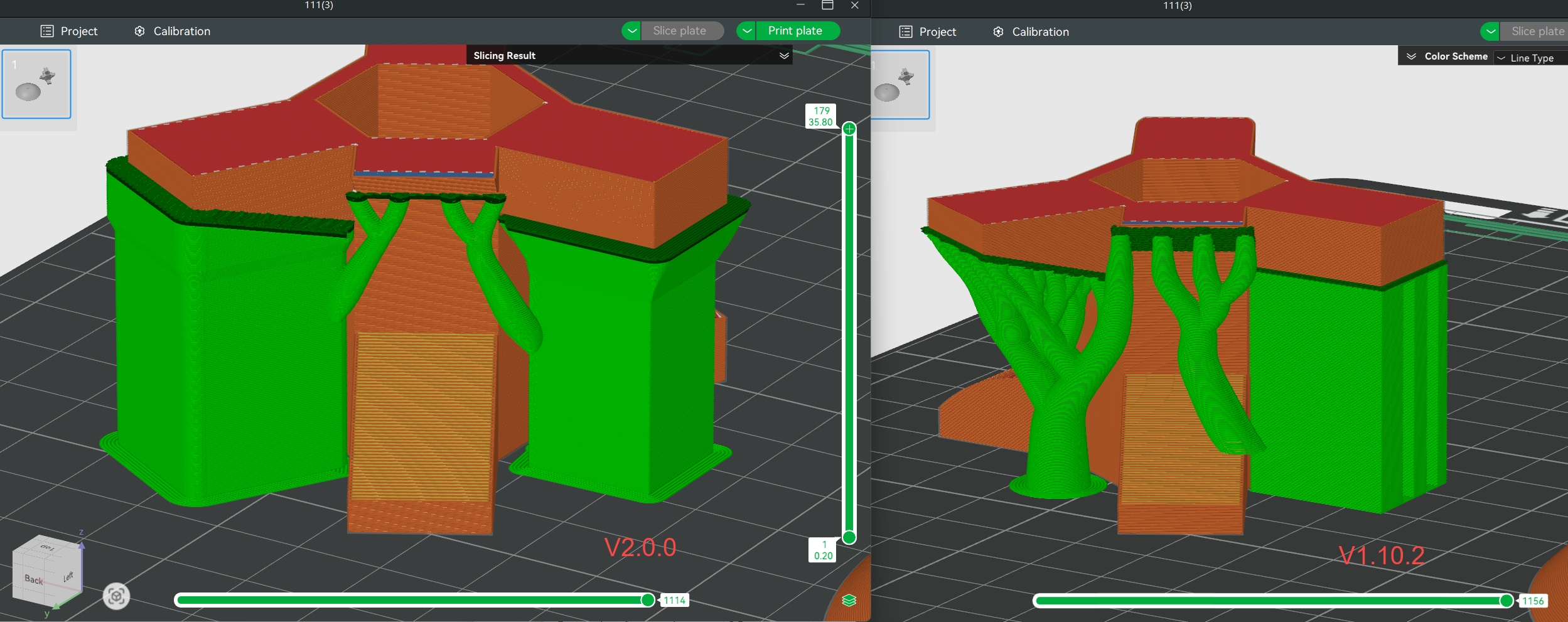
- For hybrid tree supports:
- Enhanced Removability: For hybrid tree style, polygon nodes are automatically segmented, contracted, and smoothed when growing downwards; the overhang areas of polygon nodes are also automatically extended by 2mm to ease removal.
- Reduced Redundancy: Allow adjacent tree nodes to merge into polygon nodes.
- Improved Stability: Generate brim for hybrid supports to improve stability.
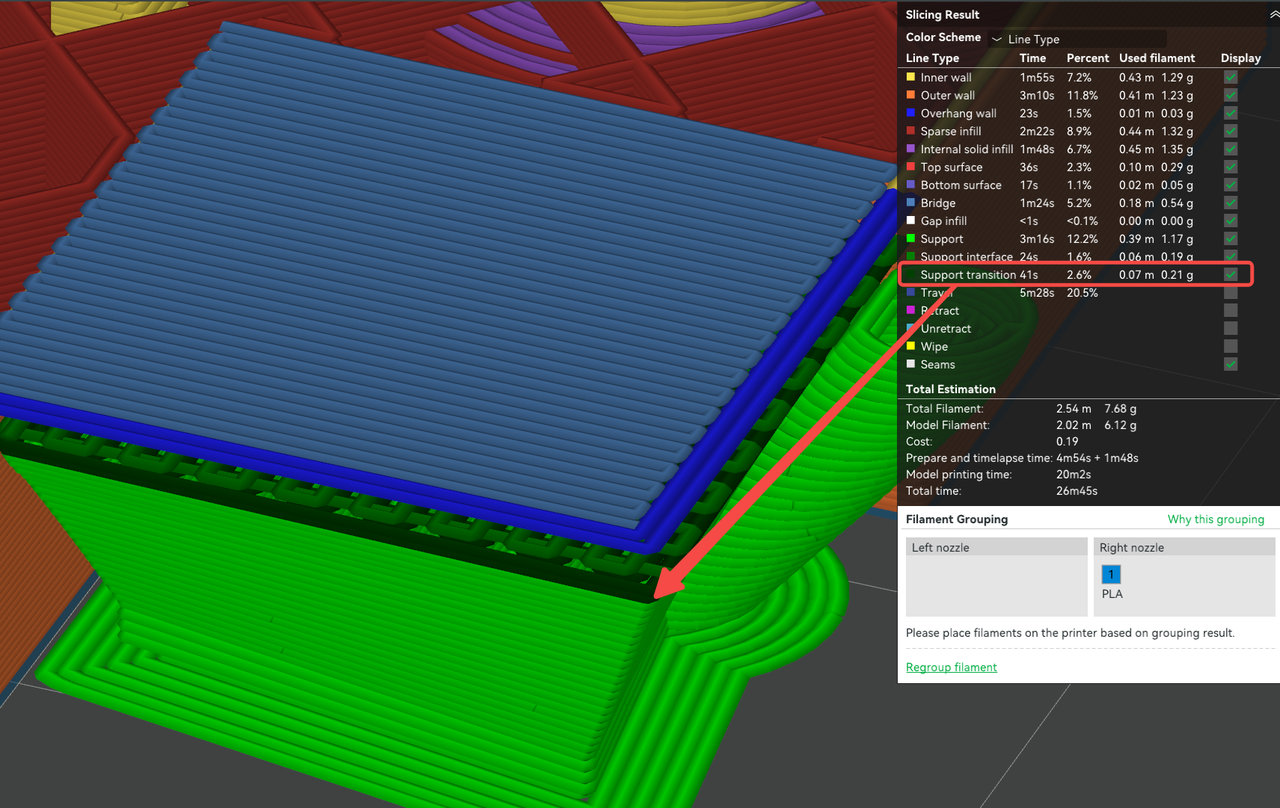
- Default Parameters and Strategy Updates when Using Support Material:
- New Support Transition Layers: For non-organic tree supports, two low-speed support transition layers are added to help form a high-quality support interface, thereby improving print quality in overhanging areas.
- Improved Overhang Quality and Print Success: The toolpath for the support transition layer, support interface, and object overhang surface now have perpendicular directions, so as to generate more integral support structure and improve removability. (#5307)
- Updated Default Parameters: When support material is used, a dialog pops up to ask the users if the following adjustment shall be made: support pattern adjusted to interlaced rectlinear, support style adjusted to Hybrid Tree, and the number of outer walls set to 1, and the bottom interfaces are removed. After extensive testing, the above parameter adjustments can provide the best support stability, removability, and overhang surface quality under the current algorithm.
- Default Support Type Changed to Tree Support: Based on extensive testing, we found that tree supports are not only more stable but also easier to remove than normal supports in most scenarios. Therefore, the default support type has been changed to tree support in this version.
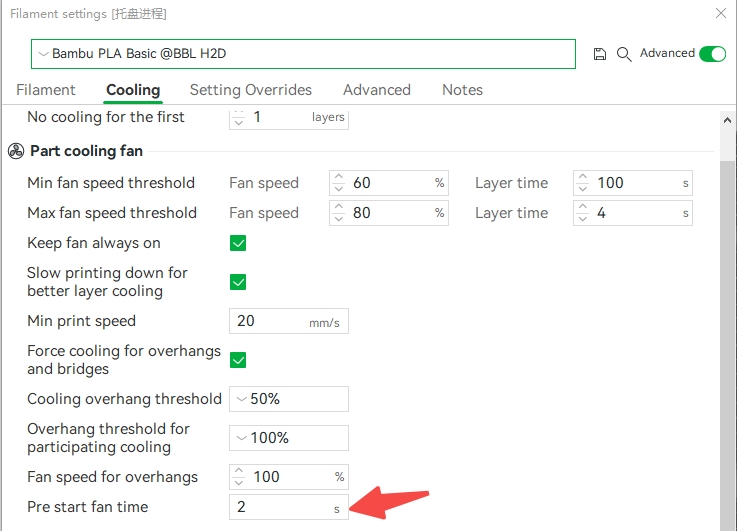
- Fan Speed Control Optimization: For overhang toolpaths that require increased fan speed, the fan is pre-activated (default 2 seconds) to eliminate the delay in fan speed ramp-up.
- Added two new sparse infill types: The Zig Zag infill type (thanks to @hejllukas's contribution) and the Cross Zag infill type.
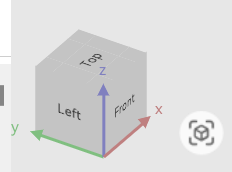
- Added Camera Navigation Tool: Thanks to the contributions of OrcaSlicer and @Noisyfox. Additionally, we've added a shortcut button that allows you to quickly zoom in on selected objects or the entire scene.
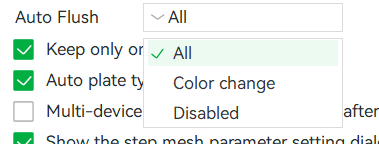
- Optimized the Auto Flush Option: When option enabled, it will automatically calculate flush value when necessary.
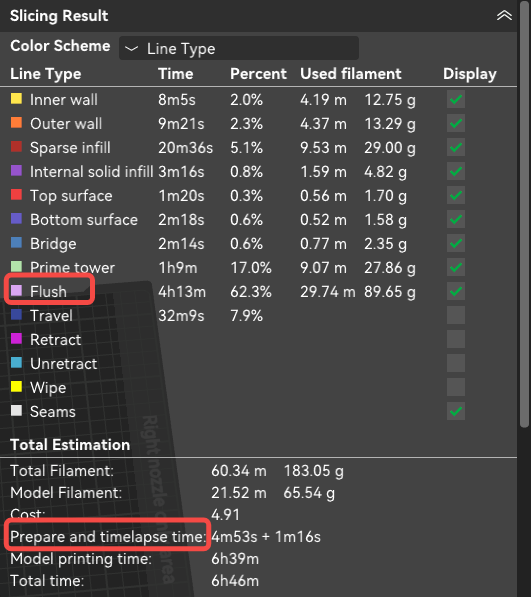
- Added Timelapse and flush time details.
- Fixed an issue where abnormal banding could occur in the Arachne wall generator.
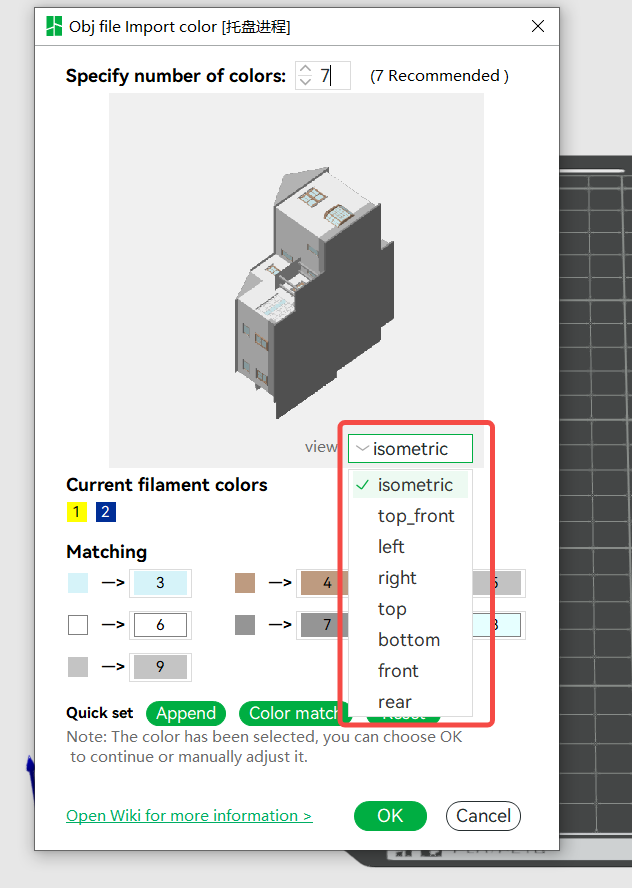
- Optimized OBJ Import Window: Supports multiple camera view modes and can import up to 32 colors.
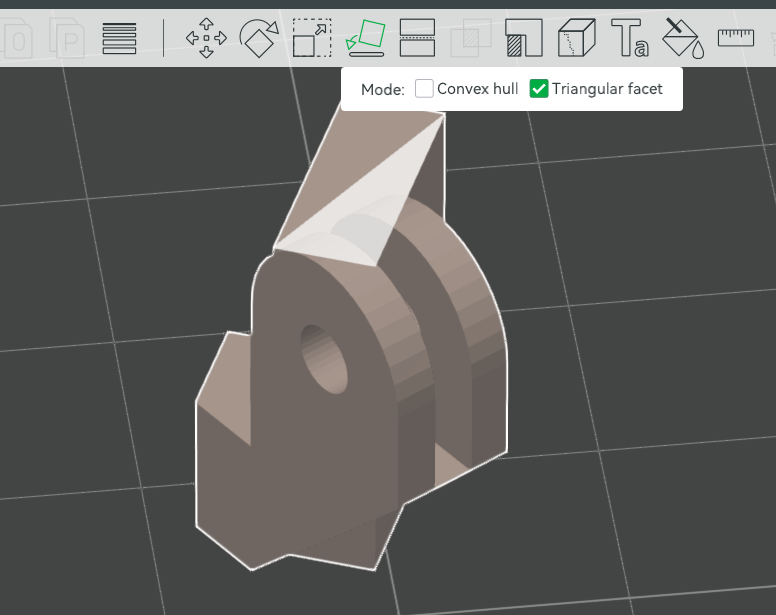
- Added Triangle Selection in "Lay on face":This resolves the issue where convex hull faces can't be selected in certain senarios.
- Brim Ear Function Improvements:
- Fixed an issue where Brim Ear could not be used on some non-Bambu Lab printers.
- Real-Time Model Update: Resolved an issue where data could not be saved properly if the Brim Ear tool was not exited.
- Hide Non-Bottom Layer Brim Ear: Prevented Brim Ear from appearing on layers other than the bottom.
- Added Z-Direction Speed Smoothing for Outer Walls: By smoothing the speed in the outer wall’s Z direction, surface unevenness caused by significant speed changes in areas of certain models is reduced.
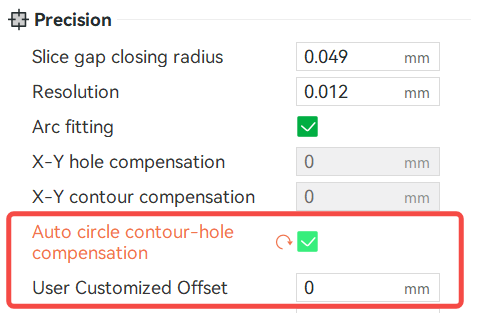
- Added Auto Circle Contour-hole Compensation: Users can define an offset value to adjust the fit of shaft holes. Positive values result in a looser fit, while negative values lead to a tighter fit. This feature is mutually exclusive with the existing X-Y contour and hole compensation feature.
- Slope Bulge Printing Optimization: Fixed an issue where some printed parts might experience "bulging."
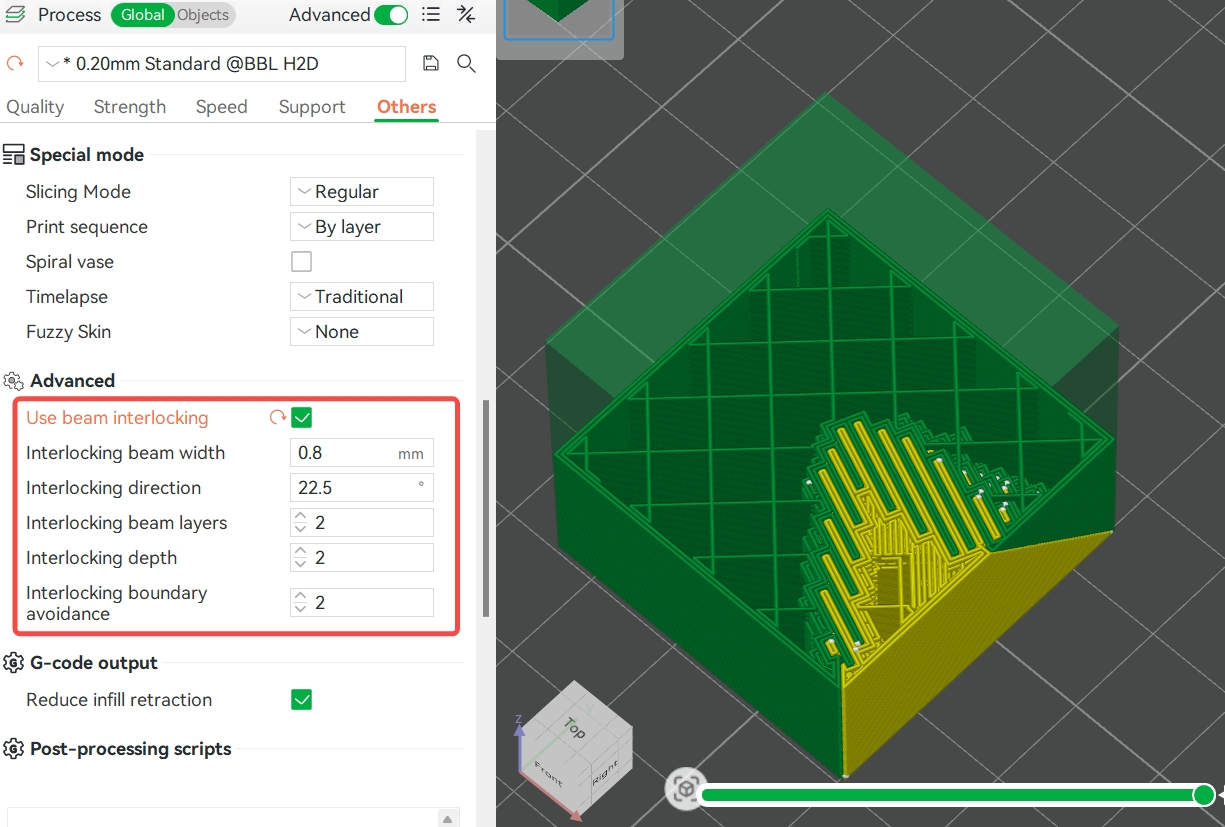
- Added Interlocking Beam: Added an interlocking structure to multicolor models to enhance adhesion between different materials. Special thanks again to OrcaSlicer and @Noisyfox for their contributions.
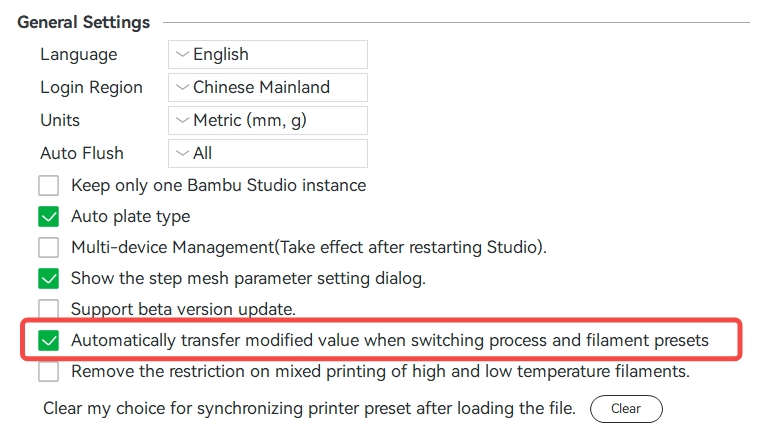
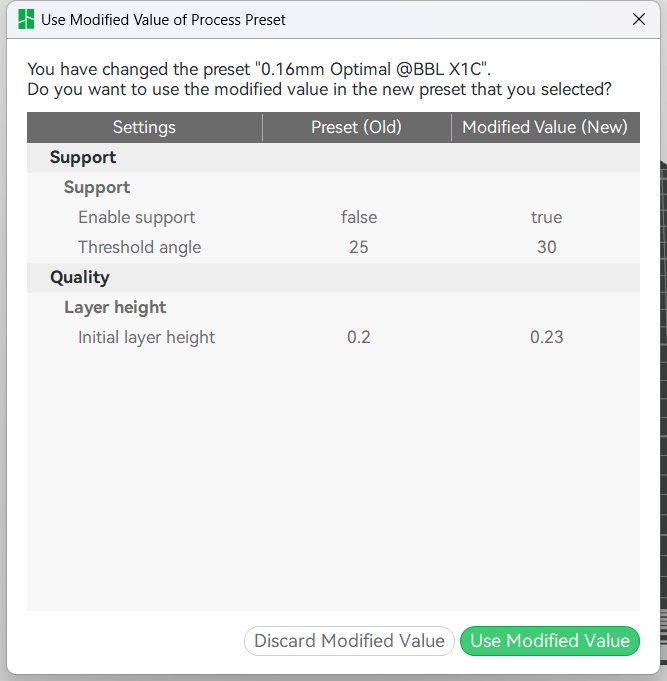
- Added an Auto Preset Migration Option: To reduce redundant prompts regarding filament and process parameters when switching project files, we have introduced an auto preset migration feature, which is enabled by default.
- Fixed an issue where OCCT build was failing. Thanks to @hadess for the contribution.
- Fixed an issue where the Boolean tool displayed unexpected error messages during usage. (#6025, #5543, #6010)
- Fixed multiple display issues in Linux Dark Mode. (#6038, #5777, #4943, #2731, #4679)
- Fixed an issue where STEP files could not be replaced using "Replace with STL...". (#5305)
- Fixed an issue where scarf joint for inner walls not working. (#5748)
- Fixed an issue where some SVGs could not be sliced after deleting sub-models. (#5916)
- Fixed an issue where model layout errors occurred when aligning to the Y-axis. (#5794)
- Fixed an issue where combining "Auto arrange" with "By-Object" could lead to improper material changes. (#5738)
- Fixed an issue where some STEP files took too long to load. (#5304)
- Fixed an issue where filament presets were not sorted by name. (#5318)
- Fixed an issue where some mtl files did not load the associated materials. (#5687)
- Fixed an issue where, after adding text to models cut with connectors, the filament could not be replaced correctly. (#5195)
- Fixed a slicing crash issue caused by an empty first layer. (#5376)
- Fixed an issue where an incorrect lift type occurred when timelapse was disabled. Thanks to @ziehmon for the fix suggestion. (#5736, #4848, #4631)